-
Technischer Bereich
-
Die
vorliegende Erfindung betrifft einen Stahl für eine geschweißte Struktur,
der für
eine Offshore-Struktur, ein Leitungsrohr zum Transportieren von
Erdgas oder Erdöl,
für Architekturzwecke,
im Schiffsbau, im Brückenbau,
für Konstruktionseinrichtungen
oder ähnliche
Zwecke verwendbar ist, und ein Verfahren zu seiner Herstellung.
Die vorliegende Erfindung betrifft insbesondere einen Stahl für eine geschweißte Struktur,
für den
Zähigkeit
in einem Schweißbereich
erforderlich ist, wobei der Stahl auch dann eine kleinere Größe vormaliger
oder ursprünglicher
Austenitkörner
in einer Schweißwärmeeinflußzone aufweist
(nachstehend durch WEZ bezeichnet), wenn der Stahl unter einer Wärmezufuhr- oder Wärmeeintragbedingung
geschweißt wird,
gemäß der die
während
des Schweißvorgangs
zugeführte
Wärmeenergie
(Wärmeeintrag)
innerhalb eines breiten Bereichs von 0,5 kJ/mm bis über 150
kJ/mm liegt, und wobei der Stahl in der Wärmeeinflußzone eine von der Wärmeeintragbedingung
unabhängige,
ausgezeichnete Zähigkeit
aufweist (nachstehend als "WEZ-Zähigkeit" bezeichnet).
-
Hintergrundtechnik
-
Hinsichtlich
der Vermeidung von Sprödbruch
einer geschweißten
Struktur, z.B. einer Offshore-Struktur oder einer ähnlichen
Struktur, sind Untersuchungen zum Verhindern von in einem Schweißbereich
auftretendem Sprödbruch
durchgeführt worden,
d.h. viele Untersuchungen, die mit der Verbesserung der WEZ-Zähigkeit
einer verwendeten Stahlplatte in Beziehung stehen. In den letzten
Jahren sind zum Verbessern der Schweißprozeßeffizienz zunehmend Schweißverfahren
mit ultrahohem Wärmeeintrag
(20 bis 150 kJ/mm) verwendet worden, bei denen der Schweißwärmeeintrag
größer ist
als bei den zuvor verwendeten Schweißverfahren mit hohem Wärmeeintrag
(von etwa 20 kJ/mm oder weniger).
-
Der
Unterschied zwischen dem Einfluß eines
Schweißprozesses
mit hohem Wärmeeintrag
auf eine Stahlplatte und einem Schweißprozeß mit ultrahohem Wärmeeintrag
auf eine Stahlplatte wird durch den Unterschied ihrer Verweilzeiten
bei hohen Temperaturen von 1400°C
oder mehr verursacht.
-
D.h.,
weil eine Verweilzeit im Fall eines Schweißprozesses mit ultrahohem Wärmeeintrag
extrem lang ist, ist der Bereich, in dem die Kristallkörner deutlich
gröber
werden bzw. die Kristallkorngröße zunimmt,
in einer WEZ-Zone größer, so
daß die
Zähigkeit
wesentlich abnimmt.
-
Im
allgemeinen ist als Maßnahme
zum Vermeiden einer Vergröberung
der Kristallkörner
in einem WEZ-Bereich einer Stahlplatte die Nutzung des Verankerungs-
oder Pinning-Effekts
vormaliger Austenitkörner (nachstehend
als vormalige γ-Körner" bezeichnet, und
ihre Größe wird
als "Größe vormaliger
Austenitkörner oder γ-Körner" bezeichnet) durch
im Stahl fein dispergierte Einschlußpartikeln bekannt, wobei die
Einschlußpartikel
z.B. in der JP-A-55-26164 beschriebene TiN-Partikel sind oder in
der JP-A-52-17314 beschriebene ZrN-Partikel in "einem Stahl für eine mit hohem Wärmeeintrag
geschweißte
Struktur, der (in Gew.-%) aufweist: 0.01 bis 0,2% C, 0,002 bis 1,5%
Si, 0,5 bis 2,5% Mn, 0,002 bis 0,1% Ti und/oder Zr, 0,004% oder
weniger Ca und/oder Mg, 0,001 bis 0,1% Ce und/oder La, 0,005 bis
0,1% Al und 0,002 bis 0,015% N".
-
Obwohl
Nitride zur Verfeinerung von Kristallkörnern beitragen, weil sie den
Pinning-Effekt zeigen, gemäß dem vormalige γ-Körner im
Fall eines Schweißprozesses
mit geringem oder mittlerem Wärmeeintrag "verankert" werden, ohne daß sie gelöst werden,
tritt das Problem auf, daß die
Nitride in einem Stahl im Fall eines Schweißprozesses mit hohem oder ultrahohem
Wärmeeintrag
und einer extrem langen Verweilzeit bei einer hohen Temperatur von
1400°C oder
mehr durch Schweißwärme leicht
aufgelöst
werden und verschwinden.
-
In
den letzten Jahren sind inzwischen Techniken beschrieben worden,
in denen Oxide verwendet werden, die in einem geschmolzenen Stahl
erzeugt werden, um die WEZ-Zähigkeit
weiter zu verbessern. Beispielsweise wird in der JP-A-59-190313
ein Verfahren zum Herstellen eines Stahlmaterials beschrieben, das ausgezeichnet
schweißbar
ist, wobei geschmolzener Stahl mit Ti oder einer Ti-Legierung reduziert
und anschließend
Al, Mg, usw. hinzugefügt
wird. Dieses Herstellungsverfahren ist eine Technik, in der die
Wirkung einer Erhöhung
eines Ferritanteils ausgenutzt wird, indem veranlaßt wird,
daß Ti-Oxide
als Transformationskerne von Ferrit wirken, und versucht wird, die
WEZ-Zähigkeit
durch ein Verfahren zu verbessern, das sich vom erstgenannten Verfahren
unterscheidet, in dem ein Pinning-Effekt durch Präzipitationsprodukte,
z.B. Nitride, genutzt wird.
-
Daraufhin
wurden in diesem Fachgebiet verschiedene Erfindungen, z.B. in den
JP-A-61-79745, JP-A-5-43977 und JP-A-6-37364, vorgestellt, in denen versucht
wird, die Anzahl von Oxiden zu erhöhen, die als intragranulare
Transformationskerne dienen.
-
Insbesondere
besteht, wie in der JP-A-59-190313 beschrieben wird, die wesentliche
Idee dieser Techniken darin, "Ti-haltige
Oxide, die für
die Bildung von Ferritkernen während
einer γ→αTransformation
nutzbar sind, gleichmäßig und fein
zu verteilen, d.h. in einer Verfeinerung der Ferritstruktur" und nicht darin,
einen Pinning-Effekt durch Nitride und ähnliche Substanzen zu gewährleisten,
wie vorstehend beschrieben wurde, sondern zu versuchen, die Bildung
einer groben spröden
Struktur durch Beschleunigen der Ferrittransformation während der γ→α-Transformation
zu unterdrücken,
die in einem Abkühlprozeß auftritt,
und eine Verfeinerung einer Struktur zu erreichen.
-
Diese
Verfahren zum Verbessern der Zähigkeit
basieren alle auf einer Technik, gemäß der relativ große Oxide
mit einer Größe von etwa
1 μm als
Transformationskerne in einer groben Struktur dispergiert sind und
genutzt werden, um die Ferrittransformation in Körnern zu unterstützen.
-
In
der JP-A-9310147 wird ein Stahl mit einer ausgezeichneten WEZ-Zähigkeit
bereitgestellt, der Oxide von Ti und Mg mit einer Größe von 0,5 – 5 μm bei einer
Dichte von ≥ 30
Teilchen/mm2 und Oxide mit einer Größe von 0,05 – 0,5 μm bei einer
Dichte von ≥ 5000
Teilchen/mm2 enthält.
-
In
den letzten Jahren sind jedoch aufgrund der Vergrößerung und
der Gewichtsreduktion geschweißter Strukturen
zunehmend hochfeste Stähle
mit einer höheren
Festigkeit erforderlich geworden, und die zugegebenen Mengen von
Legierungselementen nehmen in der chemischen Zusammensetzung der
hochfesten Stähle
tendenziell zu. In diesem Fall haben die bekannten Maßnahmen
zum Verbessern der WEZ-Zähigkeit, in
denen die Ferrittransformation genutzt wird, aufgrund der Zunahme
der Härtbarkeit
in der Wärmeeinflußzone ihre
Wirksamkeit verloren.
-
Angesichts
der vorstehend erwähnten
Gesichtspunkte kann erwartet werden, daß zum radikalen Verbessern
der WEZ-Zähigkeit
der Pinning-Effekt bezüglich
vormaligen γ-Körnern für einen
breiten Bereich von Wärmeeintragbedingungen
auf tritt und Oxidpartikel bei einer hohen Temperatur ähnlich wie
fein verteilte Nitride in einem Stahl lösbar sein können. Außerdem wird in diesem Fall,
wenn eine Transformationsfähigkeit
erhalten werden kann, die besser ist als bei den vorhandenen Ferrittransformationskernen,
die WEZ-Zähigkeit eines
in diesem Fachgebiet verwendeten Stahlmaterials wesentlich verbessert.
-
Als
Verfahren zum Hinzufügen
von Oxiden ist ein Verfahren bekannt, gemäß dem ein Reduktionselement,
wie beispielsweise Ti, alleine in einem Frischungsprozeß des Stahls
hinzugefügt
wird. In vielen Fällen bilden
sich jedoch während
des Haltens des geschmolzenen Stahls Aggregationen von Oxiden, wodurch
grobe Oxide entstehen und die Reinheit des Stahls abnimmt, wodurch
auch die Zähigkeit
abnimmt. Um dieses Problem zu lösen,
sind, wie vorstehend erwähnt
wurde, verschiedenartige Erfindungen zum Verfeinern dieser Oxide
implementiert worden, z.B. ein Komplex-Reduktionsverfahren.
-
Mit
den bisher bekannten Verfahren ist es jedoch nicht möglich, Feinoxide,
die die Funktion haben, die Vergröberung von Kristallkörnern im
Fall eines hohen Schweißwärmeeintrags
vollständig
zu verhindern, im Stahl zu dispergieren.
-
Beschreibung der Erfindung
-
Es
ist Aufgabe der vorliegenden Erfindung, einen Stahl für eine geschweißte Struktur
bereitzustellen, der eine ausgezeichnete WEZ-Zähigkeit besitzt, auch wenn
der Stahl unter beliebigen Wärmeeintragbedingungen
geschweißt
wird, die einen ultrahohen Wärmeeintrag
einschließen,
indem das herkömmliche
Komplex-Reduktionsverfahren verbessert wird, Oxide und/oder Nitride
feiner und gleichmäßiger als
bisher verteilt werden und zusätzlich
eine Ferrittransformationsfähigkeit
bezüglich
den fein verteilten Partikeln bereitgestellt wird.
-
Diese
Aufgabe wird durch die Merkmale der Patentansprüche gelöst.
-
Kurze Beschreibung der
Zeichnungen
-
1 zeigt
einen Graphen zum Darstellen der Größen vormaliger γ-Körner in
Wärmeeinflußzonen als Funktion
des Schweißwärmeeintrags;
und
-
2 zeigt
eine schematische Darstellung der Formen von Komplex-Partikeln mit
ultrafeinen Mg-Oxiden als ihre Kerne.
-
Beste Technik zum Realisieren
der Erfindung
-
Mg
ist bekanntermaßen
ein Element zum Verbessern der Reinheit eines Stahls, wobei Mg als
starkes Reduktionsmittel und als Entschwefelungsmittel wirkt und
dadurch die WEZ-Zähigkeit
verbessert.
-
Außerdem ist
als Maßnahme
zum Verbessern der WEZ-Zähigkeit
durch Kontrollieren oder Regeln der Dispersion von Oxiden gemäß der JP-A-59-190313
ein Verfahren zum Zugeben von Komplexen bekannt, wobei Mg hinzugefügt wird,
nachdem Ti hinzugefügt
worden ist.
-
Wie
vorstehend erwähnt
wurde, ist es jedoch Ziel dieser Technik, eine feine Dispersion
der zusätzlichen
Ti-Oxide, die intragranulare Transformationkerne sind, durch Hinzufügen von
Mg zum "Verankern" der Oxide zu beschleunigen.
-
Der
vorliegenden Erfindung, die auf der Funktion von Mg als starkem
Reduktionsmittel basiert, liegt die Idee zugrunde, daß eine feine
Dispersion von Oxiden erwartet werden kann, wenn die Reihenfolge
und die Menge der Zugabe des Reduktionsmittels in einem Stahl mit
hinzugefügtem
Ti in einem Stahlherstellungsprozeß festgelegt werden, indem
die Charakteristik von Mg genutzt wird, das in wesentlich geringerem
Maße zu einer
Aggregation und Vergröberung
führt als
Al.
-
Die
vorliegende Erfindung wird nachstehend ausführlicher beschrieben.
-
Die
Erfinder der vorliegenden Erfindung untersuchten systematisch den
Zustand von Oxiden, nachdem dem geschmolzenen Stahl, der durch Zugabe
von Ti schwach reduziert worden ist, Mg hinzugefügt wurde.
-
Als
Ergebnis zeigte sich, daß sich
Oxide, die zwei Arten von Partikelgrößen aufwiesen, bildeten, wenn Ti
und Mg nacheinander hinzugefügt
wurden bzw. wenn Ti und Mg gleichzeitig hinzugegeben wurden und
im Gleichgewichtszustand erneut Mg hinzugefügt wurde, nachdem der geschmolzene
Stahl durch Si und Mn reduziert worden war.
-
Außerdem wurde
in der vorliegenden Erfindung bestätigt, daß im ersten Mg-Reduktionsschritt
die gleichen Tendenzen wie vorstehend erwähnt auch dann erhalten werden,
wenn gleichzeitig oder vorangehend Al und Ca zugegeben werden.
-
Eine
Oxidart sind Mg-haltige Oxide mit Korngrößen von 0,2 bis 5,0 μm, und die
andere Oxidart sind ultrafeines MgO oder Mg-haltige Oxide mit einer
Spinellstruktur mit Korngrößen von
0,005 bis 0,1 μm.
Diese Oxide bilden sich vermutlich aus den folgenden Gründen.
-
Zunächst werden
Oxide, die im μm-Bereich
aus Ti bestehen, oder Oxide, die hauptsächlich aus Ti bestehen, durch
Zugabe von Ti oder die gleichzeitige Zugabe von Ti und einer kleinen
Menge Mg gebildet. Zweitens werden, wenn Mg, das ein starkes Reduktionsvermögen aufweist,
in diesem Zustand zugegeben wird, die bereits gebildeten Oxide durch
Mg reduziert, und schließlich
werden Mg-haltige Oxide im μm-Bereich
gebildet, die hauptsächlich
aus Mg-bestehen.
-
Außerdem werden
in diesem Fall unabhängig
vom Maß der
Verminderung des gelösten
Sauerstoffs, gleichzeitig neue Feinoxide im sub-μm-Bereich gebildet, die nur
aus Mg beste hen, weil das Reduktionsvermögen von Mg stärker ist
als dasjenige von Ti.
-
Dadurch
kann eine Erhöhung
der Partikelanzahl und eine Verfeinerung der Partikelgröße realisiert werden,
was durch das herkömmliche
Zugabeverfahren nicht erreicht worden ist.
-
Hinsichtlich
Oxiden mit einer Größe im μm-Bereich
gilt allgemein: je größer die
Anzahl von Oxiden mit einer Größe von 5 μm oder mehr
ist, desto größer ist
die Tendenz, daß die
Oxide Quellen für
Brüche
sind, so daß der
obere Grenzwert des Mg-Anteils auf 30 bis 50 ppm festgelegt ist,
wie in der JP-A-9-157787 beschrieben ist.
-
In
der vorliegenden Erfindung kann das vorstehend erwähnte Problem
jedoch vermieden werden, und Mg kann in einer Menge bis zu 100 ppm
zugegeben werden.
-
Andererseits
verbleibt im Fall einer Reduktion durch Ti oder einer Reduktion
durch Ti und einer kleinen Menge Mg, gelöster Sauerstoff im geschmolzenen
Stahl, weil die Reduktion durch ein schwaches Reduktionselement
oder eine kleine Menge eines starken Reduktionselements verursacht
wird. Daher schreitet, wenn zu diesem Zeitpunkt erneut Mg zugegeben
wird, die Oxidationsreaktion von Mg nicht nur mit den vorstehend
erwähnten
Oxiden im μm-
oder sub-μm-Bereich,
sondern auch mit dem noch verbleibenden gelösten Sauerstoff geringfügig fort,
und es werden weiterhin ultrafeine Oxide gebildet. Der Grund, warum
die ultrafeinen Oxide gebildet werden, ist vermutlich der, daß aufgrund
der Gleichmäßigkeit
der Verteilung des gelösten
Sauerstoffs im geschmolzenen Stahl zusätzlich zur Verminderung der
Menge des gelösten
Sauerstoffs eine Verklumpung verhindert wird.
-
Wie
vorstehend beschrieben wurde, werden die im Stahl gebildeten Oxide
zu Entstehungsorten von Kernen von Sulfiden und Nitriden während des
Gießprozesses,
des anschließenden
Abkühlprozesses
oder der Wiedererwärmung
im Warmwalzprozeß.
-
Dann
können
die Zustände
der im Stahl vorhandenen Oxide als Ergebnis der Beobachtung des
Zustands der Oxide im Stahl bei einer Vergrößerung von 1000 bis 100000
unter Verwendung eines Elektronenmikroskops wie nachstehend unter
den Punkten 1) und 2) angegeben eingeordnet werden. Um den Zustand der
im Stahl vorhandenen Oxide zu beobachten, werden vorzugsweise 10
oder mehr Beobachtungsfelder bei einer spezifischen Vergrößerung (z.B.
100000-fach im Fall ultrafeiner Oxide) beobachtet und es wird der
mittlere Partikelabstand gemessen.
- 1) Partikel,
die durch Präzipitation
von Sulfiden und/oder Nitriden unter Verwendung von Mg-haltigen
Oxiden mit Partikelgrößen von
0,2 bis 5 μm
als Kern gebildet werden, sind im Stahl mit einem mittleren Partikelabstand
von 30 bis 100 μm
enthalten.
- 2) Partikel, die durch Präzipitation
von Sulfiden und/oder Nitriden unter Verwendung von Mg-haltigen
Oxiden mit Partikelgrößen von
0,005 bis weniger als 0,2 μm
als Kern gebildet werden, sind im Stahl mit einem mittleren Partikelabstand
von höchstens
30 μm enthalten.
-
Durch
das Stahlmaterial mit einer ausgezeichneten WEZ-Zähigkeit,
das durch Oxide erhalten wird, die in einem Zustand der vorstehenden
Punkte 1) und/oder 2) vorliegen, wird eine zukunftsfähige Technik
bereitgestellt, durch die die Zähigkeitsänderung
in einer Wärmeeinflußzone (WEZ)
wesentlich unterdrückt
werden kann, die bisher wesentlich von der zugeführten Wärmemenge abhängig war.
-
Nachstehend
wird die Verbesserung der WEZ-Zähigkeit
näher erläutert.
-
Es
ist bekannt, daß die
intragranulare Transformation umso schneller erfolgt, je höher die
Anzahl von Oxiden ist und je mehr Sulfide und Nitride auf den Oxiden
präzipitieren.
Weil, wie im vorstehenden Punkt 1) dargelegt wurde, die Anzahl von
Partikeln im Vergleich zum herkömmlichen
Fall über
zehnmal größer ist,
und auch hinsichtlich einer Präzipitation
von Komplexen, scheiden sich 100% der Sulfide oder Nitride in Kombination
ab, soweit dies bestätigt
wurde, und erfindungsgemäße Mg-haltige
Oxide haben ein extrem großes
intragranulares Transformationsvermögen.
-
Nachstehend
wird die Verfeinerung vormaliger γ-Partikel,
die erfindungsgemäß der wichtigste
Prozeß ist,
unter Bezug auf 1 beschrieben.
-
1 zeigt
einen Graphen, der durch Messen der Größen der vormaligen γ-Partikel
in Wärmeeinflußzonen für jeweilige
Bedingungen (1 kJ/mm, 10 kJ/mm, 50 kJ/mm, 100 kJ/mm oder 150 kJ/mm)
unter Verwendung eines 0,10C–1,0Mn-Stahls
als Basisstahl erhalten wurde, wobei die Wärmeeinträge entlang der Abszisse dargestellt
sind.
-
Im
Fall realer Verbindungsstrukturen wird die Größe vormaliger γ-Partikel
durch Aufnehmen von Fotos (5 oder mehr Bildern) von Mikrostrukturen
bei einer 50- bis 200-fachen Vergrößerung durch ein optisches
Mikroskop, wobei die Mikrostrukturen durch Extrahieren eines Teils
einer Wärmeeinflußzone (WEZ)
durch Ausschneiden und Bearbeiten, usw., anschließendes Ausführen eines
Poliervorgangs und Durchführung
eines Nitral-Korrosionsprozesses erhalten werden, und durch Messen
der Größe durch
ein Schneidverfahren bestimmt. Die in 1 dargestellten
Größen vormaliger γ-Partikel
für einen
Wärmeeintrag
von 1 bis 50 kJ/mm wurden durch dieses Verfahren erhalten.
-
Andererseits
wird die Größe vormaliger γ-Partikel
im Fall eines ultrahohen Wärmeeintrags
normalerweise durch Berechnen der Partikelgröße als Größe vormaliger γ-Partikel,
die Korngrenzenferrit einschließen, weil
das Korngrenzenferrit sich entlang der Grenze vormaliger γ-Körner bildet,
oder durch Messen der Größe vormaliger γ-Partikel
anhand der Mikrostruktur bestimmt, die durch Erwärmen unter einer vorgeschriebenen Bedingung
und anschließendes
schnelles Abkühlen
unter Verwendung einer Reproduktions-Thermozyklustestmaschine erhalten
wird, die so eingestellt ist, daß die äquivalenten Wärmeeinträge identisch
sind. Die in 1 dargestellten Größen vormaliger γ-Partikel
für Wärmeeinträge von 100
und 150 kJ/mm wurden basierend auf einer Mikrostruktur erhalten,
die unter Verwendung der Reproduktions-Thermozyklustestmaschine erhalten wurde.
Diese Meßmethode
ist die letztere Methode.
-
In
der Figur sind Beispiele der Messung eines Al-reduzierten Stahls, eines Al-reduzierten
Stahls mit hinzugefügtem
Ti, und Mg-reduzierter Stähle
dargestellt, und die Beeinflußbarkeit
der Größe vormaliger γ-Partikel
durch den Wärmeeintrag
ist wesentlich vom Vorhandensein von unter dem vorstehenden Punkt
2) beschriebenen Mg-Oxiden abhängig.
-
D.h.,
außer
bei den Mg-reduzierten Stählen
werden die Größen vormaliger γ-Partikel
mit zunehmendem Wärmeeintrag
wesentlich und offensichtlich groß.
-
Andererseits
variieren, wenn die Oxide im unter den vorstehenden Punkten 1) und
2) spezifizierten Zustand vorhanden sind, oder wenn die Oxide im
unter dem vorstehenden Punkt 2) spezifizierten Zustand vorhanden
sind, die Größen vormaliger γ-Partikel
in Mg-reduzierten Stählen
nur sehr wenig, auch wenn die Wärmeeinträge sich
wesentlich ändern.
-
Insbesondere
ist der unter dem vorstehenden Punkt 2) spezifizierte Zustand der
Oxide ein Faktor, der die Verfeinerung der Größe vormaliger γ-Partikel
beeinflußt.
-
Wenn
der Wärmeeintrag
bis zu etwa 60 kJ/mm beträgt,
kann die Verfeinerung der vormaligen γ-Partikel auch dann erreicht
werden, wenn die Oxide (allein) ausschließlich im unter dem vorstehenden
Punkt 1) spezifizierten Zustand vorliegen.
-
Außerdem wirkt
auch in dem unter dem vorstehenden Punkt 1) spezifizierten Zustand
der Oxide eine Pinning-Kraft, obwohl deren Wirkung sehr gering ist,
und wenn gleichzeitig auch der unter dem vorstehenden Punkt 2) spezifizierte
Zustand der Oxide vorliegt, wird die Verfeinerung der vormaligen γ-Partikel
wesentlich beschleunigt.
-
Als
Ergebnis der Beobachtung der Stahlplatten mit feinen vormaligen γ-Partikeln
durch ein Elektronenmikroskop wurde festgestellt, daß sehr viele
MgO-Partikel mit einer flächenzentrierten
kubischen Struktur und MIIMIII2O4-Partikel (MII: Mg, Ca, Fe, Mn, usw. und
MIII: Al, Ti, Cr, Mn, V, usw.) mit einer Spinellstruktur mit Mg als
Hauptbestandteil existieren, wobei die erst- und die letztgenannten
Partikel eine Größe von 0,1 μm oder weniger
haben, oder die Komplexpartikel von Mg-haltigen Oxiden und Sulfiden
und/oder Nitriden (z.B. TiN), wie in 2 schematisch
dargestellt ist, existieren.
-
Außerdem wurde
durch Untersuchen der Beziehung der kristallografischen Orientierung
zwischen den Partikeln der Mg-haltigen
Oxide und Sulfide oder Nitride durch ein Elektronenmikroskop festgestellt,
daß jedes der
Partikel eine vollständig
parallele Orientierung aufwies.
-
Dies
zeigt, daß die
ultrafeinen Oxide von Mg als Orte dienen, an denen bevorzugt Sulfide
und Nitride präzipitieren.
D.h., die Anzahl der für
das Verankern (Pinning) von Kristallkörnern effektiven Nitride nimmt
vermutlich aufgrund der sehr hohen Anzahl bevorzugter Präzipitationsorte
zu.
-
D.h.,
wenn der Wärmeeintrag
gering ist, wirken diese Komplex-Partikel vermutlich als Partikel,
die den Pinning-Effekt
verursachen, und wenn die Verweilzeit bei einer hohen Temperatur
lang ist, wie beispielsweise beim Schweißen mit ultrahohem Wärmeeintrag,
sind, obwohl sich Nitridpartikel auflösen, erfindungsgemäß viele
MgO- und Mg-haltige Oxide vorhanden, und obwohl sich die Nitridpartikel
auflösen,
wirken noch immer vorhandene feine Oxidpartikel bei einer hohen
Temperatur als Pinning-Partikel.
-
Dadurch
kann erfindungsgemäß das Wachstum
vormaliger γ-Partikel in einer
Wärmeeinflußzone (WEZ)
unterdrückt
werden, was in einem herkömmlichen
Stahl nicht erreichbar war.
-
D.h.,
eines der Merkmale der vorliegenden Erfindung ist, zusätzlich zur
wesentlichen Verbesserung des intragranularen Transformationsvermögens, daß die Präzipitationskerne
von Nitriden durch Zuführen
von feinen Oxiden, wie beispielsweise MgO, in Stahl erzeugt werden,
um die Anzahl von Nitriden zu erhöhen, wobei bei einem Schweißprozeß mit geringem
Wärmeeintrag
die Nitride effektiv wirken, um die vormaligen γ-Partikel mit einer Größe von 10
bis 200 μm
in einer Wärmeeinflußzone aufgrund
des Vorhandenseins dieser Komplex-Partikel zu erhalten. Dies unterscheidet
sich von einem herkömmlichen
Verfahren, bei dem das Verankern von Kristallkörnern unter Verwendung von
Nitriden, wie beispielsweise TiN, vorgesehen ist.
-
Ein
anderes Merkmal der vorliegenden Erfindung ist, daß sich auch
bei einem Schweißvorgang
mit hohem oder ultrahohem Wärmeeintrag,
wobei Nitride aufgelöst
werden und eine Verbesserung der Zähigkeit bisher niemals erzielt
wurde, die Größe vormaliger γ-Partikel
in der Wärmeeinflußzone kaum ändert, weil
nur Oxide eine das Kornwachstum unterdrückende Wirkung ausüben.
-
Das
erfindungsgemäße Verfahren
zum Hinzufügen
von Mg ist, wie vorstehend beschrieben wurde, ein Verfahren, in
dem zunächst
Si und Mn zugegeben werden, der Sauerstoffanteil in einem geschmolzenen
Stahl durch zuvorige Zugabe von Ti eingestellt wird, und anschließend nach
und nach eine kleine Menge Mg zugegeben wird oder Ti und eine kleine
Menge Mg gleichzeitig zugegeben werden und schließlich erneut
Mg zugegeben wird.
-
Obwohl
die optimale zuzugebende Mg-Menge, wie experimentell bestätigt wurde,
von der Sauerstoffmenge und der Menge ähnlicher Komponenten in einem
geschmolzenen Stahl nach der Zugabe von Ti abhängt, weil die Sauerstoffkonzentration
zu diesem Zeitpunkt von der zugegebenen Ti-Menge und von der Zeit abhängt, bis
Mg zugegeben wird, ist es lediglich erforderlich, die zuzugebende
Ti- und Mg-Menge in geeigneten Bereichen zu regeln.
-
Außerdem beträgt die optimale
Endmenge von gelöstem
Sauerstoff, wenn Mg zugegeben wird, etwa 0,1 bis 50 ppm. Der untere
Grenzwert von 0,1 ppm ist die kleinste Menge von gelöstem Sauerstoff,
durch die feine Mg-Oxide gebildet werden können. Andererseits bilden sich,
wenn die Menge des gelösten
Sauerstoffs 50 ppm überschreitet,
grobe Mg-Oxide, und die Pinning-Kraft nimmt ab, so daß der obere
Grenzwert aus diesem Grunde auf 50 ppm festgelegt ist.
-
Hinsichtlich
des Ausgangsmaterials des für
die Zugabe von Mg verwendeten Mg und seines Zugabeverfahrens hat
sich durch probeweises Ausführen
eines Verfahrens zum Zugeben von mit Fe-Folien bedecktem metallischem
Mg, eines Verfahrens zum Zugeben von Mg-Legierungen und ähnlichen
gezeigt, daß durch das
erstgenannte Verfahren eine intensive Oxidationsreaktion erhalten
wird, wenn das metallische Mg dem geschmolzenen Stahl zugeführt wird,
wodurch die Ausbeute reduziert wird. Aus diesem Grunde ist es bevorzugt, Mg-Legierungen mit einem
relativ großen
spezifischen Gewicht zuzugeben, wenn der geschmolzene Stahl unter
normalem Atmosphärendruck
gefrischt wird.
-
Nachstehend
werden die Gründe
erläutert,
warum die chemische Zusammensetzung des betrachteten Stahls so ist,
wie in der Erfindung definiert.
-
C
ist ein Basiselement zum Erhöhen
der Festigkeit eines Basisstahls. Eine Zugabemenge von mindestens
0,01% ist zum Gewährleisten
der Erhöhung
der Festigkeit erforderlich. Wenn mehr als 0,2% C zugegeben werden,
werden jedoch die Schweißbarkeit
und die Zähigkeit
eines Stahls herabgesetzt, so daß der obere Grenzwert auf 0,2%
festgelegt ist.
-
Si
ist ein unerläßliches
Element, das bei der Stahlherstellung als Reduktionsmittel verwendet
wird, wobei einem Stahl mindestens 0,02% Si zugegeben werden müssen. Wenn
mehr als 0,5% Si zugegeben werden, nimmt jedoch die WEZ-Zähigkeit
ab, so daß der
obere Grenzwert auf 0,5% festgelegt ist.
-
Mn
ist ein unerläßliches
Element zum Gewährleisten
der Festigkeit und Zähigkeit
eines Basisstahls. Wenn mehr als 2% Mn zugegeben werden, nimmt jedoch
die WEZ-Zähigkeit
wesentlich ab, und wenn weniger als 0,3% Mn zugegeben werden, kann
die Festigkeit eines Basisstahls kaum gewährleistet werden. Daher ist die
Zugabemenge auf den Bereich von 0,3% bis 2% festgelegt.
-
P
ist ein Element, das die Zähigkeit
eines Stahls beeinflußt.
Weil nicht nur die Zähigkeit
eines Basisstahls, sondern auch die Wärmeeinflußzonen-Zähigkeit wesentlich vermindert
wird, wenn der P-Anteil größer ist
als 0,03%, ist der obere Grenzwert auf 0,03% festgelegt.
-
S
bildet grobe Sulfide und vermindert daher die Zähigkeit, wenn es in einer Menge
von mehr als 0,03% zugegeben wird, aber wenn der S-Anteil kleiner
ist als 0,0001%, nimmt die Menge der gebildeten Sulfide, z.B. MnS,
die zum Erzeugen von intragranularem Ferrit dienen, wesentlich ab.
Daher ist der Bereich der Zugabemenge von S auf 0,0001 bis 0,03%
festgelegt.
-
Al
wird normalerweise als Reduktionsmittel zugegeben. Erfindungsgemäß ist der
obere Grenzwert von Al auf 0,05% festgelegt, weil, wenn mehr als
0,05% Al zugegeben werden, die Wirkung der Mg-Zugabe behindert wird,
und der untere Grenzwert des Al-Anteils ist auf 0,0005% festgelegt,
weil ein Al-Anteil von mindestens 0,0005% erforderlich ist, um MIIMIII2O4 stabil zu erzeugen.
-
Ti
ist ein Element zum Verfeinern von Kristallkörnern und dient als Reduktionsmittel
und ferner als Element zum Bilden von Nitriden. Eine große Ti-Zugabemenge
führt jedoch
zu einer wesentlichen Verminderung der Zähigkeit aufgrund der Bildung
von Carbiden, so daß der
obere Grenzwert auf 0,05% festgelegt ist. Daher ist, weil eine Zugabemenge
von mindestens 0,003% erforderlich ist, um eine gewünschte Wirkung
zu erhalten, der Bereich des Ti-Anteils auf 0,003 bis 0,05% festgelegt.
-
Mg
ist erfindungsgemäß ein Hauptlegierungselement
und wird hauptsächlich
als Reduktionsmittel zugegeben. Wenn jedoch mehr als 0,01% Mg zugegeben
werden, bilden sich tendenziell grobe Oxide und werden die Zähigkeit
eines Basisstahls und die Wärmeeinflußzonen-Zähigkeit
vermindert. Andererseits kann bei einer Zugabemenge von weniger
als 0,0001% nicht erwartet werden, daß in ausreichendem Maße Oxide
gebildet werden, die für
intragranulare Transformation und als Pinning-Partikel erforderlich sind. Daher ist
der Bereich des Mg-Anteils
auf 0,0001 bis 0,010% festgelegt.
-
O
(Sauerstoff) ist ein wesentliches Element zum Bilden von Mg-haltigen
Oxiden. Wenn der schließlich in
einem Stahl verbleibende Sauerstoffanteil kleiner ist als 0,0001%,
ist die Anzahl von Oxiden unzureichend, so daß der untere Grenzwert auf
0,0001% festgelegt ist. Wenn dagegen die Menge des verbleibenden
Sauerstoffs größer ist
als 0,008%, nimmt die Zahl grober Oxide zu, und die Zähigkeit
eines Basisstahls und die Wärmeeinflußzonen-Zähigkeit
nehmen ab, so daß der
obere Grenzwert auf 0,008% festgelegt ist.
-
Außerdem können erfindungsgemäß optional
eines oder mehrere der Elemente Cu, Ni, Cr, Mo, V, Nb, Zr, Ta und
B als Elemente hinzugefügt
werden, die die Festigkeit und die Zähigkeit erhöhen.
-
Cu
ist ein wirksames Element zum Erhöhen der Festigkeit, ohne daß die Zähigkeit
vermindert wird. Bei einer Menge von weniger als 0,05% tritt die
Wirkung jedoch nicht auf, und wenn die Menge 1,5% überschreitet, treten
während
der Erwärmung
einer Bramme oder während
des Schweißprozesses
tendenziell Risse auf. Daher wird der Bereich des Cu-Anteils auf
0,05 bis 1,5% festgelegt.
-
Ni
ist ein wirksames Element zum Erhöhen der Zähigkeit und der Festigkeit,
und um die Wirkung zu gewährleisten,
ist eine Zugabemenge von mindestens 0,05% erforderlich. Wenn der
Ni-Anteil größer ist
als 5%, wird jedoch die Schweißbarkeit
verschlechtert, so daß der
obere Grenzwert auf 5% festgelegt ist.
-
Cr
wird in einer Menge von mindestens 0,02% hinzugefügt, um die
Festigkeit eines Stahls durch Präzipitationshärten effektiv
zu erhöhen,
durch eine große
Cr-Menge von mehr als 1,5% wird jedoch die Härtbarkeit erhöht, wird
eine Bainitstruktur erzeugt und wird die Zähigkeit vermindert. Daher wird
der obere Grenzwert auf 1,5% festgelegt.
-
Mo
ist ein Element, das die Härtbarkeit
erhöht
und gleichzeitig die Festigkeit durch Ausbilden von Carbonitriden
verbessert. Eine Zugabemenge von mindestens 0,02% ist erforderlich,
um die Wirkung zu gewährleisten,
durch eine große
Mo-Zugabemenge von mehr als 1,5% wird die Festigkeit jedoch übermäßig erhöht und nimmt
die Zähigkeit
wesentlich ab. Daher ist der Bereich des Mo-Anteils auf 0,02 bis
1,5% festgelegt.
-
V
ist ein Element, das Carbide und Nitride bildet und zum Erhöhen der
Festigkeit dient, die Wirkung kann allerdings nicht gewährleistet
werden, wenn der V-Anteil kleiner ist als 0,01%, andererseits nimmt
die Zähigkeit
ab, wenn der V-Anteil größer ist
als 0,1%. Daher ist der Bereich des V-Anteils auf 0,01 bis 0,1% festgelegt.
-
Nb
ist ein Element, das Carbide und Nitride bildet, und dient zum Erhöhen der
Festigkeit, wobei diese Wirkung nicht gewährleistet werden kann, wenn
der Nb-Anteil kleiner ist als 0,0001%, und die Zähigkeit nimmt ab, wenn der
Nb-Anteil größer ist
als 0,2%. Daher wird der Bereich des Nb-Anteils auf 0,0001 bis 0,2%
festgelegt.
-
Jedes
der Elemente Zr und Ta ist, ähnlich
wie Nb, ein Element, das Carbide und Nitride bildet und zum Erhöhen der
Festigkeit dient, wobei diese Wirkung jedoch nicht gewährleistet
werden kann, wenn die Zugabemenge kleiner ist als 0,0001%, und die
Zähigkeit
nimmt dagegen ab, wenn die Zugabemenge größer ist als 0,05%. Daher wird
der Bereich des Anteils dieser Elemente auf 0,0001 bis 0,05% festgelegt.
-
B
erhöht
im allgemeinen die Härtbarkeit,
wenn es im Zustand einer festen Lösung vorliegt, und ist ein Element,
durch das N in einer festen Lösung
durch Erzeugen von BN vermindert und die Wärmeeinflußzonen-Zähigkeit erhöht wird. Die vorstehenden Wirkungen
können
gewährleistet
werden, wenn mindestens 0,0003% B hinzugegeben wird, aber wenn übermäßig viel
B zugegeben wird, wird die Zähigkeit
vermindert, so daß der
obere Grenzwert auf 0,005% festgelegt ist.
-
Ca
und REM unterdrücken
die Erzeugung von länglichem
MnS durch Bilden von Sulfiden und verbessern die Eigenschaften in
der Plattendickenrichtung eines Stahlmaterials, insbesondere das
laminare Zerreißverhalten.
Diese Wirkungen können
jedoch durch keine der Komponenten Ca und REM erzielt werden, wenn die
Zugabemenge kleiner ist als 0,0005%, so daß der untere Grenzwert auf
0,0005% festgelegt ist. Wenn mehr als 0,005% hinzugegeben werden,
nimmt dagegen die Anzahl von Oxiden von Ca und REM zu und die Anzahl ultrafeiner
Mg-haltiger Oxide
ab. Daher wird der obere Grenzwert auf 0,005% festgelegt.
-
Ein
Stahl, der die vorstehend erwähnten
Komponenten enthält,
wird in einem Stahlherstellungsprozeß gefrischt und anschließend stranggegossen,
und die derart hergestellte schwere Platte wird erwärmt und
gewalzt. In diesem Fall wird hinsichtlich des Walzverfahrens, eines
Erwärmungs-
und Abkühlverfahrens
und eines Wärmebehandlungsverfahrens,
obwohl Verfahren verwendet werden, die in den relevanten Fachgebieten herkömmlich angewendet
werden, die WEZ-Zähigkeit
nicht beeinflußt.
-
Insbesondere
zeigt sich basierend auf der Tatsache, daß die Korngröße und der
Unterschied der Korngröße in einer
Wärmeeinflußzone umso
größer ist,
je kleiner die Korngröße eines
Basisstahls ist, erfindungsgemäß, daß die Verfeinerung
vormaliger γ-Körner in
einer Wärmeeinflußzone auch
dann eine große
Wirkung hat, wenn nicht nur die WEZ-Zähigkeit, sondern auch die Härteanpassung,
usw. berücksichtigt
werden müssen.
-
Beispiele
-
Nachstehend
werden erfindungsgemäße Beispiele
beschrieben.
-
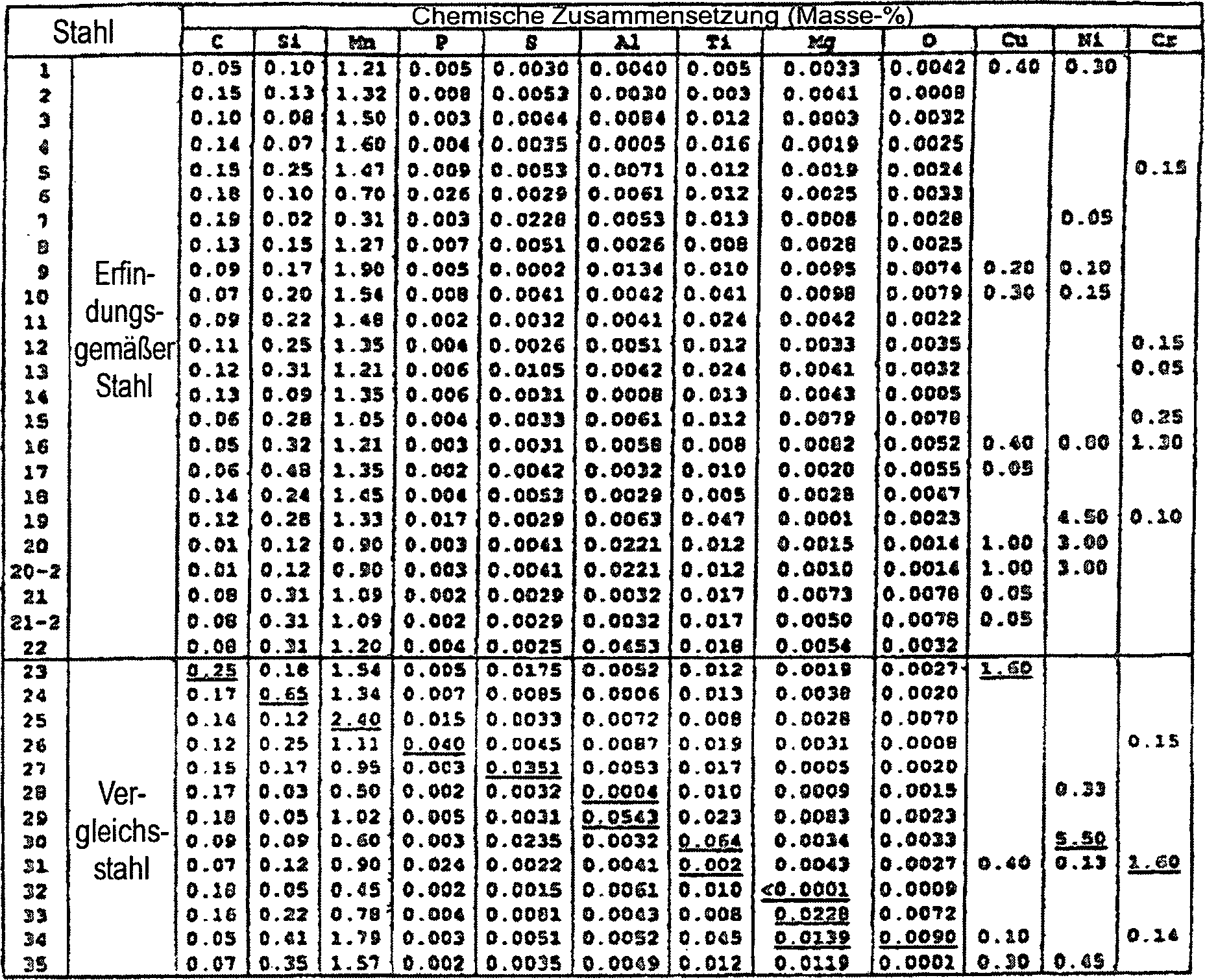
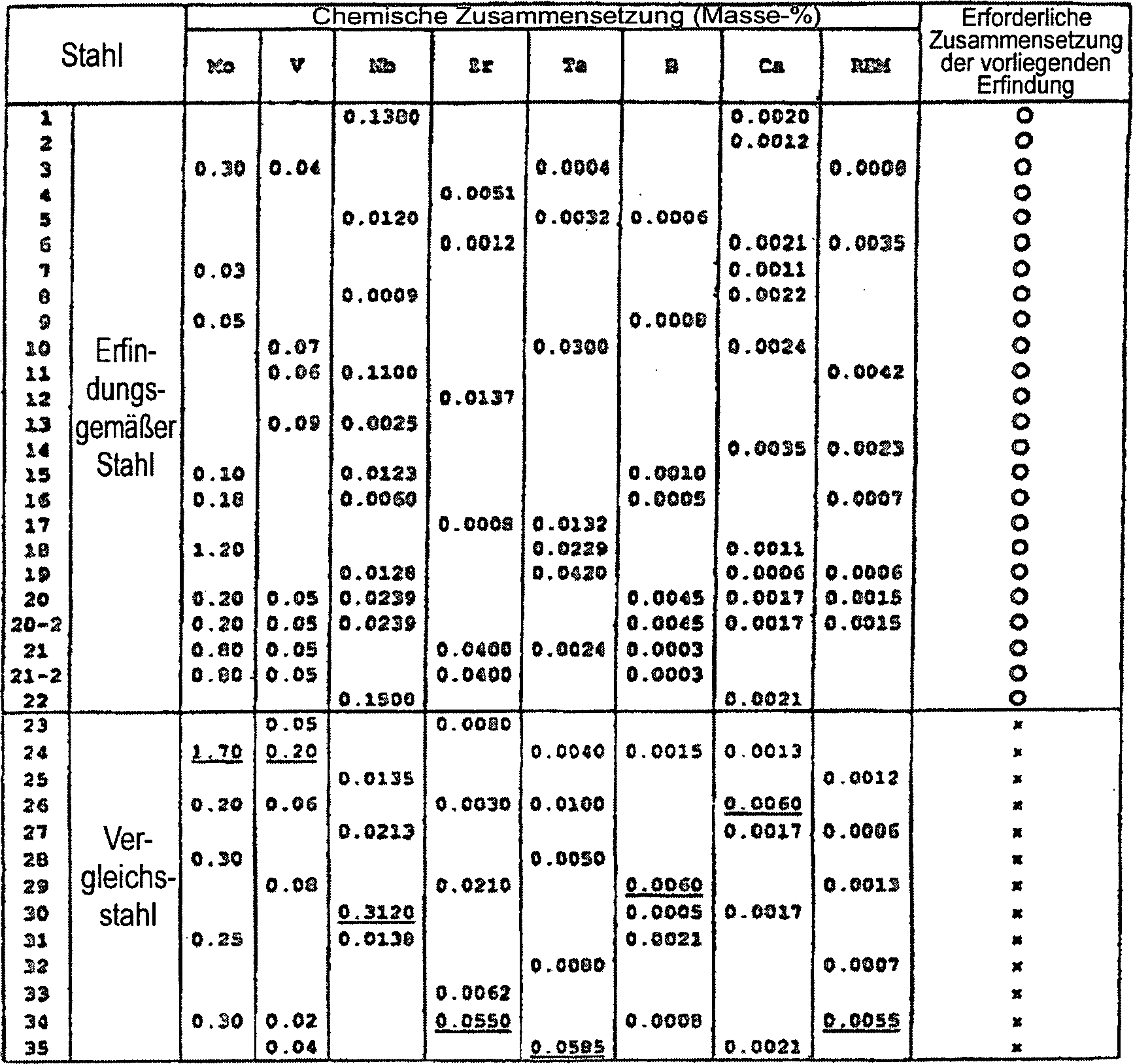
Stahlblöcke mit
den in den Tabellen 1 und 2 (Fortsetzung von Tabelle 1) dargestellten
chemischen Zusammensetzungen wurden warmgewalzt und wärmebehandelt,
um Stahlplatten zu erzeugen, und anschließend wurden die Stahlplatten
mit einem niedrigen Schweißwärmeeintrag
von 1,7 kJ/mm, einem hohen Schweißwärmeeintrag von 20 kJ/mm und
einem ultrahohen Schweißwärmeeintrag
von 150 kJ/mm geschweißt.
Dann wurden die Größen vormaliger γ-Körner in
Wärmeeinflußzonen unter Anwendung
des vorstehend erwähnten
Schneidverfahrens gemessen, und die Anfälligkeit der WEZ-Zähigkeit
(Probestücke
wurden vom Bereich der gröbsten
Körner
genommen) bezüglich
der Wärmeeinträge wurde
durch den Kerbschlagbiegeversuch nach Charpy bewertet. Die Ergebnisse
sind in Tabelle 3 dargestellt.
-
Der
Wert für ΔvEo in Tabelle
3 wird durch Berechnen der Differenz der im Kerbschlagbiegeversuch nach
Charpy absorbierten Energie zwischen den Fällen des niedrigen Wärmeeintrags
(1,7 kJ/mm) und des ultrahohen Wärmeeintrags
(150 kJ/mm) erhalten, d.h. [Zähigkeit
im Fall eines niedrigen Wärmeeintrags:
vEo (j)] – [Zähigkeit
im Fall eines ultrahohen Wärmeeintrags:
vEo (j)], wobei jede absorbierte Energie einen Mittelwert der durch
die Messung von drei Probestücken
bei 0°C
erhaltenen Werte darstellt.
-
λ1 und λ2 stellen
mittlere Partikelabstände
von Oxiden dar, wobei diese Werte basierend auf zehn Fotos berechnet
wurden, die durch ein Elektronenmikroskop bei einer 1000-fachen Vergrößerung für λ1 und einer 100000-fachen
Vergrößerung für λ2 aufgenommen
wurden.
-
Tabelle
1 (Fortsetzung in Tabelle 2)
-
Tabelle
2 (Fortsetzung von Tabelle 1)
-
-
- d1: Größe vormaliger γ-Körner bei
einem Wärmeeintrag
von 1,7 kJ/mm;
- d2: Größe vormaliger γ-Körner bei
einem Wärmeeintrag
von 20,0 kJ/mm;
- d3: Größe vormaliger γ-Körner bei
einem Wärmeeintrag
von 150,0 kJ/mm (beachte, daß d3
für den
Stahl 20-2 die Größe vormaliger γ-Körner bei
einem Wärmeeintrag
von 60,0 kJ/mm darstellt);
- λ1:
mittlerer Partikelabstand von Mg-haltigen Oxiden (0,2 bis 5,0 μm);
- λ2:
mittlerer Partikelabstand von Mg-haltigen Oxiden (0,005 bis 0,2 μm);
- vEo (kgf·m):
durch Kerbschlagbiegeversuch nach Charpy absorbierte Energie bei
0°C bei
einem Wärmeeintrag
von 1,7 kJ/mm;
- ΔEo
(kgf·m):
[durch Kerbschlagbiegeversuch nach Charpy absorbierte Energie bei
einem Wärmeeintrag
von 1,7 kJ/mm]-[durch
Kerbschlagbiegeversuch nach Charpy absorbierte Energie bei einem
Wärmeeintrag
von 150 kJ/mm (oder 60,0 kJ/mm)].
-
Die
Stähle
1 bis 22 stellen erfindungsgemäße Beispiele
dar. Anhand von Tabelle 3 ist ersichtlich, daß die Größe vormaliger γ-Körner dieser
erfindungsgemäßen Stähle im weiten
Wärmeeintragbereich
von einem geringen Wärmeeintrag
bis zu einem ultrahohen Wärmeeintrag
maximal 200 μm
beträgt.
Obwohl die Stähle 20-2
und 21-2 nahezu die gleiche chemische Zusammensetzung haben wie
die Stähle
20 bzw. 21, sind die Reduktionsbedingungen verschieden und die Mg-Anteile
geringfügig
verschieden. Obwohl λ1
für den
Stahl 20-2 und λ2
für den
Stahl 21-2 außerhalb
des erfindungsgemäß spezifizierten
Bereichs liegen, wird auch in diesen Fällen beobachtet, daß die Korngröße des Stahls
20-2 sich kaum ändert,
so daß die
Korngröße des Stahls
21-2 bei einem Wärmeeintrag
von 60,0 kJ/mm maximal 200 μm
beträgt.
Außerdem
ist die durch den Kerbschlagbiegeversuch nach Charpy absorbierte
Energie für
alle erfindungsgemäßen Stähle größer als
10 kgf·m,
so daß die
vorstehend erwähnten
erfindungsgemäßen Stähle eine
hohe Zähigkeit
aufweisen.
-
Außerdem beträgt die Differenz
der durch den Kerbschlagbiegeversuch nach Charpy absorbierten Energie
zwischen dem geringen Wärmeeintrag
und dem ultrahohen Wärmeeintrag
höchstens
nur 4 kgf·m,
d.h. daß sich
die WEZ-Zähigkeit
innerhalb eines weiten Wärmeeintragbereichs
nicht ändert.
-
Es
treten Fälle
auf, in denen die vorstehend erwähnten
Differenzwerte der durch den Kerbschlagbiegeversuch nach Charpy
absorbierten Energie negativ sind, was bedeutet, daß die Zähigkeit
trotz der Tatsache verbessert ist, daß die Größe vormaliger γ-Körner groß wird.
Dies ergibt sich aus der Tatsache, daß das intragranulare Transformationsvermögen Mg-haltiger
Oxide erfindungsgemäß extrem
groß ist.
-
Die
Stähle
23 bis 35 stellen Vergleichsstähle
dar, die unter anderen Bedingungen als die erfindungsgemäß spezifizierten
hergestellt wurden. Insbesondere stellen die Vergleichsstähle 23,
24, 25, 26, 27, 29, 30, 33, 34 und 35 Stähle dar, in denen mindestens
eine der Basiskomponenten oder der selektiven Elemente in einer
Menge hinzugefügt
ist, die außerhalb
des erfindungsgemäß spezifizierten
Zusammensetzungsbereichs liegt.
-
In
den vorstehend erwähnten
Vergleichsstählen
sind, obwohl die mittleren Kornabstände von Oxiden, die einen wichtigen
Faktor der vorliegenden Erfindung darstellen, die erfindungsgemäßen Anforderungen
im wesentlichen erfüllen,
Elemente, die die Zähigkeit
vermindern, in einer übermäßigen Menge
hinzugefügt,
was zu einer Beschleunigung der Verminderung der WEZ-Zähigkeit
führt,
wenn die Stähle
mit geringem Wärmeeintrag
und ultrahohem Wärmeeintrag
geschweißt
werden.
-
Die
Vergleichsstähle
28 und 31 sind Stähle,
bei denen die Al- und Ti-Menge niedriger ist als ihre erfindungsgemäß spezifizierten
unteren Grenzwerte. In diesen Fällen
werden die vormaligen γ-Körner mit
zunehmendem Wärmeeintrag
gröber,
so daß beide
Vergleichsstähle
eine schlechte Zähigkeit
aufweisen.
-
Dem
Vergleichsstahl 32 wurde kein Mg hinzugefügt, und der Stahl hat bei einem
geringen Wärmeeintrag
eine gute Zähigkeit.
Bei einem ultrahohen Wärmeeintrag
nimmt die Zähigkeit
des Stahls jedoch erheblich ab, so daß der Stahl eine große Differenz
in der durch den Kerbschlagbiegeversuch nach Charpy absorbierten Energie
von 10,3 kgf·m
aufweist.
-
Alle
vorstehend erwähnten
Vergleichsstähle
haben eine geringe WEZ-Zähigkeit,
und außerdem
nimmt die WEZ-Zähigkeit
weiter ab, wenn der Wärmeeintrag
hoch wird.
-
Die
Vergleichsstähle
33 und 34 weisen viele feine Oxide auf, so daß sie eine wesentlich schlechtere Zähigkeit
besitzen, obwohl die vormaligen γ-Körner im
Vergleich zu den anderen Fällen
ausreichend klein sind.
-
Der
Grund dafür
besteht darin, daß aufgrund
der Zugabe einer übermäßigen Mg-
oder O-Menge hauptsächlich
grobe Partikel mit einer Größe von 5 μm oder mehr
erzeugt werden, so daß Sprödbruch beschleunigt
wird.
-
Die
Vergleichsstähle
36 und 27 sind Stähle,
deren chemische Zusammensetzungen die gleichen sind wie in den erfindungsgemäßen Stählen 1 bzw.
2, wobei die Mengen des im geschmolzenen Stahl gelösten Sauerstoffs
jedoch größer sind
als 50 ppm, wenn die vorgeschriebenen Mg-Mengen in der Endstufe
hinzugegeben werden.
-
In
den Vergleichsstählen
36 und 37 werden nicht genügend
ultrafeine Oxide erzeugt, so daß eine
Vergröberung
vor maliger γ-Körner und
eine wesentliche Verschlechterung der Zähigkeit auftreten.
-
Gewerbliche Anwendbarkeit
-
Gemäß den erfindungsgemäß spezifizierten
chemischen Zusammensetzungen und dem erfindungsgemäßen Herstellungsverfahren
kann das Wachstum vormaliger γ-Körner in
Wärmeeinflußzonen unabhängig vom
Wärmeeintrag
unterdrückt
werden, indem entweder eine vorgeschriebene Menge Mg hinzugegeben
wird, nachdem Ti hinzugegeben wurde, oder indem eine vorgeschriebene
Menge Mg hinzugegeben wird, nachdem Ti und Mg gleichzeitig hinzugegeben
wurden.
-
Erfindungsgemäß kann die
WEZ-Zähigkeit
durch den Unterdrückungseffekt über einen
breiten Wärmeeintragbereich
erhöht
werden.
-
Dadurch
wird in verschiedenen technischen Gebieten, z.B. in Offshore-Strukturen,
in Pipelines zum Transportieren von Erdgas oder Rohöl, für Architekturzwecke,
im Schiffsbau, im Brückenbau
und für
Konstruktionseinrichtungen, die Sicherheit bezüglich der Vermeidung von Sprödbruch geschweißter Strukturen
wesentlich verbessert.
-
Die
vorliegende Erfindung kann daher wesentlich zur Entwicklung verschiedener
industrieller Techniken beitragen.