CN216398163U - 一种后套下端面铣r快速装夹铣床工装 - Google Patents
一种后套下端面铣r快速装夹铣床工装 Download PDFInfo
- Publication number
- CN216398163U CN216398163U CN202122537367.5U CN202122537367U CN216398163U CN 216398163 U CN216398163 U CN 216398163U CN 202122537367 U CN202122537367 U CN 202122537367U CN 216398163 U CN216398163 U CN 216398163U
- Authority
- CN
- China
- Prior art keywords
- seat
- clamping
- milling
- supporting
- milling machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Auxiliary Devices For Machine Tools (AREA)
Abstract
本实用新型公开了一种后套下端面铣R快速装夹铣床工装,包括用于对后套进行快速装夹固定的夹持机构、用于对整个工装进行支撑的支撑机构,所述夹持机构位于所述支撑机构上方。本实用新型利用真空发生器来对收集槽内进行抽气,通过收集槽内的低压区域来在防护罩内侧形成吸附力,从而来将加工时产生的金属碎屑进行吸走收集,继而来保证加工区域的卫生,利用电磁铁来对加工时的移动座进行吸附固定,同时加工好后利用调节板和其前端的弹簧来将移动座向前推出,从而可以减少操作工前后推动的操作步骤,同时也可以提高工作效率减少人工劳动强度。
Description
技术领域
本实用新型涉及光电配件生产领域,特别是涉及一种后套下端面铣R快速装夹铣床工装。
背景技术
光电子器件是光电子技术的关键和核心部件,是现代光电技术与微电子技术的前沿研究领域,是信息技术的重要组成部分,在光电子器件使用时,需要大量的电子插接件进行连接,而这些电子插接件一般都是插针、插孔和后套组成,在生产这些配件时,需要专用的工装来对其进行装夹固定,从而来进行铣削加工处理,而现有的工装在对后套夹持时,没有金属屑的收集和防护装置,继而会使得整个加工台面非常的脏乱,继而需要操作工频繁的进行清理,同时在对后套进行加工时,需要操作工将待加工的后套夹持固定,随后再将固定好的后套推送到铣削区域内进行铣削,在铣削结束后,需要操作工将后套拉出铣削区域才能更换下一个待加工的后套,在此过程中,操作工的操作步骤较多效率较低,同时会增加人工的劳动强度。
实用新型内容
本实用新型的目的就在于为了解决上述问题而提供一种后套下端面铣R快速装夹铣床工装。
本实用新型通过以下技术方案来实现上述目的:
一种后套下端面铣R快速装夹铣床工装,包括用于对后套进行快速装夹固定的夹持机构、用于对整个工装进行支撑的支撑机构,所述夹持机构位于所述支撑机构上方,还包括用于对后套加工时进行收尘的收尘机构和用于对后套加工时自动锁定位置的锁紧机构,所述锁紧机构包括移动座、调节板、弹簧、电磁铁、调节螺丝,所述移动座位于所述支撑机构上侧,所述调节螺丝位于所述支撑机构中间位置的后侧,所述调节板安装在所述调节螺丝前端,所述弹簧安装在所述调节板前端中间位置,两个所述电磁铁安装在所述调节板前端且位于所述弹簧两侧位置;所述收尘机构包括防护罩、收集槽、真空发生器、过滤网板,所述防护罩安装在所述移动座顶部靠近边缘位置,所述收集槽安装在所述防护罩外侧,所述真空发生器安装在所述收集槽后端,所述过滤网板安装在所述收集槽内部后侧。
优选的:所述夹持机构包括夹持螺杆、夹持座、固定座、底座,所述底座位于所述移动座顶部,所述固定座设置在所述底座顶部,所述夹持座位于所述固定座一侧,所述夹持螺杆的端部从所述夹持座和所述固定座的下侧贯穿。
如此设置,利用所述夹持螺杆的转动来带动所述夹持座进行两侧移动,从而来通过所述夹持座和所述固定座来对后套进行夹持固定。
