CN218361529U - 一种板材连续冲压取放设备 - Google Patents
一种板材连续冲压取放设备 Download PDFInfo
- Publication number
- CN218361529U CN218361529U CN202222427259.7U CN202222427259U CN218361529U CN 218361529 U CN218361529 U CN 218361529U CN 202222427259 U CN202222427259 U CN 202222427259U CN 218361529 U CN218361529 U CN 218361529U
- Authority
- CN
- China
- Prior art keywords
- placing
- taking
- mechanical arm
- picking
- pick
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004080 punching Methods 0.000 claims abstract description 31
- 230000000712 assembly Effects 0.000 claims description 33
- 238000000429 assembly Methods 0.000 claims description 33
- 230000005540 biological transmission Effects 0.000 claims description 12
- 230000001681 protective effect Effects 0.000 claims description 4
- 238000000034 method Methods 0.000 abstract description 28
- 239000000463 material Substances 0.000 abstract description 20
- 238000003754 machining Methods 0.000 abstract description 9
- 238000011068 loading method Methods 0.000 abstract description 7
- 230000009286 beneficial effect Effects 0.000 abstract description 2
- 238000007599 discharging Methods 0.000 description 26
- 239000007769 metal material Substances 0.000 description 3
- 239000002184 metal Substances 0.000 description 2
- 229910052755 nonmetal Inorganic materials 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 241000251468 Actinopterygii Species 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical group C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images




Landscapes
- Sheets, Magazines, And Separation Thereof (AREA)
Abstract
本实用新型公开了一种板材连续冲压取放设备,主要涉及冲压加工设备领域。包括支撑柱、取放机械臂总成、与支撑柱顶部转动连接的旋转底盘;所述旋转底盘通过动力机构总成驱动,从而使旋转底盘在支撑柱顶部转动;所述旋转底盘顶部设有纵向升降机构,所述纵向升降机构控制取放机械臂总成的纵向位置调节;所述取放机械臂总成包括伸缩臂、取放板,所述取放板位于伸缩臂的活动杆末端,所述伸缩臂的固定杆与纵向升降机构连接,所述取放板下方设有吸持装置。本实用新型的有益效果在于:该设备能够避免人工操作,实现定位精准的取料、上料冲压和卸料工序并保证工序的连贯性,提升了冲压加工的自动化程度和加工效率,节约了冲压加工成本。
Description
技术领域
本实用新型涉及冲压加工设备领域,具体是一种板材连续冲压取放设备。
背景技术
