CN217122320U - 一种磁控阀智能检测及自动装配生产线 - Google Patents
一种磁控阀智能检测及自动装配生产线 Download PDFInfo
- Publication number
- CN217122320U CN217122320U CN202121891424.3U CN202121891424U CN217122320U CN 217122320 U CN217122320 U CN 217122320U CN 202121891424 U CN202121891424 U CN 202121891424U CN 217122320 U CN217122320 U CN 217122320U
- Authority
- CN
- China
- Prior art keywords
- inner sleeve
- magnetic control
- control valve
- track
- circulation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






























Landscapes
- Automatic Assembly (AREA)
Abstract
本实用新型针对现有技术中的磁控阀装配方式主要采用人工装配、人工检测无法稳定控制产品的装配质量,并且生产效率低,加工成本高的问题,提出了一种磁控阀智能检测及自动装配生产线,属于磁控阀生产设备技术领域,包括壳体自动上料机构、内套组件自动上料机构、内套组件翻转安装机构、对位安装机构、压环自动上料焊接机构、塑封组件自动上料装配机构,第二工装流转轨道的流转方向上设有磁控阀安装板自动安装机构,第一回形流转机构和第二回形流转机构之间设有磁控阀分料变向机构和磁控阀智能检测机构,磁控阀分料变向机构位于第一工装流转轨道的流转方向的末端。本实用新型实现了磁控阀的自动化生产和检测,提高了生产效率,降低了生产成本。
Description
技术领域
本实用新型属于磁控阀生产设备技术领域,具体涉及一种磁控阀智能检测及自动装配生产线。
背景技术
磁控阀是用来控制水等流体的电气元件,用于洗衣机、净水器、洗碗机等电器中调整水流的方向、流量、速度和其他参数。磁控阀的主要组成部件包括壳体组件、内套组件、塑壳组件。目前国内绝大部分磁控阀生产企业对磁控阀装配方式主要采用人工装配、人工检测,装配和检测手段落后,无法稳定控制产品的装配质量,并且生产效率低,加工成本高,制约着磁控阀产品品质和档次的提高。
发明内容
本实用新型针对现有技术中的磁控阀装配方式主要采用人工装配、人工检测无法稳定控制产品的装配质量,并且生产效率低,加工成本高的问题,提出了一种磁控阀智能检测及自动装配生产线。
本实用新型的发明目的是通过以下技术方案实现的:一种磁控阀智能检测及自动装配生产线,包括第一回形流转机构和第二回形流转机构,所述第一回形流转机构包括相互平行设置的第一工装流转轨道和第一工装返回传送带,所述第二回形流转机构包括相互平行设置的第二工装流转轨道和第二工装返回传送带,所述第一回形流转机构上放置有若干个第一流转工装,所述第二回形流转机构上放置有若干个放置磁控阀的第二流转工装,所述第一流转工装上设有一个放置磁控阀的壳体组件的第一孔位和两个排成一行的放置磁控阀的内套组件的第二孔位,第一工装流转轨道的流转方向上依次设有壳体自动上料机构、内套组件自动上料机构、内套组件翻转安装机构、对位安装机构、压环自动上料焊接机构、塑封组件自动上料装配机构,第二工装流转轨道的流转方向上设有磁控阀安装板自动安装机构,第一回形流转机构和第二回形流转机构之间设有磁控阀分料变向机构和磁控阀智能检测机构,磁控阀分料变向机构位于第一工装流转轨道的流转方向的末端。
上述方案中,磁控阀的部件零部件有壳体组件、内套组件、和安装有电磁阀的塑壳组件,壳体组件通过壳体自动上料机构送到第一工装流转轨道的第一流转工装上,第一流转工装流转到内套组件自动上料机构时,内套组件自动上料机构将两个内套组件放置在壳体组件上,第一流转工装继续流转到内套组件翻转安装机构,将内套组件的内套轴上下翻转,使内套组件正确安装进壳体组件内,第一流转工装继续流转到对位安装机构,使内套组件的安装角度与壳体组件契合,安装到位;套装组件和壳体组件安装到位后,第一流转工装流转到压环自动上料焊接机构,压环安装在内套组件和壳体组件的连接处,用于固定内套组件,经过焊接处理将压环和壳体组件焊接成一个整体;焊接好后第一流转工装继续流转到塑封组件自动上料装配机构,每个内套组件上都安装有一个塑封组件,磁控阀组装完成。第一流转工装流流转到第一工装流转轨道的末端,磁控阀分料变向机构的机械手将第一流转工装上的磁控阀转移到磁控阀分料变向机构上,磁控阀被旋转180度后调换了磁控阀的朝向,且能同时输送两个磁控阀,磁控阀智能检测机构的机械手将磁控阀两个一组的抓取到磁控阀智能检测机构上进行检测,检测好后,通过机械将磁控阀放置到第二工装流转轨道的第二流转工装上,进行单个磁控阀的流转,流转到磁控阀安装板自动安装机构时,给磁控阀安装上安装板,更方便用户安装使用。安装板安装好后磁控阀的自动化安装检测完成,整个过程都通过自动化生产线完成,大大的提高了生产效率,降低了生产成本。
作为优选,所述壳体自动上料机构包括设置在第一工装流转轨道启始端的壳体传送带,所述壳体传送带和第一工装流转轨道位于同一水平面上,壳体传送带垂直于第一工装流转轨道设置,壳体传送带靠近第一工装流转轨道的端部的正上方设置有可以上下移动和沿着壳体传送带的运转方向前后移动的第一机械抓手,所述第一机械抓手可以将壳体传送带上的壳体组件抓取至第一工装流转轨道的第一流转工装上。
作为优选,所述内套组件自动上料机构包括内套盘,将均匀放置有多个内套组件的内套盘向上运送的内套盘上料机构、将空的内套盘回收的内套盘下料机构、内套盘转运机构、以及将内套盘内的内套组件分批次抓取移动的内套组件转移机构;所述内套盘上料机构和内套盘下料机构并排排列,内套盘上料机构和内套盘下料机构之间存在间隔,内套盘上料机构和内套盘下料机构之间的间隔设有内套盘转运机构,所述内套盘转运机构垂直于内套盘上料机构和内套盘下料机构的排列方向,该内套盘转运机构远离内套盘上料机构和内套盘下料机构的一端为内套组件转移工位,该内套组件转移工位设有内套组件转移机构;所述内套盘上料机构和内套盘下料机构均包括升降平台基座,所述升降平台基座上安装有两台丝杆升降机,两台丝杆升降机的输入轴通过传动轴连接成两台联动的丝杆升降机,其中一台丝杆升降机的输入轴反向传动轴的一端上连接有驱动输入轴转动的第一伺服电机,所述丝杆升降机的丝杆竖向设置在丝杆升降机上,两台丝杆升降机的丝杆上安装有升降平台,所述升降平台穿过丝杆,升降平台上固定连接有套设在丝杆上的螺母,当丝杆转动的时候,螺母带动升降平台沿丝杆的轴向来回运动;在内套盘上料机构和内套盘下料机构的上方设有两个上下移动的抓取内套盘的第一气缸抓手,该第一气缸抓手还能在内套盘上料机构和内套盘下料机构之间水平移动;所述内套转运机构包括第一直线导轨,所述第一直线导轨上设有可沿第一直线导轨来回滑动的第一滑块,所述第一滑块沿着滑动方向的两端分别设有一个夹紧气缸,两个夹紧气缸的活塞杆相向设置,夹紧气缸的活塞杆上固定连接有夹紧块;所述内套组件转移机构位于内套盘上料机构和内套盘下料机构的后方,所述内套组件转移机构包括第一直线振动轨道和将位于内套组件转移工位上的内套盘里的内套组件抓取到第一直线振动轨道上的内套组件抓取机构,所述第一直线振动轨道设置在第一直线导轨的一侧,该第一直线振动轨道的设置方向和第一直线导轨相同,该第一直线振动轨道的末端设置有横向于第一直线振动轨道的内套组件分料轨道,所述内套组件分料轨道上设有可在该内套组件分料轨道上来回滑动的第二滑块,所述第二滑块上固定连接有可以放置两个内套组件的内套分料座,所述内套盘内的内套组件排列和第一直线导轨平行的为列,垂直于第一直线导轨的排列为行,所述内套组件抓取机构包括数量和内套盘内一列的内套组件相同的第二机械抓手,所述第二机械抓手排成一列安装在内套组件转移工位正上方的移动轨道上,该移动轨道通过气缸驱动带动第二机械抓手上下移动,同时该移动轨道安装在能使该移动轨道在内套组件转移工位和第一直线振动轨道之间直线来回移动的两条横向轨道上。
作为优选,所述内套组件翻转安装机构包括在第一工装流转轨道的两侧分别对称设置的将第一流转工装上的两个内套组件翻转并放进同一个第一流转工装上的壳体组件上的内套组件翻转机构和内套组件导向机构,内套组件翻转机构包括由旋转机构,该旋转机构包括能180度旋转的第一旋转气缸,该第一旋转气缸上安装有两个气动夹爪,该旋转机构安装在第一直线导轨组合上,该第一直线导轨组合可以上下移动、沿着第一工装流转轨道方向前后移动和垂直于第一工装流转轨道方向前后移动;内套组件导向机构包括内套组件导向座,所述内套组件导向座由气缸驱动能够垂直第一工装流转轨道方向前后移动,该内套组件导向座的下端面高于第一工装流转轨道上的第一流转工装的上端面,该内套组件导向座面向第一流转工装的一侧上竖向设有与两个内套组件的外轮廓相匹配的导向弧面;在内套组件翻转机构对应位置的流转轨道的下方设有将位于该流转轨道上的第一流转工装内的两个内套组件顶起来的内套组件顶升机构,内套组件顶升机构包括安装基台,安装基台的上端面上固定安装有两个顶内套组件轴,所述第一工装流转轨道上设有两个顶内套组件轴通过的第一通孔,所述第一流转工装的底部同样设有两个能让顶内套组件轴上穿至第二孔位的两个第一通行孔,当第一流转工装位于内套组件顶升机构的正上方时,顶内套组件轴、第一通孔、第一通行孔三者的中心线重合;在第一工装流转轨道设有内套组件导向机构的一侧还设有将安装在壳体组件上的内套组件压装进壳体组件的内套组件压装机构,内套组件压装机构和内套组件导向机构相邻设置,且内套组件导向机构位于第一流转工装的流转方向的上游,内套组件压装机构位于第一流转工装的流转方向的下游;所述内套组件压装机构包括竖向设置的第二直线导轨,第二直线导轨上设置有能在第二直线导轨上下移动的第三滑块,第三滑块上安装有内套组件压头,所述内套组件压头位于第一工装流转轨道的正上方。
作为优选,所述对位安装机构包括沿着第一工装流转轨道的流转方向依次设置在第一工装流转轨道正上方的第一CCD视觉拍照相机和能够将第一流转工装上的内套组件抓取并旋转一定角度后放第一流转工装的旋转安装机构,所述旋转安装机构包括设置在第一工装流转轨道正上方的第二气缸抓手,第二气缸抓手固定连接在旋转片上,所述旋转片上固定连接有第一旋转轴,所述第一旋转轴上安装有第二伺服电机,所述旋转片转动安装在能够沿着第一工装流转轨道前后移动和上下移动的第二直线导轨组合上,所述第二直线导轨组合由气缸驱动。
作为优选,所述压环自动上料焊接机构包括设置在第一工装流转轨道侧边的自动焊接装置和压环自动上料装置,所述自动焊接装置包括第一旋转盘,所述第一旋转盘的外圈沿着圆周均匀分布有若干个固定工装,所述固定工装用于放置安装有内套组件的壳体组件,所述第一旋转盘和第一工装流转轨道之间设有可以把第一流转工装上的内套组件和壳体组件的组合件抓取并移动到固定工装上的第三机械抓手,和将焊接好压环的组合件从固定工装上抓取并转移到第一流转工装上的第四机械抓手,所述第一旋转盘的上方设有超声波焊接机;所述压环自动上料装置包括第一振动盘,第一振动盘的出口连接有第二直线振动轨道,所述第二直线振动轨道反向第一振动盘的一端设有横向于第二直线振动轨道的压环分料轨道,所述压环分料轨道上设有可在该压环分料轨道上来回滑动的第四滑块,所述第四滑块上设有两个沿第四滑块滑动方向排列的能容纳压环的压环槽,压环槽面相向第二直线振动轨道端设有开口,所述第四滑块由气缸驱动;第四滑块的上方设有可以压环槽的压环抓取并移动到第一旋转盘上的壳体组件上的压环移动装置,所述压环移动装置包括两个排列和压环槽一样的三指机械爪,所述三指机械抓安装在能够上下移动还能够在压环分料轨道与第一旋转盘之间来回移动的第三直线导轨组合上。
作为优选,所述塑封组件自动上料装配机构包括设置在第一工装流转轨道一侧的塑封组件流转机构和塑封组件安装机构,所述塑封组件安装机构能把塑封组件流转机构上的塑封组件吸取并安装到第一流转工装上的由内套组件和壳体组件组装而成的阀壳体组件上;所述塑封组件流转机构包括两条相互平行的横向流转轨道,在两条横向流转轨道之间设有两条垂直于横向流转轨道的竖向流转轨道,竖向流转轨道的长度等于两条横向流转轨道之间的距离,两条竖向流转轨道之间的外间距等于横向流转轨道的长度,所述竖向流转轨道和横向流转轨道位于同一水平面上;每条横向流转轨道的两端端部上分别安装有一个朝向横向流转轨道长度方向设置的能来回移动的第一推板和朝向竖向流转轨道长度方向设置的能来回移动的第二推板,两条横向流转轨道上的第一推板相向运动,两条横向流转轨道上的第二推板相向运动;在横向流转轨道和竖向流转轨道上放置有若干个放置磁控阀的塑封组件的输送工装,第一推板和第二推板的依次运行可以推动输送工装在横向流转轨道和竖向流转轨道之间循环流转;所述塑封组件安装机构位于第一工装流转轨道和塑封组件流转机构之间,所述塑封组件安装机构包括吸塑封机构安装座,所述吸塑封机构安装座安装在既可以上下移动也可以在塑封组件流转机构和第一工装流转轨道之间移动的第四直线导轨组合上,吸塑封机构安装座上安装有两个结构相同的吸塑封机构,该吸塑封机构安装座上还安装有两个定位气缸,每个定位气缸的推杆分别和一个吸塑封机构的上端固定连接,该定位气缸驱动吸塑封机构向下运动,两个吸塑封机构的排列和横向流转轨道上的的塑封组件的排列相同,所述吸塑封机构包括外壳,所述外壳的底端设有强磁铁,所述外壳内设有限位销和定位销,所述限位销和定位销竖向设置在外壳内,且定位销位于限位销的下方,限位销固定在外壳内,定位销和限位销之间设有第一弹簧,定位销靠近限位销的一端和第一弹簧固定连接,定位销反向限位销的一端穿过外壳的底端,当第一弹簧压缩到最短时,定位销整个进入外壳内;所述定位销和塑封组件上的安装孔相配合。
作为优选,所述磁控阀分料变向机构包括设置在第一工装流转轨道流转方向末端的分料转盘机构,在第一工装流转轨道靠近分料转盘机构的一端和分料转盘机构之间设有将第一工装流转轨道上的第一流转工装所运输的磁控阀抓取并转移放置到分料转盘机构上的分料机械手机构;所述分料转盘机构包括第二旋转盘,第二旋转盘上沿着圆周均匀分布有若干组工装组,所述工装组包括两个放置磁控阀的变向工装,所述第二旋转盘安装在第二凸轮分割器的输出轴上;所述分料机械手机构包括横向设置的和第一工装流转轨道相互平行的第一直线轨道,所述第一直线轨道设置的高度高于分料转盘机构的高度和第一工装流转轨道的高度,该第一直线轨道上设有由第三伺服电机驱动的第五滑块,该第五滑块上设有竖向设置的第二直线轨道,该直线轨道上设有由气缸驱动的第六滑块,所述第六滑块上安装有气缸夹爪,所述气缸夹爪位于第一工装流转轨道的上方,且该气缸夹爪朝向第一工装流转轨道。
作为优选,所述磁控阀智能检测机构包括工作台,工作台上设有第三旋转盘和固定圆盘,固定圆盘位于第三旋转盘的正上方,第三旋转盘的圆心和固定圆盘的圆心重合,第三旋转盘的直径大于固定圆盘的直径;第三旋转盘上均匀的分布有若干组放置一进两出磁控阀的磁控阀安装机构;磁控阀安装机构包括两个放置在一起且相互之间存在间隔的磁控阀安装座,磁控阀安装座包括两根相互平行且固定安装在第三旋转盘上的滑轨,两根滑轨之间留有间隔,滑轨上滑动安装有第七滑块,两个第七滑块上共同固定连接有第一底座,第一底座上固定连接放置磁控阀的座身,座身上设有导水槽,导水槽位于磁控阀进水通道的下方,所述磁控阀安装座上放置的磁控阀的进水通道端均朝向第三旋转盘的外沿;所述滑轨的一端朝向圆心,滑轨的另一端接近第三旋转盘的外边缘,两根滑轨朝向圆心端的端部设有第一限位块,两根滑轨的中间靠近第三旋转盘外沿位置设有固定安装在第三旋转盘上的第二限位块,第二限位块挡在两块第七滑块朝第三旋转盘外沿移动的路径上,第一限位块上固定安装有两根相互平行且平行于滑轨的导向杆,该导向杆反向第一限位块的一端穿过第一底座,第一限位块和第一底座之间设有套设在导向杆上的第二弹簧;工作台上围绕着第三旋转盘旋转方向设有和磁控阀安装机构一一对应的磁控阀传送机构、产品有无检测机构、低压泄漏测试机构、第一高压流量测试机构、第二高压流量测试机构、第一低压流量测试机构、第二低压流量测试机构、交叉流量测试机构、排湿机构、高压泄漏测试机构;磁控阀传送机构包括从上道工序同时抓取两个磁控阀移动到磁控阀安装机构上的第五机械抓手,和将检测好的磁控阀抓取并转移到下道工序的第六机械抓手,产品有无检测机构包括两个分别对应磁控阀安装机构上的两个磁控阀的第一光电传感器,低压泄漏测试机构、第一高压流量测试机构、第二高压流量测试机构、第一低压流量测试机构、第二低压流量测试机构、交叉流量测试机构、排湿机构、高压泄漏测试机构均包括固定安装在工作台上的固定座,固定座上安装有两个前顶气缸,两个前顶气缸的伸缩杆分别面向两个磁控阀安装座,所述伸缩杆内部中空,气缸的尾部设有和伸缩杆密封连通的第一管路,伸缩杆的前端设有对应磁控阀安装座上的磁控阀进水通道的连接口;伸缩杆前伸时,连接口与之对应的磁控阀安装座上的磁控阀进水通道联通;固定圆盘外围设有与低压泄漏测试机构、第一高压流量测试机构、第二高压流量测试机构、第一低压流量测试机构、第二低压流量测试机构、交叉流量测试机构、排湿机构、高压泄漏测试机构一一对应的限位工装组,所述限位工装组包括两个和磁控阀安装机构的磁控阀安装座一一对应的限位工装座,限位工装座上设有两个直径和磁控阀的出水通道相配合的连接通道,两个连接通道的中心线分别和安装在磁控阀安装座上的磁控阀的两个出水通道的中心线重合;第一高压流量测试机构、第二高压流量测试机构、第一低压流量测试机构、第二低压流量测试机构、交叉流量测试机构对应的限位工装座上的连接通道朝向固定圆盘圆心的一侧均连接有第二管路;除了磁控阀传送机构对应的磁控阀安装机构外的其余磁控阀安装机构的正上方均设置有磁控阀控制机构,磁控阀控制机构均安装在设置于第三旋转盘正上方的第一安装板上,磁控阀控制机构包括两个和磁控阀安装机构的两个磁控阀安装座一一对应的磁控阀下压机构,磁控阀下压机构包括安装在第一安装板上的下压气缸,下压气缸的伸缩杆穿过第一安装板面向磁控阀安装座,下压气缸的伸缩杆上安装有平行于第一安装板的安装块,安装块上固定安装有两个和磁控阀的两个内套轴一一对应的压内套轴的内套轴压柱,内套轴压柱上固定安装有探针固定块,探针固定块上安装有若干根通电探针,该通电探针位于磁控阀上的电磁阀的正上方。
作为优选,所述磁控阀安装板自动安装机构包括安装板自动上料机构、安装板翻转机构、将安装板安装进磁控阀的机械手装置和将自动上料机构上的安装板进行姿态检测后转移到安装板翻转机构的机器人系统;自动上料机构包括第一料仓,所述第一料仓的出料口倾斜朝下,该第一料仓的出料口处设置有倾斜向上的第一输送机,第一输送机的起始端的正下方设有集料框,所述第一输送机的输送带上设置有若干个沿着输送带运输方向均匀分布的垂直于该输送带的送料板,第一输送机靠近第一料仓的一端为起始端,第一输送机的另一端为末端,第一输送机的末端的下方设有出料口倾斜向下的第二料仓,第二料仓靠近第一输送机端的上方设有拨料机构,所述拨料机构包括固定安装在第一输送机的机架上的固定板,所述固定板安装在第一输送机的输送带左右两侧的其中一侧的机架上,所述固定板平行于第二料仓,固定板的上端面上安装有第一气缸,该第一气缸的活塞杆固定安装在固定板上,所述第一气缸的缸身上安装有第二气缸,所述第二气缸的活塞杆固定安装在第一气缸的缸身上,所述第二气缸平行于第二料仓,且该第二气缸横向安装在第二料仓的上方,第二气缸的行程大于第二料仓的横向距离;第二料仓垂直于出料口方向的两端的其中一端的外侧壁上还设有第二光电传感器,所述第二光电传感器靠近第一输送机;第二料仓垂直于出料口方向的两端之间的距离为第二料仓的横向距离;第二料仓的出料口端设置有圆柱形的能够转动的择料滚筒,择料滚筒内靠近择料滚筒外壁处均匀设有若干强磁材料,所述择料滚筒的筒身长度方向和第二出料仓的出料口的宽度方向一致,择料滚筒的上端高出第二料仓的出料口;择料滚筒的正下方设有集料框,择料滚筒反向第二料仓的另一端设有倾斜向下的第三料仓,所述第三料仓的出料口的下方设有第二输送机,所述第二输送机的输送带运行方向的两侧机架上设有防止物料掉落输送带的挡条,所述第二输送机位于第三出料仓下方的一端为起始端;第二输送机的末端的正下方设有集料框,机器人系统包括位于第二输送机的正上方沿着输送带的传输方向依次设置的检测输送带上的安装板正反面和安装板姿态的第二CCD视觉拍照相机和将安装板抓取并转移到安装板翻转机构上的装配机械人手臂,所述装配机械人手臂抓取到安装板后可以旋转调整安装板的姿态;第二输送机的机架外侧对应第二CCD视觉拍照相机处设有第三光电传感器;安装板翻转机构包括分料旋转盘,所述分料旋转盘安装在第二凸轮分割器的输出轴上,所述分料旋转盘的外圈沿着分料旋转盘的圆周方向均匀的设置有若干组放置安装板的底座组,所述底座组包括两个结构相同的第二底座和第三底座,所述第二底座和第三底座相邻设置且排成一行,第二底座和第三底座到分料旋转盘的圆心的距离相等;所述分料旋转盘上最靠近第二输送机的末端的底座组所在工位为第一工位,相领第一工位的底座组逆时针所在的位置为第二工位,第二工位上的底座组的正上方设有两个检测安装板有无的第四光电传感器,两个第四光电传感器分别对应该底座组的第二底座和第三底座,所述分料旋转盘位于第二工位的外侧设有可以将第二工位的底座上的安装板翻转后放置在另一个底座上的安装板翻转装置,所述安装板翻转装置包括能将安装板夹起的面向第二工位的第一气缸夹手,第一气缸夹手安装在第一旋转气缸的旋转轴上,该第一旋转气缸的旋转轴面向第二工位,第一旋转气缸安装在能够驱动第一旋转气缸面向第二工位方向来回移动并且能够驱动第一旋转气缸在第二工位的第二底座和第三底座之间来回移动的第五直线导轨组合上;相邻第二工位的底座组逆时针所在的位置为第三工位,分料旋转盘在第三工位处的外侧设有可以将第三工位上的安装板抓取并带动安装板转动到竖直方向的安装板竖立装置,安装板竖立装置包括面向第三工位的第二气缸夹手,所述第二气缸夹手安装在第三旋转气缸的旋转轴上,第三旋转气缸的旋转轴的朝向和第二气缸夹手的朝向垂直;机械手装置包括设置在安装板竖立装置上方的第三气缸夹手,所述第三气缸夹手安装在能驱动第三气缸夹手水平移动和竖直移动的第六直线导轨组合上,所述第六直线导轨组合设置在安装板竖立装置的一侧。
与现有技术相比,本实用新型具有以下有益效果:本实用新型实现了磁控阀的自动化生产和检测,提高了生产效率,降低了生产成本。
附图说明
图1为本实用新型的整体平面布置图;
图2为本实用新型的整体平面布置示意图;
图3为壳体自动上料机构的俯视图;
图4为内套组件自动上料机构的结构示意图;
图5为内套组件自动上料机构从后面往前看的结构示意图;
图6为内套组件自动上料机构侧边视角的结构示意图;
图7为内套盘转运机构的结构示意图;
图8为内套组件翻转安装机构的结构示意图;
图9为内套组件翻转安装机构从后面往前看的结构示意图;
图10为内套组件翻转安装机构从下往上看的结构示意图;
图11为内套组件顶升机构运行时流转工装内部的结构示意图;
图12为对位安装机构的俯视图;
图13为旋转安装机构的结构示意图;
图14为压环自动上料焊接机构的俯视图;
图15为压环自动上料装置的结构示意图;
图16为塑封组件自动上料装配机构的结构示意图;
图17为吸塑封机构的结构示意图;
图18为吸塑封机构的内部结构示意图;
图19为塑封组件脱离吸塑封机构时的结构示意图;
图20为塑封组件的放大图;
图21为磁控阀分料变向机构的结构示意图;
图22为分料转盘机构的结构示意图;
图23为磁控阀智能检测机构的结构示意图;
图24为磁控阀智能检测机构的俯视图;
图25为磁控阀安装机构的结构示意图;
图26为磁控阀安装座的结构示意图;
图27为低压泄漏测试机构的结构示意图;
图28为部分磁控阀控制机构的结构示意图;
图29为磁控阀安装板自动安装机构的结构示意图;
图30为另一个角度的第一输送机的结构示意图;
图31为分料旋转盘的结构示意图。
图中标记:1、第一回形流转机构;101、第一工装流转轨道;102、第一工装返回传送带;2、第二回形流转机构;201、第二工装流转轨道;202、第二工装返回传送带;3、壳体自动上料机构;301、壳体传送带;302、第一机械抓手;4、内套组件自动上料机构;402、内套盘;403、内套盘上料机构;404、内套盘下料机构;405、升降平台基座;406、丝杆升降机;461、丝杆;407、传动轴;408、第一伺服电机;409、升降平台;410、螺母;411、第一气缸抓手;412、第一直线导轨;413、第一滑块;414、夹紧气缸;415、夹紧块;416、第一直线振动轨道;417、内套组件分料轨道;418、第二滑块;419、内套分料座;420、第二机械抓手;421、移动轨道;422、横向轨道; 6、内套组件翻转安装机构; 607、第一旋转气缸;608、气动夹爪608;609、第一直线导轨组合;610、内套组件导向座;611、导向弧面;612、安装基台;613、第二直线导轨;614、第三滑块;615、顶内套组件轴;616、第一通孔;617、第一通行孔;618、内套组件压头;7、对位安装机构;701、第一CCD视觉拍照相机;702、旋转安装机构;703、第二气缸抓手;704、旋转片;705、第一旋转轴;706、第二伺服电机;707、第二直线导轨组合; 8、压环自动上料焊接机构;801、第一旋转盘;802、固定工装;803、第三机械抓手;804、第四机械抓手;805、超声波焊接机;806、第一振动盘;807、第二直线振动轨道;808、压环分料轨道;809、第四滑块;810、压环槽;811、三指机械抓;812、第三直线导轨组合;9、塑封组件自动上料装配机构;906、横向流转轨道;907、竖向流转轨道;908、第一推板;909、第二推板;910、输送工装;911、吸塑封机构安装座;912、第四直线导轨组合;913、吸塑封机构;914、外壳;915、限位销;916、定位销;917、第一弹簧;918、安装孔; 919、定位气缸;10、磁控阀分料变向机构;1004、第一直线轨道1004;1005、第三伺服电机;1006、第五滑块;1007、第二直线轨道;1008、第六滑块;1009、气缸夹爪;1010、第二旋转盘;1011、变向工装;1012、第一凸轮分割器;1013、电机;11、磁控阀智能检测机构;1101、工作台;1102、第三旋转盘;1103、固定圆盘; 1104、产品有无检测机构;1105、低压泄漏测试机构;1106、第一高压流量测试机构;1107、第二高压流量测试机构;1108、第一低压流量测试机构;1109、第二低压流量测试机构;1110、交叉流量测试机构;1111、排湿机构;1112、高压泄漏测试机构;1113、磁控阀安装座;1114、滑轨;1115、第七滑块;1116、座身;1117、第一限位块;1118、第二限位块;1119、导向杆;1120、第二弹簧;1121、导水槽;1122、第一安装板;1123、下压气缸;1124、安装块;1125、内套轴压柱;1126、探针固定块;1127、通电探针;1128、第五机械抓手;1129、第六机械抓手;1130、限位工装座;1131、连接通道;1132、第一管路;1133、第二管路;1134、固定座;1135、前顶气缸;1137、出水通道;1138、进水通道;1139、第一光电传感器;1140、第一底座;1141、连接口;12、磁控阀安装板自动安装机构;1201、安装板;1202、第一料仓;1203、第一输送机;1204、送料板;1205、第二料仓;1206、择料滚筒;1207、第三料仓;1208、第二输送机;1209、固定板;1210、第一气缸;1211、第二气缸;1212、集料框;1213、第二CCD视觉拍照相机;1214、装配机械人手臂;1215、分料旋转盘;1216、第二凸轮分割器;1217、第二底座;1218、第三底座;1219、第一工位;1220、第二工位;1221、第三工位;1222、第二光电传感器;1223、第三光电传感器;1224、第四光电传感器;1225、第一气缸夹手;1226、第二气缸夹手1226;1227、第三气缸夹手;1228、第五直线导轨组合;1229、第六直线导轨组合;1230、第二旋转气缸;1231、第三旋转气缸;1232、挡条;13、压环;14、壳体组件;15、内套组件;16、塑封组件;17、第一流转工装;18、第二流转工装;19、第一孔位;20、第二孔位;21磁控阀。
具体实施方式
下面结合附图所表示的实施例对本实用新型作进一步描述:
实施例1
如图1、图2所示,一种磁控阀智能检测及自动装配生产线,包括第一回形流转机构1和第二回形流转机构2,所述第一回形流转机构1包括相互平行设置的第一工装流转轨道101和第一工装返回传送带102,所述第二回形流转机构2包括相互平行设置的第二工装流转轨道201和第二工装返回传送带202,所述第一回形流转机构1上放置有若干个第一流转工装17,所述第二回形流转机构2上放置有若干个放置磁控阀的第二流转工装18,所述第一流转工装17上设有一个放置磁控阀的壳体组件的第一孔位19和两个排成一行的放置磁控阀的内套组件的第二孔位20,第一工装流转轨道101的流转方向上依次设有壳体自动上料机构3、内套组件自动上料机构4、内套组件翻转安装机构6、对位安装机构7、压环自动上料焊接机构8、塑封组件自动上料装配机构9,第二工装流转轨道201的流转方向上设有磁控阀安装板自动安装机构12,第一回形流转机构1和第二回形流转机构2之间设有磁控阀分料变向机构10和磁控阀智能检测机构11,磁控阀分料变向机构位于第一工装流转轨道101的流转方向的末端。
本生产线从壳体组件自动上料开始,如图3所示,壳体自动上料机构3包括设置在第一工装流转轨道101启始端的壳体传送带301,所述壳体传送带301和第一工装流转轨道101位于同一水平面上,壳体传送带301垂直于第一工装流转轨道101设置,壳体体传送带靠近第一工装流转轨道101的端部的正上方设置有可以上下移动和沿着壳体传送带301的运转方向前后移动的第一机械抓手302,所述第一机械抓手302可以将壳体传送带301上的壳体组件14抓取至第一工装流转轨道101的第一流转工装17上。
转载有壳体组件14的第一流转工装17流转到内套组件自动上料机构4处,如图4到图7所示,所述内套组件自动上料机构4包括内套盘402,将均匀放置有多个内套组件15的内套盘402向上运送的内套盘上料机构403、将空的内套盘402回收的内套盘下料机构404、内套盘转运机构、以及将内套盘402内的内套组件15分批次抓取移动的内套组件转移机构;所述内套盘上料机构403和内套盘下料机构404并排排列,内套盘上料机构403和内套盘下料机构404之间存在间隔,内套盘上料机构403和内套盘下料机构404之间的间隔设有内套盘转运机构,所述内套盘转运机构垂直于内套盘上料机构403和内套盘下料机构404的排列方向,该内套盘转运机构远离内套盘上料机构403和内套盘下料机构404的一端为内套组件转移工位,该内套组件转移工位设有内套组件转移机构;所述内套盘上料机构403和内套盘下料机构404均包括升降平台409基座405,所述升降平台409基座405上安装有两台丝杆升降机406,两台丝杆升降机406的输入轴通过传动轴407连接成两台联动的丝杆升降机406,其中一台丝杆升降机406的输入轴反向传动轴407的一端上连接有驱动输入轴转动的第一伺服电机1013408,所述丝杆升降机406的丝杆461竖向设置在丝杆升降机406上,两台丝杆升降机406的丝杆461上安装有升降平台409,所述升降平台409穿过丝杆461,升降平台409上固定连接有套设在丝杆461上的螺母410,当丝杆461转动的时候,螺母410带动升降平台409沿丝杆461的轴向来回运动;在内套盘上料机构403和内套盘下料机构404的上方设有两个上下移动的抓取内套盘402的第一气缸抓手411,该第一气缸抓手411还能在内套盘上料机构403和内套盘下料机构404之间水平移动;所述内套转运机构包括第一直线导轨组合609,所述第一直线导轨组合609上设有可沿第一直线导轨组合609来回滑动的第一滑块413,所述第一滑块413沿着滑动方向的两端分别设有一个夹紧气缸414,两个夹紧气缸414的活塞杆相向设置,夹紧气缸414的活塞杆上固定连接有夹紧块415;所述内套组件转移机构位于内套盘上料机构403和内套盘下料机构404的后方,所述内套组件转移机构包括第一直线振动轨道416和将位于内套组件转移工位上的内套盘402里的内套组件抓取到第一直线振动轨道416上的内套组件抓取机构,所述第一直线振动轨道416设置在第一直线导轨组合609的一侧,该第一直线振动轨道416的设置方向和第一直线导轨组合609相同,该第一直线振动轨道416的末端设置有横向于第一直线振动轨道416的内套组件分料轨道417,所述内套组件分料轨道417上设有可在该内套组件分料轨道417上来回滑动的第二滑块418,所述第二滑块418上固定连接有可以放置两个内套组件15的内套分料座419,所述内套盘402内的内套组件排列和第一直线导轨组合609平行的为列,垂直于第一直线导轨组合609的排列为行,所述内套组件抓取机构包括数量和内套盘402内一列的内套组件15相同的第二机械抓手420,所述第二机械抓手420排成一列安装在内套组件转移工位正上方的移动轨道421上,该移动轨道421通过气缸驱动带动第二机械抓手420上下移动,同时该移动轨道421安装在能使该移动轨道421在内套组件转移工位和第一直线振动轨道416之间直线来回移动的两条横向轨道422上。
内套组件15在内套分料座419上后通过机械手将内套组件15转移到第一流转工装17上的壳体组件14上,第一流转工装17继续流转至内套组件翻转安装机构6处,如图8到图13所示,所述内套组件翻转安装机构6包括在第一工装流转轨道101的两侧分别对称设置的将第一流转工装17上的两个内套组件15翻转并放进同一个第一流转工装17上的壳体组件14上的内套组件翻转机构和内套组件导向机构,内套组件翻转机构包括旋转机构,该旋转机构包括能180度旋转的第一旋转气缸607,该第一旋转气缸607上安装有两个气动夹爪608,该旋转机构安装在第一直线导轨组合609组合上,该第一直线导轨组合609组合可以上下移动、沿着第一工装流转轨道101方向前后移动和垂直于第一工装流转轨道101方向前后移动;内套组件导向机构包括内套组件导向座610,所述内套组件导向座610由气缸驱动能够垂直第一工装流转轨道101方向前后移动,该内套组件导向座610的下端面高于第一工装流转轨道101上的第一流转工装17的上端面,该内套组件导向座610面向第一流转工装17的一侧上竖向设有与两个内套组件15的外轮廓相匹配的导向弧面611;在内套组件翻转机构对应位置的流转轨道的下方设有将位于该流转轨道上的第一流转工装17内的两个内套组件顶起来的内套组件顶升机构,内套组件顶升机构包括安装基台612,安装基台612的上端面上固定安装有两个顶内套组件轴615,所述第一工装流转轨道101上设有两个顶内套组件轴615通过的第一通孔616,所述第一流转工装17的底部同样设有两个能让顶内套组件轴615上穿至第二孔位20的两个第一通行孔617,当第一流转工装17位于内套组件顶升机构的正上方时,顶内套组件轴615、第一通孔616、第一通行孔617三者的中心线重合;在第一工装流转轨道101设有内套组件导向机构的一侧还设有将安装在壳体组件14上的内套组件15压装进壳体组件14的内套组件压装机构,内套组件压装机构和内套组件导向机构相邻设置,且内套组件导向机构位于第一流转工装17的流转方向的上游,内套组件压装机构位于第一流转工装17的流转方向的下游;所述内套组件压装机构包括竖向设置的第二直线导轨613,第二直线导轨613上设置有能在第二直线导轨613上下移动的第三滑块614,第三滑块614上安装有内套组件压头618,所述内套组件压头618位于第一工装流转轨道101的正上方。
将内套组件15的内套轴上下翻转,使内套组件15正确安装进壳体组件14内后,第一流转工装17继续流转到对位安装机构7,如图12、图13所示,对位安装机构7包括沿着第一工装流转轨道101的流转方向依次设置在第一工装流转轨道101正上方的第一CCD视觉拍照相机701和能够将第一流转工装17上的内套组件15抓取并旋转一定角度后放第一流转工装17的旋转安装机构702,所述旋转安装机构702包括设置在第一工装流转轨道101正上方的第二气缸抓手703,第二气缸抓手703固定连接在旋转片704上,所述旋转片704上固定连接有第一旋转轴705,所述第一旋转轴705上安装有第二伺服电机706,所述旋转片704转动安装在能够沿着第一工装流转轨道101前后移动和上下移动的第二直线导轨组合707组合上,所述第二直线导轨组合707组合由气缸驱动。
对位安装机构7将内套组件15的安装角度与壳体组件14契合,使之安装到位;第一流转工装17继续流转至压环自动上料焊接机构8处,如图14、图15所示,压环自动上料焊接机构8包括设置在第一工装流转轨道101侧边的自动焊接装置和压环自动上料装置,所述自动焊接装置包括第一旋转盘801,所述第一旋转盘801的外圈沿着圆周均匀分布有若干个固定工装802,所述固定工装802用于放置安装有内套组件15的壳体组件14,所述第一旋转盘801和第一工装流转轨道101之间设有可以把第一流转工装17上的内套组件15和壳体组件14的组合件抓取并移动到固定工装802上的第三机械抓手803,和将焊接好压环13的组合件从固定工装802上抓取并转移到第一流转工装17上的第四机械抓手804,所述第一旋转盘801的上方设有超声波焊接机805;所述压环自动上料装置包括第一振动盘806,第一振动盘806的出口连接有第二直线振动轨道807,所述第二直线振动轨道807反向第一振动盘806的一端设有横向于第二直线振动轨道807的压环分料轨道808,所述压环分料轨道808上设有可在该压环分料轨道808上来回滑动的第四滑块809,所述第四滑块809上设有两个沿第四滑块809滑动方向排列的能容纳压环13的压环槽810,压环槽810面相向第二直线振动轨道807端设有开口,所述第四滑块809由气缸驱动;第四滑块809的上方设有可以将压环槽810的压环13抓取并移动到第一旋转盘801上的壳体组件14上的压环移动装置,所述压环移动装置包括两个排列和压环槽810一样的三指机械爪,所述三指机械抓811安装在能够上下移动还能够在压环分料轨道808与第一旋转盘801之间来回移动的第三直线导轨组合812上。
压环13安装在内套组件15和壳体组件14的连接处,用于固定内套组件15,经过焊接处理将压环13和壳体组件14焊接成一个整体;焊接好后第一流转工装17继续流转到塑封组件自动上料装配机构9处,如图16到图20所示,所述塑封组件自动上料装配机构9包括设置在第一工装流转轨道101一侧的塑封组件流转机构和塑封组件安装机构,所述塑封组件安装机构能把塑封组件流转机构上的塑封组件16吸取并安装到第一流转工装17上的由内套组件15和壳体组件14组装而成的阀壳体组件上;所述塑封组件流转机构包括两条相互平行的横向流转轨道906,在两条横向流转轨道906之间设有两条垂直于横向流转轨道906的竖向流转轨道907,竖向流转轨道907的长度等于两条横向流转轨道906之间的距离,两条竖向流转轨道907之间的外间距等于横向流转轨道906的长度,所述竖向流转轨道907和横向流转轨道906位于同一水平面上;每条横向流转轨道906的两端端部上分别安装有一个朝向横向流转轨道906长度方向设置的能来回移动的第一推板908和朝向竖向流转轨道907长度方向设置的能来回移动的第二推板909,两条横向流转轨道906上的第一推板908相向运动,两条横向流转轨道906上的第二推板909相向运动;在横向流转轨道906和竖向流转轨道907上放置有若干个放置磁控阀的塑封组件16的输送工装910,第一推板908和第二推板909的依次运行可以推动输送工装910在横向流转轨道906和竖向流转轨道907之间循环流转;所述塑封组件安装机构位于第一工装流转轨道101和塑封组件流转机构之间,所述塑封组件安装机构包括吸塑封机构913安装座911,所述吸塑封机构913安装座911安装在既可以上下移动也可以在塑封组件流转机构和第一工装流转轨道101之间移动的第四直线导轨组合912上,吸塑封机构913安装座911上安装有两个结构相同的吸塑封机构913,该吸塑封机构913安装座911上还安装有两个定位气缸919,每个定位气缸919的推杆分别和一个吸塑封机构913的上端固定连接,该定位气缸919驱动吸塑封机构913向下运动,两个吸塑封机构913的排列和横向流转轨道906上的的塑封组件16的排列相同,所述吸塑封机构913包括外壳914,所述外壳914的底端设有强磁铁,所述外壳914内设有限位销915和定位销916,所述限位销915和定位销916竖向设置在外壳914内,且定位销916位于限位销915的下方,限位销915固定在外壳914内,定位销916和限位销915之间设有第一弹簧917,定位销916靠近限位销915的一端和第一弹簧917固定连接,定位销916反向限位销915的一端穿过外壳914的底端,当第一弹簧917压缩到最短时,定位销916整个进入外壳914内;所述定位销916和塑封组件16上的安装孔918相配合。
每个内套组件15上都安装有一个塑封组件16,磁控阀组装完成。第一流转工装17流流转到第一工装流转轨道101的末端,磁控阀分料变向机构10设置在第一工装流转轨道101的末端附近,磁控阀分料变向机构10的分料机械手机构机将第一流转工装17上的磁控阀转移到磁控阀分料变向机构10上,如图21、图22所示,所述磁控阀分料变向机构10包括设置在第一工装流转轨道101流转方向末端的分料转盘机构,在第一工装流转轨道101靠近分料转盘机构的一端和分料转盘机构之间设有将第一工装流转轨道101上的第一流转工装17所运输的磁控阀抓取并转移放置到分料转盘机构上的分料机械手机构;所述分料转盘机构包括第二旋转盘1010,第二旋转盘1010上沿着圆周均匀分布有若干组工装组,所述工装组包括两个放置磁控阀的变向工装1011,所述第二旋转盘1010安装在第一凸轮分割器1012的输出轴上;所述分料机械手机构包括横向设置的和第一工装流转轨道101相互平行的第一直线轨道1004,所述第一直线轨道1004设置的高度高于分料转盘机构的高度和第一工装流转轨道101的高度,该第一直线轨道1004上设有由第三伺服电机1005驱动的第五滑块1006,该第五滑块1006上设有竖向设置的第二直线轨道1007,该直线轨道上设有由气缸驱动的第六滑块1008,所述第六滑块1008上安装有气缸夹爪1009,所述气缸夹爪1009位于第一工装流转轨道101的上方,且该气缸夹爪1009朝向第一工装流转轨道101。
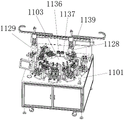
旋转180度后调换了磁控阀的朝向,磁控阀智能检测机构11的第五机械抓手1128将磁控阀两个一组的抓取到磁控阀智能检测机构11上进行检测,如图23到图28所示,所述磁控阀智能检测机构11包括工作台1101,工作台1101上设有第三旋转盘1102和固定圆盘1103,固定圆盘1103位于第三旋转盘1102的正上方,第三旋转盘1102的圆心和固定圆盘1103的圆心重合,第三旋转盘1102的直径大于固定圆盘1103的直径;第三旋转盘1102上均匀的分布有若干组放置一进两出磁控阀的磁控阀安装机构;磁控阀安装机构包括两个放置在一起且相互之间存在间隔的磁控阀安装座1113,磁控阀安装座1113包括两根相互平行且固定安装在第三旋转盘1102上的滑轨1114,两根滑轨1114之间留有间隔,滑轨1114上滑动安装有第七滑块1115,两个第七滑块1115上共同固定连接有第一底座1140,第一底座1140上固定连接放置磁控阀的座身(1116),座身(1116)上设有导水槽1121,导水槽1121位于磁控阀进水通道1138的下方,所述磁控阀安装座1113上放置的磁控阀的进水通道1138端均朝向第三旋转盘1102的外沿;所述滑轨1114的一端朝向圆心,滑轨1114的另一端接近第三旋转盘1102的外边缘,两根滑轨1114朝向圆心端的端部设有第一限位块1117,两根滑轨1114的中间靠近第三旋转盘1102外沿位置设有固定安装在第三旋转盘1102上的第二限位块1118,第二限位块1118挡在两块第七滑块1115朝第三旋转盘1102外沿移动的路径上,第一限位块1117上固定安装有两根相互平行且平行于滑轨1114的导向杆1119,该导向杆1119反向第一限位块1117的一端穿过第一底座1140,第一限位块1117和第一底座1140之间设有套设在导向杆1119上的第二弹簧1120;工作台1101上围绕着第三旋转盘1102旋转方向设有和磁控阀安装机构一一对应的磁控阀传送机构、产品有无检测机构1104、低压泄漏测试机构1105、第一高压流量测试机构1106、第二高压流量测试机构1107、第一低压流量测试机构1108、第二低压流量测试机构1109、交叉流量测试机构1110、排湿机构1111、高压泄漏测试机构1112;磁控阀传送机构包括从上道工序同时抓取两个磁控阀移动到磁控阀安装机构上的第五机械抓手1128,和将检测好的磁控阀抓取并转移到下道工序的第六机械抓手1129,产品有无检测机构1104包括两个分别对应磁控阀安装机构上的两个磁控阀的第一光电传感器1139,低压泄漏测试机构1105、第一高压流量测试机构1106、第二高压流量测试机构1107、第一低压流量测试机构1108、第二低压流量测试机构1109、交叉流量测试机构1110、排湿机构1111、高压泄漏测试机构1112均包括固定安装在工作台1101上的固定座1134,固定座1134上安装有两个前顶气缸1135,两个前顶气缸1135的伸缩杆分别面向两个磁控阀安装座1113,所述伸缩杆内部中空,气缸的尾部设有和伸缩杆密封连通的第一管路1132,伸缩杆的前端设有对应磁控阀安装座1113上的磁控阀进水通道1138的连接口1141;伸缩杆前伸时,连接口1141与之对应的磁控阀安装座1113上的磁控阀进水通道1138联通;固定圆盘1103外围设有与低压泄漏测试机构1105、第一高压流量测试机构1106、第二高压流量测试机构1107、第一低压流量测试机构1108、第二低压流量测试机构1109、交叉流量测试机构1110、排湿机构1111、高压泄漏测试机构1112一一对应的限位工装组,所述限位工装组包括两个和磁控阀安装机构的磁控阀安装座1113一一对应的限位工装座1130,限位工装座1130上设有两个直径和磁控阀的出水通道1137相配合的连接通道1131,两个连接通道1131的中心线分别和安装在磁控阀安装座1113上的磁控阀的两个出水通道1137的中心线重合;第一高压流量测试机构1106、第二高压流量测试机构1107、第一低压流量测试机构1108、第二低压流量测试机构1109、交叉流量测试机构1110对应的限位工装座1130上的连接通道1131朝向固定圆盘1103圆心的一侧均连接有第二管路1133;除了磁控阀传送机构对应的磁控阀安装机构外的其余磁控阀安装机构的正上方均设置有磁控阀控制机构,磁控阀控制机构均安装在设置于第三旋转盘1102正上方的第一安装板1122上,磁控阀控制机构包括两个和磁控阀安装机构的两个磁控阀安装座1113一一对应的磁控阀下压机构,磁控阀下压机构包括安装在第一安装板1122上的下压气缸1123,下压气缸1123的伸缩杆穿过第一安装板1122面向磁控阀安装座1113,下压气缸1123的伸缩杆上安装有平行于第一安装板1122的安装块1124,安装块1124上固定安装有两个和磁控阀的两个内套轴一一对应的压内套轴的内套轴压柱1125,内套轴压柱1125上固定安装有探针固定块1126,探针固定块1126上安装有若干根通电探针1127,该通电探针1127位于磁控阀上的电磁阀的正上方。
在经过了各种检测后,检测合格的磁控阀将被第六机械抓手1129放置到第二工装流转轨道201的第二流转工装18上,进行单个磁控阀的流转,流转到磁控阀安装板自动安装机构处,给磁控阀安装上安装板,如图29到图31所示,所述磁控阀安装板自动安装机构包括安装板自动上料机构、安装板翻转机构、将安装板安装进磁控阀的机械手装置和将自动上料机构上的安装板进行姿态检测后转移到安装板翻转机构的机器人系统;自动上料机构包括第一料仓1202,所述第一料仓1202的出料口倾斜朝下,该第一料仓1202的出料口处设置有倾斜向上的第一输送机1203,第一输送机1203的起始端的正下方设有集料框1212,所述第一输送机1203的输送带上设置有若干个沿着输送带运输方向均匀分布的垂直于该输送带的送料板1204,第一输送机1203靠近第一料仓1202的一端为起始端,第一输送机1203的另一端为末端,第一输送机1203的末端的下方设有出料口倾斜向下的第二料仓1205,第二料仓1205靠近第一输送机1203端的上方设有拨料机构,所述拨料机构包括固定安装在第一输送机1203的机架上的固定板1209,所述固定板1209安装在第一输送机1203的输送带左右两侧的其中一侧的机架上,所述固定板1209平行于第二料仓1205,固定板1209的上端面上安装有第一气缸1210,该第一气缸1210的活塞杆固定安装在固定板1209上,所述第一气缸1210的缸身上安装有第二气缸1211,所述第二气缸1211的活塞杆固定安装在第一气缸1210的缸身上,所述第二气缸1211平行于第二料仓1205,且该第二气缸1211横向安装在第二料仓1205的上方,第二气缸1211的行程大于第二料仓1205的横向距离;第二料仓1205垂直于出料口方向的两端的其中一端的外侧壁上还设有第二光电传感器1222,所述第二光电传感器1222靠近第一输送机1203;第二料仓1205垂直于出料口方向的两端之间的距离为第二料仓1205的横向距离;第二料仓1205的出料口端设置有圆柱形的能够转动的择料滚筒1206,择料滚筒1206内靠近择料滚筒1206外壁处均匀设有若干强磁材料,所述择料滚筒1206的筒身长度方向和第二出料仓的出料口的宽度方向一致,择料滚筒1206的上端高出第二料仓1205的出料口;择料滚筒1206的正下方设有集料框1212,择料滚筒1206反向第二料仓1205的另一端设有倾斜向下的第三料仓1207,所述第三料仓1207的出料口的下方设有第二输送机1208,所述第二输送机1208的输送带运行方向的两侧机架上设有防止物料掉落输送带的挡条1232,所述第二输送机1208位于第三出料仓下方的一端为起始端;第二输送机1208的末端的正下方设有集料框1212,机器人系统包括位于第二输送机1208的正上方沿着输送带的传输方向依次设置的检测输送带上的安装板正反面和安装板姿态的第二CCD视觉拍照相机1213和将安装板抓取并转移到安装板翻转机构上的装配机械人手臂1214,所述装配机械人手臂1214抓取到安装板后可以旋转调整安装板的姿态;第二输送机1208的机架外侧对应第二CCD视觉拍照相机1213处设有第三光电传感器1223;安装板翻转机构包括分料旋转盘1215,所述分料旋转盘1215安装在第二凸轮分割器1216的输出轴上,所述分料旋转盘1215的外圈沿着分料旋转盘1215的圆周方向均匀的设置有若干组放置安装板的底座组,所述底座组包括两个结构相同的第二底座1217和第三底座1218,所述第二底座1217和第三底座1218相邻设置且排成一行,第二底座1217和第三底座1218到分料旋转盘1215的圆心的距离相等;所述分料旋转盘1215上最靠近第二输送机1208的末端的底座组所在工位为第一工位1219,相领第一工位1219的底座组逆时针所在的位置为第二工位1220,第二工位1220上的底座组的正上方设有两个检测安装板有无的第四光电传感器1224,两个第四光电传感器1224分别对应该底座组的第二底座1217和第三底座1218,所述分料旋转盘1215位于第二工位1220的外侧设有可以将第二工位1220的底座上的安装板翻转后放置在另一个底座上的安装板翻转装置,所述安装板翻转装置包括能将安装板夹起的面向第二工位1220的第一气缸夹手1225,第一气缸夹手1225安装在第二旋转气缸1230的旋转轴上,该旋转气缸的旋转轴面向第二工位1220,第二旋转气缸1230安装在能够驱动第二旋转气缸1230面向第二工位1220方向来回移动并且能够驱动第二旋转气缸1230在第二工位1220的第二底座1217和第三底座1218之间来回移动的第五直线导轨组合1228上;相邻第二工位1220的底座组逆时针所在的位置为第三工位1221,分料旋转盘1215在第三工位1221处的外侧设有可以将第三工位1221上的安装板抓取并带动安装板转动到竖直方向的安装板竖立装置,安装板竖立装置包括面向第三工位1221的第二气缸夹手1226,所述第二气缸夹手1226安装在第三旋转气缸1231的旋转轴上,第三旋转气缸1231的旋转轴的朝向和第二气缸夹手1226的朝向垂直;机械手装置包括设置在安装板竖立装置上方的第三气缸夹手1227,所述第三气缸夹手1227安装在能驱动第三气缸夹手1227水平移动和竖直移动的第六直线导轨组合1229上,所述第六直线导轨组合1229设置在安装板竖立装置的一侧。更方便用户安装使用。安装板安装好后磁控阀的自动化安装检测完成,整个过程都通过自动化生产线完成,大大的提高了生产效率,降低了生产成本。
文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
Claims (10)
1.一种磁控阀智能检测及自动装配生产线,其特征在于,包括第一回形流转机构(1)和第二回形流转机构(2),所述第一回形流转机构(1)包括相互平行设置的第一工装流转轨道(101)和第一工装返回传送带(102),所述第二回形流转机构(2)包括相互平行设置的第二工装流转轨道(201)和第二工装返回传送带(202),所述第一回形流转机构(1)上放置有若干个第一流转工装(17),所述第二回形流转机构(2)上放置有若干个放置磁控阀的第二流转工装(18),所述第一流转工装(17)上设有一个放置磁控阀的壳体组件的第一孔位(19)和两个排成一行的放置磁控阀的内套组件的第二孔位(20),第一工装流转轨道(101)的流转方向上依次设有壳体自动上料机构(3)、内套组件自动上料机构(4)、内套组件翻转安装机构(6)、对位安装机构(7)、压环自动上料焊接机构(8)、塑封组件自动上料装配机构(9),第二工装流转轨道(201)的流转方向上设有磁控阀安装板自动安装机构(12),第一回形流转机构(1)和第二回形流转机构(2)之间设有磁控阀分料变向机构(10)和磁控阀智能检测机构(11),磁控阀分料变向机构(10)位于第一工装流转轨道(101)的流转方向的末端。
2.根据权利要求1所述的一种磁控阀智能检测及自动装配生产线,其特征在于,所述壳体自动上料机构(3)包括设置在第一工装流转轨道(101)启始端的壳体传送带(301),所述壳体传送带(301)和第一工装流转轨道(101)位于同一水平面上,壳体传送带(301)垂直于第一工装流转轨道(101)设置,壳体传送带(301)靠近第一工装流转轨道(101)的端部的正上方设置有可以上下移动和沿着壳体传送带(301)的运转方向前后移动的第一机械抓手(302),所述第一机械抓手(302)可以将壳体传送带(301)上的壳体组件抓取至第一工装流转轨道(101)的第一流转工装(17)上。
3.根据权利要求1所述的一种磁控阀智能检测及自动装配生产线,其特征在于,所述内套组件自动上料机构(4)包括内套盘(402),将均匀放置有多个内套组件的内套盘(402)向上运送的内套盘上料机构(403)、将空的内套盘(402)回收的内套盘下料机构(404)、内套盘转运机构、以及将内套盘(402)内的内套组件分批次抓取移动的内套组件转移机构;所述内套盘上料机构(403)和内套盘下料机构(404)并排排列,内套盘上料机构(403)和内套盘下料机构(404)之间存在间隔,内套盘上料机构(403)和内套盘下料机构(404)之间的间隔设有内套盘转运机构,所述内套盘转运机构垂直于内套盘上料机构(403)和内套盘下料机构(404)的排列方向,该内套盘转运机构远离内套盘上料机构(403)和内套盘下料机构(404)的一端为内套组件转移工位,该内套组件转移工位设有内套组件转移机构;所述内套盘上料机构(403)和内套盘下料机构(404)均包括升降平台(409)基座(405),所述升降平台(409)基座(405)上安装有两台丝杆升降机(406),两台丝杆升降机(406)的输入轴通过传动轴(407)连接成两台联动的丝杆升降机(406),其中一台丝杆升降机(406)的输入轴反向传动轴(407)的一端上连接有驱动输入轴转动的第一伺服电机(408),所述丝杆升降机(406)的丝杆(461)竖向设置在丝杆升降机(406)上,两台丝杆升降机(406)的丝杆(461)上安装有升降平台(409),所述升降平台(409)穿过丝杆(461),升降平台(409)上固定连接有套设在丝杆(461)上的螺母(410),当丝杆(461)转动的时候,螺母(410)带动升降平台(409)沿丝杆(461)的轴向来回运动;在内套盘上料机构(403)和内套盘下料机构(404)的上方设有两个上下移动的抓取内套盘的第一气缸抓手(411),该第一气缸抓手(411)还能在内套盘上料机构(403)和内套盘下料机构(404)之间水平移动;所述内套转运机构包括第一直线导轨(412),所述第一直线导轨(412)上设有可沿第一直线导轨(412)来回滑动的第一滑块(413),所述第一滑块(413)沿着滑动方向的两端分别设有一个夹紧气缸(414),两个夹紧气缸(414)的活塞杆相向设置,夹紧气缸(414)的活塞杆上固定连接有夹紧块(415);所述内套组件转移机构位于内套盘上料机构(403)和内套盘下料机构(404)的后方,所述内套组件转移机构包括第一直线振动轨道(416)和将位于内套组件转移工位上的内套盘(402)里的内套组件抓取到第一直线振动轨道(416)上的内套组件抓取机构,所述第一直线振动轨道(416)设置在第一直线导轨(412)的一侧,该第一直线振动轨道(416)的设置方向和第一直线导轨(412)相同,该第一直线振动轨道(416)的末端设置有横向于第一直线振动轨道(416)的内套组件分料轨道(417),所述内套组件分料轨道(417)上设有可在该内套组件分料轨道(417)上来回滑动的第二滑块(418),所述第二滑块(418)上固定连接有可以放置两个内套组件的内套分料座(419),所述内套盘(402)内的内套组件排列和第一直线导轨(412)平行的为列,垂直于第一直线导轨(412)的排列为行,所述内套组件抓取机构包括数量和内套盘(402)内一列的内套组件相同的第二机械抓手(420),所述第二机械抓手(420)排成一列安装在内套组件转移工位正上方的移动轨道(421)上,该移动轨道(421)通过气缸驱动带动第二机械抓手(420)上下移动,同时该移动轨道(421)安装在能使该移动轨道(421)在内套组件转移工位和第一直线振动轨道(416)之间直线来回移动的两条横向轨道(422)上。
4.根据权利要求1所述的一种磁控阀智能检测及自动装配生产线,其特征在于,所述内套组件翻转安装机构(6)包括在第一工装流转轨道(101)的两侧分别对称设置的将第一流转工装(17)上的两个内套组件翻转并放进同一个第一流转工装(17)上的壳体组件上的内套组件翻转机构和内套组件导向机构,内套组件翻转机构包括旋转机构,该旋转机构包括能180度旋转的第一旋转气缸(607),该第一旋转气缸(607)上安装有两个气动夹爪(608),该旋转机构安装在第一直线导轨组合(609)组合上,该第一直线导轨组合(609)组合可以上下移动、沿着第一工装流转轨道(101)方向前后移动和垂直于第一工装流转轨道(101)方向前后移动;内套组件导向机构包括内套组件导向座(610),所述内套组件导向座(610)由气缸驱动能够垂直第一工装流转轨道(101)方向前后移动,该内套组件导向座(610)的下端面高于第一工装流转轨道(101)上的第一流转工装(17)的上端面,该内套组件导向座(610)面向第一流转工装(17)的一侧上竖向设有与两个内套组件的外轮廓相匹配的导向弧面(611);在内套组件翻转机构对应位置的流转轨道的下方设有将位于该流转轨道上的第一流转工装(17)内的两个内套组件顶起来的内套组件顶升机构,内套组件顶升机构包括安装基台(612),安装基台(612)的上端面上固定安装有两个顶内套组件轴(615),所述第一工装流转轨道(101)上设有两个顶内套组件轴(615)通过的第一通孔(616),所述第一流转工装(17)的底部同样设有两个能让顶内套组件轴(615)上穿至第二孔位(20)的两个第一通行孔(617),当第一流转工装(17)位于内套组件顶升机构的正上方时,顶内套组件轴(615)、第一通孔(616)、第一通行孔(617)三者的中心线重合;在第一工装流转轨道(101)设有内套组件导向机构的一侧还设有将安装在壳体组件上的内套组件压装进壳体组件的内套组件压装机构,内套组件压装机构和内套组件导向机构相邻设置,且内套组件导向机构位于第一流转工装(17)的流转方向的上游,内套组件压装机构位于第一流转工装(17)的流转方向的下游;所述内套组件压装机构包括竖向设置的第二直线导轨(613),第二直线导轨(613)上设置有能在第二直线导轨(613)上下移动的第三滑块(614),第三滑块(614)上安装有内套组件压头(618),所述内套组件压头(618)位于第一工装流转轨道(101)的正上方。
5.根据权利要求1所述的一种磁控阀智能检测及自动装配生产线,其特征在于,所述对位安装机构(7)包括沿着第一工装流转轨道(101)的流转方向依次设置在第一工装流转轨道(101)正上方的第一CCD视觉拍照相机(701)和能够将第一流转工装(17)上的内套组件抓取并旋转一定角度后放第一流转工装(17)的旋转安装机构(702),所述旋转安装机构(702)包括设置在第一工装流转轨道(101)正上方的第二气缸抓手(703),第二气缸抓手(703)固定连接在旋转片(704)上,所述旋转片(704)上固定连接有第一旋转轴(705),所述第一旋转轴(705)上安装有第二伺服电机(706),所述旋转片(704)转动安装在能够沿着第一工装流转轨道(101)前后移动和上下移动的第二直线导轨组合(707)上,所述第二直线导轨组合(707)由气缸驱动。
6.根据权利要求1所述的一种磁控阀智能检测及自动装配生产线,其特征在于,所述压环自动上料焊接机构(8)包括设置在第一工装流转轨道(101)侧边的自动焊接装置和压环自动上料装置,所述自动焊接装置包括第一旋转盘(801),所述第一旋转盘(801)的外圈沿着圆周均匀分布有若干个固定工装(802),所述固定工装(802)用于放置安装有内套组件的壳体组件,所述第一旋转盘(801)和第一工装流转轨道(101)之间设有可以把第一流转工装(17)上的内套组件和壳体组件的组合件抓取并移动到固定工装(802)上的第三机械抓手(803),和将焊接好压环的组合件从固定工装(802)上抓取并转移到第一流转工装(17)上的第四机械抓手(804),所述第一旋转盘(801)的上方设有超声波焊接机(805);所述压环自动上料装置包括第一振动盘(806),第一振动盘(806)的出口连接有第二直线振动轨道(807),所述第二直线振动轨道(807)反向第一振动盘(806)的一端设有横向于第二直线振动轨道(807)的压环分料轨道(808),所述压环分料轨道(808)上设有可在该压环分料轨道(808)上来回滑动的第四滑块(809),所述第四滑块(809)上设有两个沿第四滑块(809)滑动方向排列的能容纳压环的压环槽(810),压环槽(810)面相向第二直线振动轨道(807)端设有开口,所述第四滑块(809)由气缸驱动;第四滑块(809)的上方设有可以压环槽(810)的压环抓取并移动到第一旋转盘(801)上的壳体组件上的压环移动装置,所述压环移动装置包括两个排列和压环槽(810)一样的三指机械抓(811),所述三指机械抓(811)安装在能够上下移动还能够在压环分料轨道(808)与第一旋转盘(801)之间来回移动的第三直线导轨组合(812)上。
7.根据权利要求1所述的一种磁控阀智能检测及自动装配生产线,其特征在于,所述塑封组件自动上料装配机构(9)包括设置在第一工装流转轨道(101)一侧的塑封组件流转机构和塑封组件安装机构,所述塑封组件安装机构能把塑封组件流转机构上的塑封组件吸取并安装到第一流转工装(17)上的由内套组件和壳体组件组装而成的阀壳体组件上;所述塑封组件流转机构包括两条相互平行的横向流转轨道(906),在两条横向流转轨道(906)之间设有两条垂直于横向流转轨道(906)的竖向流转轨道(907),竖向流转轨道(907)的长度等于两条横向流转轨道(906)之间的距离,两条竖向流转轨道(907)之间的外间距等于横向流转轨道(906)的长度,所述竖向流转轨道(907)和横向流转轨道(906)位于同一水平面上;每条横向流转轨道(906)的两端端部上分别安装有一个朝向横向流转轨道(906)长度方向设置的能来回移动的第一推板和朝向竖向流转轨道(907)长度方向设置的能来回移动的第二推板(909),两条横向流转轨道(906)上的第一推板相向运动,两条横向流转轨道(906)上的第二推板(909)相向运动;在横向流转轨道(906)和竖向流转轨道(907)上放置有若干个放置磁控阀的塑封组件的输送工装(910),第一推板和第二推板(909)的依次运行可以推动输送工装(910)在横向流转轨道(906)和竖向流转轨道(907)之间循环流转;所述塑封组件安装机构位于第一工装流转轨道(101)和塑封组件流转机构之间,所述塑封组件安装机构包括吸塑封机构(913)安装座(911),所述吸塑封机构(913)安装座(911)安装在既可以上下移动也可以在塑封组件流转机构和第一工装流转轨道(101)之间移动的第四直线导轨组合(912)上,吸塑封机构(913)安装座(911)上安装有两个结构相同的吸塑封机构(913),该吸塑封机构(913)安装座(911)上还安装有两个定位气缸(919),每个定位气缸(919)的推杆分别和一个吸塑封机构(913)的上端固定连接,该定位气缸(919)驱动吸塑封机构(913)向下运动,两个吸塑封机构(913)的排列和横向流转轨道(906)上的塑封组件的排列相同,所述吸塑封机构(913)包括外壳(914),所述外壳(914)的底端设有强磁铁,所述外壳(914)内设有限位销(915)和定位销(916),所述限位销(915)和定位销(916)竖向设置在外壳(914)内,且定位销(916)位于限位销(915)的下方,限位销(915)固定在外壳(914)内,定位销(916)和限位销(915)之间设有第一弹簧,定位销(916)靠近限位销(915)的一端和第一弹簧固定连接,定位销(916)反向限位销(915)的一端穿过外壳(914)的底端,当第一弹簧压缩到最短时,定位销(916)整个进入外壳(914)内;所述定位销(916)和塑封组件上的安装孔(918)相配合。
8.根据权利要求1所述的一种磁控阀智能检测及自动装配生产线,其特征在于,所述磁控阀分料变向机构(10)包括设置在第一工装流转轨道(101)流转方向末端的分料转盘机构,在第一工装流转轨道(101)靠近分料转盘机构的一端和分料转盘机构之间设有将第一工装流转轨道(101)上的第一流转工装(17)所运输的磁控阀抓取并转移放置到分料转盘机构上的分料机械手机构;所述分料转盘机构包括第二旋转盘(1010),第二旋转盘(1010)上沿着圆周均匀分布有若干组工装组,所述工装组包括两个放置磁控阀的变向工装(1011),所述第二旋转盘(1010)安装在第一凸轮分割器1012的输出轴上;所述分料机械手机构包括横向设置的和第一工装流转轨道(101)相互平行的第一直线轨道(1004),所述第一直线轨道(1004)设置的高度高于分料转盘机构的高度和第一工装流转轨道(101)的高度,该第一直线轨道(1004)上设有由第三伺服电机(1013)(1005)驱动的第五滑块(1006),该第五滑块(1006)上设有竖向设置的第二直线轨道(1007),该直线轨道上设有由气缸驱动的第六滑块(1008),所述第六滑块(1008)上安装有气缸夹爪(1009),所述气缸夹爪(1009)位于第一工装流转轨道(101)的上方,且该气缸夹爪(1009)朝向第一工装流转轨道(101)。
9.根据权利要求1所述的一种磁控阀智能检测及自动装配生产线,其特征在于,所述磁控阀智能检测机构(11)包括工作台(1101),工作台(1101)上设有第三旋转盘(1102)和固定圆盘(1103),固定圆盘(1103)位于第三旋转盘(1102)的正上方,第三旋转盘(1102)的圆心和固定圆盘(1103)的圆心重合,第三旋转盘(1102)的直径大于固定圆盘(1103)的直径;第三旋转盘(1102)上均匀的分布有若干组放置一进两出磁控阀的磁控阀安装机构;磁控阀安装机构包括两个放置在一起且相互之间存在间隔的磁控阀安装座(1113),磁控阀安装座(1113)包括两根相互平行且固定安装在第三旋转盘(1102)上的滑轨(1114),两根滑轨(1114)之间留有间隔,滑轨(1114)上滑动安装有第七滑块(1115),两个第七滑块(1115)上共同固定连接有第一底座(1140),第一底座(1140)上固定连接放置磁控阀的座身,座身上设有导水槽(1121),导水槽(1121)位于磁控阀进水通道(1138)的下方,所述磁控阀安装座(1113)上放置的磁控阀的进水通道(1138)端均朝向第三旋转盘(1102)的外沿;所述滑轨(1114)的一端朝向圆心,滑轨(1114)的另一端接近第三旋转盘(1102)的外边缘,两根滑轨(1114)朝向圆心端的端部设有第一限位块(1117),两根滑轨(1114)的中间靠近第三旋转盘(1102)外沿位置设有固定安装在第三旋转盘(1102)上的第二限位块(1118),第二限位块(1118)挡在两块第七滑块(1115)朝第三旋转盘(1102)外沿移动的路径上,第一限位块(1117)上固定安装有两根相互平行且平行于滑轨(1114)的导向杆(1119),该导向杆(1119)反向第一限位块(1117)的一端穿过第一底座(1140),第一限位块(1117)和第一底座(1140)之间设有套设在导向杆(1119)上的第二弹簧(1120);工作台(1101)上围绕着第三旋转盘(1102)旋转方向设有和磁控阀安装机构一一对应的磁控阀传送机构、产品有无检测机构(1104)、低压泄漏测试机构(1105)、第一高压流量测试机构(1106)、第二高压流量测试机构(1107)、第一低压流量测试机构(1108)、第二低压流量测试机构(1109)、交叉流量测试机构(1110)、排湿机构(1111)、高压泄漏测试机构(1112);磁控阀传送机构包括从上道工序同时抓取两个磁控阀移动到磁控阀安装机构上的第五机械抓手(1128),和将检测好的磁控阀抓取并转移到下道工序的第六机械抓手(1129),产品有无检测机构(1104)包括两个分别对应磁控阀安装机构上的两个磁控阀的第一光电传感器(1139),低压泄漏测试机构(1105)、第一高压流量测试机构(1106)、第二高压流量测试机构(1107)、第一低压流量测试机构(1108)、第二低压流量测试机构(1109)、交叉流量测试机构(1110)、排湿机构(1111)、高压泄漏测试机构(1112)均包括固定安装在工作台(1101)上的固定座(1134),固定座(1134)上安装有两个前顶气缸(1135),两个前顶气缸(1135)的伸缩杆分别面向两个磁控阀安装座(1113),所述伸缩杆内部中空,气缸的尾部设有和伸缩杆密封连通的第一管路(1132),伸缩杆的前端设有对应磁控阀安装座(1113)上的磁控阀进水通道(1138)的连接口(1141);伸缩杆前伸时,连接口(1141)与之对应的磁控阀安装座(1113)上的磁控阀进水通道(1138)联通;固定圆盘(1103)外围设有与低压泄漏测试机构(1105)、第一高压流量测试机构(1106)、第二高压流量测试机构(1107)、第一低压流量测试机构(1108)、第二低压流量测试机构(1109)、交叉流量测试机构(1110)、排湿机构(1111)、高压泄漏测试机构(1112)一一对应的限位工装组,所述限位工装组包括两个和磁控阀安装机构的磁控阀安装座(1113)一一对应的限位工装座(1130),限位工装座(1130)上设有两个直径和磁控阀的出水通道(1137)相配合的连接通道(1131),两个连接通道(1131)的中心线分别和安装在磁控阀安装座(1113)上的磁控阀的两个出水通道(1137)的中心线重合;第一高压流量测试机构(1106)、第二高压流量测试机构(1107)、第一低压流量测试机构(1108)、第二低压流量测试机构(1109)、交叉流量测试机构(1110)对应的限位工装座(1130)上的连接通道(1131)朝向固定圆盘(1103)圆心的一侧均连接有第二管路(1133);除了磁控阀传送机构对应的磁控阀安装机构外的其余磁控阀安装机构的正上方均设置有磁控阀控制机构,磁控阀控制机构均安装在设置于第三旋转盘(1102)正上方的第一安装板(1122)上,磁控阀控制机构包括两个和磁控阀安装机构的两个磁控阀安装座(1113)一一对应的磁控阀下压机构,磁控阀下压机构包括安装在第一安装板(1122)上的下压气缸(1123),下压气缸(1123)的伸缩杆穿过第一安装板(1122)面向磁控阀安装座(1113),下压气缸(1123)的伸缩杆上安装有平行于第一安装板(1122)的安装块(1124),安装块(1124)上固定安装有两个和磁控阀的两个内套轴一一对应的压内套轴的内套轴压柱(1125),内套轴压柱(1125)上固定安装有探针固定块(1126),探针固定块(1126)上安装有若干根通电探针(1127),该通电探针(1127)位于磁控阀上的电磁阀的正上方。
10.根据权利要求1所述的一种磁控阀智能检测及自动装配生产线,其特征在于,所述磁控阀安装板自动安装机构(12)包括安装板自动上料机构、安装板翻转机构、将安装板安装进磁控阀的机械手装置和将自动上料机构上的安装板进行姿态检测后转移到安装板翻转机构的机器人系统;自动上料机构包括第一料仓(1202),所述第一料仓(1202)的出料口倾斜朝下,该第一料仓(1202)的出料口处设置有倾斜向上的第一输送机(1203),第一输送机(1203)的起始端的正下方设有集料框(1212),所述第一输送机(1203)的输送带上设置有若干个沿着输送带运输方向均匀分布的垂直于该输送带的送料板(1204),第一输送机(1203)靠近第一料仓(1202)的一端为起始端,第一输送机(1203)的另一端为末端,第一输送机(1203)的末端的下方设有出料口倾斜向下的第二料仓(1205),第二料仓(1205)靠近第一输送机(1203)端的上方设有拨料机构,所述拨料机构包括固定安装在第一输送机(1203)的机架上的固定板(1209),所述固定板(1209)安装在第一输送机(1203)的输送带左右两侧的其中一侧的机架上,所述固定板(1209)平行于第二料仓(1205),固定板(1209)的上端面上安装有第一气缸(1210),该第一气缸(1210)的活塞杆固定安装在固定板(1209)上,所述第一气缸(1210)的缸身上安装有第二气缸(1211),所述第二气缸(1211)的活塞杆固定安装在第一气缸(1210)的缸身上,所述第二气缸(1211)平行于第二料仓(1205),且该第二气缸(1211)横向安装在第二料仓(1205)的上方,第二气缸(1211)的行程大于第二料仓(1205)的横向距离;第二料仓(1205)垂直于出料口方向的两端的其中一端的外侧壁上还设有第二光电传感器(1222),所述第二光电传感器(1222)靠近第一输送机(1203);第二料仓(1205)垂直于出料口方向的两端之间的距离为第二料仓(1205)的横向距离;第二料仓(1205)的出料口端设置有圆柱形的能够转动的择料滚筒(1206),择料滚筒(1206)内靠近择料滚筒(1206)外壁处均匀设有若干强磁材料,所述择料滚筒(1206)的筒身长度方向和第二出料仓的出料口的宽度方向一致,择料滚筒(1206)的上端高出第二料仓(1205)的出料口;择料滚筒(1206)的正下方设有集料框(1212),择料滚筒(1206)反向第二料仓(1205)的另一端设有倾斜向下的第三料仓(1207),所述第三料仓(1207)的出料口的下方设有第二输送机(1208),所述第二输送机(1208)的输送带运行方向的两侧机架上设有防止物料掉落输送带的挡条(1232),所述第二输送机(1208)位于第三出料仓下方的一端为起始端;第二输送机(1208)的末端的正下方设有集料框(1212),机器人系统包括位于第二输送机(1208)的正上方沿着输送带的传输方向依次设置的检测输送带上的安装板正反面和安装板姿态的第二CCD视觉拍照相机(1213)和将安装板抓取并转移到安装板翻转机构上的装配机械人手臂(1214),所述装配机械人手臂(1214)抓取到安装板后可以旋转调整安装板的姿态;第二输送机(1208)的机架外侧对应第二CCD视觉拍照相机(1213)处设有第三光电传感器(1223);安装板翻转机构包括分料旋转盘(1215),所述分料旋转盘(1215)安装在第二凸轮分割器(1216)的输出轴上,所述分料旋转盘(1215)的外圈沿着分料旋转盘(1215)的圆周方向均匀的设置有若干组放置安装板的底座组,所述底座组包括两个结构相同的第二底座(1217)和第三底座(1218),所述第二底座(1217)和第三底座(1218)相邻设置且排成一行,第二底座(1217)和第三底座(1218)到分料旋转盘(1215)的圆心的距离相等;所述分料旋转盘(1215)上最靠近第二输送机(1208)的末端的底座组所在工位为第一工位(1219),相领第一工位(1219)的底座组逆时针所在的位置为第二工位(1220),第二工位(1220)上的底座组的正上方设有两个检测安装板有无的第四光电传感器(1224),两个第四光电传感器(1224)分别对应该底座组的第二底座(1217)和第三底座(1218),所述分料旋转盘(1215)位于第二工位(1220)的外侧设有可以将第二工位(1220)的底座上的安装板翻转后放置在另一个底座上的安装板翻转装置,所述安装板翻转装置包括能将安装板夹起的面向第二工位(1220)的第一气缸夹手(1225),第一气缸夹手(1225)安装在第二旋转气缸(1230)的旋转轴上,该第二旋转气缸(1230)的旋转轴面向第二工位(1220),第二旋转气缸(1230)安装在能够驱动第二旋转气缸(1230)面向第二工位(1220)方向来回移动并且能够驱动第二旋转气缸(1230)在第二工位(1220)的第二底座(1217)和第三底座(1218)之间来回移动的第五直线导轨组合(1228)上;相邻第二工位(1220)的底座组逆时针所在的位置为第三工位(1221),分料旋转盘(1215)在第三工位(1221)处的外侧设有可以将第三工位(1221)上的安装板抓取并带动安装板转动到竖直方向的安装板竖立装置,安装板竖立装置包括面向第三工位(1221)的第二气缸夹手(1226),所述第二气缸夹手(1226)安装在第三旋转气缸(1231)的旋转轴上,第三旋转气缸(1231)的旋转轴的朝向和第二气缸夹手(1226)的朝向垂直;机械手装置包括设置在安装板竖立装置上方的第三气缸夹手(1227),所述第三气缸夹手(1227)安装在能驱动第三气缸夹手(1227)水平移动和竖直移动的第六直线导轨组合(1229)上,所述第六直线导轨组合(1229)设置在安装板竖立装置的一侧。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121891424.3U CN217122320U (zh) | 2021-08-12 | 2021-08-12 | 一种磁控阀智能检测及自动装配生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121891424.3U CN217122320U (zh) | 2021-08-12 | 2021-08-12 | 一种磁控阀智能检测及自动装配生产线 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217122320U true CN217122320U (zh) | 2022-08-05 |
Family
ID=82614915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202121891424.3U Active CN217122320U (zh) | 2021-08-12 | 2021-08-12 | 一种磁控阀智能检测及自动装配生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217122320U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115464396A (zh) * | 2022-10-18 | 2022-12-13 | 成都中科注能科技股份有限公司 | 一种阀门自动化高精度装配系统 |
| CN116653303A (zh) * | 2023-07-28 | 2023-08-29 | 河北高大永恒塑料制品有限公司 | 塑料桶提手自动组装设备 |
| CN116973379A (zh) * | 2023-09-25 | 2023-10-31 | 常州市武进红东电子有限公司 | 一种钕铁硼磁钢用翻面检测生产线 |
| CN117549077A (zh) * | 2023-11-29 | 2024-02-13 | 山东泰展机电科技股份有限公司 | 电磁阀阀芯连续化生产线 |
-
2021
- 2021-08-12 CN CN202121891424.3U patent/CN217122320U/zh active Active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115464396A (zh) * | 2022-10-18 | 2022-12-13 | 成都中科注能科技股份有限公司 | 一种阀门自动化高精度装配系统 |
| CN116653303A (zh) * | 2023-07-28 | 2023-08-29 | 河北高大永恒塑料制品有限公司 | 塑料桶提手自动组装设备 |
| CN116973379A (zh) * | 2023-09-25 | 2023-10-31 | 常州市武进红东电子有限公司 | 一种钕铁硼磁钢用翻面检测生产线 |
| CN116973379B (zh) * | 2023-09-25 | 2023-12-01 | 常州市武进红东电子有限公司 | 一种钕铁硼磁钢用翻面检测生产线 |
| CN117549077A (zh) * | 2023-11-29 | 2024-02-13 | 山东泰展机电科技股份有限公司 | 电磁阀阀芯连续化生产线 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN217122320U (zh) | 一种磁控阀智能检测及自动装配生产线 | |
| CN107819134B (zh) | 新能源电池模组装配线 | |
| CN110303335B (zh) | 一种多工位凸轮轴压装机 | |
| CN103386608B (zh) | 一种快速插接头自动组装检测设备 | |
| CN103240597B (zh) | 汽车制动轮缸皮碗装配线 | |
| CN208828837U (zh) | 一种pcb板烧录检测自动上料线 | |
| CN217475083U (zh) | 一种全自动超声波熔接机 | |
| CN112885558B (zh) | 磁铁充磁装置 | |
| CN110733870A (zh) | 钢筋连接套加工生产线和生产方法 | |
| CN111993055A (zh) | 电池正极焊接自动化生产设备及电池 | |
| CN109532248B (zh) | Ict智能检测打标系统 | |
| CN113135314A (zh) | 全自动电感线圈检测包装装置 | |
| CN206447240U (zh) | 手机自动检测设备 | |
| CN112692566A (zh) | 一种水阀装配设备 | |
| CN112986266A (zh) | 一种产品表面缺陷检测设备 | |
| CN110625389A (zh) | 一种电源适配器自动装配设备及其装配方法 | |
| CN110153668B (zh) | 一种用于向治具安装孔填装入磁铁的填装装置及填装方法 | |
| CN215236025U (zh) | 转塔组件和电感线圈检测包装装置 | |
| CN114290607A (zh) | 一种塑胶软管注头生产设备 | |
| CN212502533U (zh) | 一种多功能一体机流水线 | |
| CN210549436U (zh) | 一种多工位凸轮轴压装机 | |
| CN117654920A (zh) | 一种水泵密封件气密性自动检测装置 | |
| CN110919228B (zh) | 空调底盘自动焊接生产线 | |
| CN111076580B (zh) | 一种流水线生产加工热管装置及方法 | |
| CN109649708B (zh) | 一种基于机器视觉的狙击弹吸取和装盒系统及方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |