EP0035301B1 - Verfahren zum Schleifen von zwei koaxialen konischen Oberflächen, Vorrichtung zur Durchführung des Verfahrens, Verwendung dieser Vorrichtung und so erhaltenes geschliffenes Werkstück - Google Patents
Verfahren zum Schleifen von zwei koaxialen konischen Oberflächen, Vorrichtung zur Durchführung des Verfahrens, Verwendung dieser Vorrichtung und so erhaltenes geschliffenes Werkstück Download PDFInfo
- Publication number
- EP0035301B1 EP0035301B1 EP81200198A EP81200198A EP0035301B1 EP 0035301 B1 EP0035301 B1 EP 0035301B1 EP 81200198 A EP81200198 A EP 81200198A EP 81200198 A EP81200198 A EP 81200198A EP 0035301 B1 EP0035301 B1 EP 0035301B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- grinding
- angle
- ground
- axis
- spindle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/02—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work
- B24B5/14—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding conical surfaces, e.g. of centres
Definitions
- the present invention relates to a method for rectifying two frustoconical surfaces, one interior and the other exterior concurrent at the end of a part to be rectified where they form a circular junction edge (see, for example GB-A-822 437).
- the invention also relates to a grinding wheel holder device for a grinding machine, for the implementation of the process in question, intended for the grinding of two frustoconical surfaces, one inside and the other outside, concurrent at the end of a part. to rectify where they form a circular junction edge.
- the invention also relates to a part with two concurrent rectified frustoconical surfaces resulting from the method, it also relates to the use of the device and the application of the method for obtaining such a part.
- the object of the present invention is in particular to provide a method and a device making it possible to obtain the abovementioned performance, which the prior art did not provide.
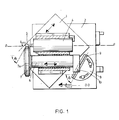
- Fig. 1 shows a grinding wheel device for a grinding machine intended to be placed in front of the workpiece spindle or the workpiece chuck of this grinding machine.
- a workpiece 1 not shown in FIG. 1, but visible in fig. 2.
- Fig. 1 watch only the grinding wheel support arrangement which in fact constitutes an accessory for a grinding machine, placed in front of it.
- This device comprises a first table 2 which is mounted on a part of the frame, or similar support (not shown), of the grinding machine.
- This first table 2 carries a second table 3, which can be moved on the table 2 in an oblique direction called "primary angular direction" and in general direction a, in the embodiment shown in FIG. 1, corresponds to the angle ⁇ 1 .
- This angle a is preferably adjustable; in a device intended for the permanent production of identical parts in very large series, this angle a could also be adjusted once and for all, instead of being adjustable.
- the second table 3 carries a first grinding wheel spindle 4 fixed on this table so that the axis of rotation of the spindle is approximately parallel to the axis 00 of the grinding machine.
- this parallelism is not a condition for proper operation and, as a variant, the axis of the grinding wheel headstock 4 could form an angle with the direction of the axis 00.
- a grinding wheel 5 with a conical active surface is fixed on the spindle shaft 4. This grinding wheel 5, of small dimensions, will be driven in rotation by spindle 4 at a very high angular speed.
- the second table 3 carries a second grinding wheel spindle 6, the axis of rotation of which is preferably parallel to that of the other grinding wheel spindle.
- This second grinding wheel spindle 6 is integral with the second table 3 in the direction perpendicular to the axis 00 of the workpiece, it can on the other hand slide with respect to the table 3 in the direction parallel to the axis 00.
- a grinding wheel with a frustoconical active surface 7, notably larger than the grinding wheel with a conical surface 5, is mounted on the shaft of the second grinding wheel spindle 6.
- the grinding wheel 7 has a relatively large diameter because its active surface must come close from that of the grinding wheel 5, and the grinding wheel 7 must therefore have a radius close to the distance between the axes of the two spindles.
- a directional guide device 8 is fixed on the first table 2, and it comprises a slide 9 which can, with the guide device 8, be positioned in different orientations relative to the table 2.
- An oblique movement, in the primary direction x, of the second table 3 therefore results in a displacement of the grinding spindle 4 and of the grinding wheel 5 in this same primary direction a, and in a displacement of the second spindle grinding wheels 6 with its grinding wheel 7 in an oblique direction determined by the guide piece 8 and which is in this case the secondary angular direction ⁇ , having the value ⁇ 1 in the state of the device shown in fig. 1.
- the two grinding wheels 5 and 7 therefore each move in an angular direction which is specific to them, it can therefore be seen that their active conical or frustoconical part is erected in accordance with these two directions ⁇ 1 , ⁇ 1 .
- the part to be ground 1 has at its front part two frustoconical surfaces to be ground, respectively 11 and 12, the first being an internal frustoconical surface and the second an external frustoconical surface.
- the taper angle of the inner surface to be ground 11 is the angle ⁇ 1 while the taper angle of the frustoconical surface to be ground exterior 12 is the angle ⁇ 1 .
- the active frustoconical surfaces 5a, 7a of the grinding wheels 5 and 7 have the desired taper to adequately correct these surfaces 11 and 12.
- the generatrices of each of these active frustoconical surfaces of grinding wheels 5a and 7a move respectively on a line of direction primary Ip and on a secondary direction line I s .
- the angles of these primary Ip and secondary guidelines la with respect to the axis 0 of the workpiece correspond to the angular directions respectively primary and secondary according to which the two grinding spindles 4 and 6 move (fig. 1) when the second table 3 is moved obliquely on the first table 2. It can be seen that the lines of primary and secondary directions I p , I s intersect at a distance h C1 from the axis 0 of the part to be rectified and this "distance from crossing “h C1 is of great importance, together with the two angles ⁇ and ⁇ of primary and secondary angular directions, for obtaining the exact rectification dimensions of the part 1.
- the desired relationships regarding the positions and lines of displacement of the generators of active surfaces of grinding wheels 5a and 7a are ensured by an adequate positioning of two dressing tools, a first, 13, intended for dressing the grinding wheel 5 and a second, 14, intended for dressing the grinding wheel 7.
- the active points, respectively 13a and 14a of the two dressing tools 13 and 14 must be located the first on the primary direction line Ip and the second on the secondary direction line I s. Under these conditions, an oblique movement, in the primary angular direction a, of the second table 3 relative to the first table 2 ensures a dressing of the grinding wheels such that the generator of the latter will automatically occupy, in the working position of grinding, the position desired for this grinding.
- r a is the radius (or half-diameter) of the corconference formed by the junction edge of the conical surfaces to be rectified and the angles ⁇ and ⁇ are those which we have just described.
- the indices have been omitted, since this expression has a general value which does not apply only to the geometric constructive arrangement represented in FIG. 2.
- the two dressing tools 13 and 14 are fixed side by side in an oblique fashion, with their axes approximately perpendicular to the primary angular direction ⁇ 1 , the distance between the axes of these two tools. preferably being fixed, with the value »e «. It is also possible to establish, perpendicular to the axes of the dressing tools and therefore parallel to the primary angular direction ⁇ 1 , the distance "m" between the axis of the first dressing tool 13 and the place where the line of direction Ip cuts axis 0 of the workpiece (and of the grinding machine).
- FIGS. 3, 4 and 5 illustrate a variant of the device for a particular machining case which allows many simplifications.
- the parts which are identical to parts of the embodiment of FIGS. 1 and 2 are represented by the same reference signs.
- the second table 3 which can be displaced obliquely in said primary angular direction ( ⁇ 2 ), as is the first grinding wheel spindle 4 fixed on the table 3 and carrying a small conical grinding wheel 5.
- the second grinding wheel spindle, 16 is also completely fixed on the second table 3. Furthermore, it carries a grinding wheel 17 with frustoconical active surface 17a which has the same conicity as the conical active surface 5a of the first grinding wheel.
- This embodiment is notably more advantageous since it saves sliding means for the second grinding spindle and oblique guide means specific thereto.
- the two direction lines are parallel and have a distance between them d 2 which also represents the distance by which the point 21a of the second dressing tool must advance in front of the direction line l'p, i.e. -to say in front of the tip 13a of the first dressing tool 13.
- the dressing tools have been shown in a more technological manner, these tools being mounted on a block of dressing tool holders 22 Adjusting members 23 and 24 make it possible to adjust, perpendicular to the line of direction p, the position of the active points 13a, 21 with dressing tools 13,21.
- the grinding wheels are advantageously given, during the grinding operation, a flapping movement produced by an alternating movement of the table 3 in the oblique direction which is its direction of movement (namely the primary angular direction and secondary school).
- the original design described here also includes, and even primarily, the rectification process by which two grinding wheels simultaneously proceed to the grinding of an internal frustoconical surface and of an external frustoconical surface in front of a part to be rectified.
- the method described even if it was implemented using other devices arranged for this purpose, does not would continue to conform to the particular concept proposed by the invention.
- the dressing tools are often diamond cutters and not diamond-tipped tools.
- the entire active edge of the thumbwheel must be on the appropriate direction line (Ipou I s ).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
Claims (12)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH1580/80 | 1980-02-27 | ||
| CH158080A CH636789A5 (fr) | 1980-02-27 | 1980-02-27 | Procede pour rectifier deux surfaces tronconiques concourantes, dispositif pour la mise en oeuvre de ce procede, piece rectifiee en resultant et application de ce procede. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0035301A1 EP0035301A1 (de) | 1981-09-09 |
| EP0035301B1 true EP0035301B1 (de) | 1984-05-16 |
Family
ID=4213740
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81200198A Expired EP0035301B1 (de) | 1980-02-27 | 1981-02-20 | Verfahren zum Schleifen von zwei koaxialen konischen Oberflächen, Vorrichtung zur Durchführung des Verfahrens, Verwendung dieser Vorrichtung und so erhaltenes geschliffenes Werkstück |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4386483A (de) |
| EP (1) | EP0035301B1 (de) |
| CH (1) | CH636789A5 (de) |
| DE (1) | DE3163566D1 (de) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5538460A (en) * | 1992-01-16 | 1996-07-23 | System Seiko Co., Ltd. | Apparatus for grinding hard disk substrates |
| US6261161B1 (en) | 1999-01-06 | 2001-07-17 | Premark Feg L.L.C. | Sharpener assembly for a food slicer and related method |
| US7207498B1 (en) | 2000-01-26 | 2007-04-24 | Dl Technology, Llc | Fluid dispense tips |
| US6547167B1 (en) * | 1999-01-26 | 2003-04-15 | Jeffrey Fugere | Fluid dispense tips |
| US6957783B1 (en) | 1999-01-26 | 2005-10-25 | Dl Technology Llc | Dispense tip with vented outlets |
| US6511301B1 (en) | 1999-11-08 | 2003-01-28 | Jeffrey Fugere | Fluid pump and cartridge |
| US6755570B1 (en) | 1999-06-11 | 2004-06-29 | Seagate Technology Llc | Single piece hub with integral upper and lower female cones and method for making the same |
| JP4144725B2 (ja) * | 1999-09-30 | 2008-09-03 | 独立行政法人理化学研究所 | ガラス基板のチャンファリング方法及び装置 |
| US6981664B1 (en) | 2000-01-26 | 2006-01-03 | Dl Technology Llc | Fluid dispense tips |
| US6892959B1 (en) | 2000-01-26 | 2005-05-17 | Dl Technology Llc | System and method for control of fluid dispense pump |
| US6983867B1 (en) | 2002-04-29 | 2006-01-10 | Dl Technology Llc | Fluid dispense pump with drip prevention mechanism and method for controlling same |
| US7832317B2 (en) * | 2005-08-26 | 2010-11-16 | Premark Feg L.L.C. | Gage plate alignment mechanism and method for a food slicer |
| US20070044628A1 (en) * | 2005-08-26 | 2007-03-01 | Rote Scott J | Rear pivot pusher for a food slicer with clearance position |
| US7637191B2 (en) * | 2005-08-26 | 2009-12-29 | Premark Feg L.L.C. | Product table lock for a food slicer |
| US20070044621A1 (en) * | 2005-08-26 | 2007-03-01 | Rote Scott J | Top mounted operator interface for a food slicer |
| US7549363B2 (en) * | 2005-08-26 | 2009-06-23 | Premark Feg L.L.C. | Product table for a food slicer with hollow peripheral reinforcements |
| US8043142B2 (en) * | 2005-08-26 | 2011-10-25 | Premark Feg L.L.C. | Sharpener carried by the product table of a food slicer |
| US20070044612A1 (en) * | 2005-08-26 | 2007-03-01 | Somal Hardev S | Gage plate adjustment mechanism for a food slicer |
| US20070044626A1 (en) * | 2005-08-26 | 2007-03-01 | Bondarowicz Frank A | Overmolded food product table support arm for a food slicer |
| US20070044627A1 (en) * | 2005-08-26 | 2007-03-01 | Clem Todd L | Speed and stroke control method and apparatus for a product table of a food slicer |
| US7464632B2 (en) * | 2006-02-07 | 2008-12-16 | Premark Feg L.L.C. | Product fence for a food slicer |
| US8707559B1 (en) | 2007-02-20 | 2014-04-29 | Dl Technology, Llc | Material dispense tips and methods for manufacturing the same |
| US20100064872A1 (en) * | 2008-09-12 | 2010-03-18 | Anatoly Gosis | Product fence for food slicer |
| US20100089254A1 (en) * | 2008-10-14 | 2010-04-15 | Anatoly Gosis | Food slicer and associated food product pusher |
| US8864055B2 (en) | 2009-05-01 | 2014-10-21 | Dl Technology, Llc | Material dispense tips and methods for forming the same |
| US9725225B1 (en) | 2012-02-24 | 2017-08-08 | Dl Technology, Llc | Micro-volume dispense pump systems and methods |
| CN103302569B (zh) * | 2013-07-26 | 2015-09-09 | 沈阳黎明航空发动机(集团)有限责任公司 | 一种摆动的磨削加工方法 |
| US11746656B1 (en) | 2019-05-13 | 2023-09-05 | DL Technology, LLC. | Micro-volume dispense pump systems and methods |
| RU2758791C1 (ru) * | 2020-11-23 | 2021-11-01 | Федеральное государственное автономное образовательное учреждение высшего образования "Уральский федеральный университет имени первого Президента России Б.Н. Ельцина" | Устройство для шлифования тел вращения типа упорных центров |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2440148A (en) * | 1946-05-09 | 1948-04-20 | Bower Roller Bearing Co | Centerless grinding machine attachment |
| US2442683A (en) * | 1945-03-15 | 1948-06-01 | Bryant Grinder Corp | Grinding machine |
| US2534531A (en) * | 1945-11-08 | 1950-12-19 | Rossmanith Wolfgang | Machine for grinding internal cone surfaces |
| CH284532A (fr) * | 1950-07-25 | 1952-07-31 | Henri Hauser S A | Tête de meulage. |
| GB822437A (en) * | 1957-04-02 | 1959-10-28 | Nordberg Manufacturing Co | Improvements in or relating to the grinding of frusto-conical liners or mantles for use in crushing apparatus |
| FR1436769A (fr) * | 1965-03-11 | 1966-04-29 | Perfectionnements aux machines à rectifier | |
| DE2711613A1 (de) * | 1977-03-17 | 1978-09-21 | Reinecker Masch Kg J E | Schleifvorrichtung fuer die axialflaechen von ringen, insbesondere kolbenringen |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB513474A (en) * | 1938-03-29 | 1939-10-13 | Harry Frederick Atkins | Machine for accurately grinding conical surfaces |
| US2807916A (en) * | 1954-04-12 | 1957-10-01 | Federal Mogul Bower Bearings | Simultaneous external and internal centerless grinding machine |
| US3924355A (en) * | 1973-01-19 | 1975-12-09 | Youji Tatsumi | Internal grinder |
| DE2539654C3 (de) * | 1974-09-17 | 1979-10-31 | Seiko Seiki K.K., Narashino, Chiba (Japan) | Maschine zum Schleifen von zylindrischen Werkstückbohrungen mit einem konischen Bohrungsabschnitt |
| US4286413A (en) * | 1980-01-16 | 1981-09-01 | Aktiebolaget Bofors | Hole grinding machine |
-
1980
- 1980-02-27 CH CH158080A patent/CH636789A5/fr not_active IP Right Cessation
-
1981
- 1981-02-18 US US06/235,503 patent/US4386483A/en not_active Expired - Fee Related
- 1981-02-20 DE DE8181200198T patent/DE3163566D1/de not_active Expired
- 1981-02-20 EP EP81200198A patent/EP0035301B1/de not_active Expired
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2442683A (en) * | 1945-03-15 | 1948-06-01 | Bryant Grinder Corp | Grinding machine |
| US2534531A (en) * | 1945-11-08 | 1950-12-19 | Rossmanith Wolfgang | Machine for grinding internal cone surfaces |
| US2440148A (en) * | 1946-05-09 | 1948-04-20 | Bower Roller Bearing Co | Centerless grinding machine attachment |
| CH284532A (fr) * | 1950-07-25 | 1952-07-31 | Henri Hauser S A | Tête de meulage. |
| GB822437A (en) * | 1957-04-02 | 1959-10-28 | Nordberg Manufacturing Co | Improvements in or relating to the grinding of frusto-conical liners or mantles for use in crushing apparatus |
| FR1436769A (fr) * | 1965-03-11 | 1966-04-29 | Perfectionnements aux machines à rectifier | |
| DE2711613A1 (de) * | 1977-03-17 | 1978-09-21 | Reinecker Masch Kg J E | Schleifvorrichtung fuer die axialflaechen von ringen, insbesondere kolbenringen |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3163566D1 (en) | 1984-06-20 |
| US4386483A (en) | 1983-06-07 |
| CH636789A5 (fr) | 1983-06-30 |
| EP0035301A1 (de) | 1981-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0035301B1 (de) | Verfahren zum Schleifen von zwei koaxialen konischen Oberflächen, Vorrichtung zur Durchführung des Verfahrens, Verwendung dieser Vorrichtung und so erhaltenes geschliffenes Werkstück | |
| EP2635393B1 (de) | Verfahren zur bearbeitung eines gehäuses eines flugzeugturbomotors und abstreifwerkzeug zur durchführung dieses verfahrens | |
| EP0683002A1 (de) | Fräser | |
| EP1606079A1 (de) | Maschine zum schleifen von optischen linsen | |
| EP0318402A1 (de) | Werkzeughalterspindel für eine spanabhebende Präzisionwerkzeugmaschine, insbesondere für eine Nachbearbeitungsmaschine der Ventilsitze von thermischen Motoren | |
| FR2972382A1 (fr) | Machine de meulage de verres optiques et procede de meulage associe | |
| FR2725047A1 (fr) | Procede et dispositif pour obvier a la fragilite des aretes d'une lentille ophtalmique, et lentille ophtalmique correspondante | |
| FR2471837A1 (fr) | Rectifieuse de logements de billes de cages de roulements | |
| CH718688A2 (fr) | Machine d'usinage d'une pièce micromécanique et procédé d'usinage mis en oeuvre par ladite machine. | |
| FR2523010A1 (fr) | Procede de moletage coupant ou deformant, et des moyens de mise en oeuvre, destines a moleter ou rainurer des alesages ou portees cylindriques de pieces | |
| FR2967086A1 (fr) | Outil rotatif de percage d'un trou dans une piece mecanique, dispositif et procede de percage associes | |
| FR2618712A1 (fr) | Dispositif pour l'usinage des surfaces cylindriques par coupe et deformation | |
| FR2554747A1 (fr) | Outil pour le tronconnage de tubes | |
| WO2000029152A1 (fr) | Dispositif de perçage de trous fil freins | |
| FR2887168A1 (fr) | Procede et dispositif de detourage biseaute d'une lentille ophtalmique de lunettes | |
| EP0627969A1 (de) | Verfahren und vorrichtung zum wälzschälen. | |
| EP4113214B1 (de) | Hemmungsrad, werkzeug für die herstellung eines hemmungsrads und verfahren zur herstellung eines hemmungsrads | |
| FR2811249A1 (fr) | Fraise a rainurer en v, gabarit de guidage associe et leur utilisation pour la realisation de marqueterie | |
| FR2752182A1 (fr) | Buse d'arrosage et de decrassage pour meule de rectification | |
| CA2601536C (fr) | Procede d'usinage d'une face de lentille ophtalmique prismee au centre | |
| FR2608480A1 (fr) | Procede pour l'usinage fin de surfaces externes presentant une symetrie de revolution sur des pieces d'oeuvre | |
| CH135810A (fr) | Procédé pour affûter les petits forets et outillage pour la mise en oeuvre dudit procédé. | |
| FR2847841A1 (fr) | Dispositif perfectionne de taillage de meule | |
| CH718798A2 (fr) | Roue d'échappement, outil pour la fabrication d'une roue d'échappement et procédé de fabrication d'une roue d'échappement. | |
| EP4348363A1 (de) | Werkzeugmaschine zur bearbeitung eines mikromechanischen bauteils und durch diese werkzeugmaschine implementiertes bearbeitungsverfahren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19811023 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19840516 |
|
| REF | Corresponds to: |
Ref document number: 3163566 Country of ref document: DE Date of ref document: 19840620 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19850121 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: VOUMARD MACHINES CO. S.A. Effective date: 19870228 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19871030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19871103 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19890228 |