-
Die Erfindung betrifft eine Vorrichtung zum Fördern von stabförmigen Artikeln der Tabak verarbeitenden Industrie mit einer umlaufenden Übergabevorrichtung, die mehrere Aufnahmen zum Aufnehmen von längsaxial geförderten Artikeln und zum Abgeben der umlaufenden Artikel an einen queraxial abfördernden Querförderer aufweist.
-
Des Weiteren betrifft die Erfindung ein Verfahren zum Fördern von stabförmigen Artikeln der Tabak verarbeitenden Industrie, wobei mehrere Aufnahmen einer umlaufenden Übergabevorrichtung jeweils mindestens einen der längsaxial geförderten Artikel nacheinander aufnehmen, die aufgenommenen Artikel von einem Aufnahmebereich zu einem Abgabebereich transportieren, und mindestens einen der transportierten Artikel jeweils nacheinander an einen queraxial abfördernden Querförderer abgeben.
-
Derartige Fördervorrichtungen und Verfahren sind insbesondere aus der Tabak verarbeitenden Industrie bekannt. So lässt sich beispielsweise dem Patentdokument
DE 41 29 672 A1 entnehmen, Zigaretten, die auf zwei getrennten Bahnen längsaxial gefördert werden, paarweise durch Aufnahmen von oben aufzunehmen, sie auf eine Ellipsenbahn abzufördern und im Bereich der kleinen Ellipsenachse bei geringer Geschwindigkeit an Aufnahmen einer Muldentrommel abzugeben, wobei die ursprünglich nebeneinander herangeförderten Zigaretten gleichzeitig an die Aufnahmen der Muldentrommel abgegeben und auf dieser hintereinander abgefördert werden. Weitere bekannte Fördervorrichtungen und/oder Verfahren zum Fördern von stabförmigen Artikeln der Tabak verarbeitenden Industrie sind aus der Patentschrift
EP 1 516 546 A1 oder aus dem Patentdokument
DE 601 05 907 T2 zu entnehmen. In den bekannten Zigarettenstrangmaschinen werden Stränge aus Tabak hergestellt. Als besonders vorteilhaft hat sich dazu die paarweise Herstellung von Tabaksträngen herausgestellt. Es ist aber auch bekannt, dass Zigarettenmaschinen dazu eingerichtet sein können, mehr als zwei Tabakstränge, beispielsweise mindestens zwei Doppelstränge gleichzeitig zu produzieren. Entsprechendes gilt für die Herstellung von Filtern sowie Filterstäben. Unter dem Begriff „stabförmige Artikel der Tabak verarbeitenden Industrie” werden verstanden: Tabakstöcke, Zigaretten, Zigarillos, Filter und/oder Filterstäbe, wobei die Artikel einfache oder mehrfache Gebrauchslänge aufweisen können.
-
Sämtliche der bekannten Vorrichtungen oder Verfahren der eingangs genannten Art sind dazu geeignet, stabförmige Artikel der Tabak verarbeitenden Industrie von einem Längsförderer an einen Querförderer zu übergeben. Die Tabakstöcke oder die Filterstäbe werden hierzu von gleichmäßig nebeneinander aus einer Zigarettenstrangmaschine beziehungsweise einer Filterherstellungsmaschine zugeführten Strängen abgetrennt und zur weiteren Bearbeitung an die Übergabevorrichtung geführt. In modernen Herstellungsmaschinen werden pro Minute bis zu 20.000 stabförmige Artikel hergestellt. Der Weg zwischen der Produktionsmaschine und der Übergabevorrichtung wird somit in kürzester Zeit überwunden, so dass der Leim zur Herstellung der stabförmigen Artikel, beispielsweise für die Längsnaht des Hüllmaterials, bei Erreichen der Übergabevorrichtung in den seltensten Fällen vollständig ausgehärtet ist. Vielmehr befinden sich beim Erreichen der Übergabevorrichtung oftmals noch nicht ausgehärtete Teile des zumeist verwendeten Kaltleims auf der Außenseite des Hüllmaterials. Der Leim gelangt durch einen Durchschlag an die Außenseite des Hüllmaterials aufgrund der vielfach verwendeten porösen Struktur des Hüllmaterials.
-
Beim Aufnehmen von einem längsaxial geförderten Artikel mittels einer Aufnahme der Übergabevorrichtung gelangt somit der noch oftmals auf der Außenseite des Hüllmaterials des Artikels befindliche Leim an die entsprechende Aufnahme der Übergabevorrichtung. Beim Abgeben des entsprechenden Artikels hat sich in der Praxis gezeigt, dass Teile des mit der entsprechenden Aufnahme in Kontakt gekommenen Leims an dieser Aufnahme verbleiben. Werden nun nacheinander eine Vielzahl von stabförmigen Artikeln mit einer Aufnahme transportiert, wird die entsprechende Aufnahme „Schicht für Schicht” mit Leim beaufschlagt. Die Beaufschlagung einer Aufnahme mit Leim erfolgt jedoch in den seltensten Fällen gleichmäßig, so dass die Aufnahmen nicht mehr zu der Außenkontur der stabförmigen Artikel korrespondieren, sondern eine davon stark abweichende Oberfläche aufweisen. Auch ist es möglich, dass der Leim eine Aufnahme in der Weise verschmutzt, dass die Aufnahme einen stabförmigen Artikel nicht mehr aufnehmen kann. Mit Leim verschmutzte Aufnahmen bergen deshalb die Gefahr, dass eine Übergabe der stabförmigen Artikel der Tabak verarbeitenden Industrie nicht mehr sichergestellt ist. Bekannte umlaufende Übergabevorrichtungen können bei bestimmten Produkteigenschaften ein Festhalten bei der Übergabe nicht immer gewährleisten.
-
Um die mit der Verschmutzung der Aufnahmen einhergehenden Verluste in einem überschaubaren Rahmen zu halten, werden die Übergabevorrichtungen und alle damit im Verbund stehenden Fördervorrichtungen periodisch, oftmals alle 30 Minuten, angehalten, um die Aufnahmen von den zuvor erläuterten Verschmutzungen händisch zu reinigen. Zwar können die Aufnahmen nach ihrer Reinigung die stabförmigen Artikel der Tabak verarbeitenden Industrie wieder problemlos aufnehmen, transportieren oder abgeben, jedoch verursacht die händische Reinigung ebenfalls nicht zu vernachlässigende Verluste. Einerseits sind diese Verluste auf die Stillstandszeit während der Reinigung der Aufnahmen als solches zurückzuführen. Andererseits treten bei jedem Anfahren und Anhalten der Übergabevorrichtung und aller damit in Verbindung stehenden Fördervorrichtungen oder anderer Vorrichtungen sogenannte Anhalteverluste und Anfahrtverluste auf.
-
Der Erfindung liegt die Aufgabe zugrunde, eine möglichst einfach gebaute und kompakte Vorrichtung sowie ein dazu entsprechendes Verfahren zur Übergabe von stabförmigen Artikel der Tabak verarbeitenden Industrie zu schaffen, die beziehungsweise das einen leistungsfähigeren Betrieb mit geringen Artikelverlusten gewährleistet.
-
Diese Aufgabe wird durch eine Fördervorrichtung mit den eingangs genannten Merkmalen dadurch gelöst, dass der Fördervorrichtung eine Reinigungseinheit mit mindestens einem Reinigungswerkzeug zum Reinigen der Aufnahmen der umlaufenden Übergabevorrichtung zugeordnet ist. Unter einem Reinigungswerkzeug ist bevorzugt ein mechanisches Mittel zu verstehen, das zum Reinigen der Aufnahmen geeignet und/oder angepasst ist. Damit ist es nicht mehr notwendig, dass die Aufnahmen periodisch von Hand gereinigt werden müssen. Dies übernimmt erfindungsgemäß das mindestens eine Reinigungswerkzeug der Reinigungseinheit. Da die Fördervorrichtung sowohl die Übergabevorrichtung als auch die Reinigungseinheit aufweist, ist es nicht mehr notwendig, dass die Übergabevorrichtung und etwaige mit der Übergabevorrichtung in Verbund stehende, weitere Vorrichtungen während des Betriebes angehalten werden müssen, um eine Reinigung der Aufnahmen vorzunehmen. Vielmehr ist es mittels der erfindungsgemäßen Zuordnung der Reinigungseinheit möglich, die Aufnahmen während des ununterbrochenen Betriebes automatisch zu reinigen. Die mit dem Anhalten, dem Reinigen und dem erneuten Anfahren der Fördervorrichtung verbundenen Artikelverluste treten im Betrieb der Fördervorrichtung nicht mehr auf. Mit anderen Worten fallen die Artikelverluste mit der Fördervorrichtung erheblich geringer aus. Darüber hinaus ist die Fördervorrichtung auch leistungsfähiger, denn auch während der Reinigung der Aufnahmen kann der Betrieb der Fördervorrichtung ununterbrochen fortgesetzt werden.
-
Eine vorteilhafte Ausgestaltung der Erfindung zeichnet sich dadurch aus, dass die Übergabevorrichtung eine Parallelführungseinheit aufweist, die zum parallelen Führen der Aufnahmen in Längsrichtung eingerichtet und/oder ausgebildet ist. Bereits eingangs wurde erläutert, dass die Aufnahmen zum Aufnehmen von längsaxial geförderten Artikeln geeignet sind. Aufgrund ihrer stabförmigen Ausgestaltung weisen die Artikel eine einfach und klar zu erkennende Längsachse auf. Hierzu korrespondiert die Längsrichtung. Um längsaxial geförderte Artikel aufnehmen zu können, sind die Aufnahmen bevorzugt in Längsrichtung ausgerichtet. Um die aufgenommenen Artikel von einem Aufnahmebereich zu einem Abgabebereich zu transportieren, können die Aufnahmen mittels der Parallelführungseinheit parallel in Längsrichtung geführt werden. Damit können sich mehrere Aufnahmen an unterschiedlichen Positionen befinden, wobei jede der Aufnahmen in Längsrichtung ausgerichtet ist. Dank der Übergabevorrichtung mit einer Parallelführungseinheit und der daraus resultierenden Kenntnis über die Längsausrichtung der Aufnahmen kann auf besonders einfache und sichere Weise eine Positionierung des Reinigungswerkzeugs zum Reinigen der Aufnahmen gewährleistet werden kann.
-
Eine weitere vorteilhafte Ausgestaltung der Erfindung zeichnet sich dadurch aus, dass die Übergabevorrichtung zum parallelen Führen der Aufnahmen entlang einer Bahn eingerichtet und/oder ausgebildet ist. Entsprechende Bahnführungen sind insbesondere aus dem bereits zitierten Stand der Technik bekannt. Mit „entlang der Bahn” ist bevorzugt der Bewegungspfad gemeint, den die Aufnahmen periodisch bei jedem Umlauf zurücklegen. Aufgrund der Bahn ist eine zeitlich abhängige Position der Aufnahmen oder einer bestimmten Aufnahme besonders einfach ermittelbar und/oder voraussagbar. Damit lässt sich das Reinigungswerkzeug besonders einfach positionieren, um die Aufnahmen zu reinigen. Die Aufnahmen können dazu entlang der Bahn nacheinander an dem Reinigungswerkzeug vorbeigeführt werden.
-
Eine weitere vorteilhafte Ausgestaltung der Erfindung zeichnet sich dadurch aus, dass das Reinigungswerkzeug an einem Scheitelpunkt oder einem Wendepunkt der Bahn mit mindestens einer der Aufnahmen in Reinigungseingriff bringbar ist. An einem Scheitelpunkt oder einem Wendepunkt ist die Krümmung bzw. die Steigung der Bahn im Wesentlichen 0.
-
Eine weitere vorteilhafte Ausgestaltung der Erfindung zeichnet sich dadurch aus, dass das Reinigungswerkzeug zumindest an einer Stelle eines Bereichs der Bahn mit einer betragsmäßigen Krümmung oder Steigung zwischen 0 und einem Maximalwert mit mindestens einer der Aufnahmen im Reinigungseingriff ist. Der Wert 0 soll dabei vom Bereich mit umfasst sein. Nicht immer ist es möglich, dass Reinigungswerkzeug an einem Scheitelpunkt oder an einem Wendepunkt der Bahn in einen Reinigungseingriff mit einer Aufnahme zu bringen. Dies kann beispielsweise darauf zurückzuführen sein, dass sich ein Scheitelpunkt und/oder ein Wendepunkt der Bahn auch zum Aufnahmen und Abgeben der Artikel eignen. Aber selbst wenn ein bevorzugter Scheitelpunkt oder ein bevorzugter Wendepunkt der Bahn für ein Reinigungswerkzeug nicht zugänglich ist, überwiegen die Vorteile auch in der „Nähe” eines Scheitelpunkts und/oder eines Wendepunkts der Bahn. Wird eine Aufnahme in diesem Bereich der Bahn geführt, so hat die Bewegung der Aufnahme einen zumindest im Wesentlichen geradlinigen Charakter. Steigt die betragsmäßige Krümmung oder Steigung (über 0 hinaus), so kommt zu einer ersten translatorischen Bewegungskomponente mit steigendem Wert auch eine dazu entsprechend ansteigende und senkrecht zu der ersten Bewegungskomponente ausgerichtete zweite translatorische Bewegungskomponente. Der Maximalwert der Krümmung bzw. Steigung korrespondiert somit zu einem maximalen Anteil für eine der beiden Bewegungskomponenten (und einem Minimalwert der dazu senkrecht ausgerichteten Bewegungskomponente) an der tatsächlichen Bewegung. Entsprechend den Randbedingungen der Vorrichtung ist es somit auf besonders einfache und sichere Weise möglich, eine Aufnahme in einen Reinigungseingriff mit einem Reinigungswerkzeug zu bringen. Mit anderen Worten: Ist der Maximalwert in der Weise vorgegeben und/oder gewählt, dass der Anteil einer der beiden translatorischen Komponenten überwiegt oder deutlich überwiegt, so ist nur diese Komponente zur Positionierung des Reinigungswerkzeugs für einen Reinigungseingriff mit der mindestens einen Aufnahme zu berücksichtigen. Denn die zu dieser Komponente senkrecht ausgerichtete Komponente der Bewegung der Aufnahme ist an einer beliebigen Stelle des Bahnbereichs sehr klein oder sogar vernachlässigbar. Dank dieser Ausgestaltung der Erfindung ist ein Reinigen der Aufnahmen besonders einfach gewährleistbar.
-
Eine weitere vorteilhafte Ausgestaltung der Erfindung zeichnet sich dadurch aus, dass das Reinigungswerkzeug im Wesentlichen bahninnenseitig einbringbar ist. Bei einer umlaufenden Übergabevorrichtung ist die entsprechende Bahn geschlossen. Die Innenseite der Bahn zeigt somit zu dem von der Bahn umschlossenen Bereich. Durch eine zumindest im Wesentlichen bahninnenseitige Zuordnung des Reinigungswerkzeugs kann eine kompakte Ausgestaltung der Übergabevorrichtung erreicht und erhalten bleiben.
-
Eine weitere vorteilhafte Ausgestaltung der Erfindung zeichnet sich dadurch aus, dass das Reinigungswerkzeug an einem Grundgestell für die Fördervorrichtung ortsfest angeordnet ist. In diesem Fall können die Aufnahmen an dem ortsfesten Reinigungswerkzeug vorbei geführt werden, um dabei jeweils im Reinigungseingriff mit dem Reinigungswerkzeug gereinigt zu werden. Diese Ausgestaltung der Erfindung ist eine besonders einfache und wartungsarme Ausgestaltung. Zudem ist eine derartige Ausgestaltung besonders kostengünstig.
-
Eine weitere vorteilhafte Ausgestaltung der Erfindung zeichnet sich dadurch aus, dass das Reinigungswerkzeug mittels einer Steuerung positionsgesteuert ist. Damit kann die Position des Reinigungswerkzeugs relativ zu einer Position einer Aufnahme der umlaufenden Übergabevorrichtung synchronisiert werden. Mittels der Steuerung kann das Reinigungswerkzeug somit besonders vorteilhaft und sicher in einen Reinigungseingriff mit mindestens einer der Aufnahmen gebracht werden.
-
Eine weitere vorteilhafte Ausgestaltung der Erfindung zeichnet sich dadurch aus, dass die Reinigungseinheit einen steuerbaren Halterungsarm aufweist, der an seinem einen Ende an dem Grundgestell befestigt ist, wobei an dem anderen Ende des Halterungsarms das Reinigungswerkzeug befestigt ist und wobei mittels des Halterungsarms das Reinigungswerkzeug von einer Ruheposition zu einer Arbeitsposition oder umgekehrt bewegbar ist. In der Arbeitsposition können die Aufnahmen von dem Reinigungswerkzeug gereinigt werden. Dazu kann das Reinigungswerkzeug periodisch im Eingriff mit den Aufnahmen der umlaufenden Fördervorrichtung sein. In der Ruheposition werden die Aufnahmen nicht von dem Reinigungswerkzeug gereinigt. Somit ist es möglich, die Reinigung nur dann durchzuführen, wenn sie aufgrund des zu erwartenden oder tatsächlichen Verschmutzungsgrades notwendig ist. Dank dieser Ausgestaltung kann der Reinigungsaufwand besonders gering gehalten werden.
-
Eine weitere vorteilhafte Ausgestaltung der Erfindung zeichnet sich dadurch aus, dass die Reinigungseinheit einen Reinigungswerkzeugantrieb zum rotatorischen und/oder translatorischen Antreiben des Reinigungswerkzeugs aufweist. Dank einer derartigen Ausgestaltung kann die Reinigungswirkung des Reinigungswerkzeugs deutlich verbessert werden, wenn Geschwindigkeitsunterschiede oder gegenläufige Bewegungen des Reinigungswerkzeugs und der zu reinigenden Aufnahme hergestellt sind.
-
Die bereits genannte Aufgabe der Erfindung wird außerdem durch ein Verfahren mit den eingangs genannten Schritten dadurch gelöst, dass die Aufnahmen danach während des ununterbrochenen Betriebs automatisch gereinigt werden. Nach der Aufnahme, dem Transport und der Abgabe erfolgt somit erfindungsgemäß die Reinigung der Aufnahmen. Die Reinigung erfolgt dabei automatisch während des ununterbrochenen Betriebes. Dank dieser vorteilhaften Ausgestaltung kommt es weder zu einer bleibenden Verschmutzung der Aufnahmen noch zu dem nachteiligen Zeitverlust durch ein Anhalten der Fördervorrichtung, wie es für ein aus dem Stand der Technik bekanntes manuelles Reinigen der Aufnahmen während eines dann notwendigen Maschinenstopps und ein danach erneutes Anfahren der Maschine erforderlich ist. Auch ein Artikelverlust aufgrund des Anhaltens oder der Anfahrt der Fördervorrichtung wird vermieden. Das erfindungsgemäße Verfahren gewährleistet damit einen leistungsfähigeren Berieb mit geringeren Artikelverlusten.
-
Eine vorteilhafte Weiterbildung der Erfindung zeichnet sich dadurch aus, dass die Aufnahmen an einem Reinigungswerkzeug einer Reinigungseinheit der Übergabevorrichtung in einem Reinigungseingriff vorbeigeführt werden. Gemäß dem Oberbegriff des erfindungsgemäßen Verfahrens können die Aufnahmen Artikel aufnehmen, diese transportieren und wieder abgeben. Da sich die Aufnahmen der umlaufenden Übergabevorrichtung ohnehin in dem durch das erfindungsgemäße Verfahren bestimmten Bewegungsablauf bewegen, ist auf besonders einfache Weise möglich, diesen Bewegungsablauf anzupassen, um die Aufnahmen in einen Reinigungseingriff mit einem Reinigungswerkzeug zu bringen. Die zuletzt genannte erfindungsgemäße Weiterbildung bietet somit eine besonders einfache und kostengünstige Ausgestaltung des Verfahrens an. Außerdem ist es mittels dieser vorteilhaften Ausgestaltung des Verfahrens besonders einfach möglich, die Reinigung der Aufnahmen mittels eines ortsfesten Reinigungswerkzeugs auszuführen.
-
Eine weitere vorteilhafte Ausgestaltung der Erfindung zeichnet sich dadurch aus, dass die Aufnahmen entlang einer Bahn geführt werden, wobei die Aufnahmen an dem bahninnenseitig eingebrachten Reinigungswerkzeug vorbeigeführt werden. Dank dieser Ausgestaltung kann das vorteilhafte Verfahren mittels einer besonders kompakten Übergabevorrichtung ausgeführt werden.
-
Eine weitere vorteilhafte Ausgestaltung der Erfindung zeichnet sich dadurch aus, dass das Reinigungswerkzeug zu der jeweils zu reinigenden Aufnahme positionsgeführt wird. Während der Reinigung kann das Reinigungswerkzeug somit synchron zu der Aufnahme bewegt werden, um eine möglichst sichere und gründliche Reinigung zu gewährleisten.
-
Weitere vorteilhafte Merkmale und Ausgestaltungen ergeben sich aus den Unteransprüchen und der Beschreibung. Besonders bevorzugte Ausführungsformen werden anhand der beigefügten Zeichnungen näher erläutert. In den Zeichnungen zeigen:
-
1 eine schematische Darstellung der Fördervorrichtung mit einer umlaufenden Übergabevorrichtung,
-
2 eine schematische Seitenansicht der erfindungsgemäßen Fördervorrichtung und
-
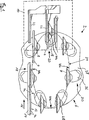
3 einen vergrößerten Ausschnitt der schematischen Seitenansicht der erfindungsgemäßen Fördervorrichtung.
-
Aus der 1 geht das Grundprinzip der gattungsgemäßen Fördervorrichtung sowie des entsprechenden Verfahrens hervor. Gezeigt wird eine Fördervorrichtung 2 zum Fördern von stabförmigen Artikeln 4 der Tabak verarbeitenden Industrie mit einer umlaufenden Übergabevorrichtung 6, die mehrere Aufnahmen 8 zum Aufnehmen von längsaxial geförderten Artikeln 4a und zum Abgeben der umlaufenden Artikel 4 an einen queraxial abfördernden Querförderer 10 aufweist.
-
Die stabförmigen Artikel 4 werden dazu zunächst auf einer Förderbahn 12 eines Längsförderers 14 in einer längsaxialen Richtung beziehungsweise in einer Längsrichtung 16 aufeinanderfolgend herangeführt. Die stabförmigen Artikel 4 sind beispielsweise Tabakstöcke, Filter oder Filterstäbe von einfacher, doppelter oder mehrfacher Gebrauchslänge. Außerdem sind der 1 die Grundschritte des erfindungsgemäßen Verfahrens zum Fördern von stabförmigen Artikeln 4 der Tabak verarbeitenden Industrie zu entnehmen, wobei die Aufnahmen 8 einer umlaufenden Übergabevorrichtung 6 jeweils mindestens einen der längsaxial geförderten Artikel 4a nacheinander aufnehmen, die aufgenommenen Artikel 4 von einem Aufnahmebereich 18 zu einem Abgabebereich 20 transportieren und jeweils mindestens einen der transportierten Artikel 4 nacheinander an einen queraxial fördernden Querförderer 10 abgeben.
-
In der 1 sind nur die stabförmigen Artikel 4 auf einer vorderen Reihe sichtbar. Grundsätzlich ist die Fördervorrichtung 2, die Übergabevorrichtung 6, der Längsförderer 14 und/oder der Querförderer 10 aber mehrreihig ausgestaltet und/oder ausgebildet. Die stabförmigen Artikel 4 einer oder mehrerer hinter der sichtbaren Reihe von stabförmigen Artikeln 4 angeordneten Reihe bilden einen weiteren Teil der aufzunehmenden, der zu fördernden und/oder der abzugebenden Artikel 4. Entsprechend sind die Aufnahmen 8 dazu mehrreihig ausgestaltet, um jeweils zwei oder mehr hintereinander angeordnete stabförmige Artikel 4 gleichzeitig aufnehmen, transportieren und/oder abgeben zu können.
-
Zur Aufnahme eines längsaxial geförderten Artikels 4a senkt sich eine Aufnahme 8 im Aufnahmebereich 18 von oben auf den aufzunehmenden längsaxial geförderten Artikel 4a ab und übernimmt diesen mittels einer nicht dargestellten Saugöffnung 32. Daraufhin wird der übernommene Artikel 4 von dem Aufnahmebereich 18 zu dem Abgabebereich 20 transportiert. Auf diese Weise werden eine Vielzahl von stabförmigen Artikeln 4 nacheinander von den Aufnahmen 8 aufgenommen und von dem Aufnahmebereich 18 zu dem Abgabebereich 20 transportiert.
-
Aus der 2 ist die erfindungsgemäße Fördervorrichtung 2 zum Fördern von stabförmigen Artikeln 4 der Tabak verarbeitenden Industrie mit einer umlaufenden Übergabevorrichtung 6 zu entnehmen, die mehrere Aufnahmen 8 zum Aufnehmen von längsaxial geförderten Artikeln 4a und zum Abgeben der umlaufenden Artikel 4 an einen queraxial abfördernden Querförderer 10 (nicht dargestellt) aufweist, wobei der Fördervorrichtung 2 eine Reinigungseinheit 24 mit mindestens einem Reinigungswerkzeug 26 zum Reinigen der Aufnahmen 4 der umlaufenden Übergabevorrichtung 6 zugeordnet ist. Dank der Reinigungseinheit 24 mit dem mindestens einen Reinigungswerkzeug 26 ist es auf überraschend einfache und sichere Weise möglich, die Aufnahmen 8 der umlaufenden Übergabevorrichtung 6 während des Betriebes zu reinigen. Die Aufnahmen 8 der umlaufenden Übergabevorrichtung 6 nehmen die längsaxial geförderten Artikel 4a nacheinander auf, transportieren die aufgenommenen Artikel 4 von einem Aufnahmebereich 18 zu einem Abgabebereich 20 und geben mindestens einen der transportierten Artikel 4 jeweils nacheinander an einen queraxial abfördernden Querförderer 10 ab, wobei die Aufnahmen 8 danach während des ununterbrochenen Betriebes automatisch gereinigt werden.
-
Die Aufnahmen 8 sind in üblicher Weise an Armen 28 befestigt und/oder mittels dieser bewegbar. Außerdem weist die Übergabevorrichtung 6 eine Parallelführungseinheit 30 auf, die zum parallelen Führen der Aufnahmen in Längsrichtung 16 eingerichtet und/oder ausgebildet ist. Die zuvor genannten Arme 28 sind dazu der Parallelführungseinheit 30 zugeordnet. Damit wird es ermöglicht, die längsaxial geförderten Artikel 4a mittels der Aufnahmen 8 aufzunehmen. Denn mittels der parallelen Führung der Aufnahmen 8 weisen diese auch im Aufnahmebereich 18 ihre Ausrichtung in Längsrichtung 16 auf, die mit der Längsrichtung 16 der längsaxial geförderten Artikel 4a übereinstimmt.
-
Mittels der Parallelführungseinheit 30 ist es zudem möglich, die Aufnahmen 8, die beispielsweise an Saugluft zum Halten der Artikel 4 angeschlossen sind, zumindest während des Transports vom Aufnehmen bis zum Abgeben parallel zu einer horizontalen Ebene zu führen, in der auch die längsaxial ausgerichteten Artikel 4a gefördert werden. Um die Artikel 4 möglichst einfach und/oder zerstörungsfrei aufnehmen, transportieren und/oder abgeben zu können, sind die Aufnahmen 8 muldenförmig und/oder korrespondierend zu den Artikeln 4 ausgestaltet. Des Weiteren weist jede der Aufnahmen 8 mindestens eine Saugöffnung 32 zum Aufnehmen, Transportieren und/oder Abgeben von mindestens einem Artikel 4 auf. Mittels der mindestens einen Saugöffnung 32 einer Aufnahme 8 kann ein Artikel 4 angesogen werden, um diesen aufzunehmen. Die entsprechende Saugkraft dient außerdem zum festen Halten des entsprechenden Artikels 4 während des Transports. Beim Abgeben wird die Saugluft abgestellt, so dass der entsprechende Artikel 4 sich aufgrund einer weiteren Saugkraft einer aufnehmenden Mulde des Querförderers 10 von der Aufnahme 8 löst. Unterstützend kann die Saugöffnung 32 auch mit einer Druckluftzufuhr (anstatt der Saugluft) verbunden werden, um den Artikel 4 von der Aufnahme 8 zu trennen beziehungsweise abzugeben. Mit anderen Worten kann die Strömungsrichtung der Luft durch die Saugöffnung 32 steuerbar ausgestaltet sein.
-
Aus den
1 und
2 geht außerdem hervor, dass die Übergabevorrichtung
6 zum parallelen Führen der Aufnahmen
8 entlang einer Bahn
34 eingerichtet und/oder ausgebildet ist. Es handelt sich hierbei um eine elliptische, ringförmige und/oder geschlossene Bahn
34. Hierzu sind die Aufnahmen
8 über die Arme
28 mit einem Getriebe
36 der Parallelführungseinheit
30 verbunden. Das Getriebe
36 dient hierbei dazu, die Aufnahmen
8 parallel zu sich selbst oder parallel zu einer horizontalen Ebene zu halten, in der die stabförmigen Artikel
4 längsaxial zu der Übergabevorrichtung
6 herangefördert werden. Das Getriebe
36 ist beispielsweise so ausgebildet, wie es in der
GB 22 17 574 beschrieben ist. In diesem Fall werden die Aufnahmen
8 entlang einer Ellipsenbahn
34 geführt. Die Bahn
34 ist dazu in der Weise ausgestaltet, dass die Geschwindigkeit der Aufnahmen
8 im Aufnahmebereich
18 am größten ist und/oder zumindest im Wesentlichen der Geschwindigkeit entspricht, mit der die längsaxial geförderten Artikel
4a herangefördert werden. Die Geschwindigkeit der Aufnahmen
8 kann in einem Toleranzbereich auch etwas größer oder etwas kleiner als die Geschwindigkeit der längsaxial herangeförderten Artikel
4a sein. Um das Aufnehmen der längsaxial geförderten Artikel
4a im Aufnahmenbereich
18 zu erreichen, ist es zweckmäßig, wenn sich die Aufnahmen
8 einzeln, paarweise oder in einer anderen Mehrfachanordnung von oben auf die aufzunehmenden längsaxial geförderten Artikel
4a senken und diese im Zeitpunkt der Aufnahme
8 mittels der mindestens einen Saugöffnung
32 übernehmen. Die so aufgenommenen Artikel
4a werden dann entlang der Bahn
34 zu dem Abgabebereich
20 transportiert. In dem Abgabebereich
20 ist die Geschwindigkeit der Aufnahmen
8 zweckmäßigerweise am kleinsten und/oder entspricht zumindest im Wesentlichen der Geschwindigkeit, mit der die stabförmigen Artikel
4 queraxial mittels des Querförderers
10 abgefördert werden können. Auf diese Weise werden die stabförmigen Artikel
4 einzeln, paarweise oder in einer anderen Mehrfachanordnung nacheinander mittels der Übergabevorrichtung
6 übergeben.
-
Der Umlauf der Übergabevorrichtung ist grundsätzlich in zwei Abschnitte unterteilt, nämlich den Übergabeabschnitt und den Rücklaufabschnitt. Hierbei umfasst der Übergabeabschnitt den Teil des Umlaufs der Übergabevorrichtung 6 beginnend mit der Aufnahme der längsaxial geförderten Artikel 4a und endet mit der Abgabe der Artikel 4. Der Übergabeabschnitt umfasst deshalb auch den Aufnahmebereich 18 und den Abgabebereich 20. Nach der Abgabe ihres jeweils aufgenommenen Artikels 4 werden die Aufnahmen 8 jeweils einzeln, paarweise oder in einer Mehrfachanordnung nacheinander zu dem Aufnahmebereich 18 zurückgeführt. Der Teil des Umlaufs der Aufnahmen 8 zwischen der Abgabe der Artikel 4 und der erneuten Aufnahme der Artikel 4a wird als der zuvor genannte Rücklaufabschnitt bezeichnet. Werden die Aufnahmen 8 entlang einer elliptischen Bahn 34 geführt, so weisen sowohl der Übergabeabschnitt als auch der Rücklaufabschnitt jeweils zwei Scheitelpunkte 40a, 40b beziehungsweise 40c, 40d auf. Die Aufnahme und die Abgabe der Artikel 4 mittels der Übergabevorrichtung 6 erfolgen bevorzugt an jeweils unterschiedlichen Scheitelpunkten 40a beziehungsweise 40b des Übergabeabschnitts.
-
Die Fördervorrichtung 2 zeichnet sich außerdem dadurch aus, dass das Reinigungswerkzeug 26 an einem Scheitelpunkt 40c oder einem Wendepunkt der Bahn 34 mit mindestens einer der Aufnahmen 8 im Reinigungseingriff ist. In 1 ist ein derartiger Wendepunkt mit dem Bezugszeichen 40c bezeichnet. Die Erfindung zeichnet sich deshalb dadurch aus, dass die Aufnahmen 8 an dem Reinigungswerkzeug 26 der Reinigungseinheit 24 der Übergabevorrichtung 6 in einem Reinigungseingriff vorbeigeführt werden. Hierbei ist das Reinigungswerkzeug 26 bevorzugt ortsfest angeordnet. Die Aufnahmen 8 werden in diesem Fall passiv mittels des Reinigungswerkzeugs gereinigt. Insbesondere in der Nähe von dem Wendepunkt 40c ist eine ortsfeste Positionierung des Reinigungswerkzeugs 26 besonders einfach möglich.
-
Die Erfindung zeichnet sich des Weiteren dadurch aus, dass das mindestens eine Reinigungswerkzeug 26 zumindest an einer Stelle eines Bereichs der Bahn 34 mit einer betragsmäßigen Krümmung oder Steigung zwischen 0 und einem, insbesondere vorgebbaren, Maximalwert mit einer der Aufnahmen 8 im Reinigungseingriff ist.
-
Außerdem ist es zweckmäßig, wenn die Aufnahmen 8 an dem bahninnenseitig angeordneten Reinigungswerkzeug 26 vorbeigeführt werden. Hierzu ist das Reinigungswerkzeug 26 bahninnenseitig angeordnet oder eingebracht. Diese Ausgestaltung gewährleistet, dass die Aufnahmen 8 jeweils mindestens eine der längsaxial geförderten Artikel 4a im Bereich des Scheitelpunkts 40a aufnehmen können und dass das Reinigungswerkzeug 26 die Aufnahmen 8 an einem weiteren, insbesondere gegenüber liegenden, Scheitelpunkt 40c reinigt und/oder mit mindestens einer dieser im Reinigungseingriff ist.
-
Der 2 ist des Weiteren zu entnehmen, dass die Reinigungseinheit 24 einen steuerbaren Halterungsarm 42 aufweist, der an seinem einen Ende an dem Grundgestell 27 für die Fördervorrichtung 2 befestigt ist, wobei an dem anderen Ende des Halterungsarms 42 das Reinigungswerkzeug 26 befestigt ist und wobei mittels des Halterungsarms 42 das Reinigungswerkzeug 26 von einer Ruheposition zu einer Arbeitsposition oder umgekehrt bewegbar ist. In der Arbeitsposition erfolgt, insbesondere periodisch, die Reinigung der Aufnahmen 8. Ist das Reinigungswerkzeug 26 in der Ruheposition, erfolgt währenddessen keine Reinigung durch das Reinigungswerkzeug 26. Um das Reinigungswerkzeug 26 von der Ruheposition zu der Arbeitsposition oder umgekehrt zu bewegen, weist die Reinigungseinheit 24 einen Antrieb 44, insbesondere einen Linearantrieb, auf. Außerdem ist das Reinigungswerkzeug 26 senkrecht, schräg oder in einem Winkel zu einer Umlaufebene bewegbar, in der sich die Aufnahmen 8 der umlaufenden Übergabevorrichtung bewegen, um besonders einfach zwischen Arbeitsposition und Ruheposition wechseln zu können.
-
Um die Bewegung des Reinigungswerkzeugs 26 von der Ruheposition zu der Arbeitsposition, oder umgekehrt, oder eine andere vorteilhafte Bewegung beziehungsweise eine Positionierung des Reinigungswerkzeugs 26 zu gewährleisten, ist das Reinigungswerkzeug 26 mittels einer Steuerung positions- und/oder geschwindigkeitsgesteuert. Mit anderen Worten ist das Reinigungswerkzeug 26 zu der jeweils zu reinigenden Aufnahme 8 positionsgeführt und/oder positionssynchronisiert. Die Aufnahmen 8 werden also aktiv gesteuert mittels des Reinigungswerkzeugs 26 gereinigt. Dank dieser Steuerung ist es möglich, dass das Reinigungswerkzeug 26 in einer optimalen Lage zum bestmöglichen Reinigen der Aufnahmen 8 positioniert ist.
-
Besonders gute Reinigungsergebnisse werden erzielt, wenn das Reinigungswerkzeug 26 an die Aufnahmen 8 angepasst ist. Dazu ist das Reinigungswerkzeug 26 korrespondierend zu einer muldenförmigen Ausgestaltung der Aufnahmen 8 ausgestaltet. Ein derartiges Reinigungswerkzeug 26 ist beispielsweise eine Rundbürste, Topfbürste oder Kegelbürste. Hierbei ist die Außenkontur des Bürstenbesatzes korrespondierend zu der Innenkontur der, insbesondere muldenförmigen, Aufnahme 8 ausgestaltet. Aber auch andere aus dem Stand der Technik bekannte mechanische Reinigungswerkzeuge 26, wie zum Beispiel Schwämme, Tücher oder dergleichen sind einsetzbar. Für eine weitere Variante des Reinigungswerkzeugs 26 ist das Reinigungswerkzeug 26 eine Bürste mit einem Bürstenbesatz, der oder dessen Oberflächenkontur korrespondierend zu der Bahn 34, insbesondere im Bereich eines Reinigungseingriffs, ausgestaltet und/oder ausgebildet ist. Auf diese Weise ist das Reinigungswerkzeug 26 besonders einfach an einen zu erwartenden Hub der zu reinigenden Aufnahme 8 angepasst, so dass es zu einem gleichmäßigen Reinigungsergebnis der jeweils zu reinigenden Aufnahme 8 kommt.
-
Um die Leistungsfähigkeit der Reinigungseinheit 24 zu verbessern, weist die Reinigungseinheit 24 einen Reinigungswerkzeugantrieb 46 zum rotatorischen und/oder translatorischen Antreiben des Reinigungswerkzeugs 26 auf (3). Dazu wird das Reinigungswerkzeug 26 gegenläufig oder mitläufig, insbesondere mit eine bestimmten Mindestdifferenzgeschwindigkeit, zu einer Bewegung der zu reinigenden Aufnahme 8 angetrieben und/oder bewegt.
-
Die Ausrichtung des im Reinigungseingriff befindlichen Teils 48 des Reinigungswerkzeugs 26 korrespondiert mit der Ausrichtung der entsprechenden Aufnahme 8 und/oder der entsprechenden Saugöffnung 32. In dem in 3 konkret dargestellten Fall weisen die Aufnahme 8 und/oder die Saugöffnung 32 eine Ausrichtung von ca. 45° zu einer Horizontalebene auf. Der für den Reinigungseingriff zuständige Teil 48 des Reinigungswerkzeugs 26 weist dazu die gleiche Ausrichtung, nämlich ca. 45° zu einer Horizontalebene, auf. Da es sich bei dem Reinigungswerkzeug 26 in diesem speziellen Fall um eine Kegelbürste handelt, korrespondiert die Ausrichtung auch gleichermaßen zu der Spreizung des Bürstenbesatzes 50.
-
Um mehrere Aufnahmen 8 gleichzeitig zu reinigen, weist die Reinigungseinheit 24 mehrere parallel zueinander angeordnete Reinigungswerkzeuge 26 auf. Diese Ausgestaltung der Reinigungseinheit 24 ist dann von Vorteil, wenn die Aufnahmen 8 der Übergabevorrichtung 6 jeweils paarweise oder in einer anderen mehrzahligen Anordnung jeweils parallel zueinander angeordnet sind. Dazu sind zweckmäßigerweise mehrere Reinigungswerkzeuge 26 auf einer gemeinsamen Welle 52 angeordnet, durch mindestens ein Distanzstück 54 voneinander getrennt und/oder von einem einzigen Antrieb 46 angetrieben.