在汽车外壳板材加工过程中,冲压作为第一道加工技术能够配合模具将板材加工成一定形状,加工步骤主要为取料、上料冲压和卸料转运。现如今,冲压加工主要依靠人工操作省力弹性夹钳来完成,首先操作员利用省力弹性夹钳将待冲压板材从料仓中取出之后进行上料,放置在冲压机的模具上,操作员启动冲压机对板材进行冲压加工;完成加工后,操作员再利用省力弹性夹钳将冲压后的板材取出并转运至放料仓或传送机构上,完成卸料从而进行下一道加工。上述板材冲压过程主要依靠人工按照取料、上料冲压和卸料转运这三个步骤完成,且操作员需按顺序完成三个步骤中的一个步骤时才能进行下个步骤的操作,这导致了加工工序的不连贯,自动化程度较低,影响冲压加工效率,且有一定的人工成本;若增加操作员数量以实现工序连贯的冲压加工,就导致人力资源浪费,增加加工成本。此外,冲压加工在这三个加工步骤中都需要精确的定位,人工操作难以实现精确的定位,导致加工精度降低,并且汽车外壳冲压所用板材一般为金属矩形板材,质量大且边角锋利,人工进行冲压加工时存在被板材划伤的危险。
基于上述问题,需要设计一个能够实现冲压加工工序连贯的、且定位准确的装置,提高冲压加工的自动化程度和加工效率,并且能够避免人工操作带来的工序不连贯,定位不精确问题,提高加工精度。同时还能够避免人工操作,以及人工操作带来的危险,降低冲压加工的成本。
实用新型内容
本实用新型的目的在于提供一种板材连续冲压取放设备,它能够避免人工操作,实现定位精准的取料、上料冲压和卸料工序并保证工序的连贯性,提升了冲压加工的自动化程度和加工效率,节约了冲压加工成本。
本实用新型为实现上述目的,通过以下技术方案实现:
一种板材连续冲压取放设备,包括支撑柱、取放机械臂总成、与支撑柱顶部转动连接的旋转底盘;所述旋转底盘通过动力机构总成驱动,从而使旋转底盘在支撑柱顶部转动;所述旋转底盘顶部设有纵向升降机构,所述纵向升降机构控制取放机械臂总成的纵向位置调节;所述取放机械臂总成在纵向升降机构上环形阵列设有三个;所述取放机械臂总成包括伸缩臂、取放板,所述取放板位于伸缩臂的活动杆末端,所述伸缩臂的固定杆与纵向升降机构连接,所述取放板下方设有吸持装置。
所述取放板可转动调节设置在伸缩臂的活动杆末端。
所述纵向升降机构对三个取放机械臂总成同步驱动,使三个取放机械臂总成同步纵向升降位置调节。
所述纵向升降机构对三个取放机械臂总成单独驱动,使三个取放机械臂总成实现独立纵向升降位置调节。
所述吸持装置为气动吸盘或电吸铁。
所述旋转底盘与支撑柱顶部之间通过推力轴承实现转动连接。
所述动力机构总成包括驱动电机、传动机构,所述驱动电机通过传动机构带动旋转底盘的转动。
所述旋转底盘顶部设有导向架,所述伸缩臂的固定杆后端在导向架的导向下纵向滑动连接。
所述伸缩臂的活动杆末端通过带座轴承设有伺服电机,所述取放板通过伺服电机的驱动可转动调节设置在伸缩臂的活动杆末端。
所述旋转底盘外侧边缘设有保护罩。
对比现有技术,本实用新型的有益效果在于:
一种板材连续冲压取放设备通过驱动电机带动传动机构使旋转底盘旋转,从而使旋转底盘带动纵向升降机构和三个取放机械臂总成旋转,同时又通过取放机械臂总成的伸缩臂的活动杆末端的取放板旋转,实现定位精确且连贯的取料、上料冲压及卸料工序,提高冲压加工的自动化程度、加工效率和加工精度,避免人工操作,降低加工成本。
附图说明
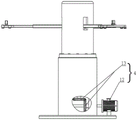
附图1是本实用新型总装图。
附图2是本实用新型附图1的A处放大图。
附图3是本实用新型中旋转底盘上部剖视图。
附图4是本实用新型附图2的B处放大图。
附图5是本实用新型中支撑柱的剖视图。
附图中所示标号:
1、支撑柱;2、取放机械臂总成;3、旋转底盘;4、动力机构总成;5、纵向升降机构;6、伸缩臂;7、取放板;8、活动杆;9、固定杆;10、吸持装置; 11、推力轴承;12、驱动电机;13、传动机构;14、导向架;15、带座轴承; 16、伺服电机;17、保护罩;18、抽吸泵。
具体实施方式
下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本申请所限定的范围。
本实用新型所述是高速钻工作台工件夹紧装置,具体实施方式及其实施例如下:
实施例1
如说明书附图图1至图5所示,一种板材连续冲压取放设备包括支撑柱1、取放机械臂总成2、以及与支撑柱1顶部转动连接的旋转底盘3;所述旋转底盘 3顶部设有纵向升降机构5;由于该设备用于汽车外壳板材的冲压加工,且外壳板材一般为质量较大的金属材料,因此所述纵向升降机构5为油缸,能够提供较大的承载力,从而所述纵向升降机构5能够控制取放机械臂总成2的纵向位置调节,以便取放机械臂总成2在取料、上料冲压和卸料时的纵向位置移动;所述取放机械臂总成2在纵向升降机构5上环形阵列设有三个,包括第一取放机械臂总成2、第二取放机械臂总成2和第三取放机械臂总成2,所述纵向升降机构5同步驱动三个取放机械臂总成2,使三个取放机械臂总成2实现同步纵向升降位置调节;所述纵向升降机构5使三个取放机械臂总成2上升时,三个取放机械臂总成2分别同步完成取料抬升、冲压成型板材提升和卸料上升过程;所述纵向升降机构5使三个取放机械臂总成2下降时,三个取放机械臂总成2 分别同步完成吸持取料、冲压板材放置和板材卸料过程,上述同步过程提高了冲压加工的机械效率。
由于冲压车间中的取料仓、冲压机及卸料仓的位置大多相互垂直对应摆放,而该设备中的三个取放机械臂总成2间隔120°环形阵列,导致取放机械臂总成2在取料、上料冲压及卸料时的位置无法与取料仓、冲压机及卸料仓的位置垂直对应,影响冲压加工过程的定位精度;此外,在保证上述位置一一垂直对应的情况下,取放机械臂总成2还需将冲压板材送入冲压机内的模具上,因此为满足以上冲压过程要求,所述取放机械臂总成2包括伸缩臂6和取放板7;所述取放板7可转动调节设置在伸缩臂6的活动杆8末端,所述伸缩臂6的活动杆8 末端通过带座轴承15设有伺服电机16,所述取放板7通过伺服电机16驱动,实现在伸缩臂6的活动杆8末端转动,以使取放机械臂总成2在取料、上料冲压及卸料时获得与取料仓、冲压机及卸料仓垂直对应的位置,提高加工的定位精度;此外,所述伸缩臂6包括活动杆8和固定杆9,固定杆9与纵向升降机构 5固定连接,所述活动杆8的直径小于固定杆9的直径,所述活动杆8可在固定杆9内部伸缩滑动,从而使取放机械臂总成2将冲压板材送入冲压机内的模具进行冲压加工。
如说明书附图图2至图4所示,所述取放板7下方设有吸持装置10,所述旋转底盘3上还设有抽吸泵18;汽车外壳板材大多为金属材料,因此所述吸持装置10为电吸铁,当所述取放机械臂总成2移动至取料仓位置时,取放板7转动至冲压板材上方垂直位置,电吸铁通电产生磁吸力从而实现冲压板材的吸持,上料冲压时电吸铁断电使冲压板材落入冲压机内的模具上,完成冲压后,所述电吸铁通电吸持冲压板材;卸料时,所述取放机械臂总成2移动至卸料仓位置,且取放板7转动至与卸料仓垂直的位置,所述电吸铁断电使冲压板材落入卸料仓中;若冲压板材为非金属材料时,所述吸持装置10为气动吸盘,所述气动吸盘和抽吸泵18通过气管连接,抽吸泵18通过抽气过程使气动吸盘与冲压板材之间形成负压状态,从而实现冲压板材的吸持取料,抽吸泵18停止抽气,气动吸盘与冲压板材之间为正常气压状态,使冲压板材被放松;需要所述气动吸盘吸持和放松冲压板材的加工步骤与采用电吸铁时相同;上述对冲压板材的吸持方式均可避免人工操作省力弹性夹钳来完成,降低了人工成本,提高冲压加工的自动化程度。
如说明书附图图1至图5所示,所述旋转底盘3与支撑柱1顶部之间通过摩擦小且承载能力强的推力轴承11实现转动连接;所述旋转底盘3通过动力机构总成4驱动,所述动力机构总成4设置在支撑柱1内部,包括驱动电机12、传动机构13;所述传动机构13为锥齿轮机构,所述锥齿轮机构的主动轴上固定连接主动轮,所述主动轴端部连接驱动电机12,所述主动轮配合从动轮转动,所述从动轮固定连接从动轴,所述从动轴一端与旋转底座固定连接;所述驱动电机12通过传动机构13带动旋转底盘3的转动,从而使旋转底盘3在支撑柱1 顶部转动,以带动取放机械臂总成2转动,实现连贯的取料、上料冲压和卸料步骤,提高冲压过程的自动化程度,提升加工效率。
如说明书附图图3和图4所示,所述旋转底盘3顶部设有导向架14,所述伸缩臂6的固定杆9后端在导向架14的导向下纵向滑动连接,以保证伸缩臂6 纵向移动的准确性;所述旋转底盘3外侧边缘设有保护罩17,以防止杂质进入,影响冲压加工的效率。
实施例2
如说明书附图图1至图4所示,与实施例1有所不同的是,所述纵向升降机构5对三个取放机械臂总成2单独驱动,使三个取放机械臂总成2实现独立纵向升降位置调节;因此所述纵向升降机构5使三个取放机械臂总成2上升时的取料抬升、冲压成型板材提升和卸料上升过程以及所述纵向升降机构5使三个取放机械臂总成2下降时的吸持取料、冲压板材放置和板材卸料过程可独立进行;若设备发生故障时,上述单独驱动方式能够使取放机械臂总成2完成当前的加工步骤,不会影响整个加工过程的进行。
使用方法:
如说明书附图图1至图5所示,首先驱动电机12带动传动机构13运动,传动机构13带动旋转底盘3转动,从而使纵向升降机构5和三个取放机械臂总成2转动,其中第一取放机械臂总成2旋转至与取料仓对应的位置且第一取放机械臂总成2的取放板7转动至垂直于冲压板材位置,第二取放机械臂总成2 和第三取放机械臂总成2分别旋转至与冲压机和卸料仓对应的位置且并未进行上料冲压和卸料工作;
纵向升降机构5带动三个取放机械臂总成2下降,第一取放机械臂总成2 的吸持装置10与冲压板材接触;当冲压板材为金属时,吸持装置10为电吸铁,电吸铁通电产生磁吸力从而吸持冲压板材;当冲压板材为非金属时,吸持装置 10为气动吸盘,抽吸泵18通过抽气使气动吸盘与冲压板材之间形成负压状态从而吸持冲压板材;
完成冲压板材吸持后,纵向升降机构5带动三个取放机械臂总成2上升,之后第一取放机械臂总成2旋转至垂直于冲压机的位置,同时第二取放机械臂总成2转动至与卸料仓对应的位置且未进行卸料工作、第三取放机械臂总成2 旋转至与取料仓对应的位置且第三取放机械臂总成2的取放板7转动至垂直于冲压板材位置;此时第一取放机械臂总成2的伸缩臂6的活动杆8延伸至冲压机内的模具上方,之后纵向升降机构5带动三个取放机械臂总成2下降,第一取放机械臂总成2的吸持装置10松开冲压板材且伸缩臂6的活动杆8收缩,同时第三取放机械臂总成2重复第一取放机械臂总成2吸持工件的步骤,第二取放机械臂总成2未进行卸料工作;
在完成板材冲压后,第一取放机械臂总成2的伸缩臂6的活动杆8延伸至冲压板材,在吸持装置10对冲压板材进行吸持后,伸缩臂6的活动杆8收缩取出冲压板材,之后纵向升降机构5带动三个取放机械臂总成2上升,第一取放机械臂总成2旋转至与卸料仓对应的位置且取放板7转动至垂直于卸料仓的位置,同时第二取放机械臂总成2旋转至与取料仓对应的位置且第二取放机械臂总成2的取放板7转动至垂直于冲压板材位置,同时第三取放机械臂总成2旋转至与垂直于冲压机的位置;此时纵向升降机构5带动三个取放机械臂总成2 下降,第一取放机械臂总成2的吸持装置10放松冲压板材至卸料仓,第二取放机械臂总成2重复第三取放机械臂总成2吸持工件的步骤,第三取放机械臂总成2重复第一取放机械臂总成2的上料冲压工作;之后第一取放机械臂总成2、第二取放机械臂总成2、第三取放机械臂总成2循环连贯重复上述取料、上料冲压和卸料步骤。
有益效果:
一种板材连续冲压取放设备通过驱动电机12带动设置在支撑柱1内部的传动机构13使旋转底盘3旋转,从而使固定连接在旋转底盘3顶部的纵向升降机构5旋转,又带动三个取放机械臂总成2旋转,同时纵向升降机构5又控制三个取放机械臂总成2的纵向位置调节,实现了取料、上料冲压和卸料工序的连贯,提高了加工工序的连贯性,提升了冲压加工的自动化程度和加工效率,避免了人工操作,节约人工加工成本;此外,取放机械臂总成2的伸缩臂6的活动杆8末端还设有可转动的取放板7,可根据取料仓、冲压机和卸料仓的位置进行转动调节,在取料、上料冲压和卸料时能够实现精确的定位,提高冲压加工精度。
Claims (10)
1.一种板材连续冲压取放设备,其特征在于:包括支撑柱(1)、取放机械臂总成(2)、与支撑柱(1)顶部转动连接的旋转底盘(3);
所述旋转底盘(3)通过动力机构总成(4)驱动,从而使旋转底盘(3)在支撑柱(1)顶部转动;
所述旋转底盘(3)顶部设有纵向升降机构(5),所述纵向升降机构(5)控制取放机械臂总成(2)的纵向位置调节;
所述取放机械臂总成(2)在纵向升降机构(5)上环形阵列设有三个;所述取放机械臂总成(2)包括伸缩臂(6)、取放板(7),所述取放板(7)位于伸缩臂(6)的活动杆(8)末端,所述伸缩臂(6)的固定杆(9)与纵向升降机构(5)连接,所述取放板(7)下方设有吸持装置(10)。
2.根据权利要求1所述一种板材连续冲压取放设备,其特征在于:所述取放板(7)可转动调节设置在伸缩臂(6)的活动杆(8)末端。
3.根据权利要求1或2所述一种板材连续冲压取放设备,其特征在于:所述纵向升降机构(5)对三个取放机械臂总成(2)同步驱动,使三个取放机械臂总成(2)同步纵向升降位置调节。
4.根据权利要求1或2所述一种板材连续冲压取放设备,其特征在于:所述纵向升降机构(5)对三个取放机械臂总成(2)单独驱动,使三个取放机械臂总成(2)实现独立纵向升降位置调节。
5.根据权利要求3所述一种板材连续冲压取放设备,其特征在于:所述吸持装置(10)为气动吸盘或电吸铁。
6.根据权利要求3所述一种板材连续冲压取放设备,其特征在于:所述旋转底盘(3)与支撑柱(1)顶部之间通过推力轴承(11)实现转动连接。
7.根据权利要求6所述一种板材连续冲压取放设备,其特征在于:所述动力机构总成(4)包括驱动电机(12)、传动机构(13),所述驱动电机(12)通过传动机构(13)带动旋转底盘(3)的转动。
8.根据权利要求7所述一种板材连续冲压取放设备,其特征在于:所述旋转底盘(3)顶部设有导向架(14),所述伸缩臂(6)的固定杆(9)后端在导向架(14)的导向下纵向滑动连接。
9.根据权利要求8所述一种板材连续冲压取放设备,其特征在于:所述伸缩臂(6)的活动杆(8)末端通过带座轴承(15)设有伺服电机(16),所述取放板(7)通过伺服电机(16)的驱动可转动调节设置在伸缩臂(6)的活动杆(8)末端。
10.根据权利要求9所述一种板材连续冲压取放设备,其特征在于:所述旋转底盘(3)外侧边缘设有保护罩(17)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222427259.7U CN218361529U (zh) | 2022-09-14 | 2022-09-14 | 一种板材连续冲压取放设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222427259.7U CN218361529U (zh) | 2022-09-14 | 2022-09-14 | 一种板材连续冲压取放设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218361529U true CN218361529U (zh) | 2023-01-24 |
Family
ID=84973392
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202222427259.7U Expired - Fee Related CN218361529U (zh) | 2022-09-14 | 2022-09-14 | 一种板材连续冲压取放设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218361529U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116275510A (zh) * | 2023-05-17 | 2023-06-23 | 武汉创恒激光智能装备有限公司 | 一种电机定子硅钢片四工位视觉定位激光焊接装置及方法 |
| CN116673381A (zh) * | 2023-06-06 | 2023-09-01 | 无锡乔森精工机械有限公司 | 一种二级齿轮减速机构的闭式双点偏心曲轴冲床 |
-
2022
- 2022-09-14 CN CN202222427259.7U patent/CN218361529U/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116275510A (zh) * | 2023-05-17 | 2023-06-23 | 武汉创恒激光智能装备有限公司 | 一种电机定子硅钢片四工位视觉定位激光焊接装置及方法 |
| CN116275510B (zh) * | 2023-05-17 | 2023-08-25 | 武汉创恒激光智能装备有限公司 | 一种电机定子硅钢片四工位视觉定位激光焊接装置及方法 |
| CN116673381A (zh) * | 2023-06-06 | 2023-09-01 | 无锡乔森精工机械有限公司 | 一种二级齿轮减速机构的闭式双点偏心曲轴冲床 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN218361529U (zh) | 一种板材连续冲压取放设备 | |
| CN111699056B (zh) | 基于视觉的冲压机的自动上下料装置、方法及冲压设备 | |
| CN213702198U (zh) | 一种新型手机构件自动激光焊接设备 | |
| CN214518687U (zh) | 一种电机转子的轴承压装机 | |
| CN111874395A (zh) | 一种用于板式家具智能数控开料加工的装置及方法 | |
| CN111446827B (zh) | 电机定转子冲片加工方法 | |
| CN208450424U (zh) | 冲压机的自动上下料装置及冲压设备 | |
| CN215158121U (zh) | 卡扣机用定位装置 | |
| CN211915280U (zh) | 冲床自动上下料机械手 | |
| CN216177578U (zh) | 全自动巨量晶粒焊接设备 | |
| CN110814186A (zh) | 一种转台螺丝铆接装配线 | |
| CN217125916U (zh) | 一种多工位储料上料装置 | |
| CN215325527U (zh) | 工件组装搬运装置 | |
| CN211682491U (zh) | 视觉冲孔机 | |
| CN210192773U (zh) | 一种自动上料设备 | |
| CN213291462U (zh) | 一种药材压片机 | |
| CN210824392U (zh) | 一种雕铣机上下料装置 | |
| CN211276256U (zh) | 一种转台螺丝铆接装配线 | |
| CN211440338U (zh) | 五面加工中心的下料装置 | |
| CN210549338U (zh) | 一种适用于不同法兰自动上料机构 | |
| CN217749045U (zh) | 一种管料自动定位送料机 | |
| CN220216368U (zh) | 一种自动物料输送装置 | |
| CN216262881U (zh) | 一种低噪音的转轴多凸棱加工设备 | |
| CN218285295U (zh) | 一种床芯与边框组装定位机构 | |
| CN213105763U (zh) | 一种多工位加工储存结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20230124 |