CN209998588U - 一种触屏手机偏光片激光切割自动上料卸料设备 - Google Patents
一种触屏手机偏光片激光切割自动上料卸料设备 Download PDFInfo
- Publication number
- CN209998588U CN209998588U CN201920770470.4U CN201920770470U CN209998588U CN 209998588 U CN209998588 U CN 209998588U CN 201920770470 U CN201920770470 U CN 201920770470U CN 209998588 U CN209998588 U CN 209998588U
- Authority
- CN
- China
- Prior art keywords
- work piece
- plate
- frame
- laser cutting
- lifting device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Laser Beam Processing (AREA)
Abstract
本实用新型提供了一种触屏手机偏光片激光切割自动上料卸料设备,包括工件抓取移动机构及输送机构,工件抓取移动机构通过第一机架架设于输送机构的上方,输送机构的输送方向与工件抓取移动机构的横向移动方向垂直,第一机架于输送机构的两侧设有用于放置激光切割机的安装位,第一机架的两端外侧均设有用于放置工件原料的架台,工件抓取移动机构将架台上的工件原料移送至激光切割机处,工件抓取移动机构将激光切割机处完成加工的工件及废料移送至输送机构上,输送机构的底部对应工件抓取移动机构设有用于去除废料的废料夹取装置;其可实现原料工件、成品工件的自动化上料及卸料动作,自动分离及收集废料,有效提高生产效率,保证加工精确度。
Description
技术领域
本实用新型涉及手机偏光片加工设备领域,更具体的,涉及一种触屏手机偏光片激光切割自动上料卸料设备。
背景技术
传统偏光片切割工艺靠人工上料、卸料,其中有几点弊端,首先,每台激光切割设备都需要一名操作人员值守,浪费人力;其次,整版基材经过切割后,产生数十片的成品片材,通过人力一一收集非常耗时、耗力;且人工上料过程中靠目测及治具辅助来定位,容易出现加工误差,从而导致材料的浪费。
实用新型内容
为了克服现有技术的缺陷,本实用新型所要解决的技术问题在于提出一种触屏手机偏光片激光切割自动上料卸料设备,其可实现加工原料、成品的自动化上料及卸料动作,自动分离及收集废料,有效提高生产效率,保证加工精确度。
为达此目的,本实用新型采用以下的技术方案:
本实用新型提供了一种触屏手机偏光片激光切割自动上料卸料设备,包括工件抓取移动机构及输送机构,所述工件抓取移动机构通过第一机架架设于所述输送机构的上方,所述输送机构的输送方向与所述工件抓取移动机构的横向移动方向垂直,所述第一机架于所述输送机构的两侧设有用于放置激光切割机的安装位,所述第一机架的两端外侧均设有用于放置工件原料的架台,所述工件抓取移动机构将所述架台上的工件原料移送至所述激光切割机处,所述工件抓取移动机构将所述激光切割机处完成加工的工件及废料移送至所述输送机构上,所述输送机构的底部对应所述工件抓取移动机构设有用于去除废料的废料夹取装置。
在本实用新型较佳的技术方案中,所述工件抓取移动机构包括两相对设置的架条,两所述架条沿所述第一机架的长度方向设置、且两端延伸至所述架台的上方,两所述架条的顶面均设有第一导向凸条,两所述第一导向凸条之间滑动架设有第一安装板、第二安装板及第三安装板,所述第二安装板位于所述第一安装板及所述第三安装板之间,所述第一安装板、所述第二安装板及所述第三安装板上均安装有第一电机,所述第一电机的输出轴朝下设置、且端部固定设有第一斜齿轮,其中一条所述架条靠近所述第一电机的侧壁上固定设有第一斜齿条,所述第一斜齿条与多个所述第一斜齿轮啮合,所述第一安装板、所述第二安装板及所述第三安装板在对应的所述第一电机的带动下沿所述第一导向凸条滑动;所述第一安装板上安装有第一抓取机构,所述第二安装板上安装有第二抓取机构,所述第三安装板上安装有第三抓取机构,所述第一抓取机构及所述第三抓取机构用于抓取原料工件,所述第二抓取机构用于抓取加工完成后的成品工件及废料。
在本实用新型较佳的技术方案中,所述第一抓取机构包括第一升降装置及安装在所述第一升降装置底部的第一吸盘组件,所述第一升降装置包括上下端敞开的框体,所述框体通过安装架固定在所述第一安装板上,所述框体内设有贯穿所述框体上下端口的竖直设置的移动板,所述移动板靠近所述第一安装板的一侧固定设有第二斜齿条,所述安装架上固定设有第二电机,所述第二电机的输出轴伸入所述框体内、且端部固定设有第二斜齿轮,所述第二斜齿轮与所述第二斜齿条啮合,所述移动板沿所述框体竖向移动,所述移动板的底面固定设有支撑架,所述第一吸盘组件固定在所述支撑架的底面,所述第一吸盘组件包括第一盘体及安装在所述第一盘体上的多个朝下设置的第一吸嘴;
所述第二抓取机构包括第二升降装置及安装在所述第二升降装置底部的第二吸盘组件,所述第二升降装置与所述第一升降装置结构相同,所述第二升降装置安装在所述第二安装板上,所述第二吸盘组件包括第二盘体及安装在所述第二盘体上的朝下设置的第二吸嘴及第三吸嘴;
所述第三抓取机构包括第三升降装置及安装在所述第三升降装置底部的第三吸盘组件,所述第三升降装置与所述第一升降装置结构相同,所述第三升降装置安装在所述第三安装板上,所述第三吸盘组件与所述第一吸盘组件结构相同。
在本实用新型较佳的技术方案中,所述移动板上设有多条第二导向凸条,所述框体的内壁对应多条所述第二导向凸条设有导向座,所述移动板通过所述第二导向凸条沿所述导向座竖向移动。
在本实用新型较佳的技术方案中,所述输送机构包括第二机架及设于所述第二机架上的输送带,所述输送带的出料端出设有用于收集成品工件的收集箱;所述第二机架于所述输送带的下方对应所述工件抓取移动机构设有用于收集废料的集料箱,所述废料夹取装置设于所述集料箱内;
所述废料夹取装置包括安装梁,所述安装梁固定在所述第二机架上,所述安装梁上设有至少两个直线轴承,所述直线轴承关于所述安装梁的中点对称设置,所述安装梁的上方设有推板,所述推板的底面对应所述直线轴承设有导向杆,所述导向杆与所述直线轴承滑动配合,所述安装梁的中部安装有第一气缸,所述第一气缸的活塞杆朝上设置、且端部与所述推板固定连接;所述推板的顶面两端固定设有立板,所述立板顶部靠近所述输送带的侧壁固定安装有第二气缸及夹块,所述第二气缸的活塞杆端部固定设有推块,所述推块与所述夹块之间形成用于夹持废料的夹持位;所述立板在所述第一气缸的推动下从所述输送带的一侧向上移动、且所述第二气缸高于所述输送带的顶面。
在本实用新型较佳的技术方案中,所述安装梁上还固定设有导料板,所述导料板位于两所述立板之间,所述导料板顶部与所述第二机架固定连接,且所述导料板靠近所述输送带的一侧为倾斜面。
本实用新型的有益效果为:
本实用新型提供的一种触屏手机偏光片激光切割自动上料卸料设备,其设置的工件抓取移动机构具有较大的行程,一个工件抓取移动机构可应用于两台激光切割机,实现加工原料、成品的自动化上料及卸料动作,大大提高加工生产效率,减少人工介入,保证加工精确度;在输送机构的作用下可将成品工件进行输送并收集,且输送机构中设置了废料夹取装置,在工件抓取移动机构的配合下可将加工后的成品工件与废料进行分离、及夹取收集,实现整体加工生产的完整性,以便输送机构最终输出的全为成品工件,便于后续的分类及收集。
附图说明
图1是本实用新型的具体实施例中提供的实际使用过程中的一种触屏手机偏光片激光切割自动上料卸料设备的立体结构示意图;
图2是本实用新型的具体实施例中提供的工件抓取移动机构的立体结构示意图;
图3是本实用新型的具体实施例中提供的第一升降装置的第一视角立体结构示意图;
图4是本实用新型的具体实施例中提供的第一升降装置的第二视角立体结构示意图;
图5是本实用新型的具体实施例中提供的第一吸盘组件的立体结构示意图;
图6是本实用新型的具体实施例中提供的第二吸盘组件的立体结构示意图;
图7是本实用新型的具体实施例中提供的输送机构的立体结构示意图;
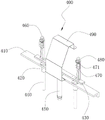
图8是本实用新型的具体实施例中提供的废料夹取装置的立体结构示意图。
图中:
100、工件抓取移动机构;110、架条;120、第一导向凸条;130、第一安装板;140、第二安装板;150、第三安装板;160、第一电机;161、第一斜齿轮;170、第一斜齿条;200、输送机构;210、输送带;220、收集箱;230、集料箱;310、第一机架;320、第二机架;330、激光切割机;340、架台;400、废料夹取装置;410、安装梁;420、直线轴承;430、推板;440、导向杆;450、第一气缸;460、立板;470、第二气缸;471、推块;480、夹块;490、导料板;510、第一抓取机构;520、第二抓取机构;530、第三抓取机构;610、第一升降装置;611、框体;612、安装架;613、移动板;614、第二斜齿条;615、第二电机;616、第二斜齿轮;617、支撑架;618、第二导向凸条;619、导向座;620、第一吸盘组件;621、第一盘体;622、第一吸嘴;630、第二吸盘组件;631、第二盘体;632、第二吸嘴;633、第三吸嘴。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
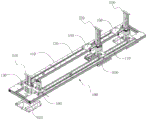
如图1、图2所示,本实用新型的具体实施例中公开了一种触屏手机偏光片激光切割自动上料卸料设备,包括工件抓取移动机构100及输送机构200,所述工件抓取移动机构100通过第一机架310架设于所述输送机构200的上方,所述输送机构200的输送方向与所述工件抓取移动机构100的横向移动方向垂直,所述第一机310架于所述输送机构200的两侧设有用于放置激光切割机330的安装位,所述第一机架310的两端外侧均设有用于放置工件原料的架台340,所述工件抓取移动机构100将所述架台340上的工件原料移送至所述激光切割机330处,所述工件抓取移动机构100将所述激光切割机330处完成加工的工件及废料移送至所述输送机构200上,所述输送机构200的底部对应所述工件抓取移动机构100设有用于去除废料的废料夹取装置400。
上述的一种触屏手机偏光片激光切割自动上料卸料设备,其设置的工件抓取移动机构100具有较大的行程,一个工件抓取移动机构100可应用于两台激光切割机330,实现加工原料、成品的自动化上料及卸料动作,大大提高加工生产效率,减少人工介入,保证加工精确度;在输送机构200的作用下可将成品工件进行输送并收集,且输送机构200中设置了废料夹取装置400,在工件抓取移动机构100的配合下可将加工后的成品工件与废料进行分离、及夹取收集,实现整体加工生产的完整性,以便输送机构200最终输出的全为成品工件,便于后续的分类及收集。
进一步地,如图2、图3所示,所述工件抓取移动机构100包括两相对设置的架条110,两所述架条110沿所述第一机架310的长度方向设置、且两端延伸至所述架台340的上方,两所述架条110通过螺钉固定在所述第一机架310的顶面,两所述架条110的顶面均设有第一导向凸条120,两所述第一导向凸条120之间滑动架设有第一安装板130、第二安装板140及第三安装板150,所述第二安装板140位于所述第一安装板130及所述第三安装板150之间,所述第一安装板130、所述第二安装板140及所述第三安装板150上均安装有第一电机160,所述第一电机160的输出轴朝下设置、且端部固定设有第一斜齿轮161,其中一条所述架条110靠近所述第一电机160的侧壁上固定设有第一斜齿条170,所述第一斜齿条170与多个所述第一斜齿轮161啮合,所述第一安装板130、所述第二安装板140及所述第三安装板150在对应的所述第一电机160的带动下沿所述第一导向凸条120滑动;所述第一安装板130上安装有第一抓取机构510,所述第二安装板140上安装有第二抓取机构520,所述第三安装板150上安装有第三抓取机构530,所述第一抓取机构510及所述第三抓取机构530用于抓取原料工件,所述第二抓取机构520用于抓取加工完成后的成品工件及废料;所述第一安装板130、所述第二安装板140及所述第三安装板150在对应的所述第一电机160的带动下移动,从而对应带动第一抓取机构510、第二抓取机构520及第三抓取机构530移动至预设位置,采用齿轮齿条配合,可准确移动至设定位置,方便第一抓取机构510、第二抓取机构520及第三抓取机构530实现工件的进行准确的抓取、移送动作,完成自动上下料。
