EP0065943B1 - Procédé de carottage rapide permettant la réalisation du revêtement réfractaire à l'intérieur d'un trou de grand diamètre - Google Patents
Procédé de carottage rapide permettant la réalisation du revêtement réfractaire à l'intérieur d'un trou de grand diamètre Download PDFInfo
- Publication number
- EP0065943B1 EP0065943B1 EP82870026A EP82870026A EP0065943B1 EP 0065943 B1 EP0065943 B1 EP 0065943B1 EP 82870026 A EP82870026 A EP 82870026A EP 82870026 A EP82870026 A EP 82870026A EP 0065943 B1 EP0065943 B1 EP 0065943B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- lining
- refractory
- tap hole
- hole
- refractory lining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000000034 method Methods 0.000 title claims abstract description 13
- 238000005553 drilling Methods 0.000 title claims abstract 4
- 239000004927 clay Substances 0.000 claims abstract description 6
- 239000011449 brick Substances 0.000 claims description 18
- 229910000831 Steel Inorganic materials 0.000 claims 2
- 239000010959 steel Substances 0.000 claims 2
- 238000004026 adhesive bonding Methods 0.000 claims 1
- 239000011248 coating agent Substances 0.000 description 13
- 238000000576 coating method Methods 0.000 description 13
- 239000002184 metal Substances 0.000 description 5
- 238000007796 conventional method Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/46—Details or accessories
- C21C5/4653—Tapholes; Opening or plugging thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/15—Tapping equipment; Equipment for removing or retaining slag
- F27D3/1509—Tapping equipment
- F27D3/1518—Tapholes
Definitions
- the present invention relates to a new method for producing the refractory lining inside a large diameter hole of a metallurgical container.
- the internal coating of the taphole of a metallurgical vessel consists of juxtaposed refractory ferrules, leaning against refractory bricks of suitable shapes such as illustrated in FIG. 1.
- the reference 1 designates the taphole of a converter after masonry
- the reference 2 designates the ferrules as refractories
- the reference 3 designates the refractory bricks of appropriate shapes.
- the conventional technique for making this internal coating of the taphole consists in preassembling the ferrules 2 and the refractory bricks 3 out of the metallurgical container, then placing them in the metallurgical container and masonrying it in the internal refractory lining itself .
- This technique requires cutting a large number of bricks 5 at the tap hole.
- This conventional technique has the disadvantage of requiring a lot of manpower and time.
- the subject of the invention is a new method for making the interior lining of a large diameter taphole, which is faster than the conventional method and which requires less labor.
- Another object of the invention is an internal tap hole coating which has better strength qualities than the traditional coating.
- the interior refractory lining of the metallurgical container is produced at least up to the part situated at the upper level of the future tap hole, then a hole is drilled in the solid of the refractory lining located at the location of the future tap hole. Thanks to a centering system, internal ferrules are then put in place in the cored hole and clay of sufficient refractoriness is introduced into the space between the external surface of the ferrules and the wall of the cored hole.
- a metal lining is placed inside the outer shell to serve as a guide for a corer and, after coring, this metallic guide lining is removed and replaced by an adequate refractory brickwork.
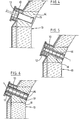
- the inner coating 13 of the converter is then produced (FIG. 3).
- the block 14 of the inner lining is advantageously made beforehand by bonding refractory bricks, preferably bricks of the S-brick type.
- the bonding of the bricks must be carried out with care to avoid the risk of dislocation of the bricks during the coring operation. and thereby obtaining a non-conforming hole.
- the use of S bricks also makes it possible to reduce the risks of cracking of the brick block 14.
- the coring operation of the refractory block 14 is carried out using a core barrel 15 of known type using the metal trim 11 as a guide. This operation can be carried out in a short time depending on the thickness of the coating to be cored.
- the metal guide lining 11 is then removed which is replaced by an adequate refractory brickwork 12 (FIG. 5).
- the interior ferrules 16 are then placed after having put in place an appropriate centering system, and then sufficient refractory clay 17 (FIG. 6) is introduced into the space between the exterior surface. ferrules 16 and the wall 18 of the cored hole. This simple and rapid process allows, among other things, not to slow down the mechanized masonry of the interior lining of the converters.
- the coating produced by the invention is characterized by the fact that it is not necessary to use a mother brick of adequate external shape to fit into the coating of the metallurgical vessel and of adequate interior shape to allow the reception of the ferrules intended to form the final tap hole. Also, by the fact that the qualities of resistance of the conventional coating are maintained despite the appreciable saving of time.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Carbon Steel Or Casting Steel Manufacturing (AREA)
- Drilling And Boring (AREA)
- Drilling Tools (AREA)
Description
- La présente invention concerne un nouveau procédé pour réaliser le revêtement réfractaire à l'intérieur d'un trou de grand diamètre d'un récipient métallurgique.
- A titre d'exemple, on peut signaler qu'actuellement le revêtement intérieur du trou de coulée d'un récipient métallurgique, tel qu'un convertisseur d'aciérie, est constitué de viroles réfractaires juxtaposées, adossées à des briques réfractaires de formes appropriées comme illustré à la figure 1. La référence 1 désigne le trou de coulée d'un convertisseur après maçonnage, la référence 2 désigne les viroles en réfractaires et la référence 3 désigne les briques réfractaires de formes appropriées. La technique classique pour réaliser ce revêtement intérieur du trou de coulée consiste à prémonter les viroles 2 et les briques réfractaires 3 hors du récipient métallurgique, puis à les mettre en place dans le récipient métallurgique et à le maçonner dans le revêtement réfractaire intérieur lui-même.
- Cette technique impose de tailler un grand nombre de briques 5 au niveau du trou de coulée. Cette technique classique a pour inconvénient de demander beaucoup de main-d'oeuvre et de temps.
- L'invention a pour objet un nouveau procédé pour réaliser le revêtement intérieur d'un trou de coulée de grand diamètre, qui est plus rapide que le procédé classique et qui exige moins de main d'oeuvre.
- Un autre objet de l'invention est un revêtement intérieur de trou de coulée qui présente de meilleures qualités de résistance que le revêtement traditionnel.
- Suivant l'invention on réalise le revêtement réfractaire intérieur du récipient métallurgique au moins jusqu'à la partie située au niveau supérieur du futur trou de coulée, puis on procède au carottage d'un trou dans le massif du revêtement réfractaire situé à l'emplacement du futur trou de coulée. Grâce à un système de centrage, on met ensuite en place des viroles intérieures dans le trou carotté et on introduit du pisé de réfractarité suffisante dans l'espace compris entre la surface extérieure des viroles et la paroi du trou carotté.
- Dans le cas où le récipient métallurgique comporte une virole extérieure, on met en place une garniture métallique à l'intérieur de la virole extérieure pour servir de guide à un carottier et, après carottage, on enlève cette garniture métallique de guidage et on la remplace par un briquetage réfractaire adéquat.
- L'avantage de ce procédé est qu'il est simple, très rapide, qu'il permet la mécanisation complète du maçonnage et qu'il est applicable dans n'importe quel récipient métallurgique.
- L'invention est exposée ci-après dans le cas type d'un convertisseur d'aciérie comportant une virole métallique extérieure. Dans ces dessins:
- - la figure 1 est une vue en coupe dans un plan diamétral du trou de coulée d'un convertisseur d'aciérie, illustrant la technique classique pour réaliser le revêtement intérieur du trou de coulée,
- - les figures 2 à 6 illustrent les étapes successives du procédé selon l'invention pour la réalisation du revêtement intérieur du trou de coulée.
- Se reportant aux figures 2 à 6 on voit représentée la virole métallique extérieure 10 du trou de coulée d'un convertisseur d'aciérie. Suivant le procédé de l'invention, on commence par placer à l'intérieur de la virole extérieure 10, une garniture métallique 11 (figure 2) qui servira de guide par la suite à un carottier.
- On réalise ensuite le revêtement intérieur 13 du convertisseur (figure 3). On maçonne le revêtement au moins jusqu'à la partie 14 située au niveau supérieur du futur trou de coulée, puis on carotte dans le massif 14 comme indiqué à la figure 4 tout en continuant la confection du revêtement du convertisseur. Le massif 14 du revêtement intérieur est au préalable avantageusement réalisé par collage de briques réfractaires, de préférence des briques du type briques en S. Le collage des briques doit être effectué avec soin pour éviter le risque de dislocation des briques pendant l'opération de carottage et l'obtention par là d'un trou non conforme. L'utilisation de briques en S permet également de diminuer les risques de fissuration du massif de briques 14. L'opération de carottage du massif de réfractaires 14 s'effectue à l'aide d'un carottier 15 de type connu en se servant de la garniture métallique 11 comme guide. Cette opération peut être effectuée en un temps courts suivant l'épaisseur du revêtement à carotter. On enlève ensuite la garniture métallique-guide 11 qui est remplacée par un briquetage réfractaire adéquat 12 (figure 5).
- Dans le trou carotté 1 (figure 5), on place alors les viroles intérieures 16 après avoir mis en place un système de centrage approprié, puis on introduit du pisé de réfractarité suffisante 17 (figure 6) dans l'espace compris entre la surface extérieure des viroles 16 et la paroi 18 du trou carotté. Ce procédé simple et rapide permet entre autre de ne pas ralentir le maçonnage mécanisé du revêtement intérieur des convertisseurs.
- Le revêtement réalisé par l'invention se caractérise par le fait qu'il n'est pas nécessaire d'utiliser une brique mère de forme extérieure adéquate pour s'insérer dans le revêtement du récipient métallurgique et de forme intérieure adéquate pour permettre de recevoir les viroles destinées à former le trou de coulée définitif. Également, par le fait que les qualités de résistance du revêtement classique sont maintenues malgré le gain de temps appréciable.
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82870026T ATE22703T1 (de) | 1981-05-20 | 1982-05-19 | Schnelles stichlochbohrverfahren, welches die feuerfeste auskleidung an der innenwandung eines loches mit grossem durchmesser ermoeglicht. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE204846 | 1981-05-20 | ||
| BE0/204846A BE888881A (fr) | 1981-05-20 | 1981-05-20 | Procede de carottage rapide permettant la realisation du revetement refractaire a l'interieur d'un trou de grand diametre |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0065943A1 EP0065943A1 (fr) | 1982-12-01 |
| EP0065943B1 true EP0065943B1 (fr) | 1986-10-08 |
Family
ID=3843430
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82870026A Expired EP0065943B1 (fr) | 1981-05-20 | 1982-05-19 | Procédé de carottage rapide permettant la réalisation du revêtement réfractaire à l'intérieur d'un trou de grand diamètre |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0065943B1 (fr) |
| AT (1) | ATE22703T1 (fr) |
| DE (1) | DE3273634D1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT408964B (de) * | 1997-12-02 | 2002-04-25 | Boehler Pneumatik Internat Gmb | Verfahren und vorrichtung zur erneuerung der auskleidung einer abstichöffnung von metallurgischen gefässen |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2705630A (en) * | 1955-04-05 | Tad deo | ||
| FR1488906A (fr) * | 1966-08-09 | 1967-07-13 | Gen Refractories Co | Agencements de trous de coulée |
| US3635459A (en) * | 1968-02-29 | 1972-01-18 | Arrigo Mare | Refractory brick having oblique surface |
| DE6608495U (de) * | 1968-05-22 | 1971-09-09 | Didier Werke Ag | Rohrfoermiger formstein fuer abstichkanaele an metallurgischen gefaessen, oefen u. dgl. |
| AT335492B (de) * | 1973-12-20 | 1977-03-10 | Veitscher Magnesitwerke Ag | Auswechselbarer abstich fur ein feuerfest ausgekleidetes gefass |
| LU77507A1 (fr) * | 1977-06-08 | 1977-09-19 | ||
| BE875809A (fr) * | 1979-04-24 | 1979-08-16 | Cockerill | Brique pour le revetement refractaire d'un recipient metallurgique |
-
1982
- 1982-05-19 AT AT82870026T patent/ATE22703T1/de not_active IP Right Cessation
- 1982-05-19 EP EP82870026A patent/EP0065943B1/fr not_active Expired
- 1982-05-19 DE DE8282870026T patent/DE3273634D1/de not_active Expired
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT408964B (de) * | 1997-12-02 | 2002-04-25 | Boehler Pneumatik Internat Gmb | Verfahren und vorrichtung zur erneuerung der auskleidung einer abstichöffnung von metallurgischen gefässen |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE22703T1 (de) | 1986-10-15 |
| EP0065943A1 (fr) | 1982-12-01 |
| DE3273634D1 (en) | 1986-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011121251A1 (fr) | Procédé et dispositif pour la fabrication d'une virole bi-matériaux, et virole ainsi réalisée. | |
| CN1398333A (zh) | 球阀及其制造方法 | |
| CH631534A5 (fr) | Dispositif de raccordement et procede pour sa fabrication. | |
| EP0065943B1 (fr) | Procédé de carottage rapide permettant la réalisation du revêtement réfractaire à l'intérieur d'un trou de grand diamètre | |
| HU181364B (en) | Method for repairing respectively remaking the fireproof, abrading pieces of gate valves | |
| WO1986006749A1 (fr) | Procede de degazage d'une matiere en fusion et dispositif de mise en oeuvre du procede | |
| US7455731B2 (en) | Polycrystalline silicon rod and method for processing the same | |
| BE888881A (fr) | Procede de carottage rapide permettant la realisation du revetement refractaire a l'interieur d'un trou de grand diametre | |
| US5131633A (en) | Apparatus for retrieving a slag sample during a steelmaking operation | |
| FR2356463A1 (fr) | Procede et outillage pour l'assemblage de tubes | |
| US20100084377A1 (en) | Method for Girth Welding Metallic Pipes | |
| JPH02298212A (ja) | 真空槽における浸漬管耐火物の補修方法 | |
| US3308589A (en) | Layered curvilinear wall | |
| CN110607410B (zh) | 一种高炉铁口泥套的制作方法和制作的泥套 | |
| JPS6036877Y2 (ja) | 溶鋼処理装置フランジ接合部の構造 | |
| RU2819958C1 (ru) | Устройство для донной продувки жидкого металла газом в ковше и способ его производства | |
| FR2658277A1 (fr) | Recipient metallurgique equipe d'au moins une electrode traversant sa paroi. | |
| JPH01195240A (ja) | 真空脱ガス炉環流管の補修方法 | |
| EP0954650B1 (fr) | Procede de fabrication d'une fosse de decantation prete a l'emploi | |
| SU1210975A1 (ru) | Способ изготовлени биметаллических отливок сталь-бронза | |
| EP0339174A1 (fr) | Lance d'injection ou de soufflage avec chambre de refroidissement | |
| SU1021542A2 (ru) | Способ заварки отверстий в детали | |
| JPH06100954A (ja) | 非鉄製錬用転炉 | |
| JPS57185906A (en) | Closing method for hole bored in wall of blast furnace | |
| ES2011083A6 (es) | Un metodo para soldar tuberias de ramificacion en una pared de recipiente provista de agujeros. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT DE FR GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19830609 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB IT LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 22703 Country of ref document: AT Date of ref document: 19861015 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3273634 Country of ref document: DE Date of ref document: 19861113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19870531 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19870531 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19880519 Ref country code: AT Effective date: 19880519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19880520 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19881201 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19890201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19900530 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19920131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82870026.0 Effective date: 19890510 |