优选的:所述底座顶部一侧设置有固定架,且所述底座顶部位于固定架和所述固定座之间设置有滑槽,所述夹持座下端位于所述底座顶部的滑槽内。
如此设置,利用所述底座顶部的滑槽来对所述夹持座的移动方向进行限制。
优选的:所述夹持座与所述夹持螺杆通过螺纹连接,所述固定座与所述夹持螺杆通过螺纹连接,所述底座固定架与所述夹持螺杆通过螺纹连接。
如此设置,利用所述底座顶部的固定架和所述固定座来对所述夹持螺杆进行支撑,同时利用所述夹持螺杆和所述夹持座的配合来对后套进行夹持。
优选的:所述支撑机构包括支撑座、支撑滑轨,所述支撑滑轨通过螺栓连接在所述支撑座顶部两侧位置,所述支撑座后侧设置有L型的支撑架。
如此设置,利用所述支撑座来对两个所述支撑滑轨进行支撑,同时利用所述支撑座后侧的L型支撑架来对所述调节螺丝进行固定。
优选的:所述防护罩与所述移动座通过螺钉连接,所述收集槽与所述防护罩通过卡槽连接,所述真空发生器与所述收集槽通过螺钉连接,所述过滤网板与所述收集槽通过卡槽连接。
如此设置,利用五个所述真空发生器来对所述防护罩和所述收集槽组成的空间进行抽气,同时利用所述过滤网板来对所述收集槽内的气体进行过滤,从而来将后套加工时产生的金属碎屑进行收集。
优选的:所述调节板与所述调节螺丝转动连接,所述弹簧与所述调节板固定连接,两个所述电磁铁与所述调节板通过螺钉连接。
如此设置,利用所述调节板在所述移动座下侧的移动来调整移动座的加工位置,同时利用所述弹簧来所述移动座顶部加工好的后套快速推出。
优选的:所述移动座下端两侧与所述支撑滑轨通过螺钉连接,所述移动座底部中间位置设置有铁质固定板。
如此设置,利用所述调节板前端的所述电磁铁来对加工时的所述移动座进行吸附固定。
优选的:所述调节螺丝与所述支撑座后侧的支撑架通过螺纹连接。
如此设置,利用所述调节螺丝在所述支撑座后侧的支撑架上的转动来调整所述调节板的位置。
优选的:所述防护罩一侧位于所述夹持螺杆位置设置有通孔,所述防护罩内侧开设有吸附栅格。
如此设置,利用所述防护罩内侧的吸附栅格来将后套加工时产生的金属碎屑进行吸走,防止金属碎屑飞溅影响加工台面的卫生。
与现有技术相比,本实用新型的有益效果如下:
1、利用真空发生器来对收集槽内进行抽气,通过收集槽内的低压区域来在防护罩内侧形成吸附力,从而来将加工时产生的金属碎屑进行吸走收集,继而来保证加工区域的卫生;
2、利用电磁铁来对加工时的移动座进行吸附固定,同时加工好后利用调节板和其前端的弹簧来将移动座向前推出,从而可以减少操作工前后推动的操作步骤,同时也可以提高工作效率减少人工劳动强度。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
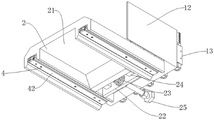
图1是本实用新型所述一种后套下端面铣R快速装夹铣床工装的结构示意图;
图2是本实用新型所述一种后套下端面铣R快速装夹铣床工装的前视图;
图3是本实用新型所述一种后套下端面铣R快速装夹铣床工装的后视图;
图4是本实用新型所述一种后套下端面铣R快速装夹铣床工装的锁紧机构剖视图;
图5是本实用新型所述一种后套下端面铣R快速装夹铣床工装的收尘机构剖视图;
图6是本实用新型所述一种后套下端面铣R快速装夹铣床工装的夹持机构局部零件图;
图7是本实用新型所述一种后套下端面铣R快速装夹铣床工装的锁紧机构局部零件图;
图8是本实用新型所述一种后套下端面铣R快速装夹铣床工装的支撑机构局部零件图。
附图标记说明如下:
1、收尘机构;2、锁紧机构;3、夹持机构;4、支撑机构;11、防护罩;12、收集槽;13、真空发生器;14、过滤网板;21、移动座;22、调节板;23、弹簧;24、电磁铁;25、调节螺丝;31、夹持螺杆;32、夹持座;33、固定座;34、底座;41、支撑座;42、支撑滑轨。
具体实施方式
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
下面结合附图对本实用新型作进一步说明:
实施例
如图1、图2、图3、图4、图5、图6、图7、图8所示,一种后套下端面铣R快速装夹铣床工装,包括用于对后套进行快速装夹固定的夹持机构3、用于对整个工装进行支撑的支撑机构4,夹持机构3位于支撑机构4上方,还包括用于对后套加工时进行收尘的收尘机构1和用于对后套加工时自动锁定位置的锁紧机构2,锁紧机构2包括移动座21、调节板22、弹簧23、电磁铁24、调节螺丝25,移动座21位于支撑机构4上侧,调节螺丝25位于支撑机构4中间位置的后侧,调节板22安装在调节螺丝25前端,弹簧23安装在调节板22前端中间位置,两个电磁铁24安装在调节板22前端且位于弹簧23两侧位置;收尘机构1包括防护罩11、收集槽12、真空发生器13、过滤网板14,防护罩11安装在移动座21顶部靠近边缘位置,收集槽12安装在防护罩11外侧,真空发生器13安装在收集槽12后端,过滤网板14安装在收集槽12内部后侧。夹持机构3包括夹持螺杆31、夹持座32、固定座33、底座34,底座34位于移动座21顶部,固定座33设置在底座34顶部,夹持座32位于固定座33一侧,夹持螺杆31的端部从夹持座32和固定座33的下侧贯穿,利用夹持螺杆31的转动来带动夹持座32进行两侧移动,从而来通过夹持座32和固定座33来对后套进行夹持固定;底座34顶部一侧设置有固定架,且底座34顶部位于固定架和固定座33之间设置有滑槽,夹持座32下端位于底座34顶部的滑槽内,利用底座34顶部的滑槽来对夹持座32的移动方向进行限制;夹持座32与夹持螺杆31通过螺纹连接,固定座33与夹持螺杆31通过螺纹连接,底座34固定架与夹持螺杆31通过螺纹连接,利用底座34顶部的固定架和固定座33来对夹持螺杆31进行支撑,同时利用夹持螺杆31和夹持座32的配合来对后套进行夹持;支撑机构4包括支撑座41、支撑滑轨42,支撑滑轨42通过螺栓连接在支撑座41顶部两侧位置,支撑座41后侧设置有L型的支撑架,利用支撑座41来对两个支撑滑轨42进行支撑,同时利用支撑座41后侧的L型支撑架来对调节螺丝25进行固定;防护罩11与移动座21通过螺钉连接,收集槽12与防护罩11通过卡槽连接,真空发生器13与收集槽12通过螺钉连接,过滤网板14与收集槽12通过卡槽连接,利用五个真空发生器13来对防护罩11和收集槽12组成的空间进行抽气,同时利用过滤网板14来对收集槽12内的气体进行过滤,从而来将后套加工时产生的金属碎屑进行收集;调节板22与调节螺丝25转动连接,弹簧23与调节板22固定连接,两个电磁铁24与调节板22通过螺钉连接,利用调节板22在移动座21下侧的移动来调整移动座21的加工位置,同时利用弹簧23来移动座21顶部加工好的后套快速推出;移动座21下端两侧与支撑滑轨42通过螺钉连接,移动座21底部中间位置设置有铁质固定板,利用调节板22前端的电磁铁24来对加工时的移动座21进行吸附固定;调节螺丝25与支撑座41后侧的支撑架通过螺纹连接,利用调节螺丝25在支撑座41后侧的支撑架上的转动来调整调节板22的位置;防护罩11一侧位于夹持螺杆31位置设置有通孔,防护罩11内侧开设有吸附栅格,利用防护罩11内侧的吸附栅格来将后套加工时产生的金属碎屑进行吸走,防止金属碎屑飞溅影响加工台面的卫生。
工作原理:在使用时,将本工装安装到铣床的加工位置,然后将压缩空气气管安装在收集槽12后侧的五个真空发生器13上,随后转动调节螺丝25来调整调节板22在支撑座41顶部的位置,从而来使得移动座21顶部的夹持机构3的装夹位置处于铣床加工区域内;在开始对后套进行加工时,首先弹簧23处于伸展状态将移动座21向前侧推送,此时由操作工将需要加工的后套放置在夹持座32和固定座33之间,随后转动夹持螺杆31一端,通过夹持螺杆31的转动来带动夹持座32在底座34顶部的滑槽内移动,继而来通过夹持座32的移动来将待加工的后套夹持在夹持座32和固定座33之间,然后操作工向后侧推动移动座21使得弹簧23压缩,当移动座21底部的固定板与电磁铁24接触时,利用电磁铁24来对移动座21底部的固定板进行吸附固定,随后可以启动铣床来对装夹好的后套进行铣削处理;与此同时,压缩空气气管开始向真空发生器13进行供气,然后真空发生器13开始对收集槽12内侧进行抽气,继而会在收集槽12和防护罩11之间形成低压区域,随后防护罩11内侧会形成吸力,将加工时产生的金属碎屑吸入到防护罩11和收集槽12内侧,进入到收集槽12内的金属碎屑会被过滤网板14进行过滤并汇集在其内部下侧;当后套加工结束后,电磁铁24停止供电继而移动座21底部的固定板脱离吸附,同时利用弹簧23的弹力将移动座21向前侧推送,继而将加工好的后套送出并更换其他的待加工后套。
以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
Claims (10)
1.一种后套下端面铣R快速装夹铣床工装,包括用于对后套进行快速装夹固定的夹持机构(3)、用于对整个工装进行支撑的支撑机构(4),所述夹持机构(3)位于所述支撑机构(4)上方,其特征在于:还包括用于对后套加工时进行收尘的收尘机构(1)和用于对后套加工时自动锁定位置的锁紧机构(2),所述锁紧机构(2)包括移动座(21)、调节板(22)、弹簧(23)、电磁铁(24)、调节螺丝(25),所述移动座(21)位于所述支撑机构(4)上侧,所述调节螺丝(25)位于所述支撑机构(4)中间位置的后侧,所述调节板(22)安装在所述调节螺丝(25)前端,所述弹簧(23)安装在所述调节板(22)前端中间位置,两个所述电磁铁(24)安装在所述调节板(22)前端且位于所述弹簧(23)两侧位置;所述收尘机构(1)包括防护罩(11)、收集槽(12)、真空发生器(13)、过滤网板(14),所述防护罩(11)安装在所述移动座(21)顶部靠近边缘位置,所述收集槽(12)安装在所述防护罩(11)外侧,所述真空发生器(13)安装在所述收集槽(12)后端,所述过滤网板(14)安装在所述收集槽(12)内部后侧。
2.根据权利要求1所述的一种后套下端面铣R快速装夹铣床工装,其特征在于:所述夹持机构(3)包括夹持螺杆(31)、夹持座(32)、固定座(33)、底座(34),所述底座(34)位于所述移动座(21)顶部,所述固定座(33)设置在所述底座(34)顶部,所述夹持座(32)位于所述固定座(33)一侧,所述夹持螺杆(31)的端部从所述夹持座(32)和所述固定座(33)的下侧贯穿。
3.根据权利要求2所述的一种后套下端面铣R快速装夹铣床工装,其特征在于:所述底座(34)顶部一侧设置有固定架,且所述底座(34)顶部位于固定架和所述固定座(33)之间设置有滑槽,所述夹持座(32)下端位于所述底座(34)顶部的滑槽内。
4.根据权利要求2所述的一种后套下端面铣R快速装夹铣床工装,其特征在于:所述夹持座(32)与所述夹持螺杆(31)通过螺纹连接,所述固定座(33)与所述夹持螺杆(31)通过螺纹连接,所述底座(34)固定架与所述夹持螺杆(31)通过螺纹连接。
5.根据权利要求1所述的一种后套下端面铣R快速装夹铣床工装,其特征在于:所述支撑机构(4)包括支撑座(41)、支撑滑轨(42),所述支撑滑轨(42)通过螺栓连接在所述支撑座(41)顶部两侧位置,所述支撑座(41)后侧设置有L型的支撑架。
6.根据权利要求1所述的一种后套下端面铣R快速装夹铣床工装,其特征在于:所述防护罩(11)与所述移动座(21)通过螺钉连接,所述收集槽(12)与所述防护罩(11)通过卡槽连接,所述真空发生器(13)与所述收集槽(12)通过螺钉连接,所述过滤网板(14)与所述收集槽(12)通过卡槽连接。
7.根据权利要求1所述的一种后套下端面铣R快速装夹铣床工装,其特征在于:所述调节板(22)与所述调节螺丝(25)转动连接,所述弹簧(23)与所述调节板(22)固定连接,两个所述电磁铁(24)与所述调节板(22)通过螺钉连接。
8.根据权利要求5所述的一种后套下端面铣R快速装夹铣床工装,其特征在于:所述移动座(21)下端两侧与所述支撑滑轨(42)通过螺钉连接,所述移动座(21)底部中间位置设置有铁质固定板。
9.根据权利要求5所述的一种后套下端面铣R快速装夹铣床工装,其特征在于:所述调节螺丝(25)与所述支撑座(41)后侧的支撑架通过螺纹连接。
10.根据权利要求2所述的一种后套下端面铣R快速装夹铣床工装,其特征在于:所述防护罩(11)一侧位于所述夹持螺杆(31)位置设置有通孔,所述防护罩(11)内侧开设有吸附栅格。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122537367.5U CN216398163U (zh) | 2021-10-21 | 2021-10-21 | 一种后套下端面铣r快速装夹铣床工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122537367.5U CN216398163U (zh) | 2021-10-21 | 2021-10-21 | 一种后套下端面铣r快速装夹铣床工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216398163U true CN216398163U (zh) | 2022-04-29 |
Family
ID=81296896
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122537367.5U Active CN216398163U (zh) | 2021-10-21 | 2021-10-21 | 一种后套下端面铣r快速装夹铣床工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216398163U (zh) |
-
2021
- 2021-10-21 CN CN202122537367.5U patent/CN216398163U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108527697B (zh) | 一种光伏板硅片加工用切割装置 | |
| CN110539222B (zh) | 一种高效的电机外壳内侧面粗加工预处理设备 | |
| CN112045513A (zh) | 一种电机转子打磨加工装置 | |
| CN116037724A (zh) | 一种数控折弯机及其操作方法 | |
| CN216029612U (zh) | 一种精密零件加工用切削装置 | |
| CN216398163U (zh) | 一种后套下端面铣r快速装夹铣床工装 | |
| CN112260034B (zh) | 一种电连接器针孔件自动倒角装置的操作方法 | |
| CN213304563U (zh) | 一种电连接器针孔件自动倒角装置 | |
| CN213890311U (zh) | 一种pcb钻孔机用可调节工作台 | |
| CN212217519U (zh) | 自动堆焊设备 | |
| CN210967954U (zh) | 一种立式加工中心用的夹具 | |
| CN218362222U (zh) | 一种机械零件生产用加工装置 | |
| CN218166283U (zh) | 一种具有除尘机构的立式加工中心 | |
| CN211540588U (zh) | 一种多功能办公桌部件加工用靠边机 | |
| CN220127679U (zh) | 一种汽车板簧吊耳铣床 | |
| CN219275427U (zh) | 一种潜水泵外壳打磨装置 | |
| CN219665729U (zh) | 一种加工中心的操作台 | |
| CN218082082U (zh) | 一种五金加工抛光打磨装置 | |
| CN221088359U (zh) | 一种玻璃板隔断的磨削装置 | |
| CN215469473U (zh) | 一种高效触板加工装置 | |
| CN219026957U (zh) | 一种具有吸尘结构的磨边机 | |
| CN220498752U (zh) | 一种汽车零部件加工用打磨装置 | |
| CN215848062U (zh) | 一种用于限压阀的夹具 | |
| CN221517075U (zh) | 一种立式铣床碎屑防飞溅保护装置 | |
| CN210650216U (zh) | 一种机床用五金配件生产装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |