-
Die Erfindung betrifft eine Vorrichtung zum Zusammensetzen von Furnierstreifen zu einem Flächengebilde, umfassend: Transportmittel zum Transport von an ihren seitlichen Stoßkanten zu verklebenden Furnierstreifen, eine obere Andrückvorrichtung zum Andrücken der Furnierstreifen im Transport mit zwei gleichläufig rotierenden, durch den Transport der Furnierstreifen angetriebenen oberen Gegendruckrollen; und eine zumindest eine Stoßkante mit Klebemittel beschichtende Auftragsvorrichtung.
-
Der Stand der Technik, beispielsweise die
DE 89 03 793 U1 , beschreibt eine Vorrichtung zum Zusammensetzen von Furnieren mit mehreren auf einer Achse angeordneten Transportrollen und zumindest einer parallel zu dieser angeordneten Gegendruckwalze, einer Heizeinrichtung und einer Presseinrichtung. Die
DE 100 11 207 A1 wiederum betrifft ein Verfahren sowie eine Vorrichtung zum Querverleimen von Furnierstreifen zu einem stumpfverleimten Furnierteppich. Darin sind Sensoreinheiten vorgesehen, um mittels mehrerer Transportbänder eine Vorderkante bzw. eine Hinterkante eines Furnierstreifens bzw. des Furnierteppichs so auszurichten, dass diese Kante sich exakt in einer Mittellinie einer Heizzone befindet. Nach einem weiteren Beispiel aus dem Stand der Technik sind in der
DE 33 04 315 A1 die Furnierstoßkanten zusammenziehende Transportmittel in Form von sich gegenläufig um einer Vertikalachse drehenden Diskusscheiben beschrieben.
-
Es ist daher eine zentrale Aufgabe der Erfindung, eine Vorrichtung zum Zusammensetzen von Furnierstreifen der eingangs genannten Art bereitzustellen, welche flexibel in der Lage ist, unterschiedlich bemaßte Furnierstreifen, zu einem einheitlichen, gleichmäßigen Flächengebilde mit hohen Qualitätseigenschaften, insbesondere hinsichtlich dessen Oberfläche, zuverlässig zusammenzusetzen.
-
Zum einen ergibt sich damit die technische Aufgabe einer idealerweise flexiblen Adjustierbarkeit der Vorrichtung pro Chargenwechsel, also bei zueinander, innerhalb tolerierbarer Schwankungsbreiten, gleich bemaßten Furnierstreifen. Zum anderen ergibt sich insbesondere im Falle von unterschiedlichen Maßen innerhalb einer Verarbeitungscharge, also bei unterschiedlichen Furnierhöhen, d. h. Furnierdicken, von zwei gleichmäßig gegeneinander zu fügenden Furnierstreifen das sogar noch deutlich komplexere technische Problem eines Höhenversatzes im Transport- und Verarbeitungsprozess selber.
-
Im Rahmen der vorliegenden Erfindung soll der Begriff Höhenversatz einen Versatz um ein Längenmaß quer zur Transportrichtung der Furnierstreifen und insbesondere in vertikaler Richtung bezeichnen.
-
Zusätzlich oder alternativ kann sich somit die technische Aufgabe eines zu realisierenden Höhenversatzes der Furnierstreifen nicht nur aus im Material, sondern auch aus in der Vorrichtung selber bedingten Gründen ergeben. Beispielsweise kann sich ein Höhenversatz innerhalb der Leimangabezone mit der Auftragsvorrichtung, insbesondere mit einer rotierenden Leimtauchscheibe, konstruktionstechnisch und im Sinne einer günstigeren baulichen Anordnung als sehr vorteilhaft erweisen. Also selbst bei gleichem Dickenmaß der Furnierstreifen kann eine relevante technische Weiterentwicklung darin liegen, diese in der Leimangabezone sowie gegebenenfalls ferner noch in den vor- und/oder nachgeordneten Zonen mit einem Höhenversatz durch die Vorrichtung zu führen.
-
Dabei wirkt sich ein Höhenversatz grundsätzlich in unterschiedlichen Bereichen und Transportabschnitten einer derartigen Vorrichtung aus, insbesondere als Höhenversatz oben im Bereich der oberen Andrückvorrichtung sowie als Höhenversatz unten im Bereich der Transportmittel beziehungsweise Auftragsvorrichtung.
-
Die Lösung dieser Aufgaben erfolgt durch den unabhängigen Anspruch. Die abhängigen Ansprüche haben jeweils vorteilhafte Ausgestaltungen der Erfindung zum Gegenstand.
-
Somit wird die Aufgabe gelöst durch eine erfindungsgemäße Vorrichtung und ein zugehöriges Verfahren zum Zusammensetzen von Furnierstreifen zu einem Flächengebilde als hergestelltem Produkt. Dazu umfasst die erfindungsgemäße Vorrichtung (i) Transportmittel zum Transport von an ihren seitlichen Stoßkanten zu verklebenden Furnierstreifen in einer Längstransportrichtung, (ii) eine obere Andrückvorrichtung zum Andrücken der Furnierstreifen im Transport, (iii) und eine, in der Längstransportrichtung dem Transportmittel nachgeordnete, zumindest eine Stoßkante mit Klebemittel beschichtende Auftragsvorrichtung. Dabei ist die erfindungsgemäße Vorrichtung hinsichtlich ihrer oberen Andrückvorrichtung zum Andrücken der Furnierstreifen im Transport mit zwei, den Transportmitteln zugeordneten, gleichläufig um jeweilige Rotationsachsen rotierenden, durch den Transport der Furnierstreifen angetriebenen oberen Gegendruckrollen und einer die Gegendruckrollen verbindenden Ausgleichskupplung ausgeführt. Ferner sind erfindungsgemäß dabei die Rotationsachsen der zwei oberen Gegendruckrollen mittels der Ausgleichskupplung orthogonal zur Längstransportrichtung zueinander parallel um einen Rotationsachsenabstand versetzbar.
-
Gegenüber dem Stand der Technik bietet die vorliegende Erfindung einen Herstellprozess für Furnierteppiche mit einem Höhenversatz, welcher zudem hinsichtlich der Transportgeschwindigkeiten, der Verbesserung der Produktqualität, der Verringerung von Betriebsstillstandszeiten aufgrund von Störungen optimiert ist. Dazu bietet die vorliegende Erfindung besondere Vorteile durch Bewältigung der technischen Hürden von aus zueinander im Widerspruch stehenden produktionstechnischen Notwendigkeiten: Einerseits eine vorteilhafte Lösung zur Umsetzung der technischen Erfordernisses, die als Holz- und/oder Thermoplast- und/oder Verbundwerkstoff ”in sich arbeitenden” und somit in ihrer Maßhaltung variierenden Furnierstreifen genau und präzise in der Herstellmaschine zu führen, so dass deren geleimte seitlichen Stoßkanten sich zu einer möglichst planen Oberfläche zusammenfügen. Ferner bietet der Herstellprozess mit der erfindungsgemäßen Vorrichtung den Vorteil von betriebswirtschaftlich interessanten, also ausreichend schnellen Transportgeschwindigkeiten. Und andererseits können die in ihrer Oberfläche sehr empfindlichen Furnierstreifen mit einem gewissen Spiel durch die erfindungsgemäße Vorrichtung zum Zusammensetzen von Furnierstreifen geführt werden, derart dass durch die mechanischen Transportführungselemente, wie insbesondere durch die oberen mitlaufenden Gegendruckrollen, es zu keinem Verkratzen und zu keiner Verletzung der empfindlichen Furnieroberfläche kommen kann. Damit werden erfindungsgemäß potentielle Produktionsfehler, welche sonst beim Verbraucher als erhebliche Qualitätsmängel wahrgenommen werden, effektiv und vorteilhaft vermieden.
-
Die erfindungsgemäße Vorrichtung bietet als einen maßgeblichen Vorteil den einer außerordentlichen Flexibilität gegenüber herkömmlichen Vorrichtungen. So sind letztere zwar häufig hinsichtlich Durchsätzen und Störungsfreiheit optimiert, jedoch unter Inkaufnahme einer erheblich reduzierten Flexibilität und mit Einschränkung des Verwendungsbereiches auf häufig benutzte Standardmaße von Furnierstreifen. So können herkömmliche Vorrichtungen zum Zusammensetzen von Furnierstreifen auf andere Furnierstreifenformate, insbesondere auf von meistverwendeten Furnierdicken abweichende, entweder gar nicht oder nur bedingt durch sehr aufwendige Formatsatzwechsel mit dadurch bedingten langen Rüst- und Anfahrzeiten sowie unter Einsatz weiterer Investitionskosten für weitere Formatwerkzeuge angepaßt werden. Mit der vorliegenden Erfindung werden diese Nachteile ausgeräumt.
-
Dabei bietet die erfindungsgemäße Vorrichtung den Vorteil, auch bei einem Höhenversatz die Transportgeschwindigkeiten der zu verleimenden Furnierstreifen im absoluten Gleichlauf zueinander zu fahren, damit die Relativgeschwindigkeit an den Nahtstellen gegen Null geht. Die vorliegende Erfindung gewährleistet deshalb in vorteilhafter Weise einen Gleichlauf der oberen Gegendruckrollen mit identischen Drehzahlen, nämlich durch eine Ausgleichskupplung mit parallel versetzten Rotationsachsen.
-
Dies ist nicht nur aus Sicht des fertigen Endprodukts eines zumindest an seiner Oberseite ebenmäßig planen Furnierteppichs erforderlich, sondern auch aufgrund des Erfordernisses eines vollkommen gleichmäßig zu gewährleistenden Transports im Herstellungsprozess. Denn ansonsten kann es zu durch Verkantungen oder Verhakungen der Furnierstreifen verursachten Betriebsstörungen und/oder Ausschußware kommen.
-
Dabei vermeidet die erfindungsgemäße Vorrichtung in vorteilhafter Weise Punktbelastungen der Furnierstreifen, was hinsichtlich einer unversehrten Furnierteppichoberfläche günstigerweise zuverlässig zu vermeiden ist. Insbesondere an diesem Nachteil leiden jedoch herkömmliche Vorrichtungen mit beispielsweise spezifisch geformten Gegendruckrollen, welche zwangsläufig zu Berührungen an definierten Stellen und damit zu einem erhöhten mechanischen Stress führen.
-
Eine bevorzugte Ausgestaltung zur Gewährleistung des vorteilhaften Gleichlaufs sieht hierbei vor, dass die Ausgleichskupplung als formschlüssige Kupplung, vorzugsweise als Kreuzscheiben-Kupplung, insbesondere als eine Oldham-Kupplung, ausgeführt ist. Kreuzscheiben-Kupplungen sind formschlüssige, drehstarre Ausgleichskupplungen, die zur Übertragung eines Drehmoments zwischen zwei gleichlaufenden Wellen mit, im wesentlichen, parallel versetzten Rotationsachsen eingesetzt werden. Dabei umfaßt der Begriff „im wesentlichen parallel” geringfügige Beugungswinkel der Rotationsachsen zueinander, vorzugsweise kleiner 1,5°, insbesondere kleiner 0,5°, welche im Rahmen der Erfindung für einen störungsfreien Betrieb einer Kreuzscheiben-Kupplung noch tolerierbar sind.
-
Kreuzscheiben-Kupplungen besitzen einen dreiteiligen Aufbau aus jeweils zwei gleichen, als Nabenscheiben ausgeführten, äußeren Kupplungshälften mit einer dazwischen angeordneten Zwischenscheibe. Dabei sind die äußeren Kupplungshälften an den jeweiligen Wellen befestigt und die mittlere Zwischenscheibe in zwei, orthogonal zueinander stehenden, Nut-Mitnehmersteg-Verbindungen je stirnseitig zu den äußeren Kupplungshälften gelagert.
-
Dabei können grundsätzlich die Nut-Mitnehmersteg-Verbindungen seitenverkehrbar ausgeführt sein:
Und zwar können entweder die beiden Kupplungshälften stirnseitig mit senkrecht zueinander stehenden, erhaben ausgebildeten Mitnehmerstegen ausgeführt sein, welche in korrespondierende, länglich ausgebildete Nuten der Zwischenscheibe eingreifen und darin im Laufbetrieb abgleiten.
-
Oder als zweite Variante ist vice versa die mittlere Zwischenscheibe an ihren beiden Außenseiten mit senkrecht zueinander stehenden, erhaben ausgebildeten Mitnehmerstegen ausgeführt, welche in jeweilig eine korrespondierende, länglich ausgebildete Nut der stirnseitig anliegenden Kupplungshälfte eingreifen und darin abgleiten.
-
Als dritte Variante ist es auch möglich, dass die mittlere Zwischenscheibe stirnseitig an einer ersten Außenseite mit einem Mitnehmersteg, an ihrer zweiten Außenseite mit einer senkrecht dazu stehenden länglichen Nut ausgebildet sein kann. Zwecks eines entsprechenden Kupplungseingriffs ist bei dieser dritten Variante die an der ersten Außenseite stirnseitig anliegende Kupplungshälfte mit einer korrespondierenden länglichen Nut, hingegen die an der zweiten Außenseite stirnseitig anliegende Kupplungshälfte mit einem korrespondierenden Mitnehmersteg ausgebildet.
-
Im Sinne eines möglichst spielfreien Laufs sind die Nut-Mitnehmersteg-Verbindungen mit entsprechend zu wählenden Passungen auszuführen.
-
Dieses Funktionsprinzip von Kreuzscheiben-Kupplungen ermöglicht einen großzügigen parallelen Verlagerungsausgleich. Dieser geschieht verbiegungsfrei durch reine Verschiebebewegungen in den Nut-Mitnehmersteg-Verbindungen und folglich ohne ansteigende Lagerbelastungen. Weiterhin sind solche Kupplungen bequem axial steckbar, damit gut montierbar, und ermöglichen hinsichtlich ihrer Dimensionierbarkeit nahezu beliebige Kombinationen.
-
Es ist ein weiterer Vorteil der Erfindung, dass sie eine kompakte und möglichst integrale Bauweise umsetzt, indem sie eine solche von der Andrückvorrichtung umfasste Ausgleichskupplung mit einer ersten und einer zweiten Kupplungshälfte und einer mittig zwischen der ersten und der zweiten Kupplungshälfte als Kreuzschieber angeordneten Zwischenscheibe ausgestalten kann. Dazu sind vorzugsweise die erste und die zweite Kupplungshälfte bereits selber in Gestalt jeweils einer der Gegendruckrollen integral ausgeführt. Mittels einer solchen integralen Konstruktion generiert die erfindungsgemäße Vorrichtung besondere, zusätzliche Vorteile hinsichtlich einer Reduktion des Platzbedarfs sowie von Wartungserfordernissen und Fertigungskosten.
-
In Weiterverfolgung des obenstehenden Prinzips einer integralen Bauweise unter Zusammenfall je einer Kupplungshälfte mit je einer Gegendruckrolle ist es somit bevorzugt, die Zwischenscheibe auf ihren beiden planen Außenseiten mit einem jeweiligen, den Scheibenmittelpunkt durchlaufenden, länglichen und häufig mit rechteckigem Querschnitt erhaben geformten Mitnehmersteg auszuführen, welcher in einer entsprechenden, gleichfalls länglichen, Nut innenseitig von der jeweilig anliegenden Gegendruckrolle läuft. Dabei verlaufen beide Mitnehmerstege im wesentlichen orthogonal zueinander versetzt. Als zweite Variante kann es vice versa bevorzugt sein, dass die mittlere Zwischenscheibe je mit Mitnehmerstegen ausgeführt ist, welche in jeweilige Nuten der stirnseitig anliegenden Kupplungshälften eingreifen und darin abgleiten. Als dritte Variante kann es vorgesehen sein, dass die mittlere Zwischenscheibe an einer ersten Außenseite mit einem Mitnehmersteg bzw. an ihrer zweiten Außenseite mit einer Nut ausgebildet ist und die beiden jeweilig an den beiden entgegengesetzten Stirnseiten anliegenden Kupplungshälften im Sinne einer entsprechenden Nut-Mitnehmersteg-Verbindung, also die erste mit einer Nut, die zweite mit einem Mitnehmersteg.
-
Bevorzugt ist die Zwischenscheibe der Ausgleichskupplung aus einem Kunststoff ausgeführt. Ein Kunststoffmaterial der Zwischenscheibe sorgt dafür, dass solche Kupplungen noch zusätzlich eine elektrische Isolierungsfunktion bieten. Bei der Wahl des Kunststoffes greift man günstigerweise auf einen thermoplastisch und/oder spanabhebend verarbeitbaren Kunststoff, bevorzugt auf ein verschleißfestes und/oder hartes Polymer, zurück. Ein maßgeblicher Vorteil ergibt sich daraus, dass so unter Überlast und/oder nach einem gewissen Betriebsintervall lediglich die Zwischenscheibe durch Materialversagen zerspringt und einfach aus dem Bereich der Drehmomentkupplung herausfällt. Damit wird vorteilhafterweise die Kupplung instantan und vollständig unterbrochen, so dass kein weiterer mechanischer Schaden an weiteren dynamisch belasteten Bauteilen entstehen kann.
-
Vorzugsweise wird dazu als Kunststoff Polyoxymethylen (abgekürzt POM; alternativ auch genannt: Polyformaldehyd, Polyacetal oder bloß Acetal) gewählt. Solche Polyacetal-Werkstoffe sind kommerziell beispielsweise unter folgenden Handelsnamen (Herstellerfimen in Klammern) verfügbar: ”Delrin” (DuPont); „Hostaform”, „Kematal”, „Celcon” (Ticona/Celanese); „Duracon” (Polyplastics); „Kepital” (Korea Engineering Plastics); „lupital” (Mitsubishi) und „Ultraform” (BASF). Alternativ wird der Kunststoff aus einer weiteren strapazierbaren, hochtemperaturbeständigen Polymerklasse gewählt werden, nämlich als Polyetheretherketon (abgekürzt PEEK), zur Stoffgruppe der Polyaryletherketone gehörend.
-
Wie oben bereits einleitend erwähnt, ist es gegenüber den Nachteilen im Stand der Technik ein Vorteil der erfindungsgemäßen Vorrichtung zum Zusammensetzen von Furnierstreifen zu einem Flächengebilde, dass sie eine breite Flexibilität und Adjustierbarkeit ohne Formatsatzwechsel hinsichtlich unterschiedlicher, verarbeitbarer Furnierstreifendicken und hinsichtlich deren Unterschiede bzw. Höhenversatze zueinander bewerkstelligt; dies macht sich bei der oberen Andrückvorrichtung in dem zu bewerkstelligenden Rotationsachsenabstand der oberen Gegendruckrollen bemerkbar.
-
Es ist deshalb bevorzugt vorgesehen, dass der Rotationsachsenabstand mindestens 0,1 mm, weiter bevorzugt mindestens 0,5 mm, noch weiter bevorzugt mindestens 2 mm, insbesondere bevorzugt mindestens 7 mm beträgt. Dies ist jedoch nicht als limitierend für die Erfindung anzusehen, da die vorteilhafte breite Flexibilität und Adjustierbarkeit ohne Formatsatzwechsel hinsichtlich unterschiedlicher, verarbeitbarer Furnierstreifendicken auch umfasst, dass auch identische Furnierstreifendicken ohne Formatsatzwechsel verarbeitbar sind.
-
Dabei regelt sich der Rotationsachsenabstand in bevorzugten Ausführungsformen passiv gemäß den Schwankungen der Dickenmaße der Furnierstreifen, und zwar mittels eines leichten Anpressdruckes der auf den Furnierstreifen aufliegenden Gegendruckrollen, beispielsweise aufgebracht durch deren Eigengewicht und/oder mittels eines Federmechanismus.
-
Andererseits kann es in anderen Ausführungsformen bevorzugt sein, dass zur Optimierung des kontinuierlichen Betriebs der erfindungsgemäßen Vorrichtung der Rotationsachsenabstand im Betrieb auf Grundlage von erfassten Betriebsparametern und/oder von Sollkennfeldern aktiv geregelt wird. Solche Betriebsparameter umfassen typischerweise vektorielle Absolut- und Relativ-geschwindigkeiten der zu transportierenden Furnierstreifen an diversen Stationen der Vorrichtung entlang des Herstellungsprozesses, Umgebungsbedingungen wie insbesondere Temperaturen und Luftfeuchte, Prozesstemperaturen insbesondere im Bereich der Aushärtezone für den applizierten Klebstoff, rheologische Parameter des Klebstoffs, thermische Ausdehnungskoeffizienten, usw. Mittel zur Erfassung dieser Betriebsparameter umfassen alle Typen von Sonden und Sensoren, beispielsweise in einer bevorzugten Ausgestaltung der Erfindung vertikale Lichtschranken als optische Sensoren und/oder Digitalkamerasysteme zur Online-Erfassung von Transportgeschwindigkeitsvektoren sowie Qualitätsmerkmalen. Im Falle von bevorzugten Ausführungsformen eines regelungstechnisch im Anfahren und/oder im laufenden Herstellprozeß adjustierten und/oder nachjustierbaren Rotationsachsenabstandes wären zusätzlich mechatronische Mittel wie Schrittmotoren insbesondere in der Andrückvorrichtung etc. vorzusehen.
-
Wie erläutert, ist in der erfindungsgemäßen Vorrichtung den Transportmitteln zum Transport der Furnierstreifen jeweils eine Gegendruckrolle zur Kontaktierung der Oberflächen der Furnierstreifen zugeordnet. Mithilfe dieser Gegendruckrollen ist es möglich, die Furnierstreifen in einzelnen Bereichen zu klemmen bzw. selbst während ihres Transports gegenzuhalten, um damit Verbiegungen zu kompensieren.
-
Da die oberen Gegendruckrollen durch eine leicht kraftschlüssige Verbindung der unter ihnen durchtransportierten Furnierstreifen in ihre Drehbewegung versetzt werden, ist es dazu besonders vorteilhaft, wenn die Gegendruckrollen eine mit Querrillen versehene und/oder rauhe und/oder haftbeschichtete und/oder softelastische Umfangsoberfläche aufweisen.
-
Idealerweise rotieren die oberen Gegendruckrollen im Gleichlauf und weisen bei bevorzugt gleicher Umfangsbemaßung jeweilig an ihrem äußeren Radius im wesentlichen identische Umfangsgeschwindigkeiten auf. Im Rahmen der vorliegenden Erfindung ist der Begriff Gleichlauf als Verhältnisfaktor der Umfangsgeschwindigkeiten zueinander aufgefasst. Es ist bevorzugt, dass für den so definierten Gleichlauf eine maximale Abweichung insbesondere von 2%, weiter bevorzugt von 0,5%, noch weiter bevorzugt von 0,1%, insbesondere bevorzugt von 0,01% eingehalten wird.
-
Gemäß einer vorteilhaften Weiterbildung umfasst die Andrückvorrichtung eine erste und eine zweite Haltelasche, angeordnet an entgegengesetzten Seiten der Ausgleichskupplung; einen ersten Exzenterbolzen, angeordnet an der ersten Haltelasche, und die erste Gegendruckrolle, drehbar gelagert auf dem ersten Exzenterbolzen; und/oder einen zweiten Exzenterbolzen, angeordnet an der zweiten Haltelasche, und die zweite Gegendruckrolle, drehbar gelagert auf dem zweiten Exzenterbolzen.
-
Bei der vorliegenden Erfindung beinhaltet eine bevorzugte Variante, dass die Transportmittel in einer in Längstransportrichtung vorne angeordneten Einzugszone der Vorrichtung als die Furnierstreifen zusammenziehende Transportmittel, vorzugsweise als gegenläufig drehende Diskusscheiben, ausgeführt sind.
-
In der Leimangabezone wird zumindest eine seitliche Stoßkante eines Furnierstreifens mittels einer Auftragsvorrichtung, vorzugsweise ausgeführt durch eine schräg angestellte, rotierende Leimtauchscheibe, mit einem Klebemittel versehen.
-
Dazu ist es im herkömmlichen Stand der Technik noch notwendig, die an der Auftragsvorrichtung vorbei transportierten Abschnitte der gegen die zu beleimenden Furnierstreifen zu fügenden Furnierstreifen phasenweise hochzuwölben. Diese temporäre Hochwölbung erfolgt in, die Leimangabezone betreffenden, Ausführungen von herkömmlichen Vorrichtungen aus dem Grunde, dass die seitlichen Stoßkanten der zu beleimenden Furnierstreifen phasenweise freigelegt sein müssen, um von der Auftragsvorrichtung, insbesondere der Leimtauchscheibe, seitlich benetzt werden zu können.
-
Dahingegen ermöglicht die vorliegende Erfindung, durch den gezielt einstellbaren Höhenversatz unten, nämlich der beiden gegeneinander zu fügenden Furnierstreifen um einen Auflagenflächenabstand, eine plane Durchführung durch die erfindungsgemäße Vorrichtung zum Zusammensetzen von Furnierstreifen. Damit gelingt es gegenüber dem Stand der Technik, eine den Transport störende, nämlich nicht-plane, Durchführung der Furnierstreifen durch die Vorrichtung vollständig und sehr vorteilhaft zu vermeiden. Damit werden zum einen erhebliche Vorteile hinsichtlich Unversehrtheit der Furnierstreifenoberflächen und damit der Qualität des Endproduktes generiert. Zum anderen ergeben sich deutliche Vorteile hinsichtlich eines verbesserten, störungsfreieren Betriebsablaufes.
-
Vorzugsweise ist es deshalb vorgesehen, dass in der Einzugszone und/oder in der Leimangabezone vollständig plane Auflageflächen für die Furnierstreifen um einen Auflagenflächenabstand orthogonal zur Längstransportrichtung, zueinander parallel versetzt sind, wobei der Versatz mindestens 0,1 mm, weiter bevorzugt mindestens 0,5 mm, noch weiter bevorzugt mindestens 2 mm, insbesondere bevorzugt mindestens 7 mm beträgt.
-
Weitere Einzelheiten und Vorteile der vorliegenden Erfindung ergeben sich aus nachfolgender Beschreibung von einem bevorzugten Ausführungsbeispiel der Erfindung, welches anhand der begleitenden Zeichnungen im Detail beschrieben wird.
-
Dabei zeigen:
-
1 eine perspektivische Gesamtansicht einer erfindungsgemäßen Vorrichtung gemäß einem Ausführungsbeispiel;
-
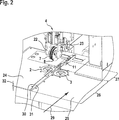
2 eine perspektivische Teilansicht der erfindungsgemäßen Vorrichtung gemäß dem Ausführungsbeispiel;
-
3 eine Vorderansicht einer Andrückvorrichtung gemäß dem Ausführungsbeispiel der erfindungsgemäßen Vorrichtung;
-
4 eine Vorderansicht eines Details der Andrückvorrichtung aus 3;
-
5 eine isometrische Ansicht einer ersten Teilbaugruppe der Andrückvorrichtung aus 3;
-
6 eine weitere Ansicht der ersten Teilbaugruppe wie in 5;
-
7 eine Vorderansicht einer zweiten Teilbaugruppe der Andrückvorrichtung gemäß dem Ausführungsbeispiel der erfindungsgemäßen Vorrichtung;
-
8 eine Seitenansicht der zweiten Teilbaugruppe wie in 7;
-
9 eine Seitenansicht der ersten Teiluntergruppe der Andrückvorrichtung, wie in 5 und 6 dargestellt.
-
1 zeigt eine perspektivische Gesamtansicht (von oben links) einer erfindungsgemäßen Vorrichtung 1 zum Zusammensetzen von Furnierstreifen. Diese teilt sich gemäß der hier gezeigten Ausführungsform in drei separate Fertigungszonen entlang einer mit einem Pfeil eingetragenen Längstransportrichtung 29 für die länglichen Furnierstreifen wie folgt auf: vorne zunächst eine Einzugszone 26, daran anschließend eine Leimangabezone 27, welcher eine Aushärtezone 28 folgt.
-
Bevorzugt und unabhängig von der Ausführungsform ist vorgesehen, dass dabei die Einzugszone 26 für die Furniersteifen als Transportabschnitt von der Vorderkante von zwei planen Auflageflächen 24, 25 bis einschließlich der weiter unten näher beschriebenen Transportmittel 2, 3 reicht. Weiter bezeichnet die Leimangabezone 27 den anschließenden Transportabschnitt mit der Auftragsvorrichtung 11, hier einer Leimtauchscheibe.
-
In der Einzugszone 26 werden die zuvor parallel zugeschnittenen Furnierstreifen in die Vorrichtung 1 eingespeist, hier dargestellt als manuelles Auflegen durch den Operator auf die links befindliche erste plane Auflagefläche 24. In diesem Beispiel der erfindungsgemäßen Vorrichtung 1 wäre vorstellbar, dass auf der rechts befindlichen planen Auflagefläche 25 bereits ein nahezu vollständig gefügter Teppich als Flächengebilde aus mehreren Furnierstreifen aufliegt, an welchen zu seiner weiteren Verbreiterung von links her kommend ein weiterer Furnierstreifen seitlich angeklebt werden soll.
-
Zu diesem Zwecke findet in der sich an die Einzugszone 26 anschließenden Leimangabezone 27 eine Benetzung mit einem Klebemittel zumindest einer seitlichen Stoßkante eines Furnierstreifens statt.
-
In der sich an die Leimangabezone 27 anschließenden Aushärtezone 28 ist die Verweilzeit ausreichend eingestellt, um eine formschlüssige Verbindung zu erzielen. Dazu können je nach Wahl des Klebstoffmittels in solchen Zonen auch Heiz- und/oder Trocknungsstationen vorgesehen sein, um beispielsweise die Abbindung und/oder Aushärtung des Klebemittels zu initiieren und/oder weiter zu befördern. Es versteht sich, dass die Aushärtezone 28 auch weitere Prozessschritte mit entsprechend ausgebildeten Stationen umfassen kann, welche nicht oder nur indirekt mit der Verklebung in Zusammenhang stehen. Beispielsweise können zusätzlich Vorrichtungen zu mechanischen und/oder chemischen Oberflächenbehandlungen und/oder zur automatischen Qualitätskontrolle und/oder zur Befeuchtung bzw. Klimatisierung vorgesehen sein.
-
2 legt unter Bezugnahme auf 1 in einer vergrößernden perspektivischen Teilansicht (von oben rechts) das Augenmerk auf die Einzugszone 26 und die Leimangabezone 27 der Vorrichtung 1.
-
Im unteren Bereich der 2 sind nun die Mittel der Einzugszone 26 gut erkennbar, insbesondere die Transportmittel 2, 3. Diese sind hier als horizontal, d. h. als um jeweilige Vertikalachsen orthogonal zur Längstransportrichtung 29, gegenläufig drehende Diskusscheiben ausgeführt. Sobald die beiden gegeneinander zu fügenden Furnierstreifen in den Bereich der Transportmittel 2, 3 in Form der Diskusscheiben auf der ersten bzw. auf der zweiten planen Auflagefläche 24, 25 vorgeschoben sind, werden sie an ihren jeweiligen unteren Oberflächenseiten von den in die planen Auflageflächen 24, 25 eingesenkten, sich gegenläufig drehenden Diskusscheiben formschlüssig mit Reibungsschluß erfasst und somit aufgrund der jeweilig anliegenden gegenläufigen Drehmomente gegeneinander zusammengezogen. Damit kommen die Furnierstreifen mit ihrer jeweils innenseitigen Stoßkante zum Anliegen gegen Führungsschienen in Form einer ersten und zweiten Anlagefläche 30, 31, hier ausgeführt als hochstehend montierte, längliche Kantblechstreifen längs zur Längstransportrichtung 29.
-
Im oberen Bereich der 2 ist eine in dieser bevorzugten Ausführungsform von oben her angeordnete Andrückvorrichtung 4 dargestellt: Diese verhindert im Zusammenspiel mit den unteren Transportmitteln 2, 3 einen Verzug und/oder ein Verschieben und/oder ein Herausspringen der durchgeförderten Furnierstreifen, indem zwei auf ihnen je freibeweglich abrollende, also hier nicht mit einem etwaigen Antrieb versehene, obere Gegendruckrollen 7, 8 einen moderaten Gegendruck aufbringen. Letztere sind durch zwei, von entgegengesetzten Seiten je angreifenden, Haltelaschen 22, 23 befestigt.
-
Während weitere Details der Andrückvorrichtung 4 in den darauffolgenden 5 bis 9 beschrieben werden, wird bereits an dieser Stelle darauf hingewiesen, dass in dieser 2 der Höhenversatz oben der beiden ansonsten gleich ausgeführten Gegendruckrollen 7, 8 relativ zueinander gut erkennbar ist. Dieser korrespondiert zu einem Höhenversatz unten als Auflagenflächenabstand 32 der beiden darunter dargestellten planen Auflageflächen 24, 25 zueinander. Größenordnungsmäßig liegt der Höhenversatz unten als Auflagenflächenabstand 32 etwa in typischer Höhe eines Furnierstreifens.
-
Innerhalb der hinter der Einzugszone 26 angeordneten Leimangabezone 27 ist die Auftragsvorrichtung 11, welche unterhalb der ersten planen Auflagefläche 24 angeordnet ist, teilweise erkennbar. Diese ist gemäß dieser bevorzugten Ausführungsform ausgeführt als Leimtauchscheibe, welche von links unten her kommend die links befindliche seitliche Stoßkante eines auf der zweiten planen Auflagefläche 25 aufliegenden (nicht dargestellten) Furnierstreifens mit Klebemittel benetzt. Dazu dreht sich die Leimtauchscheibe mit schräger Anstellung aus einem nicht dargestellten Leimtauchbecken laufend nach oben heraus, um das so mitgenommene Klebemittel an die zu beleimende seitliche Stoßkante des Furnierstreifen aufzutragen.
-
Die 3 und 4 zeigen eine Vorderansicht der Andrückvorrichtung 4 mit den zwei gleichläufigen oberen Gegendruckrollen 7, 8 mit einem Höhenversatz oben in Form eines Rotationsachsenabstandes 10. Dabei stellt 3 einen Zustand vollständiger Montage dar. Dahingegen veranschaulicht 4 einen Zustand ohne Montage der zwei Gegendruckrollen 7, 8, jedoch mit montierten Kugellagern 41, 42; auf der linken Bildseite ist ein Zustand gezeigt im gedachtem Demontagefortschritt ohne eine erste Haltelasche 22 sowie ohne einen ersten Exzenterbolzen 20 mit einem ersten Exzenterbolzenlagerstift 37.
-
Diese Darstellung veranschaulicht anhand dieser bevorzugten Ausführungsform einen zentralen Erfindungsgedanken der vorliegenden Erfindung: Denn ihr ist gut entnehmbar, dass die erste und zweite Gegendruckrolle 7, 8 jeweils um ihre erste und zweite Rotationsachse 5, 6 in gleichläufiger Richtung rotieren, wobei letztere zueinander parallel versetzt den Rotationsachsenabstand 10 ausbilden. Dabei ist die erste Gegendruckrolle 7 mit der zweiten Gegendruckrolle 8 durch eine gemäß dieser Ausführungsform als Oldham-Kupplung ausgebildete Ausgleichskupplung 9 drehstarr verbunden. Somit ist gleichzeitig zur Realisierung des gewünschten Rotationsachsenabstandes 10 der für die Funktion ebenfalls wesentliche Gleichlauf der beiden Gegendruckrollen 7, 8 mit selber Drehzahl aufgrund der drehstarren Kupplungseigenschaften gewährleistet.
-
Ferner ist aus dieser Darstellung gemäß der hier gezeigten bevorzugten Ausführungsform die kompakte und integrale Bauweise als bevorzugter Erfindungsgedanke aus dem Zusammenfallen jeweils einer (ersten bzw. zweiten) Kupplungshälfte mit einer (ersten bzw. zweiten) Gegendruckrolle 7 bzw. 8 zu einem je einzigen integralen Bauteil nachzuvollziehen: Die Ausgleichskupplung 9 ist durch einen dreiteiligen Aufbau gekennzeichnet: (i) eine erste Kupplungshälfte, bevorzugt integral ausgeführt in Form der ersten Gegendruckrolle 7; (ii) eine zweite Kupplungshälfte bevorzugt integral ausgeführt in Form der zweiten Gegendruckrolle 8; und (iii) eine mittig zwischen der ersten und der zweiten Kupplungshälfte als Kreuzschieber angeordnete Zwischenscheibe 12. Dabei ist die erste Gegendruckrolle 7 mittels des ersten Kugellagers 41 drehbar gelagert und die zweite Gegendruckrolle 8 mittels des zweiten Kugellagers 42. In allgemeiner Betrachtung werden hier vorzugsweise Wälz- oder Gleitlager verwendet.
-
Ferner ist der 3 besonders gut zu entnehmen, wie die obere Andrückvorrichtung 4 angeordnet ist. Hierzu sind an den entgegengesetzten Seiten der Ausgleichskupplung 9 die erste Haltelasche 22 und eine zweite Haltelasche 23 angeordnet.
-
Linksseitig in 3 dargestellt, ist der erste Exzenterbolzen 20 an einem ersten Haltemittelpunkt 33 der ersten Haltelasche 22, beispielsweise hier als eine Rundbohrung ausgeführt, angeordnet, und zwar mittels eines form- und/oder kraftschlüssigen und zerstörungsfrei lösbaren ersten Verbindungselementes 35, letzteres hier versinnbildlicht in Form einer von außen durchgesteckten Exzenterbolzenhalteschraube. Die erste Gegendruckrolle 7 ist an ihrer außenseitigen, hier linken, Stirnseite um die erste Rotationsachse 5 drehbar gelagert auf dem ersten Exzenterbolzenlagerstift 37 des ersten Exzenterbolzens 20.
-
Rechtsseitig in 3 dargestellt, ist ein zweiter Exzenterbolzen 21 an einem zweiten Haltemittelpunkt 34 der zweiten Haltelasche 23 angeordnet, und zwar mittels eines zweiten Verbindungselementes 36. Die zweite Gegendruckrolle 8 ist an ihrer außenseitigen, hier rechten, Stirnseite um ihre zweite Rotationsachse 6 drehbar gelagert auf einem zweiten Exzenterbolzenlagerstift 38 des zweiten Exzenterbolzens 21.
-
Die 5 und 6 zeigen eine isometrische Ansicht der Ausgleichskupplung 9 als einer ersten Teilbaugruppe der Andrückvorrichtung 4 aus 3 bzw. 4. Während auf die vorstehende Beschreibung zu den 3 und 4 ausdrücklich Bezug genommen wird, veranschaulicht doch diese Darstellung besonders gut die integral gestaltete Bauweise gemäß der bevorzugten Ausführungsform der vorliegenden Erfindung: Dabei zeigt 5 einen Zustand vollständiger Montage und 6 einen Zustand ohne Montage der ersten Gegendruckrolle 7 und deren erstem Kugellager 41.
-
Gemäß der bevorzugten Ausführungsform ist die, wie erwähnt, mittig dazwischen angeordnete Zwischenscheibe 12 als Kreuzschieber ausgeführt. Dazu bildet sie an ihren beiden entgegengesetzten, stirnseitigen planen Außenseiten 13, 14 längliche Erhebungen mit rechteckigem Querschnitt zu Mitnehmerstegen 15, 16 aus. Diese Mitnehmerstege 15, 16 stehen in der geometrischen Mittelpunktachse der Zwischenscheibe 12 senkrecht zueinander. Dabei greift einerseits der erste Mitnehmersteg 15 in eine korrespondierende, länglich ausgebildete erste Nut 17 der stirnseitig anliegenden, als erste Gegendruckrolle 7 ausgeführten Kupplungshälfte ein und kann in ihr abgleiten. Andererseits greift der zweite Mitnehmersteg 16 in eine korrespondierende, länglich ausgebildete zweite Nut 18 der stirnseitig anliegenden, als zweite Gegendruckrolle 8 ausgeführten, Kupplungshälfte ein und kann seinerseits in ihr abgleiten. Dies ermöglicht einen parallelen Verlagerungsausgleich der Gegendruckrollen 7, 8 durch reine Verschiebebewegungen in den Nut-Mitnehmersteg-Verbindungen, nämlich einerseits des ersten Mitnehmersteges 15 zu der ersten Nut 17 der ersten Gegendruckrolle 7 bzw. andererseits des zweiten Mitnehmersteges 16 zu der zweiten Nut 18 der zweiten Gegendruckrolle 8, wie es sich im versetzbaren Rotationsachsenabstand 10 bemisst.
-
In 7 sieht man eine Vorderansicht der weiteren Teilbaugruppe der Andrückvorrichtung 4, wie beispielsweise links in der 3 dargestellt. Zu differenzieren sind, in dieser aus der sonstigen Anordnung herausgelösten, jedoch ansonsten positionstreuen Darstellung, folgende drei Bauteile: die erste Haltelasche 22, der erste Exzenterbolzen 20 und das erste Verbindungselement 35.
-
In der zu 7 direkt korrespondierenden Projektion der 8 ist in einer Seitenansicht von rechts die Positionierung des ersten Exzenterbolzens 20 relativ zum ersten Exzenterbolzenlagerstift 37 zu entnehmen: Denn im Vergleich der Lagen der beiden Mittelpunkte ergibt sich eine, zerstörungsfrei lösbare, exzentrische Anordnung: Zum einen legt die Position des ersten Verbindungselementes 35 durch den ersten Haltemittelpunkt 33 den Mittelpunkt des ersten Exzenterbolzens 20 fest. Zum anderen bestimmt der Mittelpunkt des ersten Exzenterbolzenlagerstiftes 37 die zentrale Drehachse des (hierin nicht abgebildeten) ersten Kugellagers 41 der ersten Gegendruckrolle 7, so dass sie mit der ersten Rotationsache 5 zusammenfällt.
-
Durch diese Exzentrizität der hier dargestellten Anordnung ist auf einfache und robuste Bauweise erreicht, dass die erste Rotationsachse 5 der ersten Gegendruckrolle 7 orthogonal zur Längstransportrichtung 29 versetzbar ist, indem im dazu zerstörungsfrei gelösten Zustand des ersten Verbindungselementes 35 der erste Exzenterbolzen 20 in einem beliebigen Drehwinkel um den ersten Haltemittelpunkt 33 ausgelenkt und damit der erste Exzenterbolzenlagerstift 37 in eine andere Position (hier auf der Vertikalachse) gebracht werden kann.
-
In Analogie trifft dies gleichermaßen auf die Anordnung auf der entgegengesetzten Seite zu, also hinsichtlich der Positionierung des zweiten Exzenterbolzens 21 relativ zum zweiten Exzenterbolzenlagerstift 38 und der Versetzbarkeit der zweiten Rotationsachse 6 der zweiten Gegendruckrolle 8 zu.
-
In 9 ist eine seitliche Projektion der zuvor in den 5 und 6 mit isometrischer Perspektive gezeigten, nach Bauweise einer Oldham-Kupplung ausgeführten, Ausgleichskupplung 9 dargestellt. Dabei ist darin ein Montagezustand gezeigt ohne die erste Gegendruckrolle 7, jedoch mit vorne sichtbarem erstem Kugellager 41 sowie – in der hintersten Darstellungsebene liegend – mit zweiter Haltelasche 23. Hierzu wird auf die Beschreibung der vorherstehenden 3 bis 6 verwiesen.
-
Neben der vorstehenden schriftlichen Beschreibung der Erfindung wird zu deren ergänzender Offenbarung hiermit explizit auf die zeichnerische Darstellung der Erfindung in den 1 bis 9 Bezug genommen.
-
Bezugszeichenliste
-
- 1
- Vorrichtung
- 2
- Erstes Transportmittel
- 3
- Zweites Transportmittel
- 4
- Andrückvorrichtung
- 5
- Erste Rotationsachse der ersten Gegendruckrolle (7)
- 6
- Zweite Rotationsachse der zweiten Gegendruckrolle (8)
- 7
- Erste Gegendruckrolle
- 8
- Zweite Gegendruckrolle
- 9
- Ausgleichskupplung
- 10
- Rotationsachsenabstand
- 11
- Auftragsvorrichtung insb. Leimtauchscheibe
- 12
- Zwischenscheibe insb. Kreuzschieber
- 13
- Erste plane Außenseite der Zwischenscheibe (12)
- 14
- Zweite plane Außenseite der Zwischenscheibe (12)
- 15
- Erster Mitnehmersteg der Zwischenscheibe (12)
- 16
- Zweiter Mitnehmersteg der Zwischenscheibe (12)
- 17
- Erste Nut der ersten Gegendruckrolle (7)
- 18
- Zweite Nut der zweiten Gegendruckrolle (8)
- 20
- Erster Exzenterbolzen
- 21
- Zweiter Exzenterbolzen
- 22
- Erste Haltelasche
- 23
- Zweite Haltelasche
- 24
- Erste plane Auflagefläche
- 25
- Zweite plane Auflagefläche
- 26
- Einzugszone
- 27
- Leimangabezone
- 28
- Aushärtezone
- 29
- Längstransportrichtung
- 30
- Erste Anlagefläche
- 31
- Zweite Anlagefläche
- 32
- Auflagenflächenabstand
- 33
- Erster Haltemittelpunkt
- 34
- Zweiter Haltemittelpunkt
- 35
- Erstes Verbindungselement insb. Exzenterbolzenhalteschraube
- 36
- Zweites Verbindungselement insb. Exzenterbolzenhalteschraube
- 37
- Erster Exzenterbolzenlagerstift
- 38
- Zweiter Exzenterbolzenlagerstift
- 41
- Erstes Kugellager der ersten Gegendruckrolle (7)
- 42
- Zweites Kugellager der zweiten Gegendruckrolle (8)