CN216054327U - 一种芯子组框机 - Google Patents
一种芯子组框机 Download PDFInfo
- Publication number
- CN216054327U CN216054327U CN202121193596.3U CN202121193596U CN216054327U CN 216054327 U CN216054327 U CN 216054327U CN 202121193596 U CN202121193596 U CN 202121193596U CN 216054327 U CN216054327 U CN 216054327U
- Authority
- CN
- China
- Prior art keywords
- feeding
- lifting
- power source
- support
- lifting power
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Abstract
本实用新型涉及一种芯子组框机,包括整料机械手、沿着所述整料机械手周侧设置有上料装置、转盘装置、第一供料装置和第二工料装置以及设置于所述整料机械手与上料装置之间的第一检测装置;本芯子组框机实现对电容芯子进行自动上料,从而代替人上料,人工组框,保证了生产质量,减少了生产工作时间从而提高生产效率。本芯子组框机具有结构简单,节省成本,而且组框工作效率高,降低了人工成本和劳动强度,生产成本低,产品质量好,成品率高,而且设备利用率高。
Description
技术领域
本实用新型涉及电容生产设备领域,尤其涉及一种用于薄膜车载电容的芯子组框机。
背景技术
通常的薄膜电容器其制法是将铝等金属箔当成电极和塑料薄膜重叠后卷绕在一起制成。但是另外薄膜电容器又有一种制造法,叫做金属化薄膜(Metallized Film),其制法是在塑料薄膜上以真空蒸镀上一层很薄的金属以做为电极。如此可以省去电极箔的厚度,缩小电容器单位容量的体积,所以薄膜电容器较容易做成小型,容量大的电容器。
但是,在生产电容芯时,需要对加工完成的电容芯进行收集组框,目前完成这一个工序的依然采用人工一个一个地将薄膜车载电容的芯子装入料盒中,其人工劳动强度大,收料效率低,并且人工成本高,增加生产的成本,不满足市场的需求。
实用新型内容
为了解决上述技术问题,本实用新型提供一种芯子组框机,包括整料机械手、沿着所述整料机械手周侧设置有上料装置、转盘装置、第一供料装置和第二工料装置以及设置于所述整料机械手与上料装置之间的第一检测装置,本芯子组框机通过上料装置将电容芯子提升至一定高度后通过整料机械手将上料装置上的电容芯子逐个抓取后以一定的顺序排列在转盘装置上,在组装过程中,整料机械手同时在第一供料装置和第二工料装置抓取对应物料后放置到转盘装置上后在进行电容芯子放置,整个过程通过整料机械手、上料装置、转盘装置、第一供料装置第二工料装置以及PLC控制器等设备配合作用,实现对电容芯子进行自动上料,从而代替人上料,人工组框,保证了生产质量,减少了生产工作时间从而提高生产效率。本芯子组框机具有结构简单,节省成本而且组框工作效率高,降低了人工成本和劳动强度,生产成本低,产品质量好,成品率高,而且设备利用率高。
本实用新型的技术方案如下:
一种芯子组框机,包括整料机械手、沿着所述整料机械手周侧设置有上料装置、转盘装置、第一供料装置和第二工料装置以及设置于所述整料机械手与上料装置之间的第一检测装置。
其中:所述整料机械手用以将所述上料装置、所述第一供料装置以及所述第二工料装置上的物料分别抓取后放置到转盘装置上进行组合;所述整料机械手包括机械手支座,所述机械手支座的顶部通过紧固件连接有平面四轴机器人,所述平面四轴机器人的输出端连接有末端执行装置。
其中:所述末端执行装置由末端执行支架,设置于所述末端执行支架顶部的快接部件、设置于所述末端执行支架一侧的第一驱动源以及可转动设置于所述末端执行支架上的搬运部件;所述末端执行支架上设有第一传感器;该快接部件用于快速连接平面四轴机器人;该第一驱动源用以驱动所述搬运部件摆动;该第一传感器用于检测搬运部件转过的角度。
其中:所述搬运部件包括T形横梁;该T形横梁一端设有第一气流孔和第二气流孔,第一气流孔贯穿于第二气流孔一端,该T形横梁上设有矩形贯穿孔,与矩形贯穿孔相互垂直设置的锁紧孔;所述矩形贯穿孔上插设有转轴,所述T形横梁一端对称安装有第一吸盘元件,第一吸盘元件与第一气流孔相通;所述T形横梁另一端旋接有第二吸附元件。
其中:所述转盘装置包括转动电机;所述转动电机的输出端通过链传动连接有涡轮蜗杆装置;所述轮蜗杆装置的输出端连接有方状物转盘;所述转盘上对称且可移动设有整料盘;所述方状物转盘底部对称设有限位座,所述方状物转盘底部设有第二传感器;所述轮蜗杆装置一侧设有定位部件。
其中:所述整料盘用以转运物料,所述整料盘由对称设置的侧板,所述侧板通过线轨连接有底盒,所述底盒与所述方状物转盘呈角度设置,所述底盒上设有支撑部件;所述底盒上放置有物料盒,所述物料盒下方设有梯形推块;所述转盘装置还包括抬升装置,所述抬升装置可升降插设于方状物转盘;所述抬升装置包括升降直线模组,升降直线模组的输出端连接有抬升支架,抬升支架上对称设有推杆。
其中:所述第一供料装置与所述第二工料装置结构一致;所述第一供料装置与所述第二工料装置相互垂直设置;所述第一供料装置包括供料支架,所述供料支架底部连接有无杆气缸;所述无杆气缸可驱动所述供料支架沿水平方向来回往复移动;所述供料支架上设有第一供料部和第二供料部;所述第二供料部位于所述第一供料部前侧;所述供料支架两侧对称设有缓冲器和第三传感器。
其中:所第一供料部包括第一供料支架;所述第一供料支架的一侧设有推料气缸;所述推料气缸的输出端连接有推料板;第一供料支架上设有L挡料板,所述L挡料板上固定连接有分料块;所述第一供料支架设有长条形贯穿孔,长条形贯穿孔上可调节安装有第四传感器;所述第二供料部包括居中设置,且可移动设置于所述供料支架上挡料槽;所述挡料槽两侧对称设有第二挡板,第二挡板上安装有第五传感器;相邻所述第二挡板上可升降设有第二顶料支架,第二顶料支架固定安装在丝杆传动装置的输出端。
其中:所述上料装置包括第一升降动力源装置、第二升降动力源装置、横向移栽装置、物料推车;所述第一升降动力源装置与所述第二升降动力源装置相互平行设置;所述横向移栽装置一端连接第一升降动力源装置另一端连接第二升降动力源装置;所述物料推车可移动设置于所述第一升降动力源装置、第二升降动力源装置的正前方;该第一升降动力源装置用以将物料推车抬升;该横向移栽装置用于将第一升降动力源装置上的空料盒搬运至第二升降动力源装置上;该第二升降动力源装置用以将空料盒搬运至物料推车上;所述第一升降动力源装置与所述第二升降动力源装置结构一致;所述第一升降动力源装置包括提升电机,提升电机的输出端连接有带传动装置,带传动装置上可滑动设有托料盘,所述带传动装置可驱动所述托料盘沿竖直方向移动;所述横向移栽装置包括底板;所述底板上安装有横向移栽无杆气缸;所述横向移栽无杆气缸的输出端连接有搬运吸盘装置。
其中:所述第一检测装置包括检测支架,检测支架上可调节安装有相机座和光源座,光源座位于相机座上方;所述光源座上固定安装有环形光源;所述相机座安装有CCD工业摄像机;所述CCD工业摄像机上套设有保护套;所述芯子组框机还包括第二检测装置,所述第二检测装置位于所述上料装置上方,用以对上料装置上的芯子进行第一次拍摄定位。
本实用新型具有如下有益效果:
1)本实用新型通过整料机械手、上料装置、转盘装置、第一供料装置第二工料装置以及PLC控制器等设备配合作用,实现对电容芯子进行自动上料,从而代替人上料,人工组框,保证了生产质量,减少了生产工作时间从而提高生产效率。本芯子组框机具有结构简单,节省成本,而且,组框工作效率高,降低了人工成本和劳动强度,生产成本低,产品质量好,成品率高,而且设备利用率高;
2)本实用新型通过第一检测装置对整料机械手搬运电容芯子时进行实时定位,保证整料机械手在进行电容芯子组框时可以做到放置位置准确,减少电池生产企业的操作人员,进一步提高效率,降低了人工成本和劳动强度。
附图说明
图1为本实用新型的三维结构示意图;
图2为本实用新型的芯子组框机内部结构示意图;
图3为本实用新型的末端执行装置结构示意图;
图4为本实用新型的转盘装置结构示意图;
图5为本实用新型的第一供料装置结构示意图;
图6为本实用新型的上料装置结构示意图;
图7为本实用新型的第一检测装置结构示意图。
图中附图标记表示为:
整料机械手1、上料装置2、转盘装置3、第一供料装置4、第二工料装置5、第一检测装置6、第一气流孔9、第二气流孔8、矩形贯穿孔7、第二检测装置10、机械手支座11、平面四轴机器人12、末端执行装置13、第一升降动力源装置21、第二升降动力源装置22、横向移栽装置23、物料推车24、转动电机31、蜗轮蜗杆装置33、方状物转盘34、整料盘35、限位座36、供料支架41、无杆气缸46、第一供料部42、第二供料部43、缓冲器44、第三传感器45、检测支架61,检测支架61、相机座62、光源座6、环形光源64、CCD工业摄像机65、保护套66、机架101、末端执行支架131、快接部件132、第一驱动源133、搬运部件134、提升电机211、带传动装置212、托料盘213、底板231、横向移栽无杆气缸232、搬运吸盘装置233、侧板351、底盒352、支撑部件353、物料盒354、梯形推块355、升降直线模组371、抬升支架372、推杆373、第一供料支架421、推料气缸422、推料板423、L挡料板424、分料块424、长条形贯穿孔435、第四传感器436、挡料槽431、第二挡板432、第五传感器433、第二顶料支架434、丝杆传动装置435、 T形横梁1341、转轴1342、第一吸盘元件1343、第二吸附元件1344。
具体实施方式
下面结合附图和具体实施例来对本实用新型进行详细的说明。
参见图1至7所示,一种芯子组框机,包括机架101、整料机械手1、上料装置2、转盘装置3、第一供料装置4、第二工料装置5、第一检测装置6。其中:机架101通常可以由诸如钢、铝等金属材料制成,用于支撑作用,该整料机械手1、转盘装置3、第一供料装置4、第二工料装置5、第一检测装置6均设置于机架101顶部,上料装置2设置于所述机架101侧边,另外在整个排布中,上料装置2、转盘装置3、第一供料装置4、第二工料装置5均以整料机械手1为中心圆周设置;而第一检测装置6位于整料机械手1与上料装置2之间。所述机架101内侧设有控制系统(所述控制系统为简单的PLC控制器,为本领域技术人员所熟知,此处不在赘述),控制系统均与整料机械手1、上料装置2、转盘装置3、第一供料装置4、第二工料装置5、第一检测装置6电连接。该上料装置2用以将电容芯子提升至一定高度,方便整料机械手1抓取;第一供料装置4与第二工料装置5均用与自动提供辅助元件,方便整料机械手1抓取;该转盘装置3用以提供电容芯子组框支撑平台,并将组框好的产品输送出去;该整料机械手1用以将上料装置2上的电容芯子抓取后放置到第一检测装置6上进行检测后在精准放置到转盘装置3上,当排到一定数量的时候整料机械手1开始将第一供料装置4与第二工料装置5抓取后放置到转盘装置3后在进行放置电容芯子。本实用新型通过整料机械手1、上料装置2、转盘装置3、第一供料装置4、第二工料装置5、第一检测装置6以及控制系统(PLC控制器)等设备配合作用,实现对电容芯子进行自动上料,从而代替人上料,人工组框,保证了生产质量,减少了生产工作时间从而提高生产效率。下面分别对整料机械手1、上料装置2、转盘装置3、第一供料装置4、第二工料装置5以及第一检测装置6进行详细说明。
在上述实施例基础上,所述整料机械手1用以将所述上料装置2、所述第一供料装置4以及所述第二工料装置5上的物料分别抓取后放置到转盘装置3上进行组合成型;具体的所述整料机械手1包括用于支撑和抬高高度的机械手支座11以防止平面四轴机器人12在工作时应为高度而造成与上料装置2、转盘装置3、第一供料装置4、第二工料装置5发生干涉,保证工作能够有序的进行,进一步提高效率;所述机械手支座11的顶部通过紧固件连接有平面四轴机器人12,所述平面四轴机器人12的输出端连接有末端执行装置13。本实用新型通过平面四轴机器人12带动末端执行装置13进行搬运组装,有效的解决了人工劳动强度大的问题,大幅度提高了生产效率。
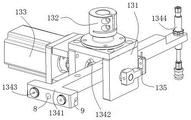
在上述实施例基础上,所述末端执行装置13由末端执行支架131,设置于所述末端执行支架131顶部的快接部件132、设置于所述末端执行支架131一侧的第一驱动源133以及可转动设置于所述末端执行支架上的搬运部件134;所述末端执行支架131上设有第一传感器135;该快接部件132用于快速连接平面四轴机器人12;该第一驱动源133用以驱动所述搬运部件134摆动;该第一传感器用于检测搬运部件134转过的角度。具体的,末端执行支架131有金属制品(诸如铁、铝、铜等金属制品)加工件通过螺栓固定连接成一个[形支架,而[形支架顶部通过快接部件132可以实现将整个末端执行装置13快速安装到平面四轴机器人12上,搬运部件134者通过轴承可转动安装在[形支架的凹槽中,并通过第一驱动源133(伺服电机)进行驱动搬运部件134进行摆动,使其可以顺利的完成对电容芯子以及第一供料装置4、第二工料装置5放置的原料进行抓取。
在上述实施例基础上,所述搬运部件134包括T形横梁1341;该T形横梁1341一端设有第一气流孔9和第二气流孔8,第一气流孔9贯穿于第二气流孔8一端,该T形横梁1341上设有矩形贯穿孔7,与矩形贯穿孔7相互垂直设置的锁紧孔;所述矩形贯穿孔7上插设有转轴1342,所述T形横梁1341一端对称安装有第一吸盘元件1343,第一吸盘元件1343与第一气流孔9相通;所述T形横梁1341另一端旋接有第二吸附元件1344。
在上述实施例基础上,所述转盘装置3包括转动电机31;所述转动电机31的输出端通过链传动连接有蜗轮蜗杆装置33;所述蜗轮蜗杆装置33的输出端连接有方状物转盘34;所述转盘34上对称且可移动设有整料盘35;所述方状物转盘34底部对称设有限位座36,所述方状物转盘34底部设有第二传感器36;所述蜗轮蜗杆装置33一侧设有定位部件。
在上述实施例基础上,所述整料盘35用以转运物料,所述整料盘35由对称设置的侧板351,所述侧板351通过线轨连接有底盒352,所述底盒352与所述方状物转盘34呈角度设置,所述底盒352上设有支撑部件353;所述底盒352上放置有物料盒354,所述物料盒354下方设有梯形推块355;所述转盘装置3还包括抬升装置37,所述抬升装置37可升降插设于方状物转盘34;所述抬升装置37包括升降直线模组371,升降直线模组371的输出端连接有抬升支架372,抬升支架372上对称设有推杆373。
在上述实施例基础上,所述第一供料装置4与所述第二工料装置5结构一致;所述第一供料装置4与所述第二工料装置5相互垂直设置;所述第一供料装置4包括供料支架41,所述供料支架41底部连接有无杆气缸46;所述无杆气缸46可驱动所述供料支架41沿水平方向来回往复移动,如此可以方便当第一供料装置4原料用完之后快速换料,同时可以自动调整相对应与整料机械手1之间的位置,使整料机械手1位移一个最佳工作位置;所述供料支架41上设有第一供料部42和第二供料部43;所述第二供料部43位于所述第一供料部42前侧;所述供料支架41两侧对称设有缓冲器44和第三传感器45。
在上述实施例基础上,所第一供料部42包括第一供料支架421;所述第一供料支架421的一侧设有推料气缸422;所述推料气缸422的输出端连接有推料板423;第一供料支架421上设有L挡料板424,所述L挡料板424上固定连接有分料块425;所述第一供料支架421设有长条形贯穿孔426,长条形贯穿孔426上可调节安装有第四传感器427;所述第二供料部43包括居中设置,且可移动设置于所述第一供料支架421上挡料槽431;所述挡料槽431两侧对称设有第二挡板432,第二挡板432上安装有第五传感器433;相邻所述第二挡板432上可升降设有第二顶料支架434,第二顶料支架434固定安装在丝杆传动装置435的输出端。
在上述实施例基础上,所述上料装置2包括第一升降动力源装置21、第二升降动力源装置22、横向移栽装置23、物料推车24;所述第一升降动力源装置21与所述第二升降动力源装置22相互平行设置;所述横向移栽装置23一端连接第一升降动力源装置21另一端连接第二升降动力源装置22;所述物料推车24可移动设置于所述第一升降动力源装置21、第二升降动力源装置22的正前方;该第一升降动力源装置21用以将物料推车24上的物料进行抬升;该横向移栽装置23用于将第一升降动力源装置21上的空料盒搬运至第二升降动力源装置22上;该第二升降动力源装置22用以将空料盒搬运至物料推车24上;所述第一升降动力源装置21与所述第二升降动力源装置22结构一致;所述第一升降动力源装置21包括提升电机211提升电机211的输出连连接有带传动装置212,带传动装置212上可滑动设有托料盘213,所述带传动装置212可驱动所述托料盘213沿竖直方向移动;所述横向移栽装置23包括底板231;所述底板231上安装有横向移栽无杆气缸232;所述横向移栽无杆气缸232的输出端连接有搬运吸盘装置233。
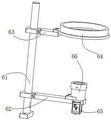
在上述实施例基础上,所述第一检测装置6包括检测支架61,检测支架61上可调节安装有相机座62和光源座63,光源座63位于相机座62上方;所述光源座63上固定安装有环形光源64;所述相机座62安装有CCD工业摄像机65;所述CCD工业摄像机65上套设有保护套66;所述芯子组框机还包括第二检测装置10,所述第二检测装置10位于所述上料装置2上方,用以对上料装置2上的芯子进行第一次拍摄定位。
本实用新型的芯子组框机工作时,先将薄膜电容芯子物料放入物料推车24,经过物料推车24将其输送至第一升降动力源装置21用的正前方,在进入的同时,第二检测装置10对其进行第一次拍摄定位,紧接着通过第一升降动力源装置21将物料提至一定高度后由整料机械手1上的搬运部件134抓取物料,并将物料运输至第一检测装置6处进行第二次拍摄定位,最后在放置到转盘装置3上的整料盘35上,当整料盘35排满一排薄膜电容芯子时,整料机械手1停止在第一升降动力源装置21上搬运,而是转向第一供料装置4和第二工料装置5处将其上方的薄片抓取后在放置到整料盘35,如此来完成芯子和薄片在整料盘35进行必要的组装,然后整料机械手1在次启动至第一升降动力源装置21处进行搬运薄膜电容芯子至整料盘35,如此来回重复直到整个整料盘35装满薄膜芯子,装满后的整料盘35在蜗轮蜗杆装置33驱动下将其输出,而第一升降动力源装置21上的物料被整料机械手1搬运完之后通过第二升降动力源装置22和横向移栽装置23将空盘重新放回物料推车24上。这样就完成整个物料的上下料动作。自动化程度高,生产的连续性强,能够保证整个生产过程的生产效率。
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
Claims (10)
1.一种芯子组框机,其特征在于:包括整料机械手(1)、沿着所述整料机械手(1)周侧设置有上料装置(2)、转盘装置(3)、第一供料装置(4)和第二工料装置(5)以及设置于所述整料机械手(1)与上料装置(2)之间的第一检测装置(6);所述芯子组框机还包括第二检测装置(10),所述第二检测装置(10)位于所述上料装置(2)上方,用以对上料装置(2)上的芯子进行第一次拍摄定位。
2.如权利要求1所述的芯子组框机,其特征在于:所述整料机械手(1)用以将所述上料装置(2)、所述第一供料装置(4)以及所述第二工料装置(5)上的物料分别抓取后放置到转盘装置(3)上进行组合;所述整料机械手(1)包括机械手支座(11),所述机械手支座(11)的顶部通过紧固件连接有平面四轴机器人(12),所述平面四轴机器人(12)的输出端连接有末端执行装置(13)。
3.如权利要求2所述的芯子组框机,其特征在于:所述末端执行装置(13)包括末端执行支架(131),设置于所述末端执行支架(131)顶部的快接部件(132)、设置于所述末端执行支架(131)一侧的第一驱动源(133)以及可转动设置于所述末端执行支架上的搬运部件(134);所述末端执行支架(131)上设有第一传感器;该快接部件(132)用于快速连接平面四轴机器人(12);该第一驱动源(133)用以驱动所述搬运部件(134)摆动;该第一传感器用于检测搬运部件(134)转过的角度。
4.如权利要求3所述的芯子组框机,其特征在于:所述搬运部件(134)包括T形横梁(1341);该T形横梁(1341)一端设有第一气流孔(9)和第二气流孔(8),第一气流孔(9)贯穿于第二气流孔(8)一端,该T形横梁(1341)上设有矩形贯穿孔(7),与矩形贯穿孔(7)相互垂直设置的锁紧孔;所述矩形贯穿孔(7)上插设有转轴(1342),所述T形横梁(1341)一端对称安装有第一吸盘元件(1343),第一吸盘元件(1343)与第一气流孔(9)相通;所述T形横梁(1341)另一端旋接有第二吸附元件(1344)。
5.如权利要求1所述的芯子组框机,其特征在于:所述转盘装置(3)包括转动电机(31);所述转动电机(31)的输出端通过链传动连接有蜗轮蜗杆装置(33);所述蜗轮蜗杆装置(33)的输出端连接有方状物转盘(34);所述转盘(34)上对称且可移动设有整料盘(35);所述方状物转盘(34)底部对称设有限位座(36),所述方状物转盘(34)底部设有第二传感器;所述蜗轮蜗杆装置(33)一侧设有定位部件。
6.如权利要求5所述的芯子组框机,其特征在于:所述整料盘(35)用以转运物料,所述整料盘(35)包括对称设置的侧板(351),所述侧板(351)通过线轨连接有底盒(352),所述底盒(352)与所述方状物转盘(34)呈角度设置,所述底盒(352)上设有支撑部件(353);所述底盒(352)上放置有物料盒(354),所述物料盒(354)下方设有梯形推块(355);所述转盘装置(3)还包括抬升装置(37),所述抬升装置(37)可升降插设于方状物转盘(34);所述抬升装置(37)包括升降直线模组(371),升降直线模组(371)的输出端连接有抬升支架(372),抬升支架(372)上对称设有推杆(373)。
7.如权利要求1所述的芯子组框机,其特征在于:所述第一供料装置(4)与所述第二工料装置(5)结构一致;所述第一供料装置(4)与所述第二工料装置(5)相互垂直设置;所述第一供料装置(4)包括供料支架(41),所述供料支架(41)底部连接有无杆气缸(46);所述无杆气缸(46)可驱动所述供料支架(41)沿水平方向来回往复移动;所述供料支架(41)上设有第一供料部(42)和第二供料部(43);所述第二供料部(43)位于所述第一供料部(42)前侧;所述供料支架(41)两侧对称设有缓冲器(44)和第三传感器(45)。
8.如权利要求7所述的芯子组框机,其特征在于:所第一供料部(42)包括第一供料支架(421);所述第一供料支架(421)的一侧设有推料气缸(422);所述推料气缸(422)的输出端连接有推料板(423);第一供料支架(421)上设有L挡料板(424),所述L挡料板(424)上固定连接有分料块(425);所述第一供料支架(421)设有长条形贯穿孔(426),长条形贯穿孔(426)上可调节安装有第四传感器(427);所述第二供料部(43)包括居中设置,且可移动设置于所述第一供料支架(421)上挡料槽(431);所述挡料槽(431)两侧对称设有第二挡板(432),第二挡板(432)上安装有第五传感器(433);相邻所述第二挡板(432)上可升降设有第二顶料支架(414),第二顶料支架(414)固定安装在丝杆传动装置(435)的输出端。
9.如权利要求1所述的芯子组框机,其特征在于:所述上料装置(2)包括第一升降动力源装置(21)、第二升降动力源装置(22)、横向移栽装置(23)、物料推车(24);所述第一升降动力源装置(21)与所述第二升降动力源装置(22)相互平行设置;所述横向移栽装置(23)一端连接第一升降动力源装置(21)另一端连接第二升降动力源装置(22);所述物料推车(24)可移动设置于所述第一升降动力源装置(21)、第二升降动力源装置(22)的正前方;该第一升降动力源装置(21)用以将物料推车(24)抬升;该横向移栽装置(23)用于将第一升降动力源装置(21)上的空料盒搬运至第二升降动力源装置(22)上;该第二升降动力源装置(22)用以将空料盒搬运至物料推车(24)上;所述第一升降动力源装置(21)与所述第二升降动力源装置(22)结构一致;所述第一升降动力源装置(21)包括提升电机(211),提升电机(211)的输出端连接有带传动装置(212),带传动装置(212)上可滑动设有托料盘(213),所述带传动装置(212)可驱动所述托料盘(213)沿竖直方向移动;所述横向移栽装置(23)包括底板(231);所述底板(231)上安装有横向移栽无杆气缸(232);所述横向移栽无杆气缸(232)的输出端连接有搬运吸盘装置(233)。
10.如权利要求1所述的芯子组框机,其特征在于:所述第一检测装置(6)包括检测支架(61),检测支架(61)上可调节安装有相机座(62)和光源座(63),光源座(63)位于相机座(62)上方;所述光源座(63)上固定安装有环形光源(64);所述相机座(62)安装有CCD工业摄像机(65);所述CCD工业摄像机(65)上套设有保护套(66)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121193596.3U CN216054327U (zh) | 2021-05-31 | 2021-05-31 | 一种芯子组框机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121193596.3U CN216054327U (zh) | 2021-05-31 | 2021-05-31 | 一种芯子组框机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216054327U true CN216054327U (zh) | 2022-03-15 |
Family
ID=80552127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202121193596.3U Active CN216054327U (zh) | 2021-05-31 | 2021-05-31 | 一种芯子组框机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216054327U (zh) |
-
2021
- 2021-05-31 CN CN202121193596.3U patent/CN216054327U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102013447B1 (ko) | 가공물 자동 적재장치 | |
| CN107243566B (zh) | 多规格板材上下料系统及数控冲床 | |
| CN209998588U (zh) | 一种触屏手机偏光片激光切割自动上料卸料设备 | |
| CN109894739A (zh) | 用于发动机气缸圈的全自动激光刻印装置 | |
| CN111063927A (zh) | 一种可变距电池模组自动装配系统 | |
| CN216462949U (zh) | 一种板材自动切割折弯焊接设备 | |
| CN216054327U (zh) | 一种芯子组框机 | |
| CN110722039B (zh) | 一种工件冲压自动搬运及覆膜系统 | |
| CN108945937B (zh) | 一种机器人自动上下料机构及工作方法 | |
| CN113421782A (zh) | 一种芯子组框机 | |
| CN116262594A (zh) | 一种双伸缩滑台下料堆高机 | |
| CN215973643U (zh) | 尼龙板材供料机构 | |
| CN115780918A (zh) | 一种齿条全自动加工设备 | |
| CN214603286U (zh) | 机床料仓 | |
| CN210647965U (zh) | 一种工件冲压自动搬运及覆膜系统 | |
| CN211768837U (zh) | 一种自动运搬和自动堆垛的装置 | |
| CN110270781B (zh) | 一种转向构架智能立库拼装焊接生产流水线 | |
| CN210682012U (zh) | 自动化料库 | |
| CN210392405U (zh) | 一种用于工件自动摆盘堆垛机的输送机构 | |
| CN113419479A (zh) | 一种视觉与机器人的应用装置 | |
| CN210165927U (zh) | 在线式智能检测机器 | |
| CN113369897A (zh) | 一种板材自动切割折弯焊接设备 | |
| CN112978399A (zh) | 一种零件自动化加工用跺机 | |
| CN110668186A (zh) | 一种物料送件装置 | |
| CN217319190U (zh) | 一种风扇叶轮智能检测设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |