-
Die
vorliegende Erfindung bezieht sich auf das Formen von zylindrischen
rohrförmigen
Metallgegenständen
aus einem geschweißten
Rohrrohling. Die vorliegende Erfindung stellt ein einzigartiges
Verfahren zum Formen eines längs
erstreckten, verhältnismäßig dünnwandigen
zylindrischen rohrförmigen
Metallgegenstands mit verbesserten metallurgischen Eigenschaften
aus einem geschweißten
Rohrrohling mit wesentlich größerer Materialstärke bereit.
Die vorliegende Erfindung wirkt auf den Rohrrohling mittels Walz-Strangpressen
bei Raumtemperatur ein, um für
eine gleichzeitige Reduzierung der Wandstärke und eine Verlängerung der
röhrenförmigen Wandstruktur
zu sorgen.
-
Aus
dem Stand der Technik ist es wohl bekannt, dünnwandige Metallrohre einer
gewünschten
Länge mittels
Walz-Strangpressen eines verhältnismäßig dicken
Rohrrohlings zu einem dünnwandigen
Rohr größerer Länge herzustellen.
Solche Rohre werden aus geschmiedeten oder gegossenen nahtlosen
Rohrrohlingen geformt. In dem Fall, dass geschmiedete oder gegossene
Rohrrohlinge verwendet werden, werden diese mittels unterschiedlicher
Raum- oder Hochtemperaturverfahren
einschließlich
des Walz-Strangpressens
zu einem nahtlosen dünnwandigen
Endrohr geformt.
-
Zum
anderen, wenn geschweißte
Rohre verwendet werden, die aus einem dicken oder dünnen Blechmaterialvorrat
hergestellt wurden, ist das Endresultat ein dick- oder dünnwandiges
Rohr mit Naht, welche durch das Schweißen definiert ist; bei der
Verarbeitung solcher geschweißter
Rohre wird jedoch kein Walz-Strangpressen
angewendet.
-
Dünnwandige
nahtlose Rohre besitzen im Vergleich zu den dünnwandigen geschweißten Rohren hochwertige
Eigenschaften wie einheitliche Festigkeit, Korrosionsfestigkeit
und Ähnliches.
Trotzdem besteht ein erheblicher Unterschied in den Kosten zwischen
den Beiden in dem Sinne, dass das nahtlose Rohr sehr viel teurer
in der Herstellung ist als das Rohr mit Schweißnaht. Die zusätzlichen
Kosten resultieren von den im Vergleich zu den geschweißten Rohlingen
höheren
Kosten für
die geschmiedeten oder gegossenen nahtlosen Rohlinge. Die vorliegende
Erfindung betrifft ein einzigartiges Verfahren zum Formen eines
im Wesentlichen nahtlosen Rohrs aus einem Rohrrohling mit Schweißnaht.
-
Die
US 4,690,716 offenbart ein
nahtloses Rohrmaterial, das aus geschweißten Vorläufern aus Zirkonium- oder Titan-Material
mittels sukzessiven Erhitzens vollständig durch die Wand hindurch
von Längssegmenten
von geschweißten
Rohren geformt wurde, um das Material in die Betaphase zu überführen und
die Segmente danach schnell abzuschrecken, wobei das Erhitzen und
Abschrecken so bewirkt wird, dass das Wachstum von Betakörnern innerhalb
des Materials verhindert wird. Das Rohr wird dann kalten Reduzierungsschritten
wie Pilgern unterzogen, um die Wanddicke für das endgültige Rohr auf die gewünschte Wanddicke zu
reduzieren. Das zuletzt eingestellte Material wird danach einer
Rekristallisation oder einem Entspannungsglühen unterzogen.
-
Die
vorliegende Erfindung stellt ein Verfahren zur Herstellung von Metallrohren
aus schweißbaren
und duktilen Metallen bereit, mit den Schritten: Ein rohrförmiger Rohrmaterialvorrat
einer vorgewählten
Länge,
der aus einem flachen Blechmaterialvorrat zu einer zylindrischen
Form geformt wurde und eine Schweißnaht aufweist, die aus dem
Ausgangsmaterial des Blechmaterialvorrats ausgebildet ist, wird
verwendet, um die einander gegenüberliegenden
Enden des zylindrisch geformten Blechmaterialvorrats zu verbinden;
der Rohrmaterialvorrat wird zugeschnitten, um Rohrrohlinge einer
gewünschten
Länge auszubil den;
die Rohrrohlinge werden im Wesentlichen vollständig ausgeglüht, gefolgt
von einer raschen Abkühlung
und einem Entfernen von überschüssigem Schweißmaterial
von der äußeren Oberfläche der
Rohrrohlinge; Walz-Strangpressen der Rohrrohlinge, um gewalzte Rohrrohlinge
einer größeren Länge auszubilden
und zugleich die Wandstärke
um mindestens 30% zu reduzieren; und die gewalzten Rohrrohlinge
werden im Wesentlichen vollständig
ausgeglüht,
gefolgt von einer raschen Abkühlung,
um mechanische Spannungen zu beseitigen, die von dem Walz-Strangpressen
resultieren, und um die Kornstruktur des Schweißmaterials neu auszubilden,
sodass diese vergleichbar zu der Metall-Mikrostruktur des ungeschweißten Ausgangsmaterials
ist, sodass die gewalzten Rohrrohlinge fertige, nahtfreie Rohre
darstellen.
-
Ferner
stellt die vorliegende Erfindung ein Verfahren zum Herstellen von
Metallrohren aus schweißbaren
und duktilen Metallen bereit, mit den Schritten: Ein rohrförmiger Rohrmaterialvorrat
einer vorgewählten Länge wird
aus einem flachen Blechmaterialvorrat zu einem Rohrrohling einer
zylindrischen Form geformt, der eine Schweißnaht aufweist, die aus dem
Ausgangsmaterial des Blechmaterialvorrats ausgebildet ist, um die einander
gegenüberliegenden
Enden des zylindrisch geformten Blechmaterialvorrats zu verbinden;
der geformte Rohrrohling wird vollständig ausgeglüht, gefolgt
von einer raschen Abkühlung;
der Rohrrohling wird zu einem kreisförmigen Profil gerade gerichtet
und gerundet; der Rohrrohling wird im Wesentlichen vollständig ausgeglüht, gefolgt
von einer raschen Abkühlung
und einem Entfernen von überschüssigem Schweißmaterial von
der äußeren Oberfläche des
Rohrrohlings; Walz-Strangpressen
des Rohrrohlings, um einen gewalzten Rohrrohling einer größeren Länge auszubilden,
wobei zugleich die Wandstärke
um mindestens 30% reduziert wird; und der gewalzte Rohrrohling wird
im Wesentlichen vollständig
ausgeglüht,
gefolgt von einer raschen Abkühlung,
um eine mechanische Spannung zu ent fernen, die von dem Walz-Strangpressen
resultiert, und um die Kornstruktur der Schweißverbindung neu auszubilden,
sodass diese vergleichbar zu der Metall-Mikrostruktur des ungeschweißten Ausgangsmaterials
ist, sodass der gewalzte Rohrrohling ein fertiges, nahtfreies Rohr darstellt.
-
Daher
wird in der vorliegenden Erfindung der geschweißte Rohrrohling in der Weise
behandelt, dass die Mikrostruktur der Schweißung im Rohr im Wesentlichen
durch komplette metallurgische Rekristallisation und chemische Homogenisierung
verwischt wird, sodass er im Wesentlichen nicht von dem Ausgangsmaterial des
ursprünglichen
Blechmaterialvorrats zu unterscheiden ist. Dies ist hauptsächlich ein
nahtloses oder nahtfreies Rohr mit einer gleichgerichteten geschmiedeten
Kornstruktur. Dies wird erzielt durch die Anwendung von thermischer
Behandlung und kontrollierter mechanischer Verformung des ursprünglichen
geschweißten
Rohrrohlings bei Raumtemperatur.
-
Der
Schritt des Walz-Strangpressens, der oben erwähnt wurde, kann mittels Geräten und
Techniken durchgeführt
werden, die aus dem Stand der Technik wohl bekannt sind. Beispielsweise
kann der Schritt des Walz-Strangpressens mittels des Verfahrens
und des Geräts,
die in dem U.S. Patent mit der Nummer
US 3,222,905 gezeigt
und beschrieben werden und das am 14.Dezember 1965 an A.W. Ernestus
für ein „Verfahren
zum Formen von rohrförmigen
Metallprodukten mittels Walz-Strangpressen" erteilt wurde, durchgeführt werden.
-
Daher
stellt die vorliegende Erfindung ein verbessertes Verfahren zum
Herstellen von im Wesentlichen nahtlosen Metallrohren aus geschweißten Rohrrohlingen
bereit, die im Vergleich zu Metallrohren wie sie zurzeit aus geschweißten Rohrrohlingen
hergestellt werden außerordentlich
verbesserte mechanische Festigkeit und Härte sowie erhöhte Korrosionsfestigkeit
aufweisen. Dies ist auf die verbesserte Einheitlichkeit der Mik rostruktur
und der Beseitigung der mechanischen und metallurgischen Auswirkungen
an Kerbanhäufung
der Schweißverbindung
zurückzuführen.
-
Daher
ist es ein Ziel der vorliegenden Erfindung, ein einmaliges Verfahren
zum Herstellen eines geschweißten
Metallrohres, das im Wesentlichen nahtlos oder nahtfrei ist, bereitzustellen.
-
Ein
weiteres Ziel der vorliegenden Erfindung ist es, solch ein nahtloses
oder nahtfreies Rohr aus geschweißtem Rohrmaterialvorrat mit
dem Verfahren herzustellen, das im Wesentlichen die Schweißnaht reformiert,
um eine Mikrostruktur zu erhalten, die im Wesentlichen die gleiche
Mikrostruktur wie die des Ausgangsmaterials ist.
-
Andere
Ziele, Merkmale und Vorteile der vorliegenden Erfindung werden aus
der anschließenden
Beschreibung und den beigefügten
Ansprüchen
ersichtlich, in Verbindung mit den angehängten Zeichnungen, wobei die
Zeichnungen Folgendes zeigen:
-
1 ist
ein Blockdiagramm, das die im erfindungsgemäßen Verfahren angewandten Schritte
A–F aufzeigt;
-
2 ist
eine mikroskopische Aufnahme von hundertfacher Vergrößerung eines
Schedule 40S Rohrmaterialvorrats nach Schritt B und zeigt die unterschiedliche
Kornstruktur zwischen dem Ausgangsmaterial und dem Schweißmetall;
-
3 ist
eine mikroskopische Aufnahme von hundertfacher Vergrößerung des
Rohrmaterialvorrats aus 2 nach dem weiteren Ausglühschritt
von Schritt D und zeigt die Kornstrukturen des Schweißmetalls bei
zwei unterschiedlichen Ausglühtemperaturen;
und
-
4 ist
eine mikroskopische Aufnahme von hundertfacher Vergrößerung des
Rohrohlings, der aus dem Rohrmaterialvorrat in 2 geformt
wurde, nach dem Walz-Strangpressen in Schritt E und dem Ausglühen in Schritt
F.
-
In
der folgenden Beschreibung wurden eine Reihe von Bezugnahmen zu
Ausdrücken
und Beschreibungen, die im Stand der Technik bekannt sind, aufgezeigt.
Zur besseren Handhabung wurden solche Ausdrücke und Beschreibungen in das
WÖRTERBUCH
DER AUSDRÜCKE
UND SPEZIFIKATIONEN; das der Beschreibung folgt, aufgenommen.
-
Das
vorliegende erfindungsgemäße Verfahren
kann zur Ausbildung von im Wesentlichen nahtlosen Rohren aus Metallen
wie rostfreiem Stahl, Titan, Aluminium oder aus beliebigen anderen
schweißbaren,
duktilen Metalllegierungen verwendet werden. In der folgenden Beschreibung
wird das Verfahren auf Rohre angewendet, die aus austenitischem
ASTM/ASME-A/SA312 – Edelstahl
hergestellt wurden. Zusätzlich
kann das vorliegende erfindungsgemäße Verfahren mit geschweißten Rohrrohlingen,
die eine weite Spanne von Durchmessern und Wandstärken abdecken,
durchgeführt
werden.
-
Der
geschweißte
Rohrrohling wird aus einem flachen Blechmaterialvorrat geformt.
Nachdem der Blechmaterialvorrat in eine zylindrische Form geformt
worden ist, werden die gegenüberliegenden,
sich axial erstreckenden Stirnseiten mittels einer Schweißverbindung,
die mittels Schmelzschweißung
bewerkstelligt wird, verbunden, und zwar mit oder ohne Schweißzusatzwerkstoff,
der im Wesentlichen die gleiche Zusammensetzung aufweist wie das
Ausgangsmaterial des Blechmaterialvorrats. Das Ergebnis ist jedoch
ein geschweißtes
Endrohr, bei dem die Mikrostruktur der Schweißnaht deutlich von der des
Ausgangsmaterials abweicht. Es ist die Schweißnaht, die das Rohr mit Schweißnaht im
Vergleich zu nahtlosen Rohren mit geringerer Festigkeit, Korrosionsfestigkeit
und anderen Eigenschaften ausstattet. Diese Problematik wird weitestgehend durch
die im Wesentlichen nahtfreien Rohre, die nach der vorliegenden
Erfindung geformt wurden, überwunden.
-
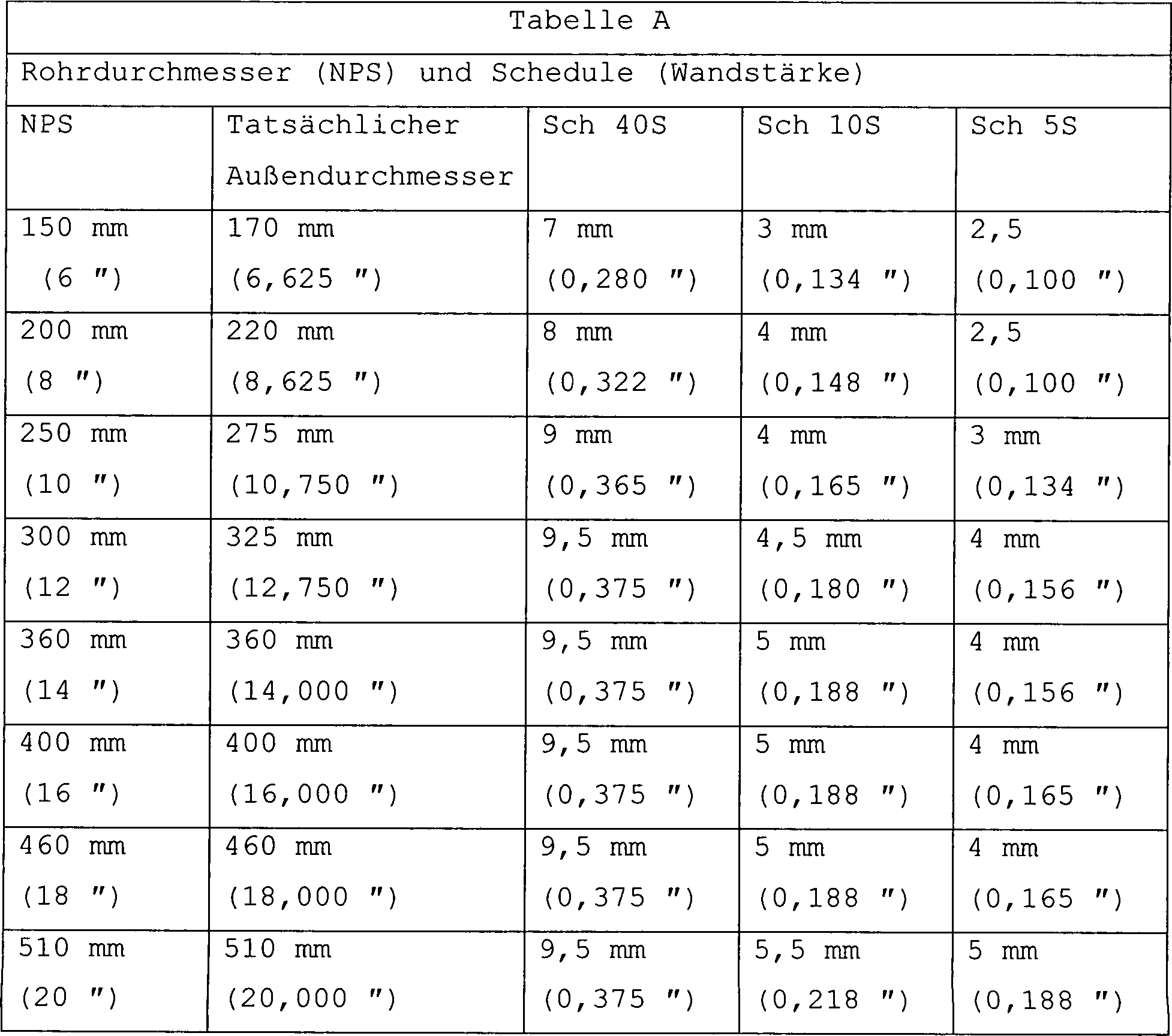
Beispielsweise
kann das erfindungsgemäße Verfahren
verwendet werden, um austenitischen ASTM/ASME-A/SA312 – Edelstahl,
geschweißte
Schedule 40S Rohrwandstärke
in Rohrdurchmesser („Nominal
Pipe Size" (NPS))
von 150 mm (6 Inch) 170 mm (6, 625) bis 610 mm (24 Inch) 610 mm
(24,000 Inch) im Außendurchmesser
zu entsprechender nahtloser Schedule 5S und 10S Rohrwandstärke mit
Rohrdurchmesser (NPS) von 150 mm (6 Inch) 170 mm (6,625) bis 610
mm (24 Inch) 610 mm (24,000 Inch) im Außendurchmesser (gezeigt in
der folgenden Tabelle von Rohrdurchmessergrößen und Wandstärken Schedule)
umzuwandeln.
-
-
-
Die
Verfahrensschritte, um das nahtfreie Rohr aus einem geschweißten Rohrrohling
herzustellen, werden als Schritte A–F in 1 gezeigt.
-
Da
die Vorrichtung zur Metallformung der Schritte A, B, C und D, wie
das vorgenannte '905
Patent veranschaulicht, bekannt ist, und daher solch speziellen
Details keinen Teil der vorliegenden Erfindung darstellen, wurden
solche Details zum Zwecke der Einfachheit weggelassen.
-
Schritt A
-
Der
Schedule 40S geschweißte
Rohrmaterialvorrat aus Edelstahl wird hergestellt in Übereinstimmung mit
ASTM/ASME-A/SA312, Typ 304/304L. Der Rohrmaterialvorrat wird aus
einem flachem Blechmaterialvorrat hergestellt, zylindrisch geformt
und mittels Wolfram-Gas-Lichtbogenschweißung („gas tungsten arc welded" (GTAW))) entlang
den gegenüberliegenden
Stirnseiten von beiden Seiten (OD & ID) ohne Schweißzusatzmaterial geschweißt. Der
Rohrmaterialvorrat kann so wie er geformt wird typischerweise eine
Länge von
um die 6 m (20 feet) aufweisen.
-
Schritt B
-
Als
Nächstes
wird der Rohrmaterialvorrat bei etwa 1040 °C (1900 °F) vollständig ausgeglüht und innerhalb
von etwa 10 Minuten rasch auf 425 °C (800 °F) abgekühlt. Der Rohrmaterialvorrat
wird dann zu einem kreisförmigen
Profil gerade gerichtet und gerundet.
-
Schritt C
-
Der
Rohrmaterialvorrat, der wie erwähnt
um die 6 m (20 feet) lang sein kann, wird in verschiedene Längen geschnitten,
um Rohrrohlinge ausgewählter
Länge zu
formen. Diese ausgewählten
Längen
können
abhängig
von dem endgültig
herzustellenden Rohr oder den endgültig herzustellenden Rohren
variieren.
-
Schritt D
-
Die
Rohrrohlinge werden danach gereinigt und für etwa 1/2 Stunde bei einer
Temperatur zwischen um die 1050 °C
(1925 °F)
und um die 1120 °C
(2050 °F)
vollständig
ausgeglüht,
gefolgt von einer raschen Abkühlung.
Der Rohrrohling wird danach OD geschliffen, um Schweißmaterial,
das sich an der Schweißnaht
gebildet hat, zu entfernen und um eine glatte Außenoberfläche bereitzustellen.
-
Schritt E
-
Als
Nächstes
wird der Rohrrohling bei Raumtemperatur mittels Walz-Strangpressen
in einer Weise, die allgemein beschrieben werden soll, zu einem
dünnwandigen
Rohr geformt. Der Schritt des Walz-Strangpressens kann in einem
Durchlauf oder in mehreren Durchläufen, abhängig von der Größe des Rohrrohlings und
der gewünschten
endgültigen
Wandstärke
und Länge,
durchgeführt
werden. Wie aus Tabelle A hervorgeht, wurde die Wandstärke des
Schedule 40S Rohrrohlings auf eine Schedule 10S Wandstärke oder
im Weiteren auf eine Schedule 5S Wandstärke reduziert. Daher kann die
Wandstärke
typischerweise um mindestens 30%, ausgehend vom Rohrmaterialvorrat,
zum endgültig
geformten Rohrrohling, reduziert werden.
-
Das
Walz-Strangpressen in Schritt E stellt ein rotierendes mechanisches
Verformungsverfahren dar, in dem eine Walze mit ei ner Reihe von
in Umfangsrichtung beabstandeten, rotierenden gehärteten Stahlwalzen
in die Wandstärke
von der Innendurchmesseroberfläche
eines Rohres eingepresst werden, während der Außendurchmesser
des Rohres mittels einer gehärteten
Stahleinschließung
oder Press- bzw. Schneidrings eingespannt wird. Wenn die Rohrlänge über die
rotierenden Walzen und durch den Press- bzw. Schneidring reduziert
wird, verringert dieses Walz-Strangpressen die Wandstärke des
gesamten Rohrs und erhöht
die Gesamtlänge,
während
ein konstanter Außendurchmesser
beibehalten bleibt. Wie weiter unten beschrieben wird, können einzelne
oder mehrere Schritte zur Reduzierung der Wandstärke durchgeführt werden,
um die gewünschte
endgültige
Wandstärke
zu erhalten, die eine resultierende mechanische Spannung von der
gesamten Wandreduzierung hervorruft. Eine komplette Rekristallisation
der Schweißnaht
wird danach im nachträglichen
Ausglühzyklus
in Schritt F durchgeführt.
-
Schritt F
-
Der
mittels Walz-Strangpressens behandelte Rohrrohling wird vollständig ausgeglüht, um die
mechanische Spannung, die vom Bearbeiten mittels des Walz-Strangpressens
stammt, zu entfernen und um die Mikrostruktur der Schweißung auf
eine im Vergleich zu der Mikrostruktur des (ungeschweißten) Ausgangsmaterials
gleichgerichtete Schmiedekornstruktur zu homogenisieren und zu rekristallisieren.
-
Die
gewalzten Rohrrohlinge werden gereinigt und danach durch Erhitzen
bei etwa 1050 °C
(1925 °F) vollständig ausgeglüht und innerhalb
von rund 10 Minuten unter etwa 425 °C (800 °F) abgekühlt. Die Rohre werden danach
entzundert und wie benötigt
geschliffen.
-
Deshalb
kann das Verfahren geschweißte
Rohre aus Edelstahl (ASTM/ASME-A/SA312, Typ 304/304L) mit Schedule
40S Wand- Deshalb
kann das Verfahren geschweißte
Rohre aus Edelstahl (ASTM/ASME-A/SA312, Typ 304/304L) mit Schedule
40S Wandstärke
zu einem entsprechenden nahtlosen und vollständig geschmiedeten Schedule
5S und 10S Rohrrohling mit Rohrdurchmessern von 150 bis 610 mm (6
bis 24 Inch) („nominal
pipe size" NPS)
umarbeiten.
-
Die
mechanischen Eigenschaften der umgearbeiteten Schedule 10S Rohrrohlinge
können
all die Spezifikationsanforderungen für nahtlose Rohre aus ASTM/ASME-A/SA312,
Typ 304/304L, wie spezifischer Festigkeitsgegenzug, Umformfestigkeit,
Dehnungsfestigkeit, in longitudinaler und in senkrecht zur Achse
geprüfter Richtungen,
erfüllen
oder übertreffen.
Der Rohrrohling kann ebenfalls den Anforderungen der Ausbreitprobe und
der Biegeprüfung
von ASTM/ASME-A/SA312 genügen.
-
Zusätzlich können mechanische
Anforderungen wie umgekehrtes Abflachen, Fackeltest, Flanschtest und
Härteanforderungen
von ASTM-A249 (eine Spezifikation sowohl für geschweißte als auch für nahtlose Rohre)
erfüllt
und übertroffen
werden.
-
Der
Schedule 10S Rohrrohling aus Edelstahl wird eine Vielzahl von ASTM
Korrosionstestanforderungen, wie Tests der Schweißnahtzerfallskorrosion
für ASTM-A249
und Tests der interkristallinen Korrosion („intergranular corrosion" IGA) für ASTM-A
262 der Verfahren A, B, C, E und F erfüllen oder übertreffen. Insbesondere die
Ergebnisse des Tests der Schweißnahtzerfallskorrosion
für ASTM-A249
sind insofern signifikant, dass ein Korrosionsverhältnis vom
Schweißungsmaterial
zu Ausgangsmaterial von bis zu 1,25 als akzeptabel erachtet wird,
während
das Verhältnis
eines typischen nahtfreien Rohres, das entsprechend der vorliegenden Erfindung
bearbeitet wurde, weniger als 1,0 beträgt. Dieses verbesserte Korrosionsverhalten
ist auf die Rekristallisation und das Homogenisieren der Schweißung zurückzuführen.
-
Die
Beurteilung der Mikrostruktur der Wandstärke des Schedule 10S Rohrrohlings
offenbart eine geschmiedete Struktur mit durchgehend ASTM in den
Korngrößen, die
von Nummer 4 bis 6 für
das (ungeschweißte)
Ausgangsmetall, das rekristallisiert und vollständig geschmiedet war, und mit
ausgerichteten ASTM-Korngrößen, die
von Nummer 5 bis 6,5 in dem Schweißmetall und in der von der
Hitze beeinflussten Zone der vorherigen Schweißverbindung reichen.
-
Daher
kann das im Wesentlichen nahtfreie Rohr im Wesentlichen alle die
mechanischen Eigenschaften und verbesserten Korrosionsresistenzen
eines nahtlosen ASTM/ASME-A/SA312 Rohres vorweisen.
-
Allgemein
und wie zuvor erwähnt
verwendet das erfindungsgemäße Verfahren
ein Walz-Strangpress – Verfahren,
das ähnlich
zu dem Verfahren ist, welches in der U.S. Patentschrift mit der
Nummer
US 3,222,905 für ein „Verfahren
zum Formen von rohrförmigen
Metallprodukten durch Walz-Strangpressen", erteilt am 14. Dezember 1965 an A.W.
Ernestus, gezeigt und beschrieben wurde. Daher kann in der vorliegenden
Erfindung ein geschweißter
Rohrrohling, der anfangs eine relativ kurze Länge aufweist und dickwandig
ist, wie in Tabelle A gezeigt, mittels Vorrichtungen, wie sie das '905 Patent zeigt
und beschreibt, mittels Walz-Strangpressen bearbeitet werden. Wie
im '905 Patent gezeigt
wird, kann eine axiale Zugkraft auf den Rohrrohling über ein
Greif- bzw. Klammerwerkzeug im Eingriff mit einer in der Innenwand.nahe
einem Ende des Rohlings gefrästen
Kupplungsaussparung oder einer ringförmigen, einwärts vorstehenden
Lippe, die an einem Ende des Rohrrohlings geformt wurde, aufgebracht
werden. Der Rohrrohling wird dann in einen kranzförmigen,
ringartigen Größenpressring
eingesetzt und eine Streckverbindung in den Rohrrohling eingesetzt
und an das Ende des Rohrrohlings entweder mit dem Greif- bzw. Klemmwerkzeug
oder mit danach auf die innere Oberfläche des Rohrrohlings ein und
wird in einer fixierten, radial gegenüberliegenden Lagebeziehung
zu dem Pressring gehalten und eine starke axiale Zugkraft wird auf
das Ende des Rohrrohlings mittels einer geeigneten Zugeinheit über die Streckverbindung
aufgebracht. Wie erwähnt
weist die Walzvorrichtung eine Reihe von in Umfangsrichtung beabstandeten,
rotierenden gehärteten
Stahlwalzen auf, die radial nach Außen gerichtet betätigt werden
können, um
gepresst im Eingriff mit der inneren Oberfläche des Rohrohlings zu sein.
Auf diese Weise wird der Rohrrohling durch den Pressring gezogen,
während
sein Innenraum pressgewalzt wird, wodurch sich sein Innendurchmesser
vergrößert, sich
die Wandstärke
reduziert und er mit der Hilfe der axialen Zugkraft extrudiert wird, wenn
er durch den gespannten äußeren Pressring
gezogen wird.
-
Während das '905 Patent nur eine
Walzvorrichtung mit einem einzigen Satz von gehärteten Stahlwalzen aufzeigt,
können
aber auch mehrere Sätze
von Stahlwalzen verwendet werden, um für eine weitere Reduzierung
der Wandstärke
zu sorgen. Dieser letztere Konstruktionstyp wird das Walz-Strangpressen
des Rohrrohlings in einem Durchlauf durch die Walzvorrichtung und
den Pressring auf die gewünschte
Wandstärke
und Länge
erleichtern.
-
Das
Ergebnis des oben beschriebenen Verfahrens ist die im Wesentlichen
vollständige
Verwischung bzw. Auslöschung
der Schweißnaht
mittels der im Wesentlichen vollständigen metallurgischen Rekristallisation
und chemischen Homogenisierung, wobei die Schweißstelle und das Ausgangsmaterial
im Wesentlichen die gleichen Kornstrukturen aufweisen. Dies kann
anhand der mikroskopischen Aufnahmen der 2–4 des
Verfahrens veranschaulicht werden, das bei dem Rohrvorrat aus geschweißtem Edelstahl,
wie erwähnt, angewendet
wird. Daher zeigt 2 deutlich die unterschiedlichen
Kornstrukturen zwischen dem Material der Schweißnaht und dem Ausgangsmaterial. 3 zeigt
einen signifikanten Grad an Gleichförmigkeit zwischen der Kornstruktur
des Materials der Schweißung
und der Kornstruktur des Ausgangsmaterials aufgrund der Rekristallisation
(vergleiche 3 mit 4). Am Ende,
wenn das Verfahren beendet ist, ist die Kornstruktur des Materials
der Schweißung
und des Ausgangsmaterials metallurgisch im Wesentlichen gleichförmig (siehe 4).
Daher wandelt das erfindungsgemäße Verfahren
geschweißten
Rohrvorrat in einen fertigen gleichwertigen nahtlosen Rohrrohling
effizient um.
-
Während die
obige Beschreibung nur mit Bezug auf Edelstahl gemacht worden ist,
so soll dennoch festgestellt werden, dass das Verfahren auch auf
andere Eisenmetalle wie auch auf andere Materialien wie Titan, Aluminium
und andere im Wesentlichen schweißbare und duktile Metalle angewandt
werden kann. Es soll im Weiteren festgestellt werden, dass während der
vorhergehenden Beschreibung die Umwandlung des Rohrvorrats mit Schedule
40S Wandstärke
zu Schedule 10S Wandstärke
erwähnt
wurde, das Verfahren aber auch genauso gut angewandt werden kann,
um Schedule 40S Wandstärke
zu Schedule 5S Wandstärke
oder andere ähnliche
Reduzierungen umzuwandeln.
-
WÖRTERBUCH DER BEGRIFFE UND SPEZIFIKATIONEN
-
- 1. ASTM-A312 austenitischer Edelstahl: Eine
Beschreibung der Amerikanischen Gesellschaft zum Testen und für Materialien
(„American
Society for Testing and Materials (ASTM)) benennt „ein nahtloses
und geschweißtes
austenitisches Edelstahlrohr",
das vierundvierzig (44) Sorten von austenitischem Edelstahl verkörpert, einschließlich Sorten
von Zusammensetzungen des Typs 304 und 316. „Austenitisch" bezieht sich auf
die metallurgische Struktur der Legierungen.
- 2. ASTM-SA312 austenitischer Edelstahl: Eine Beschreibung der
Amerikanischen Gesellschaft zum Testen und für Materialien benennt „nahtlose
und geschweißte
austenitische Edelstahlrohre",
die im Wesentlichen identisch zu ASTM-A312 sind.
- 3. Schedule 405, 10S, usw.: Schedule bezieht sich auf die Wandstärke des
Rohrrohlings.
- 4. OD: OD („outside
diameter") bezieht
sich auf den Außendurchmesser
des Rohrs.
- 5. ID: ID („inside
diameter") bezieht
sich auf den Innendurchmesser des Rohrs.
- 6. Rohrdurchmesser („Nominal
Pipe Size" (NPS)):
NPS bezieht sich auf den Außendurchmesser
eines Rohrs für
Rohre bis einschließlich
300 mm (12 Inch). Der Innendurchmesser (ID) für Rohre bis einschließlich 300
mm (12 Inch) ist zusätzlich
ungefähr
gleich zur NPS. Rohre mit 360 mm (14 Inch) und größer beziehen
sich ebenfalls auf den Außendurchmesser
des Rohrs als Rohrdurchmesser.
- 7. Gleichgerichtete geschmiedete Kornstruktur: Die gleichgerichtete
Kornstruktur bezieht sich auf eine Mikrostruktur bestehend aus Körnern mit
einer Längen-,
Weiten- und Höhendimension
von in etwa der gleichen Größe. Normalerweise
ist die Korngröße einer
Legierung ein relatives Maß der
Agglomerationsgröße von zusammengewachsenen
Kristallen. Geschmiedet betrifft dabei die Verarbeitungsgeschichte
der Rohrkörner,
wobei das Rohr durch mechanisches Bearbeiten, wie beispielsweise
Schmieden, Hämmern
und Extrudieren, ausgebildet wurde, was im Gegensatz zu den Körnern steht,
die sich im Schmelzzustand befinden.
- 8. Schweißnahtzerfall
ASTM-A249: Dieser Test bezieht sich auf Rohrmaterial, wird jedoch
auch bei geschweißten
Rohren angewandt. Trotzdem wird der Test nicht für geschweißte Rohre benötigt. Der
Test schließt
das Eintauchen von Rohrproben in eine kochende 20%-ige Salzsäure für eine Zeit
ein, die ausreicht, um 40 bis 60% des Ausgangs- bzw. Basismetalls
zu entfernen. Die mittlere Reduzierung der Stärke des Schweißmetalls
wird mit der Stärke
des Ausgangs- bzw. Basismetalls ver glichen, wobei ein Verhältnis von
1,25 oder weniger akzeptabel ist.
- 9. IGA ("Intergranular
Attack" Korngrenzenangriff)
Korrosionsversuch für
ASTM-A262, Ausführungen
A, B, C, E und F.: Eine Reihe von chemischen Belichtungsversuchen,
die bestimmen, ob ein Edelstahl auf einen Korngrenzenangriff (Korngrenze)
in unterschiedlichen korrosiven Umgebungen aufgrund der Chemie und der
thermisch-mechanischen Vergangenheit des Rohrs empfindlich ist.