CN219275188U - 一种铝型材加工用铝型材定位装置 - Google Patents
一种铝型材加工用铝型材定位装置 Download PDFInfo
- Publication number
- CN219275188U CN219275188U CN202320708136.2U CN202320708136U CN219275188U CN 219275188 U CN219275188 U CN 219275188U CN 202320708136 U CN202320708136 U CN 202320708136U CN 219275188 U CN219275188 U CN 219275188U
- Authority
- CN
- China
- Prior art keywords
- aluminum profile
- riser
- positioning device
- vertical plate
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Jigs For Machine Tools (AREA)
Abstract
本实用新型公开了一种铝型材加工用铝型材定位装置,包括底座、第一夹板、第二夹板、第一竖板和第二竖板,所述底座顶部靠近中央处焊接有立板,所述立板顶端内侧开设有转槽,所述转槽内套设有旋转轴,所述立板顶端一侧焊接有延伸板,所述延伸板顶部通过固定座设置有驱动电机,所述驱动电机的输出轴连接有主动斜齿轮。该新型在对一些标准直径的圆柱形铝型材进行夹持时,具备专用夹持结构,能方便对标准直径的铝型材进行快速夹持定位,适合广泛推广使用。
Description
技术领域
本实用新型涉及铝型材加工技术领域,特别涉及一种铝型材加工用铝型材定位装置。
背景技术
在铝型材加工领域中,为了方便对各种形状的铝型材进行夹持,所以用于加工定位的装置是十分必要的。
专利号CN216759055U公开了一种铝型材加工设备用的铝型材定位装置,顶板下方设有升降板,顶板上端面设有气缸一,升降板下端面设有滑槽,滑槽内中段设有双向气缸,滑槽内双向气缸左右两侧滑动连接有滑块一,滑块一下端面设有竖板,竖板下端设有横板,横板前端设有固定板,固定板后侧设有夹紧板,横板上设有导向槽,夹紧板上端与导向槽滑动连接,支撑板上设有开槽,开槽内滑动连接有滑块二,滑块二背面设有气缸二,气缸二的活塞杆与滑块二滑动连接,气缸二的活塞杆上设有传动杆,传动杆左右两端滑动连接有活动杆,活动杆与夹紧板连接。本实用新型的优点在于:夹持定位的位置可调、夹持后铝型材的位置可调、使用灵活方便、适应不同加工需求。
以往的定位装置存在以下缺点:1、在对一些标准直径的圆柱形铝型材进行夹持时,不具备专用夹持结构,不能方便对标准直径的铝型材进行快速夹持定位。为此,我们提出一种铝型材加工用铝型材定位装置。
实用新型内容
本实用新型的主要目的在于提供一种铝型材加工用铝型材定位装置,可以有效解决背景技术中的问题。
为实现上述目的,本实用新型采取的技术方案为:
一种铝型材加工用铝型材定位装置,包括底座、第一夹板、第二夹板、第一竖板和第二竖板,所述底座顶部靠近中央处焊接有立板,所述立板顶端内侧开设有转槽,所述转槽内套设有旋转轴,所述立板顶端一侧焊接有延伸板,所述延伸板顶部通过固定座设置有驱动电机,所述驱动电机的输出轴连接有主动斜齿轮,所述主动斜齿轮与从动斜齿轮啮合,所述旋转轴端部外围设置有矩形块,所述矩形块顶部一端和端部一侧处分别焊接有第一竖板和第一夹板,所述矩形块端部通过固定座设置有伺服电缸,所述伺服电缸的动力输出端连接有位移板,所述位移板通过连接杆分别连接有第二竖板和第二夹板,所述第二竖板和第二夹板分别位于矩形块顶部一端和端部一侧,所述第一竖板和第二竖板一端均开设有圆形预设槽。
进一步地,所述圆形预设槽的数量具体设置为多组,所述圆形预设槽的直径从内向外逐渐减小。
进一步地,所述矩形块顶部一端和端部一侧均开设有滑槽,所述第二竖板和第二夹板底部均焊接有滑块,所述滑块均位于对应的滑槽内。
进一步地,所述旋转轴端部远离所述矩形块处设置有配重块。
与现有技术相比,本实用新型具有如下有益效果:
1、利用第一竖板和第二竖板内开设的圆形预设槽,圆形预设槽的数量具体设置为多组,且圆形预设槽的直径从内向外逐渐减小,方便对标准直径大小的柱形铝型材进行快速夹持,通过第一夹板与第二夹板配合,方便对矩形铝型材进行夹持,本定位装置在对一些标准直径的圆柱形铝型材进行夹持时,具备专用夹持结构,能方便对标准直径的铝型材进行快速夹持定位。
附图说明
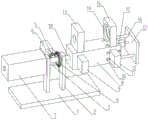
图1为本实用新型一种铝型材加工用铝型材定位装置的整体结构示意图。
图2为本实用新型一种铝型材加工用铝型材定位装置的后视结构示意图。
图3为本实用新型一种铝型材加工用铝型材定位装置的圆形预设槽结构示意图。
图中:1、底座;2、立板;3、延伸板;4、驱动电机;5、主动斜齿轮;6、从动斜齿轮;7、配重块;8、矩形块;9、第一夹板;10、滑槽;11、滑块;12、第二夹板;13、第一竖板;14、第二竖板;15、伺服电缸;16、连接杆;17、位移板;18、旋转轴;19、圆形预设槽。
具体实施方式
为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
如图1-3所示,一种铝型材加工用铝型材定位装置,包括底座1、第一夹板9、第二夹板12、第一竖板13和第二竖板14,所述底座1顶部靠近中央处焊接有立板2,所述立板2顶端内侧开设有转槽,所述转槽内套设有旋转轴18,所述立板2顶端一侧焊接有延伸板3,所述延伸板3顶部通过固定座设置有驱动电机4,所述驱动电机4的输出轴连接有主动斜齿轮5,所述主动斜齿轮5与从动斜齿轮6啮合,所述旋转轴18端部外围设置有矩形块8,所述矩形块8顶部一端和端部一侧处分别焊接有第一竖板13和第一夹板9,所述矩形块8端部通过固定座设置有伺服电缸15,所述伺服电缸15的动力输出端连接有位移板17,所述位移板17通过连接杆16分别连接有第二竖板14和第二夹板12,所述第二竖板14和第二夹板12分别位于矩形块8顶部一端和端部一侧,所述第一竖板13和第二竖板14一端均开设有圆形预设槽19。
其中,所述圆形预设槽19的数量具体设置为多组,所述圆形预设槽19的直径从内向外逐渐减小。
其中,所述矩形块8顶部一端和端部一侧均开设有滑槽10,所述第二竖板14和第二夹板12底部均焊接有滑块11,所述滑块11均位于对应的滑槽10内。
其中,所述旋转轴18端部远离所述矩形块8处设置有配重块7。
需要说明的是,本实用新型为一种铝型材加工用铝型材定位装置,工作时,驱动电机4在工作时带动主动斜齿轮5转动,从而使得从动斜齿轮6和旋转轴18转动,进而使得矩形块8进行转动,从而根据需要将第一竖板13和第二竖板14转动至上端,或者将第一夹板9和第二夹板12转动至上端,伺服电缸15在工作时带动位移板17水平移动,利用滑块11在滑槽10内的滑动,以及连接杆16,方便带动第二竖板14和第二夹板12水平移动,利用第一竖板13和第二竖板14内开设的圆形预设槽19,圆形预设槽19的数量具体设置为多组,且圆形预设槽19的直径从内向外逐渐减小,方便对标准直径大小的柱形铝型材进行快速夹持,通过第一夹板9与第二夹板12配合,方便对矩形铝型材进行夹持,本定位装置在对一些标准直径的圆柱形铝型材进行夹持时,具备专用夹持结构,能方便对标准直径的铝型材进行快速夹持定位。
以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
Claims (4)
1.一种铝型材加工用铝型材定位装置,包括底座(1)、第一夹板(9)、第二夹板(12)、第一竖板(13)和第二竖板(14),其特征在于:所述底座(1)顶部靠近中央处焊接有立板(2),所述立板(2)顶端内侧开设有转槽,所述转槽内套设有旋转轴(18),所述立板(2)顶端一侧焊接有延伸板(3),所述延伸板(3)顶部通过固定座设置有驱动电机(4),所述驱动电机(4)的输出轴连接有主动斜齿轮(5),所述主动斜齿轮(5)与从动斜齿轮(6)啮合,所述旋转轴(18)端部外围设置有矩形块(8),所述矩形块(8)顶部一端和端部一侧处分别焊接有第一竖板(13)和第一夹板(9),所述矩形块(8)端部通过固定座设置有伺服电缸(15),所述伺服电缸(15)的动力输出端连接有位移板(17),所述位移板(17)通过连接杆(16)分别连接有第二竖板(14)和第二夹板(12),所述第二竖板(14)和第二夹板(12)分别位于矩形块(8)顶部一端和端部一侧,所述第一竖板(13)和第二竖板(14)一端均开设有圆形预设槽(19)。
2.根据权利要求1所述的一种铝型材加工用铝型材定位装置,其特征在于:所述圆形预设槽(19)的数量具体设置为多组,所述圆形预设槽(19)的直径从内向外逐渐减小。
3.根据权利要求1所述的一种铝型材加工用铝型材定位装置,其特征在于:所述矩形块(8)顶部一端和端部一侧均开设有滑槽(10),所述第二竖板(14)和第二夹板(12)底部均焊接有滑块(11),所述滑块(11)均位于对应的滑槽(10)内。
4.根据权利要求1所述的一种铝型材加工用铝型材定位装置,其特征在于:所述旋转轴(18)端部远离所述矩形块(8)处设置有配重块(7)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202320708136.2U CN219275188U (zh) | 2023-04-03 | 2023-04-03 | 一种铝型材加工用铝型材定位装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202320708136.2U CN219275188U (zh) | 2023-04-03 | 2023-04-03 | 一种铝型材加工用铝型材定位装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN219275188U true CN219275188U (zh) | 2023-06-30 |
Family
ID=86905426
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202320708136.2U Active CN219275188U (zh) | 2023-04-03 | 2023-04-03 | 一种铝型材加工用铝型材定位装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN219275188U (zh) |
-
2023
- 2023-04-03 CN CN202320708136.2U patent/CN219275188U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111421435B (zh) | 一种多自由度打磨机器人 | |
| CN112658915B (zh) | 方管自动打磨装置 | |
| CN115533645B (zh) | 一种新能源汽车差速器壳体自动化磨削系统 | |
| CN208758822U (zh) | 一种电池模组翻转焊接装置 | |
| CN219275188U (zh) | 一种铝型材加工用铝型材定位装置 | |
| CN113422274A (zh) | 电缆接续压接机及压接方法 | |
| CN109807664B (zh) | 一种微型发动机加工用铣平面夹具装置 | |
| CN216127044U (zh) | 一种薄壁轴承打磨用定位夹具 | |
| CN212858422U (zh) | 夹持顶升旋转机构 | |
| CN212822264U (zh) | 一种具有定位工件功能的多工位冲压装置 | |
| CN213765485U (zh) | 一种新能源汽车零部件加工用定位工装 | |
| CN112792493A (zh) | 双层筒体封头组对装置 | |
| CN114102105A (zh) | 一种船用液压舵机加工用专用装配工装 | |
| CN219987385U (zh) | 一种飞机发动机环形件的快速装夹到位装置 | |
| CN208289482U (zh) | 减速器壳液压夹具 | |
| CN219854118U (zh) | 一种低压电流互感器夹持装置 | |
| CN111730445A (zh) | 一种用于机械加工的倒棱机及其使用方法 | |
| CN212217824U (zh) | 一种夹紧效果好的飞轮加工用定位装置 | |
| CN218945964U (zh) | 一种冷轧不锈钢卷板成型定位装置 | |
| CN220051304U (zh) | 一种圆柱锂电池钢壳的抛光装置 | |
| CN220408453U (zh) | 一种用于叉车差速器壳体加工的定位装置 | |
| CN216229024U (zh) | 一种锂离子电池生产用电极片夹持装置 | |
| CN220838706U (zh) | 一种门框焊接用夹持装置 | |
| CN220260188U (zh) | 一种可调节的定位工装 | |
| CN218398117U (zh) | 一种自动化机械手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |