EP0001941A1 - Fardeau du type comprenant plusieurs couches superposées de charges unitaires, procédé et machine pour sa réalisation - Google Patents
Fardeau du type comprenant plusieurs couches superposées de charges unitaires, procédé et machine pour sa réalisation Download PDFInfo
- Publication number
- EP0001941A1 EP0001941A1 EP78400138A EP78400138A EP0001941A1 EP 0001941 A1 EP0001941 A1 EP 0001941A1 EP 78400138 A EP78400138 A EP 78400138A EP 78400138 A EP78400138 A EP 78400138A EP 0001941 A1 EP0001941 A1 EP 0001941A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- base layer
- burden
- link
- conveyor
- layers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims 2
- 238000004519 manufacturing process Methods 0.000 claims description 2
- 230000000694 effects Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- TVEXGJYMHHTVKP-UHFFFAOYSA-N 6-oxabicyclo[3.2.1]oct-3-en-7-one Chemical compound C1C2C(=O)OC1C=CC2 TVEXGJYMHHTVKP-UHFFFAOYSA-N 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000013590 bulk material Substances 0.000 description 1
- 229920002457 flexible plastic Polymers 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B27/00—Bundling particular articles presenting special problems using string, wire, or narrow tape or band; Baling fibrous material, e.g. peat, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/0088—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00006—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
- B65D2571/00061—Special configuration of the stack
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00006—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
- B65D2571/0008—Load supporting elements
- B65D2571/00092—Load supporting elements formed by specially placed articles or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00006—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
- B65D2571/00111—Arrangements of flexible binders
Definitions
- the present invention relates to the field of handling and it relates more particularly to a burden of the type comprising several superimposed layers of unit charges and at least one link surrounding all of the layers.
- the present invention is particularly, but not exclusively, applicable to burdens whose unit loads consist of bags. filled with bulk material. Frequently, such unit charges must be stored in large quantities in warehouses before being distributed and used.
- the bags are transported by trucks or wagons to the warehouse where they are unloaded and grouped into bundles each comprising several superimposed layers of bags, which are surrounded by at least one link.
- Each bundle thus made is then taken up and transported by a forklift truck to the place of storage where the burdens are placed one beside the other and one on the other so as to form a stack comprising several contiguous "walls" , each wall itself comprising several contiguous columns of burdens.
- the loads are handled using a pallet or a specialized gripping system.
- the main object of the present invention is to remedy these drawbacks by providing a load having a structure such that it is possible to produce load columns having great stability and great height, and this without the use of pallets.
- the burden according to the present invention is characterized in that there is provided in the base layer at least one free space which has a predetermined width and an elongated shape in a direction parallel to the axis of the formed loop by the link and which is overlapped transversely by said link.
- Such a burden can be achieved by arranging the unit loads of the base layer so as to provide therein at leastm free space having a predetermined width and an elongated shape in a predetermined direction, and by surrounding all of the layers with a link having a relatively low tension by forming with the link a loop whose axis is parallel to said predetermined direction.
- the number of free spaces and their location in the base layer depends on the number and spacing of the branches of the fork of the forklift used to handle the loads.
- the fork leg (s) of the forklift are placed below the link or links passing under the base layer and longitudinally opposite the corresponding free space or spaces formed in said base layer.
- the fork leg (s) of the forklift are lifted for gripping the load, they stretch the link (s) by forcing them to engage in the corresponding free space (s).
- the bags making up the load are therefore tightly pressed against each other and the load can be handled safely.
- the link (s) released by the fork leg (s) of the forklift relax.
- the bags making up the burden can return to their original shape.
- the loosening of the link (s) which occurs automatically when the load is placed on the ground or on top of another burden allows the products to be bulk contained in the bags and in particular those contained in the bags of the base layer to return to their original place or to closely match the shape of the surface on which the burden is placed. This therefore results in an automatic setting of the burdens on each other, so that it is possible to produce columns of burdens having great stability and comprising a plus. large number of burdens than when using burdens made according to the prior art.
- the burden 1 shown in FIG. 1 comprises several layers, for example seven layers, of unit charges 2.
- the seven layers are surrounded by two links 3 (only one of these two links is visible in FIG. 1, but the two links are visible in Figure 6).
- Each of the two links 3 can, for example, be made from a strip of flexible plastic material about 16 mm in width.
- the unit charges 2 can for example consist of bags containing a bulk product, for example sugar. In the embodiment shown in Figure 1, the bags 2 have a length which is approximately twice their width.
- the first layer or base layer comprises two bags which are spaced by a predetermined distance and which are arranged in such a way that their length is oriented perpendicular to the plane of FIG. 1.
- the second layer comprises three bags, namely a first bag which is shown to tation as the two bags of the base layer, and two other bags, one of which is visible to the left of the first bag in Figure 1 and which are arranged transversely to the two bags of the base layer.
- the third layer also has three bags, but in this case the bag which has the same orientation as the two bags of the base layer is placed on the left, while the other two bags which are arranged transversely to the two bags of the layer base are located on the right.
- the fourth and sixth layers are identical to the second layer, and the fifth and seventh layers are identical to the third layer.
- the bags 2 from the second to the seventh layers are placed in a well-known arrangement in crossed layers.
- the base layer has only two bags 2 spaced from each other. There are thus formed in the base layer three free spaces 4 which have an elongated shape in a direction perpendicular to the plane of Figure 1, that is to say in a direction parallel to the axis of the loop formed by the links 3.
- each bag 2 can have a length of approximately 800 mm, a width of approximately 400 mm and a height of approximately 157 mm. In the case where the bags 2 contain sugar, each bag may have a weight of approximately 50 kg.
- the burden 1 represented in FIG. 1, which comprises 20 bags will have a weight of approximately 1 ton and dimensions approaching the dimensions of the European pallet, namely 1200 mm / 800 mm, and a height of approximately 1100 mm.
- Such a burden 1 can be handled by means of a forklift equipped with a fork with three branches, each of the three branches 5 having a length of approximately 800 mm and a width of approximately 50 mm and of which the central branch is spaced from each of the two lateral branches by a distance of approximately 530 mm.
- the load 1 is placed on two suitable supports 6 situated respectively below the two bags 2 of the base layer as shown in FIG. 1.
- the central branch of the fork of the forklift is engaged in the tube 7 while the two lateral branches of the fork are placed relative to the below the two lateral free spaces 4 of the. base layer as shown in Figure 1. Then, during the rise of the fork of the forklift, the tube 7 and the two side branches 5 act on the links 3 to tighten them as shown in Figure 2.
- the bags 2 of load 1 are tightly closed and can be handled without risk.
- the advantage of the tube 7 is that when the load 1 is placed on the ground or on top of another load and the crches of the forklift fork are removed, the tube 7 descends to the bottom of the bags.
- the base layer and relaxes the links 3 while retaining a dressing for the central branch of the fork of the forklift for a later prehensian.
- the links 3 relax, so that the bulk product contained in the bags 2. and in particular in those of the base layer, can spread out and take its place in the bags.
- the two bags 2 of the base layer of the upper burden can take the shape of the bags of the upper layer of the lower burden, so that the burden upper is automatically wedged on the lower burden.
- the burden 1 described above with reference to Figures 1 and 2 has three free spaces d in its base layer.
- the invention should not however be limited to this rombre of free spaces. Indeed, the number and the erapiace- ment of the free spaces in the base layer will depend on the type of forklift used, and more particularly on the number and spacing of the branches of its fork, and also on the dimensions of the unit loads constituting the burden.
- Figures 3 to 5 illustrate, by way of non-limiting examples, other possible arrangements for the base layer of the burden.
- the base layer of the burden 1 shown in FIG. 3 has a single free space 4 located on one of the two sides of the base layer which is parallel to the axis of the loop formed by the link (s) 3.
- a such a burden can be handled using a forklift, the gripping means of which comprise a single branch 5 and an apron 8.
- the base layer of the burden 1 shown in FIG. 4 has two free spaces 4, which are located respectively on the two sides of the base layer which are parallel to the axis of the loop formed by the link (s) 3.
- a such a burden can be handled by means of a forklift whose fork has two branches 5 spaced by a distance corresponding to the spacing between the two free spaces 4.
- the base layer of the burden 1 shown in FIG. 5 also includes two free spaces 4, but in this case, the two free spaces 4 are located at equal distances from the sides of the base layer which are parallel to the axis of the loop formed by the link (s) 3.
- a heavy load can be handled using a forklift, the fork of which has two branches spaced by a distance corresponding to the spacing of the two free spaces 4.
- Two tubes 7 in which can be respectively engaged the two branches 5 of the forklift can be advantageously used for gripping the burden.
- the machine 10 represented in FIGS. 6 and 7 comprises, in known manner, a device 11 for making loads, also called “palletizer”, a strapping device 12, an evacuation station 13 and a provision conveyor strif 14 suitable for conveying a packaged bundle from the packaging device 11, through the strapping device 12 to the evacuation station 13. All these elements can be placed on a chassis 15 which is preferably provided with four wheels 16, including two directors, to be able to be brought close to the place of unloading of the bags 2, for example by means of a forklift serving as a tractor.
- Mechanical jacks can be provided to secure the chassis 15 in the workplace.
- the machine 10 At its left end (seen in FIGS. 6 and 7), that is to say near the device 11 for making the loads, the machine 10 comprises a working platform 17 to which a handler can access by a staircase 18.
- the manufacturing device 11 comprises a lifting table 19 movable between a high position shown in solid lines in Figure 6 and a low position shown in phantom in this same figure.
- the upper and lower positions of the lifting table 19 are spaced from each other by a distance slightly greater than the height of the burden to be made, for example a little more than seven times the height of a bag 2 in the case 1 should have seven layers of bags.
- the lifting table 19 supports a first conveyor 14a which can for example consist of two endless conveyor belts spaced transversely as shown in FIG. 7 so as to support the two bags 2 respectively of the base layer of the burden 1 being made .
- a rectangular and substantially horizontal plate 20 provided with rollers 21 can roll on two rails 22 and 23 which extend substantially horizontally and which are supported at a level situated above the high position of the conveyor 14a by an appropriate support structure which has not been shown so as not to overload Figures 6 and 7.
- the plate 20 can be moved substantially horizontally by two hydraulic or pneumatic cylinders 24 with double effect between a first position located above the conveyor 14a and a second position located away from said conveyor.
- the tray 20 has two large sides which extend transversely to the longitudinal direction of the conveyor 14a and which have a length substantially equal to the sum of the length and the width of a bag 2, and two short sides which extend in the longitudinal direction of the conveyor 14a and which have a length substantially equal to the length of a bag 2.
- a fixed vertical positioning plate 25 is disposed above and along one of the two long sides of the plate 20 when the latter is in its first position.
- the positioning plate 25 can be fixed to the rails 22 and 23 or to their support structure.
- the making-up device 11 further comprises retractable means for positioning the bags 2 making up the base layer of the burden 1 during making, these retractable means of positioning allowing, when they are in an active position, to provide at least one free space in the base layer of the burden being prepared.
- the retractable positioning means may comprise two vertical plates 26 and 27 arranged perpendicular to the fixed vertical plate 25 and just above the tray 20 when the latter is in its first position.
- the vertical plate 26 can be moved horizontally by two hydraulic or pneumatic cylinders 28 with double effect between a first position located along one of the two short sides of the plate 20 and a second position (shown in solid line in FIG. 7) located at a predetermined distance from said small side of the plate 20 towards the middle of the latter.
- the vertical plate 27 can be moved horizontally by another pneumatic or hydraulic jack 29 with double effect between a first position (shown in phantom in Figure 6) spaced from the plate 20 and a second position (shown in solid line in Figure 7 ) located at a distance from the other short side of the plate 20, which is equal to the sum of said predetermined distance and the width of a bag 2.
- the fixed vertical plate 25 has a vertical slot or is divided into two parts to allow the vertical plate 27 to pass from its first position to 14a, three other conveyors 14b, 14c and 14d arranged one after the other and at the same level as the conveyor 14a when the latter occupies its low position.
- the conveyor 14d located in the evacuation station 13 is constituted by two endless conveyor belts spaced transversely from one another in the same way as the two conveyor belts of the conveyor 4a,
- a tube distributor 30 suitable for bringing tubes 7 one by one into the space between the two conveyor belts of the conveyor 14d.
- the distributor 30 may for example comprise a tank or tube store 31, the bottom of which communicates with a curved chute 32 which passes under one of the two conveyor belts of the conveyor 14d to bring the tubes 7 one by one by gravity into said space.
- the two conveyor belts of the conveyor 14d can play the role of the two supports 6 shown in FIG. 1.
- the bags 2 unloaded from a truck or wagon are shaped in a known manner, for example by means of a vibration flattener device 33, and they are then conveyed in the longitudinal direction to the making device 11 using one or more conveyors 34 as shown in phantom in Figure 7.
- the lifting table 19 and its conveyor 14a are placed in the high position shown in Figure 6
- the plate 20 is placed by means of the two jacks 24 above the conveyor 14a
- the vertical plate 27 is retracted into the position shown in phantom in FIG. 6 by means of the jack 29, and the vertical plate 26 is placed in the position shown in solid lines in FIG. 7 by means of the two jacks 28.
- the first bag 2 brought by the conveyor 34 on the plate 20 is oriented in the longitudinal direction of the conveyor 14a and placed in the angle formed by the plates 25 and 26 by handling on the work platform 17.
- the handler then operates, for example by means of a control pedal not shown, the jack 29 in order to bring the vertical plate 27 into the active position shown in FIG. 7.
- the second bag brought by the conveyor 34 on the plate 20 is oriented longitudinally and placed by the handler in the angle formed by the plates 25 and 27 vertical.
- the upper surface of the plate 20 can be furnished in known manner with a multitude of balls on which the 2 bags can be easily moved and rotated.
- the plate 20 can be a fluidized type plate, that is to say provided with a multitude of nozzles delivering jets of compressed air making it possible to create an air cushion under the bags 2 brought to the tray 20.
- the rail 23 may be located at a level slightly lower than the rail 22, and the rails 22 and 23 may be slightly inclined downward relative to the horizontal towards the right end of the machine 10 seen in Figures 6 and 7, so that the bags 2 are automatically placed by gravity against the vertical plates 25 and 26 or 25 and 27.
- the vertical plate 26 makes it possible to form the free space 4 which is located on one of the two sides of the base layer of the burden 1 shown in FIG. 1, while the vertical plate 27 makes it possible to form the two other free spaces 4 which are respectively in the middle of said base layer and on the side thereof opposite the free space defined by the vertical plate 26.
- the plate 20 is moved substantially horizontally away from the lifting table 19 by the two jacks 24. During this movement of the plate 20, the two bags 2 of the layer of base are retained by the vertical plate 25 and fall respectively on the conveyor belts of the conveyor 14a.
- the lifting table 19 is then lowered by the height of a bag 2 and the plate 20 is returned to its first position above the bags 2 of the base layer by the two jacks 24.
- the plate 26 is then brought into its retracted position along the short side of the plate 20 by the two jacks 28, while the tray 20 by means of the jacks 24.
- shims may be optionally provided on the lifting table between the two conveyor belts of the conveyor 14a and on each side of the latter to support the parts of the bags the second layer which does not are not supported by the base layer bags.
- the third layer of the load 1 can be formed.
- the sixth bag brought. rar the conveyor 34 is placed by the handler with the same orientation as the two bags of the base layer against the vertical plates 25 and 26, the seventh bag is placed with an orientation perpendicular to that of the bags of the base layer against the plate 25 and the sixth bag, and the eighth bag is placed with the same orientation as the seventh bag against the sixth and seventh bags.
- the third layer thus formed is then deposited on the second layer.
- the following layers are formed similarly, the bags 2 of the fourth and sixth layers being arranged in the same way as those of the second layer, and the bags 2 of the fifth and seventh layers being arranged in the same way as those of the third layer, so as to form successive crossed layers.
- the strapping device 12 which may be of a known type, two links 3 are successively placed around the load 1.
- the strapping device 12 is adjusted in such a way that the links surrounding the burden 1 have a very low or moderate tension.
- the axis of the loops formed by the two links 3 is parallel to the longitudinal direction of the free spaces provided between the bags of the base layer.
- the strapping material intended to form the links 3 can be constituted by a plastic tape about 16 mm in width.
- the ribbon can be delivered to the strapping device 12 from a reel mounted in a support 35 itself pivotally mounted on one side of the chassis between a working position shown in solid lines on the. FIG. 6 and in phantom in FIG. 7, and a transport position shown in solid line in FIG. 7.
- the burden 1 is transferred by the conveyors 14c and 14d to the evacuation station 13 where it can be taken in charge at the same time as a tube 7 by a forklift in the manner which has already been described above with reference to Figures 1 and 2.
- the advance of the burden 1 through the strapping device 12, the successive stops of this burden in the two strapping positions and in the standby position at the evacuation station 13, and the strapping operations can be controlled automatically by example by means of the signals emitted by photoelectric cells placed in appropriate bins along the path followed by the burden 1. It therefore suffices for a single person to operate the machine 10, namely the handler who is on the platform 17. The latter can control the operation of the jacks 24, 28 and 29 and of the lifting table 19 from a control panel not shown.
- each burden consists of 20 bags of 50 kg each, or a total of one tonne
- the machine 10 can have a throughput of 30 tonnes per hour.
Abstract
Description
- La présente invention concerne le domaine de la manutention et elle a trait plus particulièrement à un fardeau du type comprenant plusieurs couches superposées de charges unitaires et au moins un lien ceinturant l'ensemble des couches.
- La présente invention est notamment, mais non exclusivement, applicable aux fardeaux dont les charges unitaires sont constituées par des sacs. remplis de matière en vrac. Il arrive fréquemment que de telles charges unitaires doivent être stockées en grandes quantités dans des entrepôts avant d'être distribuées et utilisées. Généralement, les sacs sont achewi- nés par camions ou wagons jusqu'à l'entrepôt où ils sont déchargés et regroupés en fardeaux comprenant chacun plusieurs couches superposées de sacs, qui sont ceinturées par au moins un lien. Chaque fardeau ainsi confectionné est ensuite pris en charge et transporté par un chariot élévateur jusqu'au lieu de stockage où les fardeaux sont disposés les uns à côté des autres et les uns sur les autres de manière à former une pile comportant plusieurs "murs" contigus, chaque mur comportant lui-même plusieurs colonnes contiguës de fardeaux. Habituellement, les fardeaux sont manutentionnés à l'aide d'une palette ou d'un système de préhension spécialisé. Dans ce dernier cas, pour que les fardeaux ne risquent pas de se défaire en cours de manutention et pour qu'ils puissent être manutentionnés en toute sécurité, il est nécessaire que le ou les liens ceinturant le fardeau soient fortement serrés autour du fardeau pour que les charges unitaires qui le constituent forment un ensemble compact et serré. Il en résulte que les faces inférieure et supérieure des fardeaux ont tendance à prendre une Formr bombée de sorte que les colonnes de fardeaux sont peu stables. Ceci limite généralement à quatre ou cinq le nomber de fardeaux qu'il est possible d'empiler dans chaque colonne. En outre, il est généralement nécessaire de prévoir un calage des fardeaux supérieurs des colonnes, qui nécessite la présence de plusieurs personnes sur le dessus des piles pour effectuer ce calage. Ceci augmente donc la main d'oeuvre necessaire pour les opérations de manutention et expose les personnes qui se trouvent sur le dessus des piles à des risques de chute du fait du manque de stabilité des colonnes. En outre, comme les entrepôts ont généralement une hauteur sous plafond bien supérieure à la hauteur des colonnes de fardeaux qu'il est possible de réaliser avec les fardeaux antérieurement connus, il en résulte une perte de place en hauteur.
- La présente invention a essentiellement pour but de remédier à ces inconvénients en procurant un fardeau ayant une structure telle qu'il soit possible de réaliser des colonnes de fardeaux ayant une grande stabilité et une grande hauteur, et cela sans utilisation de palettes.
- A cet effet, le fardeau selon la présente invention est caractérisé en ce qu'il est prévu dans la couche de base au moins un espace libre qui a une largeur prédéterminée et une forme allongée dans une direction parallèle à l'axe de la boucle formée par le-lien et qui est chevauché transversalement par ledit lien.
- Un tel fardeau peut être réalisé en disposant les charges unitaires de la couche de base de manière à ménager dans celle-ci au moinsm espace libre ayant une largeur prédéterminée et une forme allongée dans une direction prédéterminée, et en ceinturant l'ensemble des couches avec un lien ayant une tension relativement faible en formant avec le lien une boucle dont l'axe est parallèle à ladite direction prédéterminée.
- Le nombre des espaces libres et leur emplacement dans la couche de base dépendent du nombre et de l'écartement des branches de la fourche du chariot élévateur utilisé pour manutentionner les fardeaux. Pour la préhension d'un fardeau, la ou les branches de la fourche du chariot élévateur sont placées au-dessous du ou des liens passant sous la couche de base et longitudinalement en regard du ou des espaces libres correspondants ménagés dans ladite couche de base. Lorsque la ou les branches de la fourche du chariot élévateur sont soulevées pour la préhension du fardeau, elles tendent le ou les liens en le ou les forçant à s'engager dans le ou les espaces libres correspondants. Les sacs composant le fardeau sont donc fermement serrés les uns contre les autres et le fardeau peut être manutentionné en toute sécurité. Lorsque le fardeau est déposé sur le sol ou sur le dessus d'un autre fardeau, le ou les liens libérés par la ou les branches de la fourche du chariot élévateur se détendent. En conséquence, les sacs composant le fardeau peuvent reprendre leur forme initiale. Notamment, lorsque les sacs contiennent des produits en vrac tels que par exemple des matières pulvérulentes, le desserrage du ou des liens qui se produit automatiquement lors de la pose du fardeau sur le sol ou sur le dessus d'un autre fardeau permet aux produits en vrac contenus dans les sacs et notamment à ceux contenus dans les sacs de la couche de base de reprendre leur place initiale ou d'épouser étroitement la forme de la surface sur laquelle le fardeau est posé. Il en résulte donc un calage automatique des fardeaux les uns sur les autres, de sorte qu'il est possible de réaliser des colonnes de fardeaux ayant une grande stabilité et comportant un plus. grand nombre de fardeaux que dans le cas où on utilise des fardeaux réalisés selon la technique antérieure.
- La présente invention fournit également une machine pour réaliser des fardeaux ayant la structure particulière décrite plus haut. La machine selon l'invention comporte, de façon connue, un dispositif de confection des fardeaux, un dispositif de cerclage, un poste d'évacuation et un dispositif convoyeur propre à convoyer un fardeau confectionné depuis le dispositif de confection, à travers le dispositif de cerclage jusqu'au poste d'évacuation, et elle est caractérisée en ce que le dispositif de confection comporte des moyens escamotables de positionnement des charges unitaires composant la couche de base du fardeau en cours de confection, lesdits moyens de positionnement permettant, lorsqu'ils sont dans une position active, de ménager au moins un espace libre dans la couche de base du

- La figure t est une vue schématique en élévation montrant une première forme d'exécution d'un fardeau selon l'invention, destiné à être manutentionné au moyen d°un chariot élévateur ayant une fourche à trois branches.
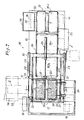
- La figure 2 est une vue similaire à la figure 1 montrant comment les trois branches de la fourche du chariot éléyateur agissent lors de la préhension du fardeau pour tendre les liens qui ceinturent ledit fardeau.
- Les figures 3 à 5 sont des vues similaires à la figure 1 montrant d'autres formas d'exécution possibles du fardeau selon la présente invention, destiné à être manutentionné au moyen d'un chariot élévateur dont la fourche comporte une ou deux branches.
- La figure 6 est une vue schématique en élévation montrant une machine permettant de réaliser le fardeau représenté sur la figure 1.
- La figure 7 est une vue schématique en plan de la machine représentée sur la figure 6.
- Le fardeau 1 représenté sur la figure 1 comprend plusieurs couches, par exemple sept couches, de charges unitaires 2. Les sept couches sont ceinturées par deux liens 3 (un seul de ces deux liens est visible sur la figure 1, mais les deux liens sont visibles sur la figure 6). Chacun des deux liens 3 peut être par exemple réalisé à partir d'un ruban de matière plastique souple d'environ 16 mm de largeur. Les charges unitaires 2 peuvent être par exemple constituées par des sacs contenant un produit en vrac, par exemple du sucre. Dans l'exemple de réalisation représenté sur la figure 1, les sacs 2 ont une longueur qui est approximativement le double de leur largeur. La première couche ou couche de base comporte deux sacs qui sont espacés d'une distance prédéterminée et qui sont disposés de telle manière que leur longueur soit orientée perpendiculairement au plan de la figure 1. La deuxième couche com- perte trois sacs, à savoir un premier sac qui est montré à tation que les deux sacs de la couche de base, et deux autres sacs dont un est visible à gauche du premier sac dans la figure 1 et qui sont disposés transversalement par rapport aux deux sacs de la couche de base. La troisième couche comporte aussi trois sacs, mais dans ce cas le sac qui a la même orientation que les deux sacs dela couche de base est disposé à gauche, tandis que les deux autres sacs qui sont disposés transversalement par rapport aux deux sacs de la couche de base sont situés à droite.Les quatrième et sixième couches sont identiques à la deuxième couche, et les cinquième et septième couches sont identiques à la troisième couche.
- En bref, les sacs 2 de la deuxième à la septième couches sont placés selon une disposition bien connue en couches croisées. Par contre, la couche de base ne comporte que deux sacs 2 espacés l'un de l'autre. Il est ainsi formé dans la couche de base trois espaces libres 4 qui ont une forme allongée dans une direction perpendiculaire au plan de la figure 1, c'est-à-dire dans une direction parallèle à l'axe de la boucle formée par les liens 3.
- A titre d'exemple purement indicatif et nullement limitatif, chaque sac 2 peut avoir une longueur d'environ 800 mm, une largeur d'environ 400 mm et une hauteur d'environ 157 mm. Dans le cas où les sacs 2 contiennent du sucre, chaque sac pourra avoir un poids d'environ 50 kg. Dans cet exemple, le fardeau 1 représenté sur la figure 1, qui comporte 20 sacs, aura un poids d'environ 1 tonne et des dimensions approchant les dimensions de la palette européenne, soit 1200 mm/800 mm, et une hauteur d'environ 1100 mm. Un tel fardeau 1 peut être manutentionné au moyen d'un chariot élévateur équipé d'une fourche à trois branches, dont chacune des trois branches 5 a une longueur d'environ 800 mm et une largeur d'environ 50 mm et dont la branche centrale est espacée de chacune des deux branches latérales d'une distance d'environ 530 mm. Pour permettre la préhension du fardeau 1 par les trois branches 5 de la fourche du chariot élévateur, le fardeau 1 est placé sur deux supports appropriés 6 situés respectivement au-dessous des deux sacs 2 de la couche de base comme montré sur la figure 1.
- consideré plus haut, a une largeur d'environ 135 mm, Pour la préhension du fardeau, la branche centrale de la fourche du chariot élévateur est engagée dans le tube 7 pendant que les deux branches latérales de la fourche viennent se placer res- gertivement au-dessous des deux espaces libres latéraux 4 de la. couche de base comme montré sur la figure 1. Ensuite, lors de la montée de la fourche du chariot élévateur, le tube 7 et les deux branches latérales 5 agissent sur les liens 3 pour les tendre comme montré sur la figure 2. Les sacs 2 du fardeau 1 sont alcrs fermament serrés et peuvent être manutentionnes cans risques. L'avantage du tube 7 réside en ce que lorsque le fardeau 1 est posé sur le sol ou sur le dessus d'un autre fardeau et que les cranches de la fcurche du chariot élévateur sent retirées, le tube 7 redescend en bas des sacs de la couche de base et détend les liens 3 tout en conservant un pansage pour la branche centrale de la fourche du chariot élévateur pour une prëhensien ultérieure. Lors de la pose du fardeau 1, les liens 3 se détendent, de sorte que le produit en vrac contenu dans les sacs 2. et notamment dans ceux de la couche de base, peut s'étaler et reprendre sa place dans les sacs. Ainsi, lors de la posa du fardeau 1 sur le dessus d'un autre fardeau, les deux sacs 2 de la couche de base du fardeau supérieur peuvent épouser la forme des sacs de la couche supérieure du fardeau inférieur,, de sorte que le fardeau supérieur se cale automatiquement sur le fardeau inférieur. Avec des fardeaux ayant les dimensions indiquées olus haut, il est possible de réaliser des colonnes de fardeaux comportant jusqu'à sept fardeaux ou plus et présentant une stabilité nettement plus grande qu'avec des fardeaux réalisés selon la technique antérieure.

- Le fardeau 1 décrit ci-dessus en faisant référence aux figures 1 et 2 comporte trois espaces libres d dans sa couche de base. L'invention ne doit cependant pas être limitée à ce rombre d'espaces libres. En effet, le nombre et l'erapiace- ment des espaces libres dans la couche de base dépendra du type de chariot élévateur utilisé, et plus particulièrement du nombre et de l'écartement des branches de sa fourche, et également des dimensions des charges unitaires constituant le fardeau. Les figurent 3 à 5 illustrent, à titre d'exemples non limitatifs, d'autres dispositions possibles pour la couche de base du fardeau.
- La couche de base du fardeau 1 représenté sur la figure 3 comporte un unique espace libre 4 situé sur l'un des deux côtés de la couche de base qui est parallèle à l'axe de la boucle formée par le ou les liens 3. Un tel fardeau peut être manutentionné à l'aide d'un chariot élévateur dont les moyens de préhension comprennent une unique branche 5 et un tablier 8.
- La couche de base du fardeau 1 représenté sur la figure 4 comporte deux espaces libres 4, qui sont situés respectivement sur les deux côtés de la couche de base qui sont parallèles à l'axe de la boucle formée par le ou les liens 3. Un tel fardeau peut être manutentionné au moyen d'un chariot élévateur dont la fourche comporte deux branches 5 espacées d'une distance correspondant à l'écartement entre les deux espaces libres 4.
- La couche de base du fardeau 1 représenté-sur la figure 5 comporte aussi deux espaces libres 4, mais dans ce cas, les deux espaces libres 4 sont situés à égalesdistances des côtés de la couche de base qui sont parallèles à l'axe de la boucle formée par le ou les liens 3. Un tal fardeau peut être manutentionné à l'aide d'un chariot élévateur dont la fourche comporte deux branches espacées d'une distance correspondant à l'écartement des deux espaces libres 4. Deux tubes 7 dans lesquels peuvent être respectivement engagées les deux branches 5 du chariot élévateur peuvent être avantageusement utilisés pour la préhension du fardeau.
- On décrira maintenant, en faisant référence aux figures 6 et 7, une machine permettant de réaliser des fardeaux tels que celui représenté sur la figure 1. La machine 10 représentée sur les figures 6 et 7 comprend, de façon connue, un dispositif 11 de confection des fardeaux, encore appelé "palettiseur", un dispositif de cerclage 12, un poste d'évacuation 13 et un dispo- strif convoyeur 14 propre à convoyer un fardeau confectionné depuis le dispositif de confection 11, à travers le dispositif de cerclage 12 jusqu'au poste d'évacuation 13. Tous ces éléments peuvent être placés sur un châssis 15 qui est de préférence muni de quatre roues 16, dont deux directrices, pour pouvoir atre amenés à proximité du lieu de déchargement des sacs 2 par exemple au moyen d'un chariot élévateur servant de tracteur. Des vérins mécaniques non montrés peuvent être prévus pour caler le châssis 15 sur le lieu de travail. A son extrémité gauche (vue dans les figures 6 et 7), c'est-à-dire près du dispositif 11 de confection des fardeaux, la machine 10 comporte une plate-forme de travail 17 à laquelle un manutentionnaire peut accéder par un escalier 18.
- Le dispositif de confection 11 comporte une table élévatrice 19 mobile entre une position haute représentée en trait plein sur la figure 6 et une position basse représentée en trait mixte sur cette même figure. Les positions haute et basse de la table élévatrice 19 sont espacées l'une de l'autre d'une distance légèrement supérieure à la hauteur du fardeau à confectionner, par exemple un peu plus de sept fois la hauteur d'un sac 2 dans le cas où le fardeau 1 doit comporter sept couches de sacs. La table élévatrice 19 supporte un premier convoyeur 14a qui peut être par exemple constitué par deux bandes transporteuses sans fin espacées transversalement comme montré sur la figure 7 de manière à supporter respectivement les deux sacs 2 de la couche de base du fardeau 1 en cours de confection. Un plateau rectangulaire et sensiblement horizontal 20 muni de galets 21 peut rouler sur deux rails 22 et 23 qui s'étendent sensiblement horizontalement et qui sont supportés à un niveau situé au-dessus de la position haute du convoyeur 14a par une structure appropriée de support qui n'a pas été représentée afin de ne pas surcharger les figures 6 et 7.
- Le plateau 20 peut être déplacé sensiblement horizontalement par deux vérins hydrauliques ou pneumatiques 24 à double effet entre une première position située au-dessus du convoyeur 14a et une seconde position située à l'écart dudit convoyeur. Le plateau 20 a deux grands côtés qui s'étendent transversalement par rapport à la direction longitudinale du convoyeur 14a et qui ont une longueur sensiblement égale à la somme de la longueur et de la largeur d'un sac 2, et deux petits côtés qui s'étendent dans la direction longitudinale du convoyeur 14a et qui ont une longueur sensiblement égale à la longueur d'un sac 2. Une plaque verticale fixe de positionnement 25 est disposée au-dessus et le long de l'un des deux grands côtés du plateau 20 lorsque celui-ci est dans sa première position. La plaque de positionnement 25 peut être fixée aux rails 22 et 23 ou à leur structure de support.
- Selon la présente invention, le dispositif de confection 11 comporte en outre des moyens escamotables de positionnement des sacs 2 composant la couche de base du fardeau 1 en cours de confection, ces moyens escamotables de positionnement permettant, lorsqu'ils sont dans une position active, de ménager au moins un espace libre dans la couche de base du fardeau en cours de confection.
- Dans le cas où la machine 10 est destinée à confectionner des fardeaux tels que celui représenté sur la figure 1, les moyens escamotables de positionnement peuvent comprendre deux plaques verticales 26 et 27 disposées perpendiculairement à la plaque verticale fixe 25 et juste au-dessus du plateau 20 lorsque celui-ci est dans sa première position. La plaque verticale 26 peut être déplacée horizontalement par deux vérins hydrauliques ou pneumatiques 28 à double effet entre une première position située le long d'un des deux petits côtés du plateau 20 et une seconde position (montrée en trait plein sur la figure 7) située à une distance prédéterminée dudit petit côté du plateau 20 vers le milieu de ce dernier. La plaque verticale 27 peut être déplacée horizontalement par un autre vérin pneumatique ou hydraulique 29 à double effet entre une première position (montrée en trait mixte sur la figure 6) écartée du plateau 20 et une seconde position (montrée en trait plein sur la figure 7) située à une distance de l'autre petit côté du plateau 20, qui est égale à la somme de ladite distance prédéterminée et de la largeur d'un sac 2. La plaque verticale fixe 25 comporte une fente verticale ou est divisée en deux parties pour permettre le passage de la plaque verticale 27 de sa première position à14a, trois autres convoyeurs 14b, 14c et 14d disposés l'un à la suite de l'autre et au même niveau que le convoyeur 14a lorsque celui-ci occupe sa position basse. Le convoyeur 14d situé dans le poste d'évacuation 13 est constitué par deux bandes transporteuses sans fin espacées transversalement l'une de l'autre de la même manière que les deux bandes transporteuses du convoyeur 4a, A côté du poste d'évacuation 13, il est prévu un distributeur de tubes 30 propre à amener des tubes 7 un par un dans l'espace situé entre les deux bandes transporteuses du convoyeur 14d. Le distributeur 30 peut par exemple comprendre un réservoir ou magasin à tubes 31 dont le fond communique avec une goulotte incurvée 32 qui passe sous l'une des deux bandes transporteuses du convoyeur 14d pour amener les tubes 7 un par un par gravité dans ledit espace. Les deux bandes transporteuses du convoyeur 14d peuvent jouer le rôle des deux supports 6 montrés sur la figure 1.

- On décrira maintenant le fonctionnement de la machine 10 qui a été décrite ci-dessus. Les sacs 2 déchargés d'un camion ou d'un wagon sont mis en forme de manière connue, par exemple au moyen d'un dispositif aplatisseur à vibrations 33, et ils sont ensuite acheminés dans le sens longitudinal jusqu'au dispositif de confection 11 à l'aide d'un ou plusieurs convoyeurs 34 comme montré en trait mixte sur la figure 7. Pour confectionner la couche de base du fardeau 1, la table élévatrice 19 et son convoyeur 14a sont placés dans la position haute représentée sur la figure 6, le plateau 20 est placé au moyen des deux vérins 24 au-dessus du convoyeur 14a, la plaque verticale 27 est escamotée dans la position représentée en trait mixte sur la figure 6 au moyen du vérin 29, et la plaque verticale 26 est placée dans la position représentée en trait plein sur la figure 7 au moyen des deux vérins 28. Le premier sac 2 amené par le convoyeur 34 sur le plateau 20 est orienté dans le sens longitudinal du convoyeur 14a et placé dans l'angle formé par les plaques 25 et 26 par un manutentionnaire qui se trouve sur la plate-forme de travail 17. Le manutentionnaire actionne ensuite, par exemple au moyen d'une pédale de commande non montrée, le vérin 29 afin d'amener la plaque verticale 27 dans la position active représentée sur la figure 7. Ensuite, le deuxième sac amené par le convoyeur 34 sur le plateau 20 est orienté longitudinalement et placé par le manutentionnaire dans l'angle formé par les plaques verticales 25 et 27. Afin de faciliter l'orientation des sacs 2 et leur mise en place contre les plaques verticales 25, 26 et 27, la surface supérieure du plateau 20 peut être garnie de façon connue d'une multitude de billes sur lesquelles les sacs 2 peuvent être facilement déplacés et tournés. A titre de variante, le plateau 20 peut être un plateau du type fluidisé, c'est-à-dire pourvu d'une multitude d'ajutages délivrant des jets d'air comprimé permettant de créer un coussin d'air sous les sacs 2 amenés sur le plateau 20. En outre, le rail 23 peut être situé à un niveau légèrement plus bas que le rail 22, et les rails 22 et 23 peuvent être légèrement inclinés vers le bas par rapport à l'horizontale vers l'extrémité droite de la machine 10 vue sur les figures 6 et 7, de telle sorte que les sacs 2 viennent se placer automatiquement par gravité contre les plaques verticales 25 et 26 ou 25 et 27. Les deux premiers sacs 2 positionnés par les plaques verticales 25, 26 et 27 comme montré sur la figure 7, forment la couche de base du fardeau 1 en cours de confection. On notera que la plaque verticale 26 permet de former l'espace libre 4 qui se trouve sur l'un des deux côtés de la couche de base du fardeau 1 représenté sur la figure 1, tandis que la plaque verticale 27 permet de former les deux autres espaces libres 4 qui se trouvent respectivement au milieu de ladite couche de base et du côté de celle-ci opposé à l'espace libre défini par la plaque verticale 26.
- La couche de base du fardeau 1 ayant étéainsi réalisée, Je plateau 20 est déplacé sensiblement horizontalement à l'écart de la table élévatrice 19 par les deux vérins 24. Au cours de ce mouvement du plateau 20, les deux sacs 2 de la couche de base sont retenus par la plaque verticale 25 et tombent respectivement sur les bandes transporteuses du convoyeur 14a. La table élévatrice 19 est ensuite abaissée de la hauteur d'un sac 2 et le plateau 20 est ramené dans sa première position au-dessus des sacs 2 de la couche de base par les deux vérins 24. La plaque 26 est alors amenée dans sa position escamotée le long du petit côté du plateau 20 par les deux vérins 28, tandis que laplateau 20 au moyen des vérins 24. Si on le désire, des cales peuvent être éventuellement prévues sur la table élévatrice entre les deux bandes transporteuses du convoyeur 14a et de chaque côté de celui-ci pour supporter les parties des sacs la deuxième couche qui ne sont pas supportées par les sacs de la couche de base. Après avoir abaissé à nouveau la table élévatrice 19 de la hauteur d'un sac et après avoir ramené le plateau 20 dans sa première position, la troisième couche du fardeau 1 peut être formée. A cet effet, le sixième sac amené. rar le convoyeur 34 est placé par le manutentionnaire avec la méme orientation que les deux sacs de la couche de base contre les plaques verticales 25 et 26, le septième sac est placé avec ane orientation perpendiculaire à celle des sacs de la couche de base contre la plaque 25 et le sixième sac, et le huitième sac est placé avec la même orientation que le septième sac contre les sixième et septième sacs. La troisième couche ainsi formée est ensuite déposée sur la deuxième couche. Les couches suivantes sont formées de manière similaire, les sacs 2 de la quatrième et de la sixième couche étant disposés de la même manière que ceux la deuxième couche, et les sacs 2 des cinquième et septième couches étant disposés de la même manière que ceux de la troi- elème couche, de manière à former des couches successives croi- bées.

- Une fois que les sept couches du fardeau 1 ont été ainsi formées, ces sept couches sont transférées par les convoyeurs 14a et 14b jusqu'au dispositif de cerclage 12. A l'aide de ce dispositif de cerclage 12, qui peut être d'un type connu, on place successivement deux liens 3 autour du fardeau 1. Toutefois, pour la mise en oeuvre de la présente invention, le dispositif de cerclage 12 est réglé de telle façon que les liens entourant le fardeau 1 présententme tension très faible ou modérée. On notera en outre que l'axe des boucles formées par les deux liens 3 est parallèle à la direction longitudinale des espaces libres ménagés entre les sacs de la couche de base. Comme indiqué plus haut, le matériau de cerclage destiné à former les liens 3 peut être constitué par un ruban de matière plastique d'environ 16 mm de largeur. Le ruban peut être délivré au dispositif de cerclage 12 à partir d'une bobine montée dans un support 35 lui-même monté pivotant sur un côté du châssis entre une position de travail représentée en trait plein sur la. figure 6 et en trait mixte sur la figure 7, et une position de transport représentée en trait plein sur la figure 7.
- Après avoir été cerclé, le fardeau 1 est transféré par les convoyeurs 14c et 14d jusqu'au poste d'évacuation 13 où il peut être pris en charge en même temps qu'un tube 7 par un chariot élévateur de la manière qui a déjà été décrite plus haut en faisant référence aux figures 1 et 2.
- L'avance du fardeau 1 à travers le dispositif de cerclage 12, les arrêts successifs de ce fardeau dans les deux positions de cerclage et dans la position d'attente au poste d'évacuation 13, et les opérations de cerclage peuvent être commandées automatiquement par exemple au moyen des signaux émis par des cellules photo-électriques placées à des endroirs appropriés le long du trajet suivi par le fardeau 1. Il suffit donc d'une seule personne pour faire fonctionner la machine 10, à savoir le manutentionnaire qui se trouve sur la plate-forme 17. Celui-ci peut commander le fonctionnement des vérins 24, 28 et 29 et de la table élévatrice 19 à partir d'un tableau de commende non montré.
- Bien entendu, pendant qu'un fardeau 1 est en cours de cerclage ou d'attente au poste d'évacuation 13, il est possible de commencer à confectionner le fardeau suivant. Dans le cas où chaque fardeau est constitué par 20 sacs de 50 kg chacun, soit au total une tonne, la machine 10 peut avoir un débit de 30 tonnes par heure.
- Il est bien entendu que les formes d'exécution de la présente invention qui ont été décrites ci-dessus ont été données à titre d'exemple purement indicatif et nullement limitatif, et que de nombreuses modifications peuvent être apportées sans pour autant sortir du cadre de la présente invention défini par les revendications suivantes.
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR7732684A FR2407145A1 (fr) | 1977-10-28 | 1977-10-28 | Fardeau du type comprenant plusieurs couches superposees de charges unitaires, procede et machine pour sa realisation |
| FR7732684 | 1977-10-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0001941A1 true EP0001941A1 (fr) | 1979-05-16 |
| EP0001941B1 EP0001941B1 (fr) | 1981-11-04 |
Family
ID=9197091
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP78400138A Expired EP0001941B1 (fr) | 1977-10-28 | 1978-10-19 | Fardeau du type comprenant plusieurs couches superposées de charges unitaires, procédé et machine pour sa réalisation |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4240340A (fr) |
| EP (1) | EP0001941B1 (fr) |
| DE (1) | DE2861290D1 (fr) |
| ES (1) | ES474866A1 (fr) |
| FR (1) | FR2407145A1 (fr) |
| IT (1) | IT1106597B (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1852362A1 (fr) * | 2006-04-28 | 2007-11-07 | 3 S's Limited | Procédé de formation de charge de transport |
| CN113291520A (zh) * | 2021-05-18 | 2021-08-24 | 浙江百事特包装科技股份有限公司 | 一种防撞式穿剑打包机 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1135263B (it) * | 1981-02-02 | 1986-08-20 | Meschi Ind Grafica | Apparecchio di ricezione e trasferimento di materiale in foglio |
| GB2589923B (en) * | 2019-12-13 | 2021-12-08 | Three Smith Group Ltd | Strapping apparatus |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1586549A1 (de) * | 1967-06-24 | 1970-08-13 | Hoffmann Cyklop | Verfahren und Vorrichtung zum Paketieren und Umreifen von Steinen oder anderen Formkoerpern |
| DE1756480A1 (de) * | 1968-05-28 | 1970-08-20 | Atlas Mak Maschb Gmbh | Vorrichtung zum Transportieren von Steinpaketen |
| FR2171328A1 (fr) * | 1972-02-11 | 1973-09-21 | Magnusson Gustav | |
| US3788462A (en) * | 1971-02-25 | 1974-01-29 | Owens Illinois Inc | Unitized palletless load |
| DE2303128A1 (de) * | 1973-01-23 | 1974-08-01 | Platmanufaktur Ab | Aus mehreren schichten aufeinander gestapelter verpackungsgegenstaende bestehendes kolli, sowie verfahren und maschine zur herstellung desselben |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2609923A (en) * | 1949-10-27 | 1952-09-09 | St Regis Paper Co | Bag package with fork-lift handling means |
| US3057289A (en) * | 1955-02-21 | 1962-10-09 | Erapa Ets | Strapping apparatus |
| NL6401838A (fr) * | 1964-02-26 | 1965-08-27 | ||
| US3642151A (en) * | 1970-01-26 | 1972-02-15 | Potlatch Forests Inc | Sheet-handling apparatus |
| US3688920A (en) * | 1971-06-01 | 1972-09-05 | William G Frish | Palletizing apparatus |
-
1977
- 1977-10-28 FR FR7732684A patent/FR2407145A1/fr active Granted
-
1978
- 1978-10-10 IT IT51440/78A patent/IT1106597B/it active
- 1978-10-19 DE DE7878400138T patent/DE2861290D1/de not_active Expired
- 1978-10-19 EP EP78400138A patent/EP0001941B1/fr not_active Expired
- 1978-10-27 ES ES474866A patent/ES474866A1/es not_active Expired
-
1979
- 1979-07-11 US US06/056,618 patent/US4240340A/en not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1586549A1 (de) * | 1967-06-24 | 1970-08-13 | Hoffmann Cyklop | Verfahren und Vorrichtung zum Paketieren und Umreifen von Steinen oder anderen Formkoerpern |
| DE1756480A1 (de) * | 1968-05-28 | 1970-08-20 | Atlas Mak Maschb Gmbh | Vorrichtung zum Transportieren von Steinpaketen |
| US3788462A (en) * | 1971-02-25 | 1974-01-29 | Owens Illinois Inc | Unitized palletless load |
| FR2171328A1 (fr) * | 1972-02-11 | 1973-09-21 | Magnusson Gustav | |
| DE2303128A1 (de) * | 1973-01-23 | 1974-08-01 | Platmanufaktur Ab | Aus mehreren schichten aufeinander gestapelter verpackungsgegenstaende bestehendes kolli, sowie verfahren und maschine zur herstellung desselben |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1852362A1 (fr) * | 2006-04-28 | 2007-11-07 | 3 S's Limited | Procédé de formation de charge de transport |
| CN113291520A (zh) * | 2021-05-18 | 2021-08-24 | 浙江百事特包装科技股份有限公司 | 一种防撞式穿剑打包机 |
| CN113291520B (zh) * | 2021-05-18 | 2022-07-19 | 浙江百事特包装科技股份有限公司 | 一种防撞式穿剑打包机 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE2861290D1 (en) | 1982-01-14 |
| US4240340A (en) | 1980-12-23 |
| EP0001941B1 (fr) | 1981-11-04 |
| FR2407145A1 (fr) | 1979-05-25 |
| FR2407145B1 (fr) | 1982-02-19 |
| ES474866A1 (es) | 1979-03-16 |
| IT7851440A0 (it) | 1978-10-10 |
| IT1106597B (it) | 1985-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2411308B1 (fr) | Palettiseur avec preparation de couches de caisses | |
| US6775956B1 (en) | Wrapping method and apparatus | |
| CA2529120C (fr) | Dispositif et procede d'emballage de pneumatiques | |
| FR2971237A1 (fr) | Installation pour la manutention et le stockage d'au moins un contenant sur une palette | |
| EP0592314B1 (fr) | Procédé et dispositif pour le conditionnement de produits isolants compressibles | |
| FR2814161A1 (fr) | Dispositif de palettisation a tetes de depose multiples | |
| EP0001941B1 (fr) | Fardeau du type comprenant plusieurs couches superposées de charges unitaires, procédé et machine pour sa réalisation | |
| EP0080063B1 (fr) | Procédé et installation de mise en paquets de tuyaux en fonte à emboîtement | |
| FR2710580A1 (fr) | Maintien d'une charge dans un emballage et dispositif de coupe d'emballage. | |
| FR2530228A1 (fr) | Dispositif de palettisation pour le chargement de palettes, par couches, avec des plateaux | |
| FR2575134A1 (fr) | Installation de palettisation notamment de paquets de sacs | |
| FR2781471A1 (fr) | Dispositif de palettisation comprenant une alimentation de palettes vides par le haut | |
| FR2630718A1 (fr) | Procede et installation pour le compactage et le transport de produits en vrac de faible densite | |
| FR2560173A1 (fr) | Appareil pour decharger des palettes portant des couches d'articles | |
| FR2587311A1 (fr) | Procede et installation de manutention automatique et stockage temporaire de paquets empiles de produits semi-finis en feuilles. | |
| EP0384869B1 (fr) | Procédé et appareil pour empiler des articles cylindriques couches sur un support plat, notamment sur une palette | |
| FR2976273A1 (fr) | Machine et procede pour la fusion ou la division automatique de charges palettisees | |
| EP1775242A1 (fr) | Procédé de palettisation et dispositif pour sa mise en oeuvre | |
| FR2473021A1 (fr) | Chargeur de palettes concu pour des marchandises en colis, et tout specialement des paquets, sacs ou equivalent, groupees en differentes couches correspondant aux dimensions des palettes | |
| FR2738220A1 (fr) | Procede de palettisation avec renfort de resistance a la compression | |
| FR2773551A1 (fr) | Magasin a palettes, chariot de manutention pour palettes equipe d'un tel magasin et procede d'alimentation en palettes du chariot | |
| EP1529732B1 (fr) | Charpente de stockage ainsi que procédé de manutention d' un sac dans ladite charpente. | |
| EP0671327B1 (fr) | Procédé et installation pour manipuler des barquettes en forme de tronc de pyramide et les mettre en place dans un emballage | |
| FR2491444A1 (fr) | Chariot porteur, notamment pour postes de transfert de charges telles que des piles ou palettes d'objets | |
| FR2459190A2 (fr) | Ensemble de traitement automatique de confection et de groupage sur palettes de lots de colis en couches |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE GB LU NL SE |
|
| 17P | Request for examination filed | ||
| R17P | Request for examination filed (corrected) | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE GB LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 2861290 Country of ref document: DE Date of ref document: 19820114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19821031 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19830929 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19840924 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19840930 Year of fee payment: 7 Ref country code: BE Payment date: 19840930 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19841220 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19851031 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19861020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19861031 Ref country code: BE Effective date: 19861031 |
|
| BERE | Be: lapsed |
Owner name: LOGISAC GROUPEMENT D'INTERET ECONOMIQUE REGI PAR Effective date: 19861031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19870501 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19870901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881117 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 78400138.0 Effective date: 19870811 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |