DE102011106981A1 - Verfahren und Vorrichtung zum Herstellen von Fügeverbindungen - Google Patents
Verfahren und Vorrichtung zum Herstellen von Fügeverbindungen Download PDFInfo
- Publication number
- DE102011106981A1 DE102011106981A1 DE201110106981 DE102011106981A DE102011106981A1 DE 102011106981 A1 DE102011106981 A1 DE 102011106981A1 DE 201110106981 DE201110106981 DE 201110106981 DE 102011106981 A DE102011106981 A DE 102011106981A DE 102011106981 A1 DE102011106981 A1 DE 102011106981A1
- Authority
- DE
- Germany
- Prior art keywords
- shaft
- joining
- joining part
- gripper
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P11/00—Connecting or disconnecting metal parts or objects by metal-working techniques not otherwise provided for
- B23P11/02—Connecting or disconnecting metal parts or objects by metal-working techniques not otherwise provided for by first expanding and then shrinking or vice versa, e.g. by using pressure fluids; by making force fits
- B23P11/025—Connecting or disconnecting metal parts or objects by metal-working techniques not otherwise provided for by first expanding and then shrinking or vice versa, e.g. by using pressure fluids; by making force fits by using heat or cold
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/84—Making other particular articles other parts for engines, e.g. connecting-rods
- B21D53/845—Making camshafts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D1/00—Couplings for rigidly connecting two coaxial shafts or other movable machine elements
- F16D1/06—Couplings for rigidly connecting two coaxial shafts or other movable machine elements for attachment of a member on a shaft or on a shaft-end
- F16D1/08—Couplings for rigidly connecting two coaxial shafts or other movable machine elements for attachment of a member on a shaft or on a shaft-end with clamping hub; with hub and longitudinal key
- F16D1/0852—Couplings for rigidly connecting two coaxial shafts or other movable machine elements for attachment of a member on a shaft or on a shaft-end with clamping hub; with hub and longitudinal key with radial clamping between the mating surfaces of the hub and shaft
- F16D1/0858—Couplings for rigidly connecting two coaxial shafts or other movable machine elements for attachment of a member on a shaft or on a shaft-end with clamping hub; with hub and longitudinal key with radial clamping between the mating surfaces of the hub and shaft due to the elasticity of the hub (including shrink fits)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P2700/00—Indexing scheme relating to the articles being treated, e.g. manufactured, repaired, assembled, connected or other operations covered in the subgroups
- B23P2700/02—Camshafts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L1/00—Valve-gear or valve arrangements, e.g. lift-valve gear
- F01L1/02—Valve drive
- F01L1/04—Valve drive by means of cams, camshafts, cam discs, eccentrics or the like
- F01L1/047—Camshafts
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Automatic Assembly (AREA)
Abstract
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Herstellen einer Fügeverbindung von einem wenigstens eine Bohrung (28) aufweisendem Fügeteil (16) mit einer Welle (7), mit einer Fügeeinrichtung (8) mit einem ersten Greifer (19) zum Greifen der Welle (7) und einem zweiten Greifer (19) zum lageorientierten Greifen des Fügeteils (16), wobei die Welle (7) an einem Ende in einem drehantreibbar gelagerten Spannmittel (2) zentrisch eingespannt und an dem anderen Ende mit einer Zentrierspitze (15) zentriert wird, wobei das Fügeteil (16) auf eine gewünschte Temperatur erwärmt wird und die Bohrung (28) sich auf ein Übermaß gegenüber dem Wellendurchmesser aufweitet und wobei das Fügeteil (16) an einer vorbestimmten Stelle auf der Welle (7) positioniert und durch Abkühlen auf die Welle (7) aufgeschrumpft wird, mit folgenden Verfahrensschritten: a) Einseitiges Spannen der Welle (7) im Spannmittel (2) b) Rotation der Welle (7) im Spannmittel (2) und Einstellen einer gewünschten Winkellage c) Aufnehmen eines erwärmten Fügeteils (16) durch den zweiten Greifer (19) der Fügeeinrichtung (8) d) Positionieren des Fügeteils (16) an einer vorbestimmten Stelle auf der Welle (7) e) Wiederholen der Verfahrensschritte b) bis d), bis alle zu fügenden Fügeteile (16) auf der Welle (7) positioniert sind, wobei das Fügeteil (16) vor dem Verfahrensschritt d) mit seiner Bohrung (28) am freien Ende der Welle (7) vorpositioniert wird und dass die Zentrierspitze (15) durch Eintauchen in die Bohrung (28) das Fügeteil (16) und die Welle (7) konzentrisch zueinander anordnet.
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Herstellen von Fügeverbindungen mit wenigstens zwei Bauteilen, einer Welle und Fügeteilen wie z. B. eine Bohrung aufweisende Nocken, Zahnräder, Scheiben, Räder, Lagerbuchsen oder dgl. Aus der
EP 1 392 469 B1 ist ein Verfahren zum Befestigen von Triebteilen auf Wellen bekannt. Dabei werden die Triebteile so stark erwärmt, dass der Innendurchmesser der Bohrung im Triebteil größer ist als der Außendurchmesser der Welle. Sodann kann das Triebteil mit einem Roboter auf der Welle positioniert werden. Beim anschließenden Abkühlen verringert sich der Innendurchmesser und spannt das Triebteil auf der Welle fest. Um den Vorgang zu beschleunigen, kann eine Kühlung vorgesehen sein. Ein Teil der Wärme führt zu einer Längenausdehnung der Welle, wodurch sich die Position, in der das Triebteil angebracht werden soll, verändert. Diese Veränderung kann mit einer Messeinrichtung erfasst und über die Maschinensteuerung korrigiert werden. Weil der Innendurchmesser der Bohrung in Folge der Erwärmung nur wenige Zehntelmillimeter größer ist als der Wellendurchmesser, sind beim Positionieren extrem enge Toleranzen einzuhalten. - Aufgabe der vorliegenden Erfindung ist es, ein Verfahren und eine Vorrichtung der eingangs genannten Art zu schaffen, mit welchen die Wiederholgenauigkeit beim Fügen verbessert und der Fügeprozess optimiert wird.
- Diese Aufgabe wird durch ein Verfahren mit den Merkmalen nach Patentanspruch 1 und eine Vorrichtung zur Durchführung des Verfahrens mit den Merkmalen nach Patentanspruch 6 gelöst.
- Gemäß einem vorteilhaften Aspekt der Erfindung werden die Fügeteile und die zu bestückende Welle mit einer Zentrierspitze vorzentriert. Dadurch sind die extrem engen Toleranzen, innerhalb derer das freie Wellenende und das Fügeteil relativ zueinander positioniert werden müssen, nicht mehr erforderlich. Bei einer weiteren vorteilhaften Ausführung werden jeweils zwei Fügeteile gleichzeitig gefügt. Dazu sind zwei relativ zueinander bewegliche Greifer vorgesehen, welche die Fügeteile paarweise aufnehmen und im vorgesehen Abstand auf der Welle positionieren.
- Im Folgenden wird die Erfindung an Hand eines Ausführungsbeispiels näher beschrieben.
- Es zeigen:
-
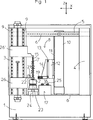
1 eine Vorrichtung zur Durchführung des Verfahrens in schematischer Darstellung2a bis2c das Auffädeln der Fügeteile auf die Welle in vergrößerter Darstellung3 eine Vorrichtung mit zwei Spannmitteln2 ,2' und zwei Zentrierspitzen15 - In
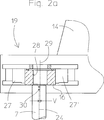
1 ist am Gestell1 der Vorrichtung zur Durchführung des Verfahrens ein Spannmittel2 zum zentrischen Spannen von Wellen7 vorgesehen. Zum Einstellen der gewünschten Winkellage rotiert das Spannmittel angetrieben vom Schwenkmotor23 um die Rotationsachse24 . Die Fügeeinrichtung8 ist in Portalbauweise ausgeführt. Dazu sind am Gestell1 auf der linken Seite der Ständer3 und auf der rechten Seite die Säule4 angeordnet. Beide sind an der Oberseite mit dem Querträger5 verbunden. Der Fahrständer10 ist am Gestell1 über Linearführungen6 in horizontaler Richtung (X-Achse) verfahrbar und stützt sich an der Oberseite über die Linearführung6' am Querträger5 ab. Der Fahrständer10 trägt seinerseits Vertikalführungen11 in Richtung der Z-Achse für den Schlitten12 . Schließlich sind am Schlitten12 horizontale Führungen13 in Richtung der Y-Achse für den Horizontalschlitten14 vorgesehen. Am Horizontalschlitten14 ist ein Greifer19 zum Greifen von Fügeteilen16 angeordnet. Neben dem Spannmittel2 befindet sich die Heizvorrichtung17 für die Fügeteile16 . Diese werden mit ihrer Bohrung28 auf dornförmige Induktoren25 aufgesetzt und von innen beheizt. Die Fügeteile können ebenso in ringförmigen Induktoren von außen beheizt werden. Am Ständer3 sind zwei voneinander beabstandete Präzisionsführungen9 für die beiden Vertikalschlitten26 ,26' angebracht. Der untere Vertikalschlitten26 trägt den Festanschlag21 und die Messeinrichtung22 und der obere Vertikalschlitten26' die Zentrierspitze15 . Nach dem erfindungsgemäßen Verfahren wird eine unbestückte Welle7 manuell oder von einer nicht dargestellten Beladeeinrichtung im Spannmittel2 abgesetzt und dort zentrisch gespannt. Durch Drehen um die Rotationsachse24 wird die Welle7 in die gewünschte Winkellage gebracht. Sodann ergreift die Fügeeinrichtung8 in der Heizeinrichtung17 mit dem Greifer19 ein erwärmtes Fügeteil16 und positioniert dieses durch Verfahren in Richtung der Achsen X, Y, Z am freien Ende der Welle7 . Der Greifer19 ist mit einem Ausgleichselement versehen. Dieses kann von einer Losstellung in eine Verriegelungsstellung umgeschaltet werden. In der Losstellung sind die Greiferbacken27 ,27' in zwei Richtungen in einer Ebene senkrecht zur Rotationsachse24 innerhalb vorbestimmter Toleranzen frei beweglich. Zum besseren Verständnis ist das Auffädeln auf die Welle7 in den2a bis2c vergrößert dargestellt. Gemäß2a ist das Fügeteil16 im Greifer19 von den Greiferbacken27 ,27' gehalten und mit seiner Bohrung28 direkt oberhalb der Welle7 angeordnet. Dabei ist das Ausgleichselement in der Verriegeleungsstellung, d. h. das Fügeteil16 ist im Greifer19 starr fixiert. Weil die Welle7 mit ihrem unteren Ende im Spannmittel2 eingespannt ist, ist die Lage des Fügeteils16 relativ zum oberen Ende der Welle7 von mehreren Toleranzen abhängig. Deshalb können die Rotationsachse24 und die Symmetrieachse29 um einen Versatz „V” versetzt sein. In der Darstellung nach2b ist die Zentrierspitze15 von oben durch die Bohrung28 hindurch in die Zentrierbohrung30 der Welle7 eingetaucht. Da der Außendurchmesser „D” der Zentrierspitze15 nur wenige Zehntelmillimeter kleiner ist als der Innendurchmesser der Bohrung28 , wird der aus2a ersichtliche Versatz „V” nahezu auf Null reduziert. Jetzt wird das Ausgleichselement in die Losstellung umgeschaltet und der noch verbliebene Restversatz „V” wird über die Fase in radialer Richtung zur Welle7 ausgeglichen. - Abschließend wird das Fügeteil
16 auf die Welle7 in die Sollposition geschoben, bis es am Festanschlag21 formschlüssig anliegt (2c ). Da der Vertikalschlitten26 mit dem Festanschlag21 in Z-Richtung besonders genau positionierbar ist, kann dieser vorteilhaft auch die Messeinrichtung22 aufnehmen. Damit können Maßabweichungen höchst präzise erfasst und bei nachfolgenden Fügeprozessen über die Maschinensteuerung selbsttätig kompensiert werden. - Die
3 betrifft eine Vorrichtung mit zwei Spannmitteln2 ,2' und zwei Zentrierspitzen15 ,15' . Für beide ist eine einzige Fügeeinrichtung8 vorgesehen, welche zwischen der Heizvorrichtung17 und den beiden Spannmitteln2 ,2' hin und her verfahrbar ist. -
4 zeigt ausschnittsweise den Horizontalschlitten14 mit einem Greifer19 und einem zweiten Greifer20 . Dieser wird vorteilhaft eingesetzt, wenn jeweils Fügeteile16 nebeneinander in gleicher Winkellage gefügt werden, beispielsweise bei Nockenwellen für Vier- oder Achtzylindermotore. Zur Einstellung eines gewünschten Abstandes zwischen den Fügeteilen16 kann der Abstand zwischen dem Greifer19 und dem zweiten Greifer20 über Gleitführungen18 verändert werden. - Bezugszeichenliste
-
- 1
- Gestell
- 2 2'
- Spannmittel
- 3
- Ständer
- 4
- Säule
- 5
- Querträger
- 6 6'
- Linearführung
- 7
- Welle
- 8
- Fügeeinrichtung
- 9
- Präzisionsführung
- 10
- Fahrständer
- 11
- Vertikalführung
- 12
- Schlitten
- 13
- Führung
- 14
- Horizontalschlitten
- 15 15'
- Zentrierspitze
- 16
- Fügeteil
- 17
- Heizvorrichtung
- 18
- Gleitführung
- 19
- Greifer
- 20
- Zweiter Greifer
- 21
- Festanschlag
- 22
- Messeinrichtung
- 23
- Schwenkmotor
- 24
- Rotationsachse
- 25
- Induktor
- 26 26'
- Vertikalschlitten
- 27 27'
- Greiferbacke
- 28
- Bohrung
- 29
- Symmetrieachse
- 30
- Zentrierbohrung
- V
- Versatz
- D
- Außendurchmesser
- ZITATE ENTHALTEN IN DER BESCHREIBUNG
- Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
- Zitierte Patentliteratur
-
- EP 1392469 B1 [0001]
Claims (10)
- Verfahren zum Herstellen einer Fügeverbindung von einem wenigstens eine Bohrung (
28 ) aufweisendem Fügeteil (16 ) mit einer Welle (7 ), mit einer Fügeeinrichtung (8 ) mit einem Greifer (19 ) zum lageorientierten Greifen des Fügeteils (16 ), wobei die Welle (7 ) an einem Ende in einem drehantreibbar gelagerten Spannmittel (2 ) zentrisch eingespannt und an dem anderen Ende mit einer Zentrierspitze (15 ) zentriert wird, wobei das Fügeteil (16 ) auf eine gewünschte Temperatur erwärmt wird und die Bohrung (28 ) sich auf ein Übermaß gegenüber dem Wellendurchmesser aufweitet und wobei das Fügeteil (16 ) an einer vorbestimmten Stelle auf der Welle (7 ) positioniert und durch Abkühlen auf die Welle (7 ) aufgeschrumpft wird, mit folgenden Verfahrensschritten: a) Einseitiges Spannen der Welle (7 ) im Spannmittel (2 ) b) Rotation der Welle (7 ) im Spannmittel (2 ) und Einstellen einer gewünschten Winkellage c) Aufnehmen eines erwärmten Fügeteils (16 ) durch den Greifer (19 ) der Fügeeinrichtung (8 ) d) Positionieren des Fügeteils (16 ) an einer vorbestimmten Stelle auf der Welle (7 ) e) Bei Bedarf Wiederholen der Verfahrensschritte b) bis d), bis alle zu fügenden Fügeteile (16 ) auf der Welle (7 ) positioniert sind dadurch gekennzeichnet, dass dass das Fügeteil (16 ) vor dem Verfahrensschritt d) mit seiner Bohrung (28 ) am freien Ende der Welle (7 ) vorpositioniert wird und dass die Zentrierspitze (15 ) durch Eintauchen in die Bohrung (28 ) das Fügeteil (16 ) und die Welle (7 ) konzentrisch zueinander anordnet. - Verfahren nach Patentanspruch 1, wobei am Greifer (
19 ) ein Ausgleichselement vorgesehen ist, das von einer Losstellung in eine Verriegelungsstellung umschaltbar ist, dadurch gekennzeichnet, dass das Fügeteil (16 ) im Verfahrensschritt d) zunächst bei verriegeltem Ausgleichselement vorpositioniert wird und dass nach dem Zentrieren der Welle (7 ) mit der Zentrierspitze (15 ) das Ausgleichselement gelöst und das Fügeteil (16 ) mit der Bohrung (28 ) zentrisch zur Welle (7 ) nachzentriert wird. - Verfahren nach Patentanspruch 1 oder 2 mit einem Festanschlag (
21 ), dadurch gekennzeichnet, dass der Festanschlag (21 ) vor dem Fügen an der Welle (7 ) positioniert wird und dass das Fügeteil (16 ) in der Sollposition von der Fügeeinrichtung (8 ) formschlüssig gegen den Festanschlag (21 ) bewegt wird. - Verfahren nach einem der Patentansprüche 1 bis 3 mit zwei relativ zueinander beweglichen Greifern (
19 ,20 ) zur gleichzeitigen Aufnahme von zwei aufeinanderliegenden Fügeteilen (16 ), dadurch gekennzeichnet, dass der Greifer (19 ) das oben liegende Fügeteil (16 ) ergreift und anhebt, dass der zweite Greifer (20 ) das unten liegende Fügeteil (16 ) Fügeteil (16 ) ergreift und anschließend beide Fügeteile (16 ) im gewünschten Abstand auf der Welle (7 ) positioniert werden. - Verfahren nach einem der Patentansprüche 1 bis 4 mit zwei drehantreibbar gelagerten Spannmitteln (
2 ,2' ), dadurch gekennzeichnet, dass abwechselnd in dem einen Spannmittel (2 ) eine Welle (7 ) mit Fügeteilen (16 ) bestückt und in dem anderen Spannmittel (2' ) die fertig bestückte Welle (7 ) durch eine unbestückte ersetzt wird. - Vorrichtung zur Durchführung des Verfahrens nach einem der Patentansprüche 1 bis 5, mit einem drehantreibbar gelagerten Spannmittel (
2 ) und einer einen Außendurchmesser „D” aufweisenden Zentrierspitze (15 ) zum zentrischen Spannen von Wellen (7 ), mit einer Heizvorrichtung (17 ) für eine Bohrung (28 ) aufweisende Fügeteile (16 ) und mit einer Fügeeinrichtung (8 ) zum Positionieren der Fügeteile (16 ) auf der Welle (7 ), dadurch gekennzeichnet, dass der Außendurchmesser „D” der Zentrierspitze (15 ) an den Innendurchmesser der Bohrungen (28 ) angepasst ist und dass die Fügeteile (16 ) vor dem Auffädeln auf die Welle (7 ) mit der Zentrierspitze (15 ) vorpositionierbar sind. - Vorrichtung nach Patentanspruch 6 mit mindestens einem mechanischen Festanschlag (
21 ), dadurch gekennzeichnet, dass der Festanschlag (21 ) während des Fügens derart an der Welle (7 ) positionierbar ist, dass das Fügeteil (16 ) in der Sollposition formschlüssig am Festanschlag (21 ) anliegt. - Vorrichtung nach einem der Patentansprüche 6 bis 7, dadurch gekennzeichnet, dass der Greifer (
19 ) mit einem Ausgleichselement versehen ist, das von einer Losstellung, in der das Fügeteil (16 ) innerhalb vorbestimmter Toleranzen frei beweglich gehalten ist, in eine Verriegelungsstellung, in der das Fügeteil (16 ) fixiert ist, umschaltbar ist. - Vorrichtung nach einem der Patentansprüche 6 bis 8 mit einem zweiten Greifer (
20 ), dadurch gekennzeichnet, dass der Greifer (19 ) und der zweite Greifer (20 ) am Horizontalschlitten (14 ) der Fügeeinrichtung (8 ) relativ zueinander verfahrbar angeordnet sind. - Vorrichtung nach einem der Patentansprüche 6 bis 9 mit einem zweiten drehantreibbar gelagerten Spannmittel (
2' ) und einer zweiten Zentrierspitze (15' ), dadurch gekennzeichnet, dass eine einzige Fügeeinrichtung (8 ) zwischen der Heizvorrichtung (17 ) und dem ersten und zweiten Spannmittel (2 ,2' ) hin und her verfahrbar ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011106981.3A DE102011106981B4 (de) | 2011-07-05 | 2011-07-05 | Verfahren und Vorrichtung zum Herstellen von Fügeverbindungen |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011106981.3A DE102011106981B4 (de) | 2011-07-05 | 2011-07-05 | Verfahren und Vorrichtung zum Herstellen von Fügeverbindungen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| DE102011106981A1 true DE102011106981A1 (de) | 2013-01-10 |
| DE102011106981B4 DE102011106981B4 (de) | 2017-01-12 |
Family
ID=47426629
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE102011106981.3A Expired - Fee Related DE102011106981B4 (de) | 2011-07-05 | 2011-07-05 | Verfahren und Vorrichtung zum Herstellen von Fügeverbindungen |
Country Status (1)
| Country | Link |
|---|---|
| DE (1) | DE102011106981B4 (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103331594A (zh) * | 2013-06-22 | 2013-10-02 | 杰锋汽车动力系统股份有限公司 | 一种增压器轴承板转子及齿轮总成装配装置及应用所述的装配装置进行同步齿轮装配的方法 |
| DE102013204116A1 (de) | 2013-03-11 | 2014-09-11 | Mahle International Gmbh | Vorrichtung zur Positionierung zumindest eines Funktionselements |
| WO2014161649A1 (de) * | 2013-03-30 | 2014-10-09 | Thyssenkrupp Presta Teccenter Ag | Spannnest mit fixierelementen |
| DE102013109311A1 (de) * | 2013-08-28 | 2015-03-05 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Montagevorrichtung |
| CN108057639A (zh) * | 2017-12-18 | 2018-05-22 | 华南智能机器人创新研究院 | 一种智能打码生产线 |
| DE102020205267A1 (de) | 2020-04-27 | 2021-10-28 | Mahle International Gmbh | Vorrichtung zur Positionierung zumindest einer Welle |
| DE102020213148A1 (de) | 2020-10-19 | 2022-04-21 | Mahle International Gmbh | Vorrichtung zur Montage eines Stopfens in einer Hohlwelle |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1392469B1 (de) | 2001-05-29 | 2007-02-28 | Reiner Dorner | Verfahren zur drehfesten befestigung von triebteilen auf wellen |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2797793B1 (fr) * | 1999-08-24 | 2001-11-09 | Renault | Outillage pour la fabrication d'arbres a cames par dudgeonnage |
| DE102004015675B4 (de) * | 2003-06-05 | 2017-07-13 | Langenstein & Schemann Gmbh | Handhabungsgerät zum Handhaben eines Werkstücks während eines Umformprozesses |
| DE102007056769A1 (de) * | 2007-11-23 | 2008-06-26 | Daimler Ag | Verfahren und Vorrichtung zum Herstellen einer Fügeverbindung |
| DE102007056638B4 (de) * | 2007-11-24 | 2018-02-22 | Usk Karl Utz Sondermaschinen Gmbh | Verfahren und Vorrichtung zur Montage von einem Verbund, insbesondere aus einer Nockenwelle und einem Gehäuse |
-
2011
- 2011-07-05 DE DE102011106981.3A patent/DE102011106981B4/de not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1392469B1 (de) | 2001-05-29 | 2007-02-28 | Reiner Dorner | Verfahren zur drehfesten befestigung von triebteilen auf wellen |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9309953B2 (en) | 2013-03-11 | 2016-04-12 | Mahle International Gmbh | Device for positioning at least one functional element |
| DE102013204116A1 (de) | 2013-03-11 | 2014-09-11 | Mahle International Gmbh | Vorrichtung zur Positionierung zumindest eines Funktionselements |
| EP2777868A1 (de) | 2013-03-11 | 2014-09-17 | Mahle International GmbH | Vorrichtung zur Positionierung zumindest eines Funktionselements |
| CN104043965A (zh) * | 2013-03-11 | 2014-09-17 | 马勒国际有限公司 | 用于对至少一个功能元件进行定位的装置 |
| JP2014173603A (ja) * | 2013-03-11 | 2014-09-22 | Mahle Internatl Gmbh | 少なくとも1つの機能部品を位置決めする装置 |
| CN105102184A (zh) * | 2013-03-30 | 2015-11-25 | 蒂森克虏伯普利斯坦技术中心股份公司 | 具有固定部件的夹紧套 |
| WO2014161649A1 (de) * | 2013-03-30 | 2014-10-09 | Thyssenkrupp Presta Teccenter Ag | Spannnest mit fixierelementen |
| EP2978564B1 (de) | 2013-03-30 | 2018-03-07 | ThyssenKrupp Presta TecCenter AG | Spannnest mit fixierelementen |
| US10557381B2 (en) | 2013-03-30 | 2020-02-11 | Thyssenkrupp Presta Teccenter Ag | Clamping nest having fixing elements |
| CN103331594B (zh) * | 2013-06-22 | 2015-04-01 | 杰锋汽车动力系统股份有限公司 | 一种增压器轴承板转子及齿轮总成装配装置及应用所述的装配装置进行同步齿轮装配的方法 |
| CN103331594A (zh) * | 2013-06-22 | 2013-10-02 | 杰锋汽车动力系统股份有限公司 | 一种增压器轴承板转子及齿轮总成装配装置及应用所述的装配装置进行同步齿轮装配的方法 |
| DE102013109311A1 (de) * | 2013-08-28 | 2015-03-05 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Montagevorrichtung |
| CN108057639A (zh) * | 2017-12-18 | 2018-05-22 | 华南智能机器人创新研究院 | 一种智能打码生产线 |
| DE102020205267A1 (de) | 2020-04-27 | 2021-10-28 | Mahle International Gmbh | Vorrichtung zur Positionierung zumindest einer Welle |
| CN113635042A (zh) * | 2020-04-27 | 2021-11-12 | 马勒国际有限公司 | 用于对至少一个轴进行定位的装置 |
| DE102020213148A1 (de) | 2020-10-19 | 2022-04-21 | Mahle International Gmbh | Vorrichtung zur Montage eines Stopfens in einer Hohlwelle |
| US11484975B2 (en) | 2020-10-19 | 2022-11-01 | Mahle International Gmbh | Method and device for mounting a plug in a hollow shaft |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102011106981B4 (de) | 2017-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102011106981B4 (de) | Verfahren und Vorrichtung zum Herstellen von Fügeverbindungen | |
| EP2237922B1 (de) | Verfahren und vorrichtung zur montage von einem verbund, insbesondere aus einer nockenwelle und einem gehäuse | |
| DE19900292C2 (de) | Universalspannvorrichtung und Verfahren zum Positionieren und Klemmen für Pleuelstangen | |
| DE60209332T2 (de) | Verfahren und vorrichtung zur herstellung einer geschmiedeten zahnstange | |
| EP2011596B1 (de) | Verfahren und Vorrichtung zum Bearbeiten von um eine Werkstückachse rotierenden Werkstücken | |
| EP1334784B1 (de) | Verfahren und Vorrichtung zum Fügen von gebauten Hohlwellen | |
| EP2777868B1 (de) | Vorrichtung zur Positionierung zumindest eines Funktionselements und Verfahren zum thermischen Fügen einer Welle mit einem oder mehreren jeweils eine Nabe für die Welle aufweisenden Funktionselementen | |
| EP3191254B1 (de) | Laser-ablations- und schweissverfahren für werkstücke | |
| DE102013007072A1 (de) | Verfahren zum Herstellen einer Zahnstange einer elektrischen Servolenkungsvorrichtung | |
| EP3205444B1 (de) | Vorrichtung zum positionieren mehrerer funktionselemente | |
| EP3231552B1 (de) | Werkstückpositioniervorrichtung für ein bearbeitungszentrum, bearbeitungszentrum und verfahren | |
| DE102009052482A1 (de) | Verfahren und Vorrichtung zur Herstellung von rohrförmigen Werkstücken aus einen vorgelochten Hohlblock | |
| CH672527A5 (de) | ||
| DE10024990A1 (de) | Verfahren und Vorrichtung zum induktiven Härten von Kurbelwellen | |
| EP2477022B1 (de) | Palettensystem mit einer Rüstpalette und einer Rüstpalettenaufnahme | |
| DE102013214017B3 (de) | Positioniervorrichtung zum Positionieren von Werkstücken, Werkzeugmaschine mit einer derartigen Positioniervorrichtung, Verfahren zum Positionieren von Werkstücken | |
| EP3162496B1 (de) | Vorrichtung zum fügen mehrerer funktionselemente auf einer welle | |
| EP3162495B1 (de) | Vorrichtung zum erwärmen mehrerer funktionselemente | |
| DE19918272A1 (de) | Verfahren und Einrichtung zum Bewegen eines Industrieroboters entlang einer Fahrachse | |
| DE102017101579B4 (de) | Werkstückspannsystem für eine Messmaschine | |
| EP2995417B1 (de) | Vorrichtung zur montage mindestens eines eine ausnehmung für eine welle aufweisenden funktionselements | |
| DD219721A1 (de) | Greifer zum handhaben von magnetisch haftenden werkstuecken | |
| EP1392469B1 (de) | Verfahren zur drehfesten befestigung von triebteilen auf wellen | |
| DE102014211565A1 (de) | Verfahren zum thermischen Fügen von Nocken auf einem Nockenwellenrohr einer Nockenwelle | |
| DE102017213969A1 (de) | Greifmodul sowie Greifwerkzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R012 | Request for examination validly filed | ||
| R016 | Response to examination communication | ||
| R016 | Response to examination communication | ||
| R018 | Grant decision by examination section/examining division | ||
| R026 | Opposition filed against patent | ||
| R119 | Application deemed withdrawn, or ip right lapsed, due to non-payment of renewal fee | ||
| R452 | Opposition proceedings concluded by decision of the patent division/the federal patent court | ||
| R453 | Decision of the patent division/the federal patent court on the conclusion of the opposition proceedings has become final |