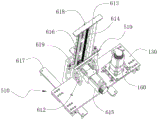
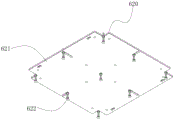
进一步地,如图3、图4所示,所述第一抓取机构510包括第一升降装置610及安装在所述第一升降装置610底部的第一吸盘组件620,所述第一升降装置610包括上下端敞开的框体611,所述框体611通过安装架612固定在所述第一安装板130上,所述框体611内设有贯穿所述框体611上下端口的竖直设置的移动板613,所述移动板613靠近所述第一安装板130的一侧固定设有第二斜齿条614,所述安装架612上固定设有第二电机615,所述第二电机615的输出轴伸入所述框体611内、且端部固定设有第二斜齿轮616,所述第二斜齿轮616与所述第二斜齿条614啮合,所述移动板613沿所述框体611竖向移动,所述移动板613的底面固定设有支撑架617,所述第一吸盘组件620固定在所述支撑架617的底面,如图5所示,所述第一吸盘组件620包括第一盘体621及安装在所述第一盘体621上的多个朝下设置的第一吸嘴622,多个所述第一吸嘴622散布于所述第一盘体621的边缘位置;
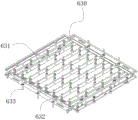
所述第二抓取机构520包括第二升降装置及安装在所述第二升降装置底部的第二吸盘组件630,所述第二升降装置与所述第一升降装置结构相同,所述第二升降装置安装在所述第二安装板140上,如图6所示,所述第二吸盘组件630包括第二盘体631及安装在所述第二盘体631上的朝下设置的第二吸嘴632及第三吸嘴633,所述第二吸嘴632均布于所述第二盘体631上、且与完成切割后的工件一一对应设置,所述第三吸嘴633则对应完成切割后的废料设置;
所述第三抓取机构530包括第三升降装置及安装在所述第三升降装置底部的第三吸盘组件,所述第三升降装置与所述第一升降装置610结构相同,所述第三升降装置安装在所述第三安装板上,所述第三吸盘组件与所述第一吸盘组件620结构相同;需要说明的是,第一吸嘴622、第二吸嘴632及第三吸嘴633均与外部的抽气泵通过管道连通。
上述的第一抓取机构510在进行抓取动作时,首先启动第二电机615,带动移动板613向下移动至预设位置后停止第二电机615,此时第一吸嘴622与原料工件抵持,接着启动抽气泵,使第一吸嘴622形成负压条件,使原料工件吸附在第一吸嘴622上,完成抓取;然后启动第二电机615反转,带动移动板613向上移动,从而抬起原料工件;对应的,在放下工件时,启动第二电机615,带动移动板613向下移动至预设位置后停止第二电机615,闭合抽气泵对第一吸嘴622的抽气条件,第一吸嘴622的负压条件失效,原料工件从第一吸嘴622上脱落,完成下料;第三抓取机构530的抓取、放下原料工件的工作原理与第一抓取机构510的一致;而第二抓取机构520进行抓取动作时,其升降部分的动作与第一抓取机构510一致,区别在于对成品工件及废料的吸取动作,当激光切割机330完成切割后,需要使用第二抓取机构520将成品工件及废料均移送至输送机构200上,当第二抓取机构520的移动板613向下移动至预设位置时,此时多个第二吸嘴632与成品工件一一对应且抵持,及第三吸嘴633则与废料的位置对应且抵持,然后启动抽气泵,使得第二吸嘴632及第三吸嘴633均处于负压条件,然后启动第二抓取机构520的第二电机615带动移动板613向上移动,使得成品工件与废料均被抬起,对应的,在放下工件时,启动第二电机615,带动移动板613向下移动至预设位置后停止第二电机615,闭合抽气泵对第二吸嘴632的抽气条件,第二吸嘴632的负压条件失效,成品工件从第二吸嘴632上脱落,完成下料,而第三吸嘴633依旧抓取废料,然后启动对应位置上的废料夹取装置400,启动第二安装板140上的第一电机160,带动废料移动至废料夹取装置400处,待废料夹取装置400夹住废料后,闭合抽气泵对第三吸嘴633的抽气条件,废料从第三吸嘴633上脱离,并被废料夹取装置400移送走;当然需要说明的是,成品工件与废料可单独从激光切割机330上分离,首先可仅仅启动抽气泵对第二吸嘴632的抽气条件,单独将成品工件移送至输送机构200后,再驱动第二抓取机构520返回激光切割机330的位置,再将余下废料移送至对应的废料夹取装置400处。
进一步地,所述移动板613上设有多条第二导向凸条618,所述框体611的内壁对应多条所述第二导向凸条618设有导向座619,所述移动板613通过所述第二导向凸条618沿所述导向座619竖向移动,该结构设计可进一步限定移动板613的移动轨迹,确保准确对位及移动。
进一步地,如图7、图8所示,所述输送机构200包括第二机架320及设于所述第二机架320上的输送带210,所述输送带210的出料端出设有用于收集成品工件的收集箱220;所述第二机架320于所述输送带210的下方对应所述工件抓取移动机构100设有用于收集废料的集料箱230,所述废料夹取装置400设于所述集料箱230内;
所述废料夹取装置400包括安装梁410,所述安装梁410固定在所述第二机架320上,所述安装梁410上设有至少两个直线轴承420,所述直线轴承420关于所述安装梁410的中点对称设置,所述安装梁410的上方设有推板430,所述推板430的底面对应所述直线轴承420设有导向杆440,所述导向杆440与所述直线轴承420滑动配合,所述安装梁410的中部安装有第一气缸450,所述第一气缸450的活塞杆朝上设置、且端部与所述推板430固定连接;所述推板430的顶面两端固定设有立板460,所述立板460顶部靠近所述输送带210的侧壁固定安装有第二气缸470及夹块480,所述第二气缸470的活塞杆端部固定设有推块471,所述推块471与所述夹块480之间形成用于夹持废料的夹持位;所述立板460在所述第一气缸450的推动下从所述输送带210的一侧向上移动、且所述第二气缸470高于所述输送带210的顶面。
上述的废料夹取装置400在工作时,首先启动第一气缸450,推动立板460向上移动、且使得第二气缸470移动至预设位置;接着当第二抓取机构520将废料移动至废料夹取装置400的夹持位时,启动第二气缸470,推动推块471向夹块480方向移动、并完成对废料的夹持;然后再启动第一气缸450收缩活塞杆,带动立板460向下移动,从而将废料拖送至集料箱230内,完成废料的分离及收集。
进一步地,所述安装梁410上还固定设有导料板490,所述导料板490位于两所述立板460之间,所述导料板490顶部与所述第二机架320固定连接,且所述导料板490靠近所述输送带210的一侧为倾斜面;导料板490的设置可进一步促进废料的收集,确保废料进入集料箱230内,避免影响到相邻的激光切割机330的正常工作。
工作原理:
本实用新型在进行工作时,如图1所示,一个输送机构200可与两个工件抓取移动机构100进行配合,可同时适配四台激光切割机330,有效的提高工作效率;工作过程中,首先是第一抓取机构510及第三抓取机构530将架台340上的原料工件移送至对应的激光切割机330上,待激光切割机330对原料工件进行切割后,第二抓取机构520再将成品工件及废料移送至输送机构200上,紧着启动对应位置的废料夹取装置400,第二抓取机构520将废料移送至废料夹取装置400处,并在废料夹取装置400的作用下将废料送至集料箱230内,而成品工件则被输送带210送至收集箱220内,从而完成整个加工过程;需要说明的是,适当调整输送机构200的输送行程,可与但不仅限于两个工件抓取移动机构100进行配合,可根据生产规模进行相应的调整及搭配。
本实用新型是通过优选实施例进行描述的,本领域技术人员知悉,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。本实用新型不受此处所公开的具体实施例的限制,其他落入本申请的权利要求内的实施例都属于本实用新型保护的范围。
Claims (6)
1.一种触屏手机偏光片激光切割自动上料卸料设备,其特征在于:
包括工件抓取移动机构(100)及输送机构(200),所述工件抓取移动机构(100)通过第一机架(310)架设于所述输送机构(200)的上方,所述输送机构(200)的输送方向与所述工件抓取移动机构(100)的横向移动方向垂直,所述第一机架(310)架于所述输送机构(200)的两侧设有用于放置激光切割机(330)的安装位,所述第一机架(310)的两端外侧均设有用于放置工件原料的架台(340),所述工件抓取移动机构(100)将所述架台(340)上的工件原料移送至所述激光切割机(330)处,所述工件抓取移动机构(100)将所述激光切割机(330)处完成加工的工件及废料移送至所述输送机构(200)上,所述输送机构(200)的底部对应所述工件抓取移动机构(100)设有用于去除废料的废料夹取装置(400)。
2.根据权利要求1所述的一种触屏手机偏光片激光切割自动上料卸料设备,其特征在于:
所述工件抓取移动机构(100)包括两相对设置的架条(110),两所述架条(110)沿所述第一机架(310)的长度方向设置、且两端延伸至所述架台(340)的上方,两所述架条(110)的顶面均设有第一导向凸条(120),两所述第一导向凸条(120)之间滑动架设有第一安装板(130)、第二安装板(140)及第三安装板(150),所述第二安装板(140)位于所述第一安装板(130)及所述第三安装板(150)之间,所述第一安装板(130)、所述第二安装板(140)及所述第三安装板(150)上均安装有第一电机(160),所述第一电机(160)的输出轴朝下设置、且端部固定设有第一斜齿轮(161),其中一条所述架条(110)靠近所述第一电机(160)的侧壁上固定设有第一斜齿条(170),所述第一斜齿条(170)与多个所述第一斜齿轮(161)啮合,所述第一安装板(130)、所述第二安装板(140)及所述第三安装板(150)在对应的所述第一电机(160)的带动下沿所述第一导向凸条(120)滑动;所述第一安装板(130)上安装有第一抓取机构(510),所述第二安装板(140)上安装有第二抓取机构(520),所述第三安装板(150)上安装有第三抓取机构(530),所述第一抓取机构(510)及所述第三抓取机构(530)用于抓取原料工件,所述第二抓取机构(520)用于抓取加工完成后的成品工件及废料。
3.根据权利要求2所述的一种触屏手机偏光片激光切割自动上料卸料设备,其特征在于:
所述第一抓取机构(510)包括第一升降装置(610)及安装在所述第一升降装置(610)底部的第一吸盘组件(620),所述第一升降装置(610)包括上下端敞开的框体(611),所述框体(611)通过安装架(612)固定在所述第一安装板(130)上,所述框体(611)内设有贯穿所述框体(611)上下端口的竖直设置的移动板(613),所述移动板(613)靠近所述第一安装板(130)的一侧固定设有第二斜齿条(614),所述安装架(612)上固定设有第二电机(615),所述第二电机(615)的输出轴伸入所述框体(611)内、且端部固定设有第二斜齿轮(616),所述第二斜齿轮(616)与所述第二斜齿条(614)啮合,所述移动板(613)沿所述框体(611)竖向移动,所述移动板(613)的底面固定设有支撑架(617),所述第一吸盘组件(620)固定在所述支撑架(617)的底面,所述第一吸盘组件(620)包括第一盘体(621)及安装在所述第一盘体(621)上的多个朝下设置的第一吸嘴(622);
所述第二抓取机构(520)包括第二升降装置及安装在所述第二升降装置底部的第二吸盘组件(630),所述第二升降装置与所述第一升降装置结构相同,所述第二升降装置安装在所述第二安装板(140)上,所述第二吸盘组件(630) 包括第二盘体(631)及安装在所述第二盘体(631)上的朝下设置的第二吸嘴(632)及第三吸嘴(633);
所述第三抓取机构(530)包括第三升降装置及安装在所述第三升降装置底部的第三吸盘组件,所述第三升降装置与所述第一升降装置(610)结构相同,所述第三升降装置安装在所述第三安装板上,所述第三吸盘组件与所述第一吸盘组件(620)结构相同。
4.根据权利要求3所述的一种触屏手机偏光片激光切割自动上料卸料设备,其特征在于:
所述移动板(613)上设有多条第二导向凸条(618),所述框体(611)的内壁对应多条所述第二导向凸条(618)设有导向座(619),所述移动板(613)通过所述第二导向凸条(618)沿所述导向座(619)竖向移动。
5.根据权利要求1所述的一种触屏手机偏光片激光切割自动上料卸料设备,其特征在于:
所述输送机构(200)包括第二机架(320)及设于所述第二机架(320)上的输送带(210),所述输送带(210)的出料端出设有用于收集成品工件的收集箱(220);所述第二机架(320)于所述输送带(210)的下方对应所述工件抓取移动机构(100)设有用于收集废料的集料箱(230),所述废料夹取装置(400)设于所述集料箱(230)内;
所述废料夹取装置(400)包括安装梁(410),所述安装梁(410)固定在所述第二机架(320)上,所述安装梁(410)上设有至少两个直线轴承(420),所述直线轴承(420)关于所述安装梁(410)的中点对称设置,所述安装梁(410)的上方设有推板(430),所述推板(430)的底面对应所述直线轴承(420)设有导向杆(440),所述导向杆(440)与所述直线轴承(420)滑动配合,所述安装梁(410)的中部安装有第一气缸(450),所述第一气缸(450)的活塞杆朝上设置、且端部与所述推板(430)固定连接;所述推板(430)的顶面两端固定设有立板(460),所述立板(460)顶部靠近所述输送带(210)的侧壁固定安装有第二气缸(470)及夹块(480),所述第二气缸(470)的活塞杆端部固定设有推块(471),所述推块(471)与所述夹块(480)之间形成用于夹持废料的夹持位;所述立板(460)在所述第一气缸(450)的推动下从所述输送带(210)的一侧向上移动、且所述第二气缸(470)高于所述输送带(210)的顶面。
6.根据权利要求5所述的一种触屏手机偏光片激光切割自动上料卸料设备,其特征在于:
所述安装梁(410)上还固定设有导料板(490),所述导料板(490)位于两所述立板(460)之间,所述导料板(490)顶部与所述第二机架(320)固定连接,且所述导料板(490)靠近所述输送带(210)的一侧为倾斜面。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920770470.4U CN209998588U (zh) | 2019-05-27 | 2019-05-27 | 一种触屏手机偏光片激光切割自动上料卸料设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920770470.4U CN209998588U (zh) | 2019-05-27 | 2019-05-27 | 一种触屏手机偏光片激光切割自动上料卸料设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN209998588U true CN209998588U (zh) | 2020-01-31 |
Family
ID=69308120
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920770470.4U Expired - Fee Related CN209998588U (zh) | 2019-05-27 | 2019-05-27 | 一种触屏手机偏光片激光切割自动上料卸料设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN209998588U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112744582A (zh) * | 2020-12-22 | 2021-05-04 | 江苏天辰智能装备有限公司 | 一种悬臂型用于产品输送的下料机械手 |
| CN112974345A (zh) * | 2021-01-22 | 2021-06-18 | 南京迪沃航空技术有限公司 | 一种飞机发动机叶片用清洁系统及其清洁方法 |
| CN113799179A (zh) * | 2021-09-02 | 2021-12-17 | 深圳旭伟兴精密设备有限公司 | 自动分板机 |
| CN116274700A (zh) * | 2023-05-24 | 2023-06-23 | 山东华建铝业集团有限公司 | 一种铝合金型材的冲压设备 |
-
2019
- 2019-05-27 CN CN201920770470.4U patent/CN209998588U/zh not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112744582A (zh) * | 2020-12-22 | 2021-05-04 | 江苏天辰智能装备有限公司 | 一种悬臂型用于产品输送的下料机械手 |
| CN112974345A (zh) * | 2021-01-22 | 2021-06-18 | 南京迪沃航空技术有限公司 | 一种飞机发动机叶片用清洁系统及其清洁方法 |
| CN113799179A (zh) * | 2021-09-02 | 2021-12-17 | 深圳旭伟兴精密设备有限公司 | 自动分板机 |
| CN116274700A (zh) * | 2023-05-24 | 2023-06-23 | 山东华建铝业集团有限公司 | 一种铝合金型材的冲压设备 |
| CN116274700B (zh) * | 2023-05-24 | 2023-08-04 | 山东华建铝业集团有限公司 | 一种铝合金型材的冲压设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN209998588U (zh) | 一种触屏手机偏光片激光切割自动上料卸料设备 | |
| WO2022021959A1 (zh) | 一种基于多轴工业机器人的多工位固定夹紧自动冲压设备 | |
| CN210937684U (zh) | 一种自动上下料激光切割设备 | |
| CN210334788U (zh) | 一种激光切割设备 | |
| CN210549494U (zh) | 一种板材剪冲一体生产线 | |
| CN111030399A (zh) | 一种电机端盖自动装配设备 | |
| CN109692992B (zh) | 汽车钢板精剪自动化生产装置 | |
| CN211557109U (zh) | 一种电机端盖自动装配设备 | |
| CN110920132B (zh) | 一种适用于金刚石刀头模具的自动拆模、装模方法 | |
| CN110695233A (zh) | 一种电饭锅中层冲压生产线 | |
| CN113146827A (zh) | 混凝土预制构件脱模装置及其脱模方法 | |
| JPH0773765B2 (ja) | 多数個取り小製品の仕分け集積装置 | |
| CN110757013A (zh) | 保温容器金属筒身切割片材的自动上下料设备及工艺 | |
| CN109732364B (zh) | 一种电压力锅自动冲压生产线 | |
| CN109079047B (zh) | 冲压机器人自动上下料设备 | |
| CN210794977U (zh) | 一种用于pp板的全自动堆叠装置 | |
| CN211469972U (zh) | 一种桁架机械手自动料仓 | |
| CN216656108U (zh) | 自动上下料液压冲压装置 | |
| CN217168797U (zh) | 一种塑胶产品连线裁切机 | |
| CN211758109U (zh) | 一种板材冲床上料机构 | |
| CN210586818U (zh) | 一种冲压两轴多工位自动上料机 | |
| CN215038688U (zh) | 混凝土预制构件脱模装置 | |
| CN220412241U (zh) | 用于模切机纸板上料的机器人手爪装置 | |
| CN220409055U (zh) | 一种板材四边锯 | |
| CN220409054U (zh) | 一种板材四边锯的后浮珠平台 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200131 |