CN2338272Y - 新型固体食品自动包装机 - Google Patents
新型固体食品自动包装机 Download PDFInfo
- Publication number
- CN2338272Y CN2338272Y CN 97251100 CN97251100U CN2338272Y CN 2338272 Y CN2338272 Y CN 2338272Y CN 97251100 CN97251100 CN 97251100 CN 97251100 U CN97251100 U CN 97251100U CN 2338272 Y CN2338272 Y CN 2338272Y
- Authority
- CN
- China
- Prior art keywords
- knife plate
- sealing
- heat
- knife
- packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 29
- 235000021055 solid food Nutrition 0.000 title claims abstract description 6
- 238000007789 sealing Methods 0.000 claims abstract description 54
- 229920006280 packaging film Polymers 0.000 claims abstract description 22
- 239000012785 packaging film Substances 0.000 claims abstract description 22
- 239000000463 material Substances 0.000 claims abstract description 11
- 230000009471 action Effects 0.000 claims description 16
- 238000003825 pressing Methods 0.000 claims description 13
- 238000012856 packing Methods 0.000 claims description 11
- 235000013305 food Nutrition 0.000 claims description 8
- 230000005540 biological transmission Effects 0.000 claims description 5
- 230000007306 turnover Effects 0.000 claims description 4
- 230000007246 mechanism Effects 0.000 claims description 2
- 230000033001 locomotion Effects 0.000 claims 2
- 239000000843 powder Substances 0.000 abstract 1
- 239000007787 solid Substances 0.000 description 4
- 239000003292 glue Substances 0.000 description 2
- 238000012858 packaging process Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images






Landscapes
- Package Closures (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
一种新型粉状或颗粒状固体食品包装机,主要由包装膜自动推进装置、物料自动定量进料装置和包装袋自动封口切断装置组成。其特点是包装袋自动封口切断装置由两对相互垂直的刀板构成,从而能做出上下封口互相垂直的三棱锥体形包装袋。这种包装袋具有形状特别、容量大和有足够充气空间等优点,特别适用于固体食品的包装。
Description
本实用新型涉及食品包装机,特别是粉状或颗粒状固体食品包装机。
公知的粉状或颗粒状固体食品包装,历来采用上下封口都在同一平面内的形式。这种单调的形式,已不适应五彩缤纷的新型包装材料的发展。特别是食品包装充气保鲜的要求。
本实用新型的目的,在于提供一种新型包装机,这种包装机能使包装袋上下两封口不在同一平面内,而是互相交叉成90度角,从而使包装袋形成由四个三角形构成的三棱锥体形。由这种包装机制造的这种三棱锥形包装袋,是一种造型特别、容量大并能使袋内有足够充气空间的包装袋。
本实用新型的目的是这样实现的:采用已知同步跟踪全自动程序控制系统,主要由三部分装置组成,即包装膜自动推进装置,包装物料自动定量进料装置和包装袋自动封口切断装置。其中包装膜自动推进装置和物料自动定量进料装置与公知自动固体食品包装机无异,只有包装袋自动封口切断装置不同。包装袋自动封口切断装置的结构,可以是由安装在同一工作面的前、后和左、右两对横向翻转式热封刀板(15、16、17、18)(下简称翻转刀板)和各自的园锥齿轮(19、20、21、22)以及园锥齿轮传动装置(23)组成。前翻转刀板(15)和后翻转刀板(16)与左翻转刀板(17)和右翻转刀板(18)之间,作十字形分布,只是由事先设定的程序,通过互相连接的园锥齿轮,在传动装置(23)的传动下,使左、右翻转刀板(17、18)处于水平方向作压合动作时,前、后翻转刀板(15、16)则翻开成沿直状态。接着,左、右翻转刀板(17、18)翻开成沿直状态,同时,前、后翻转刀板(15、16)则转为水平状态并同样作压合动作。这样,当已形成筒状的包装膜(4),由送膜轮(6)拉动进入自动封口切断装置的工作面时,前翻转刀板(15)和后翻转刀板(16)同时翻开,包装膜(4)的底部首先被左翻转刀板(17)和右翻转刀板(18)压合热封成下封口(25),并切断而形成袋状,从而完成第一封口动作(如图1和图3所示)。这时定量物料(14)和惰性气体已通过定形园筒(5)进入袋中,当袋状包装膜(4)继续向下移动后,左翻转刀板(17)和右翻转刀板(18)同时翻开,前翻转刀板(15)和右翻转刀板(16)翻落为水平状态,从与下封口(25)成90度的方向,将袋状包装膜(4)压合热封并切断,形成上封口(26),从而完成第二封口动作,并结束一个包装程序。由于上封口(26)和下封口(25)互相垂直成90度,因此整个包装袋便形成由四个三角形组成的三棱锥体形(如图7所示)。由于送膜轮(6)的不断拉动,使包装膜(4)不断往下移动,直至完成整个自动包装过程。包装袋自动封口切断装置的结构也可以由安装在同一工作面的无需翻转的固定式前、后和左、右两对横向热封刀板(27、28、29、30)和各自的气缸(31、32、33、34)组成。前、后热封刀板(27、28)与左、右热封刀板(29、30)之间,同样作十字形分布,只是两对刀板皆在同一水平面上,并分别作水平运动,无需翻转,并由事先设定的程序,通过气缸的进退,使各对热封刀板对已形成袋状的包装膜(4),作不同方向的压合热封切断动作从而完成整个包装程序。
本实用新型由于突破传统的平面式包装,使包装袋的上封口(26)和下封口(25)相互垂直呈90度,从而能使其制造出来的包装袋呈三棱锥体形,具有外形形状特别,容量大并且有足够的充气空间等优点。
以下结合对附图的说明,给出本实用新型的实施例。
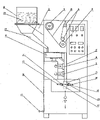
图1为本实用新型的结构及第1封口动作时的示意图;
图2为图1的第2封口动作时的局部结构示意图;
图3为自动封口切断装置采用翻转式热封刀板第1封口动作时的主视和俯视示意图;
图4为自动封口切断装置采用翻转式热封刀板第2封口动作时的主视和俯视示意图;
图5为自动封口切断装置采用固定式热封刀板第1封口动作时的主视和俯视示意图;
图6为自动封口切断装置采用固定式热封刀板第2封口动作时的主视和俯视示意图;
图7为三棱锥体形包装袋的立体图。
实施例1:
一种新型粉状或颗粒状固体食品包装机,由异步三相电动机、步进电动机、减速器、调频变速器、程序控制器、信号感应器、自动控温表、包装膜自动推进装置、包装物料自动定量进料装置、包装袋自动封口切断装置和壳体(24)组成。其中,包装膜自动推进装置,由膜架(1)、转轴(2)、胶棍(3)、定形园筒(5)、送膜轮(6)和纵向热封轮(7)组成。包装膜(4)整筒装在膜架(1)上,经过胶棍(3)和转轴(2)后,直接套在定形园筒(5)上,由于送膜轮(6)的拉动,将其送入纵向热封轮(7),使包装膜(4)形成筒状;包装物料自动定量进料装置,由料槽(8)、槽架(9)、落料筒(10)、自动量料器(11)以及用于输入惰性气体的进气阀(12)和充气管道(13)组成。料槽(8)安装在槽架(9)上,粉状或颗粒状固体食品物料(14),装在料槽(8)中,食品物料(14)经过漏斗状落料筒(10)进入自动量料器(11),由量料器(11)按设计程序,将定量的食品物料(14)拨进定形园筒(5)中。这时,已形成筒状的包装膜(4)的末端,已被自动封口切断装置压合热封,形成下封口(25)。包装袋自动封口切断装置,由安装在同一水平工作面上的前、后和左、右两对横向翻转式热封刀板(15、16、17、18)和各自的园锥齿轮(19、20、21、22)以及园锥齿轮传动机构(23)组成。前刀板(15)和后刀板(16)与左刀板(17)和右刀板(18)两对翻转式热封刀板作十字形发布,由事先设定的程序,通过互相连接的园锥齿轮,在传动机构(23)传动下,使左、右刀板(17、18)处于水平方向并作压合热封切断动作,在同一时间内,前、后刀板(15、16)则翻开成沿直状态,紧接着,左、右刀板(17、18)翻开成沿直状态,而前、后刀板(15、16)则翻落转为水平状态并同样作压合动作。这样,当已形成筒状的包装膜(4),由送膜轮(6)拉动进入自动封口切断装置的工作面时,前刀板(15)和后刀板(16)同时翻开,包装膜(4)的底部首先被左刀板(17)和右刀板(18)压合热封成下封口(25)并切断而形成袋状,从而完成第一封口动作(如图1和图3所示)这时定量食品物料(14)和惰性气体已通过定形园筒(5)进入袋中,当袋状包装膜(4)继续向下移动后,左刀板(17)和右刀板(18)同时翻开,前刀板(15)和后刀板(16)翻落为水平状态,从与下封口(25)成90度的方向,将袋状包装膜(4)压合热封并切断而形成上封口(26),从而完成第2封口动作,并结束一个包装程序。由于上封口(26)和下封口(25)互相垂直成90度,因此,整个包装袋便形成由四个三角形组成的三棱锥体形(如图7所示)。由于送膜轮(6)的不断拉动,使包装膜(4)不断往下移动,直至完成整个自动包装过程。
实施例2:
同实施例1,只是包装袋自动封口切断装置的结构中,将两对翻转式横向热封刀板(15、16、17、18)改为两对固定式横向热封刀板,即前刀板(27)、后刀板(28)、左刀板(29)和右刀板(30)以及各自的气缸(31、32、33、34)组成。前、后热封刀板(27)、(28)与左、右热封刀板(29、30)之间,同样作十字形分布,只是两对刀板落在同一水平面上,并分别先后作水平运动而无需翻转,并由事先设定的程序,通过各自气缸的进退,使各对热封刀板对已形成袋状的包装膜(4),同样作不同方向的压合热封切断动作,从而完成整个包装程序。
Claims (2)
1、一种新型固体食品包装机,由壳体(24)、异步三相电动机、步进电动机、减速器、调频变速器、程序控制器、信号感应器、自动控温表、包装膜自动推进装置、包装物料自动定量进料装置和包装袋自动封口切断装置组成,其特征在于包装袋自动封口切断装置由安装在同一水平工作面上的前、后和左、右两对横向翻转式热封刀板(15、16、17、18)和各自的园锥齿轮(19、20、21、22)以及园锥齿轮传动机构(23)组成,其中,前刀板(15)和后刀板(16)与左刀板(17)和右刀板(18)两对翻转式热封刀板作十字形分布,由事先设定的程序,通过互相连接的园锥齿轮,在传动机构(23)的传动下,使前刀板(15)和后刀板(16)处于水平方向并作压合热封切断动作,在同一时间内,左刀板(17)和右刀板(18)翻开成沿直状态,紧接着,前、后刀板(15、16)则翻开成沿直状态,而左、右刀板(17、18)则翻落转为水平状态并同样作开合动作。
2、根据权利要求1所述的食品包装机,其特征在于包装袋自动封口切断装置由两对固定式横向热封刀板,即前刀板(27)和后刀板(28)、左刀板(29)和右刀板(30)以及各自的气缸(31、32、33、34)组成,前、后热封刀板(27、28)与左、右热封刀板(29、30)之间,同样作十字形分布,两对刀板皆在同一水平面上,并分别作水平运动,这种先后的水平运动,是由事先设定的程序,通过气缸的进退,使各对热封刀板对已形成袋状的包装膜(4),作不同方向的压合热封切断动作从而完成整个包装程序。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 97251100 CN2338272Y (zh) | 1997-12-14 | 1997-12-14 | 新型固体食品自动包装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 97251100 CN2338272Y (zh) | 1997-12-14 | 1997-12-14 | 新型固体食品自动包装机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN2338272Y true CN2338272Y (zh) | 1999-09-15 |
Family
ID=33957480
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 97251100 Expired - Fee Related CN2338272Y (zh) | 1997-12-14 | 1997-12-14 | 新型固体食品自动包装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN2338272Y (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102085744A (zh) * | 2010-11-05 | 2011-06-08 | 李春 | 封口制袋及凹版印刷一体机 |
| CN103029868A (zh) * | 2012-12-31 | 2013-04-10 | 钟锦唐 | 滚筒式给料装袋机 |
| CN103043236A (zh) * | 2012-12-13 | 2013-04-17 | 芜湖美的厨卫电器制造有限公司 | 一种用于物料的自动包装机 |
| CN112722399A (zh) * | 2021-01-07 | 2021-04-30 | 黄冬清 | 一种食品包装袋热封成型设备及其热封成型方法 |
-
1997
- 1997-12-14 CN CN 97251100 patent/CN2338272Y/zh not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102085744A (zh) * | 2010-11-05 | 2011-06-08 | 李春 | 封口制袋及凹版印刷一体机 |
| CN103043236A (zh) * | 2012-12-13 | 2013-04-17 | 芜湖美的厨卫电器制造有限公司 | 一种用于物料的自动包装机 |
| CN103043236B (zh) * | 2012-12-13 | 2015-09-23 | 芜湖美的厨卫电器制造有限公司 | 一种用于物料的自动包装机 |
| CN103029868A (zh) * | 2012-12-31 | 2013-04-10 | 钟锦唐 | 滚筒式给料装袋机 |
| CN103029868B (zh) * | 2012-12-31 | 2014-12-17 | 钟锦唐 | 滚筒式给料装袋机 |
| CN112722399A (zh) * | 2021-01-07 | 2021-04-30 | 黄冬清 | 一种食品包装袋热封成型设备及其热封成型方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080085823A1 (en) | Method for Making a Bag | |
| CN2931309Y (zh) | 连续侧封收缩包装机 | |
| CN201099359Y (zh) | 袋中袋全自动成型立式包装机 | |
| CN101062718A (zh) | 水平式双物料双联袋自动包装机 | |
| JP4851849B2 (ja) | 縦形製袋充填包装機 | |
| CN104760717A (zh) | 颗粒物料包装机 | |
| CN202965280U (zh) | 四方袋制袋机 | |
| CN201023669Y (zh) | 一种立式包装机 | |
| CN2338272Y (zh) | 新型固体食品自动包装机 | |
| CN102756821A (zh) | 一种真空封装装置 | |
| CN202765323U (zh) | 一种真空封装装置 | |
| CN220350025U (zh) | 一种钻井液用页岩抑制剂生产用包装装置 | |
| CN2931292Y (zh) | 水平式双物料双联袋自动包装机 | |
| CN203845048U (zh) | 一种茶叶自动包装流水线 | |
| CN203358868U (zh) | 智能型三维制袋多物料充填一体化真空包装机 | |
| US4206579A (en) | Carton closure outfolder | |
| CN205418269U (zh) | 一种间歇式横纵热塑封装装置 | |
| CN204323799U (zh) | 一种食品包装机成型封口装置 | |
| CN105109825B (zh) | 气柱式保护装置 | |
| CN2452892Y (zh) | 自动袋泡茶叶包装机 | |
| CN216468669U (zh) | 一种双密封颗粒包装机 | |
| GB2094123A (en) | Bags for potting plants and the potting of plants | |
| CN206665017U (zh) | 立式真空包装机 | |
| CN102717908B (zh) | 一种三角菱形袋包装机 | |
| CN2137645Y (zh) | 外袋密封袋泡茶包装机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |