CN216925477U - 一种晶圆棒检测装置 - Google Patents
一种晶圆棒检测装置 Download PDFInfo
- Publication number
- CN216925477U CN216925477U CN202220215946.XU CN202220215946U CN216925477U CN 216925477 U CN216925477 U CN 216925477U CN 202220215946 U CN202220215946 U CN 202220215946U CN 216925477 U CN216925477 U CN 216925477U
- Authority
- CN
- China
- Prior art keywords
- wafer
- rod
- wafer rod
- slide rail
- bar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Testing Or Measuring Of Semiconductors Or The Like (AREA)
Abstract
一种晶圆棒检测装置,包括:沿晶圆棒长度方向上至少设有两组用于夹取所述晶圆棒外壁面的夹固件,并在每个所述夹固件上均设有测件一;每个所述测件一均能够在所述晶圆棒沿其轴向旋转时识别所述晶圆棒的四条晶线的位置并测量出所述晶圆棒外径尺寸及两组对位设置的晶线在端面投影中的夹角角度。本实用新型可快速检测到晶圆棒的长度、外径尺寸,并可同时测量出晶圆棒四条晶线的位置,且可将测得的晶线位置的数据进行优化,以计算出两组对位设置的交叉晶线的角度差值;结构设计简单且配合精密,自动化程度高,无需人员辅助操作,检测精准且工作效率高。
Description
技术领域
本实用新型属于晶圆棒检测设备技术领域,尤其是涉及一种晶圆棒检测装置。
背景技术
成品的晶圆棒需要对其外壁面的尺寸进行检测,包括其外径直径和四条棱线的检查是否符合标准,其中在直拉过程中,由于热场温度梯度的变化和掺杂元素的分凝系数不同,导致会出现晶圆棒的外径尺寸低于标准最小直径值;或者四条晶线不是对称且均匀地分布在晶圆棒的外壁面上,其偏差超出标准范围。这样的晶圆棒是无法进行后续切片生产,故必须在开方之前就把这些晶圆棒的外径尺寸及晶线偏差角度是否合格进行检测。当然,还必须对每一颗晶圆棒的长度进行检测,以判定该颗晶圆棒是否符合开方用的标准加工尺寸。
现有检测都是人员采用测量工具进行手工测量、计算,需要多组人员配合测量。这种手动测量的方式误差较大,耗时耗力且工作效率低,不适用现有批量化且大尺寸化的晶圆棒的生产,因此,如何设计一种既可以测量晶圆棒的外径尺寸又可以测量四条对位设置的晶线交叉的角度偏差,是非常有必要。
实用新型内容
本实用新型提供一种晶圆棒检测装置,解决了现有人工测量晶圆棒外径尺寸及对角晶线交叉角度偏差误差率高且效率低的技术问题。
为解决至少一个上述技术问题,本实用新型采用的技术方案是:
一种晶圆棒检测装置,包括:
沿晶圆棒长度方向上至少设有两组用于夹取所述晶圆棒外壁面的夹固件,并在每个所述夹固件上均设有测件一;
每个所述测件一均能够在所述晶圆棒沿其轴向旋转时识别所述晶圆棒的四条晶线的位置并测量出所述晶圆棒外径尺寸及两组对位设置的晶线在端面投影中的夹角角度。
进一步的,所述晶圆棒水平放置于滑轨上,所述滑轨为中间位置低且两侧位置高的滑轮轨道结构,所述晶圆棒的外壁面与所述滑轨上的滑轮接触。
进一步的,所有所述夹固件可同步沿所述滑轨的宽度方向靠近所述晶圆棒或远离所述晶圆棒移动,且其中一个所述夹固件不能沿所述滑轨的长度方向移动。
进一步的,所有所述夹固件包括相对于所述晶圆棒轴线对称设置的卡件,所述卡件包括:
倾斜设置的上段部和下段部、以及竖直设置的中段部;
所述上段部和所述下段部均朝所述晶圆棒一侧倾斜设置。
进一步的,所述上段部和所述下段部与水平平面的夹角相同,且其与所述晶圆棒接触的一侧面均设有弹性垫。
进一步的,所述下段部的底部靠近所述滑轨一侧为曲面凹槽,所述凹槽的高度大于所述滑轨中的滑轮的最高位置点;所述凹槽的深度大于所述滑轨中的滑轮的最大横向宽度。
进一步的,所述测件一分别固设于所有所述夹固件的同一侧面中的所述中段部,并贯穿所述中段部厚度朝向所述晶圆棒外壁面一侧设置;且所述测件一的高度与所述晶圆棒轴心线同高设置。
进一步的,所述测件一包括:
探头和套设于所述探头外侧设置的弹性件;
以及用于固定所述探头和所述弹性件水平设置的助推件;
所述助推件可推动所述弹性件和所述探头朝所述晶圆棒一侧移动,并使所述弹性件与所述晶圆棒的外壁面接触,以使所述探头在所述晶圆棒轴向旋转时与所述晶圆棒上的晶线接触。
进一步的,还包括用于测量所述晶圆棒长度的测件二,所述测件二包括位于所述滑轨轴向最低位置处并朝远离所述测件二的一端设置的激光测距仪,所述激光测距仪被固设于所述滑轨端部中用于阻挡所述晶圆棒移动的挡块上。
进一步的,所述测件二还包括设置在远离所述测件二的所述夹固件的外侧面的拉杆上的反光板,所述反光板用于接收来自所述激光测距仪的光束,其位置与所述激光测距仪的位置相适配。
进一步的,所述拉杆为L型结构,与所述滑轨轴向平行设置,其一端固定在所述夹固件上,另一折线端被悬空设置在所述晶圆棒端部的外侧;
所述拉杆部分与所述晶圆棒的端面接触,所述反光板被设于所述拉杆与所述晶圆棒的端面非接触的位置。
进一步的,所述拉杆与所述测件一同侧面设置,且所述拉杆的长度小于所述晶圆棒的长度。
进一步的,在所述滑轨的两端还设有用于顶固所述晶圆棒并使其轴向旋转的顶固机构,包括设于所述晶圆棒长度两端的顶轴及控制所述顶轴旋转的电机,所述顶轴的头部与所述晶圆棒端面的中心抵顶接触。
采用本实用新型设计的一种晶圆棒检测装置,可快速检测到晶圆棒的外径尺寸,并可同时测量出晶圆棒四条晶线的位置,且可将测得的晶线位置的数据进行优化,以计算出两组对位设置的交叉晶线的角度差值;结构设计简单且配合精密,自动化程度高,无需人员辅助操作,检测精准且工作效率高。
附图说明
图1是本实用新型一实施例的一种晶圆棒检测装置的俯视图;
图2是本实用新型一实施例的一种晶圆棒检测装置的主视图;
图3是本实用新型一实施例的加固件与晶圆棒配合的侧视图;
图4是本实用新型一实施例的测件一的结构示意图;
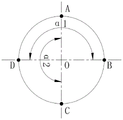
图5是本实用新型中测件一测出的晶圆棒各晶线角度的示意图;
图6是本实用新型一实施例的测件二的结构示意图。
图中:
10、晶圆棒 20、滑轨 21、挡块
30、夹固件 31、卡件一 32、卡件二
321、上段部 322、中段部 323、下段部
324、凹槽 33、拉杆 40、测件一
41、探头 42、弹性件 43、助推件
50、测件二 51、激光测距仪 52、反光板
60、顶固机构 61、顶轴 62、电机
具体实施方式
下面结合附图和具体实施例对本实用新型进行详细说明。
本实施例提出一种晶圆棒检测装置,如图1-2所示,包括:可使晶圆棒10水平放置的滑轨20;沿晶圆棒10长度方向上至少设有两组用于夹取晶圆棒10外壁面的夹固件30,并在每个夹固件30上均设有测件一40;以及被固设于滑轨20端部中用于阻挡晶圆棒10移动的挡块21上的测件二50。每个测件一40均能够在晶圆棒10沿其轴向旋转时识别晶圆棒10的四条晶线的位置并测量出晶圆棒10的外径尺寸d及两组对位设置的晶线在端面投影中的夹角角度;测件二50能够在晶圆棒10被远离测件二50的夹固件30的拉动下沿滑轨20朝靠近测件二50一侧移动至不动时可测出晶圆棒10的长度L。
具体地,如图3所示,滑轨20为中间位置低且两侧位置高的滑轮轨道结构,晶圆棒10的外壁面与滑轨20上的滑轮接触。在滑轨20的左侧端部上设有挡块21,且测件二50固设于挡块21靠近晶圆棒10的一侧。同时,在滑轨20的两端还设有用于顶固晶圆棒10并使其轴向旋转的顶固机构60,顶固机构60包括设于晶圆棒10长度两端的顶轴61及控制顶轴61旋转的电机62,且顶轴61的头部与晶圆棒10端面的中心抵顶接触。同时顶轴61还可沿晶圆棒10长度方向左右移动和上下移动,以控制晶圆棒10被顶起且在被加固件30之间的卡固空间内轴向旋转,以使测件一40检测晶圆棒10的外壁面直径尺寸d和四条晶线的角度。
如图1-2所示,靠近测件二50的夹固件30固设在滑轨20上不能沿滑轨20的长度方向左右移动,但可沿滑轨20的宽度方向纵向前后移动;远离测件二50的夹固件30可沿滑轨20的长度方向左右移动或沿滑轨20的宽度方向纵向前后移动。对于两个夹固件30,远离测件二50的夹固件30可单独沿滑轨20的宽度方向移动;但当沿滑轨20的宽度方向移动时,两个夹固件30必须同步靠近晶圆棒10或远离晶圆棒10移动,以保证两个夹固件30对晶圆棒10夹紧固定的平稳度和安全性;而且使晶圆棒10在被抵顶做轴向旋转时,两个夹固件30同步稍微松开晶圆棒10但还是绕设在晶圆棒10的外壁面上,顶固机构60带动晶圆棒10轴旋转过程中,夹固件30仍能与晶圆棒10近距离接触,以保证测件一40与晶圆棒10的轴线高度位置一致性,以获得精准的晶圆棒10的外径直径尺寸d和四条晶线的角度位置。
进一步的,所有夹固件30都包括相对于晶圆棒10轴线对称设置的卡件,即靠近测件二50一端的卡件一31和远离测件二50的卡件二32,卡件一31和卡件二32都包括倾斜设置的上段部321和下段部323、以及竖直设置的中段部322;上段部321、中段部322和下段部323的厚度都相同,且上段部321和下段部323的倾斜角度均相同且均朝晶圆棒10的一侧倾斜设置;为了便于加工,且使上段部321和下段部323的内外壁面的结构都为倾斜设置的结构。为了使测件一40的安装和固定,要求中段部322的内外壁面均为平整的竖直面。上段部321与水平平面的夹角θ1和下段部323与水平平面的夹角θ2相同,优选地,夹角θ1和夹角θ2的角度均为45°;且上段部321和下段部323的内侧壁面上均设有弹性垫,以防止晶圆棒10的外壁面出现磕损,同时还可防止钢材制成的夹固件30上的金属杂质粘附在晶圆棒10的外壁面上,提高晶圆棒10的质量的成品率。
为了提高夹固件30沿滑轨20的宽度方向移动,要求在下段部323的底部靠近滑轨20的一侧为曲面凹槽324,凹槽324的高度大于滑轨20中的滑轮的最高位置点,且凹槽324的深度大于滑轨20中的滑轮的最大横向宽度,以防止卡件一31与卡件二32加固晶圆棒10时与滑轨20出现干涉或卡固,停止夹紧晶圆棒10而使晶圆棒10倾斜或磕碰,避免出现异常风险。
进一步的,测件一40分别固设于卡件一31与卡件二32的同一侧面中的中段部322,并贯穿中段部323的厚度朝向晶圆棒10的外壁面一侧设置;且测件一40的高度与晶圆棒10的轴心线同高设置,目的是保证测量晶圆棒10外壁面直径及晶线角度的精确度。
如图4所示,测件一40包括探头41和套设于探头41外侧设置的弹性件42,以及用于固定探头41和弹性件42水平设置的助推件43;其中,弹性件42为可伸缩的弹簧,助推件43为气缸。助推件43可推动弹性件42和探头41朝晶圆棒10一侧移动,并使弹性件42与晶圆棒10的外壁面轻接触,以使探头41在晶圆棒10轴向旋转时与晶圆棒10上的晶线接触。当探头41与非晶线的外壁面接触时,可测出晶圆棒10的外径尺寸d,也即是晶圆棒10的等径直径。由于晶线略凸于晶圆棒10的外壁面,则探头41会与每条晶线接触,基于晶圆棒10旋转的速度及时间,从而可测出晶圆棒10上四条晶线的转角周长,再将四条晶线的周长转化为在同一横截面上的角度,如图5所示。
从图5中可以看出,上下和左右对位设置的四个晶线点分别是相应晶线在测件一40和晶圆棒10交叉的横截面上的交点位置,四条晶线与横截面的交点分别为A、B、C、D,圆心为O;基于四条晶线在同一横截面上的角度位置,通过圆心分别与对位设置的晶线点连接形成的钝角,钝角α1和钝角α2分别是测件一40中对位设置的B晶线和D晶线之间的夹角、以及对位设置的A晶线和C晶线之间的夹角。晶圆棒10中对位设置的晶线在同一端面上的标准角度应为180°,对于测量后的钝角α1和钝角α2再分别与标准角度180°相比,获得的角度差△α就是对位设置的晶线夹角的角度差,也就是对位设置的晶线位置偏差。若晶线角度差△α在±2°之间,则表示该位置处的晶线位置合格,该段晶圆棒10的质量也合格。两组测件一40分别设置在晶圆棒10的两端处,从而测出该两端处的晶线位置偏差,从而可获得两端处的晶线位置偏差是否都在标准范围之内,若都在则表面整个晶圆棒10的晶线位置都满足要求,若任一对位设置的晶线位置的位置夹角不合格,则标示该颗晶圆棒10的质量不合格,也就是该颗晶圆棒10不能进行后续开方、切片的生产。
如图6所示,测件二50可用于测量晶圆棒10长度L,包括激光测距仪51和反光板52,其中,激光测距仪51被固定在滑轨20端部中用于阻挡晶圆棒10移动的挡块21上,并位于滑轨20轴向的最低位置处且朝远离测件二50的一端设置;反光板52设置在卡件二32外侧面的拉杆33上,反光板52是用于接收来自激光测距仪51的光束,其位置与激光测距仪51的位置相适配。拉杆33被与其连接的卡件二32带动沿滑轨20朝靠近激光测距仪51一侧移动,以使拉杆33与靠近其一侧的晶圆棒10的端面接触并拉动晶圆棒10使晶圆棒10的另一端抵顶挡块21设置,当晶圆棒10在滑轨20上不动时,激光测距仪51发射光速到达反光板52上,从而可测出晶圆棒10的长度L。
其中,拉杆33为L型结构,与滑轨20的轴向平行设置,其一端固定在卡件二32上,另一折线端被悬空设置在晶圆棒10的端部外侧;拉杆33的部分与晶圆棒10的端面接触,反光板52被设在拉杆33与晶圆棒10的端面非接触的位置。
为了提高测件一40和拉杆33的安装和拆卸、以及便于观察拉杆33与测件一40的工作情况,拉杆33与测件一40同侧面设置;且拉杆33的长度小于晶圆棒40的长度L,防止卡件二32与卡件一31冲撞。
采用本实用新型设计的一种晶圆棒检测装置,可快速检测到晶圆棒的外径尺寸,并可同时测量出晶圆棒四条晶线的位置,且可将测得的晶线位置的数据进行优化,以计算出两组对位设置的交叉晶线的角度差值;结构设计简单且配合精密,自动化程度高,无需人员辅助操作,检测精准且工作效率高。
以上对本实用新型的实施例进行了详细说明,所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
Claims (13)
1.一种晶圆棒检测装置,其特征在于,包括:
沿晶圆棒长度方向上至少设有两组用于夹取所述晶圆棒外壁面的夹固件,并在每个所述夹固件上均设有测件一;
每个所述测件一均能够在所述晶圆棒沿其轴向旋转时识别所述晶圆棒的四条晶线的位置并测量出所述晶圆棒外径尺寸及两组对位设置的晶线在端面投影中的夹角角度。
2.根据权利要求1所述的一种晶圆棒检测装置,其特征在于,所述晶圆棒水平放置于滑轨上,所述滑轨为中间位置低且两侧位置高的滑轮轨道结构,所述晶圆棒的外壁面与所述滑轨上的滑轮接触。
3.根据权利要求2所述的一种晶圆棒检测装置,其特征在于,所有所述夹固件可同步沿所述滑轨的宽度方向靠近所述晶圆棒或远离所述晶圆棒移动,且其中一个所述夹固件不能沿所述滑轨的长度方向移动。
4.根据权利要求2或3所述的一种晶圆棒检测装置,其特征在于,所有所述夹固件包括相对于所述晶圆棒轴线对称设置的卡件,所述卡件包括:
倾斜设置的上段部和下段部、以及竖直设置的中段部;
所述上段部和所述下段部均朝所述晶圆棒一侧倾斜设置。
5.根据权利要求4所述的一种晶圆棒检测装置,其特征在于,所述上段部和所述下段部与水平平面的夹角相同,且其与所述晶圆棒接触的一侧面均设有弹性垫。
6.根据权利要求5所述的一种晶圆棒检测装置,其特征在于,所述下段部的底部靠近所述滑轨一侧为曲面凹槽,所述凹槽的高度大于所述滑轨中的滑轮的最高位置点;所述凹槽的深度大于所述滑轨中的滑轮的最大横向宽度。
7.根据权利要求5或6所述的一种晶圆棒检测装置,其特征在于,所述测件一分别固设于所有所述夹固件的同一侧面中的所述中段部,并贯穿所述中段部厚度朝向所述晶圆棒外壁面一侧设置;且所述测件一的高度与所述晶圆棒轴心线同高设置。
8.根据权利要求7所述的一种晶圆棒检测装置,其特征在于,所述测件一包括:
探头和套设于所述探头外侧设置的弹性件;
以及用于固定所述探头和所述弹性件水平设置的助推件;
所述助推件可推动所述弹性件和所述探头朝所述晶圆棒一侧移动,并使所述弹性件与所述晶圆棒的外壁面接触。
9.根据权利要求2-3、5-6、8任一项所述的一种晶圆棒检测装置,其特征在于,还包括用于测量所述晶圆棒长度的测件二,所述测件二包括位于所述滑轨轴向最低位置处并朝远离所述测件二的一端设置的激光测距仪,所述激光测距仪被固设于所述滑轨端部中用于阻挡所述晶圆棒移动的挡块上。
10.根据权利要求9所述的一种晶圆棒检测装置,其特征在于,所述测件二还包括设置在远离所述测件二的所述夹固件的外侧面的拉杆上的反光板,所述反光板用于接收来自所述激光测距仪的光束,其位置与所述激光测距仪的位置相适配。
11.根据权利要求10所述的一种晶圆棒检测装置,其特征在于,所述拉杆为L型结构,与所述滑轨轴向平行设置,其一端固定在所述夹固件上,另一折线端被悬空设置在所述晶圆棒端部的外侧;
所述拉杆部分与所述晶圆棒的端面接触,所述反光板被设于所述拉杆与所述晶圆棒的端面非接触的位置。
12.根据权利要求10或11所述的一种晶圆棒检测装置,其特征在于,所述拉杆与所述测件一同侧面设置,且所述拉杆的长度小于所述晶圆棒的长度。
13.根据权利要求2-3、5-6、8、10-11任一项所述的一种晶圆棒检测装置,其特征在于,在所述滑轨的两端还设有用于顶固所述晶圆棒并使其轴向旋转的顶固机构,包括设于所述晶圆棒长度两端的顶轴及控制所述顶轴旋转的电机,所述顶轴的头部与所述晶圆棒端面的中心抵顶接触。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202220215946.XU CN216925477U (zh) | 2022-01-26 | 2022-01-26 | 一种晶圆棒检测装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202220215946.XU CN216925477U (zh) | 2022-01-26 | 2022-01-26 | 一种晶圆棒检测装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216925477U true CN216925477U (zh) | 2022-07-08 |
Family
ID=82265219
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202220215946.XU Active CN216925477U (zh) | 2022-01-26 | 2022-01-26 | 一种晶圆棒检测装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216925477U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115200486A (zh) * | 2022-09-19 | 2022-10-18 | 菏泽鲁信光学科技有限公司 | 一种光学镜片的径向测量组件 |
| CN115931908A (zh) * | 2022-12-28 | 2023-04-07 | 杭州中为光电技术有限公司 | 一种硅棒缺陷自动检测系统及检测方法 |
-
2022
- 2022-01-26 CN CN202220215946.XU patent/CN216925477U/zh active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115200486A (zh) * | 2022-09-19 | 2022-10-18 | 菏泽鲁信光学科技有限公司 | 一种光学镜片的径向测量组件 |
| CN115200486B (zh) * | 2022-09-19 | 2023-01-31 | 菏泽鲁信光学科技有限公司 | 一种光学镜片的径向测量组件 |
| CN115931908A (zh) * | 2022-12-28 | 2023-04-07 | 杭州中为光电技术有限公司 | 一种硅棒缺陷自动检测系统及检测方法 |
| CN115931908B (zh) * | 2022-12-28 | 2024-05-07 | 杭州中为光电技术有限公司 | 一种硅棒缺陷自动检测系统及检测方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN216925477U (zh) | 一种晶圆棒检测装置 | |
| CN110657731B (zh) | 一种大型轴承外形尺寸测量装置及测试方法 | |
| CN109297379B (zh) | 一种大尺寸螺纹千分尺自动检定系统 | |
| CN103341789B (zh) | 用于主轴回转误差检测的传感器位置调节装置 | |
| US10823543B2 (en) | Sample gauge length and length after fracture measuring device | |
| CN108592851B (zh) | 一种工件对称度检测工装及检测方法 | |
| WO2024066181A1 (zh) | 一种轴类工件键槽对称度在位非接触检测方法 | |
| US20240003681A1 (en) | Method for in-situ non-contact detection of symmetry error of keyway located on shaft-type workpiece | |
| CN204404923U (zh) | 基于视觉机械手的千分尺检定仪 | |
| CN111811412B (zh) | 用于板材拉伸试样的开肩中心定位装置 | |
| CN105241392A (zh) | 一种复杂柱状工件的全表面三维测量设备及其测量方法 | |
| CN107449372B (zh) | 基于激光三角的滚珠丝杠螺母综合参数检测装置及方法 | |
| CN110006322B (zh) | 一种机床两直线轴运动间的垂直度检测装置及方法 | |
| CN110823066A (zh) | 一种内腔直径检测装置及方法 | |
| CN115235402A (zh) | 一种高精度检测机 | |
| CN202903112U (zh) | 轴类零件主轴平面与偏心平面的角度检具 | |
| CN101634543A (zh) | 起重吊钩扭转变形检测装置和检测方法 | |
| CN206832155U (zh) | 棒料外形检测装置及棒料外形检测系统 | |
| CN216558635U (zh) | 一种快速检测轴类工件止推面长度的检具 | |
| CN203418369U (zh) | 用于主轴回转误差检测的传感器位置调节装置 | |
| CN115494150A (zh) | 一种电涡流无损检测装置及方法 | |
| CN213543454U (zh) | 圆柱类零件挠度检测装置 | |
| CN110360962B (zh) | 一种快速识别平面平整度的方法 | |
| CN209147926U (zh) | 一种冰箱门体检测系统 | |
| CN210464285U (zh) | 一种异形零件空间尺寸的检测系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |