CN214443158U - 一种低成本极具通用性的车削组合刀具 - Google Patents
一种低成本极具通用性的车削组合刀具 Download PDFInfo
- Publication number
- CN214443158U CN214443158U CN202120435401.5U CN202120435401U CN214443158U CN 214443158 U CN214443158 U CN 214443158U CN 202120435401 U CN202120435401 U CN 202120435401U CN 214443158 U CN214443158 U CN 214443158U
- Authority
- CN
- China
- Prior art keywords
- cutter
- cutter body
- blade
- tool
- positioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Abstract
本实用新型公开了一种低成本极具通用性的车削组合刀具,具体涉及机床夹具设计领域,包括刀杆,所述刀杆两侧均可拆卸连接有第一刀体,所述刀杆一端可拆卸连接有第二刀体,所述第一刀体和第二刀体与刀杆连接之间均设有固定螺栓。本实用新型通过设有第一刀体、第二刀体和刀杆,采用一体刀具多头一体式可拆卸设置,相对于多刀换刀加工在效率及质量上都有较好的优势,可同时加工端面,后端面,两端止口内孔,第一刀体和第二刀体均可更换,实现一把刀加工多个部位,避免了换刀误差,且更换过程中经由第一定位孔和第二定位孔与定位柱之间的限位效果,防止更换刀体时的错位影响后续的加工尺寸问题,解决普车加工产品换刀偏差问题,提高产品效率。
Description
技术领域
本实用新型涉及机床夹具设计技术领域,更具体地说,本实用涉及一种低成本极具通用性的车削组合刀具。
背景技术
车床加工是机械加工的一部份,车床加工主要用车刀对旋转的工件进行车削加工。在车床使用不同的车刀或刀具组合,可以加工各种回转表面,车削加工可分为:粗车加工和精车加工。粗车车削加工是外圆粗加工最经济有效的方法。由于粗车的目的主要是迅速地从毛坯上切除多余的金属,因此,提高生产率是其主要任务。精车车削的主要任务是保证零件所要求的加工精度和表面质量。精车外圆表面一般采用较小的背吃刀量与进给量和较高的切削速度进行加工。普通车床设备加工旋转类多部位(端面、止口、内孔)换刀后尺寸不准确,从而影响了加工效率质量。
发明内容
为了克服现有技术的上述缺陷,本实用新型的实施例提供一种低成本极具通用性的车削组合刀具,本发明所要解决的技术问题是:如何解决现有车床设备加工时多次换刀造成尺寸不准确影响工件的加工效率的问题。
为实现上述目的,本实用新型提供如下技术方案:一种低成本极具通用性的车削组合刀具,包括刀杆,所述刀杆两侧均可拆卸连接有第一刀体,所述刀杆一端可拆卸连接有第二刀体,所述第一刀体和第二刀体与刀杆连接之间均设有固定螺栓;
所述刀杆包括第一杆体和第二杆体,所述第一杆体与第二杆体呈十字交叉状固定设置,所述第一杆体与第二刀体、第二杆体两端与第一刀体的连接处均开设有安装槽,所述第一杆体和第二杆体与安装槽位置对应处开设有第一固定孔,所述第一固定孔一侧固定设有多个定位柱;
所述第一刀体包括第一刀片,所述第一刀片一端固定设有第一刀刃,所述第一刀片上开设有多个第二固定孔和第一定位孔;
所述第二刀体包括第二刀片,所述第二刀片一端两侧均固定设有第二刀刃,所述第二刀片上开设有多个第三固定孔和第二定位孔。
在一个优选地实施方式中,所述刀杆形状呈“十”字,所述安装槽深度设置为刀杆厚度的1/2。
在一个优选地实施方式中,所述定位柱、第一刀片和第二刀片厚度均小于安装槽深度,且第一定位孔和第二定位孔深度均小于定位柱长度。
在一个优选地实施方式中,所述第一固定孔、第二固定孔和第三固定孔内壁均设有螺纹,所述第一固定孔、第二固定孔和第三固定孔均与固定螺栓螺纹连接,且第二固定孔和第三固定孔均与第一固定孔位置对应设置。
在一个优选地实施方式中,所述第一定位孔和第二定位孔均与定位柱位置对应设置,且第一定位孔和第二定位孔外径均与定位柱内径相等。
在一个优选地实施方式中,所述第二刀片对应的两个第二刀刃呈90°夹角设置。
在一个优选地实施方式中,所述第一刀体和第二刀体安装于安装槽位置后第一刀刃和第二刀刃均凸出安装槽。
在一个优选地实施方式中,所述刀杆、第一刀体、第二刀体和固定螺栓均由6542高速钢材料制成。
本实用新型的技术效果和优点:
本实用新型通过设有第一刀体、第二刀体和刀杆,采用一体刀具多头一体式可拆卸设置,相对于多刀换刀加工在效率及质量上都有较好的优势,可同时加工端面,后端面,两端止口内孔,第一刀体和第二刀体均可更换,实现一把刀加工多个部位,避免了换刀误差,且更换过程中经由第一定位孔和第二定位孔与定位柱之间的限位效果,一方面帮助使用者快速对准固定孔,方便固定螺栓的安装,另一方面定位柱可对放置到安装槽内的第一刀体和第二刀体进行限位,防止更换刀体时的错位影响后续的加工尺寸问题,解决普车加工产品换刀偏差问题,提高产品效率。
附图说明
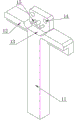
图1为本实用新型的整体结构示意图。
图2为本实用新型的正视图。
图3为本实用新型的刀杆结构示意图。
图4为本实用新型的第一刀体结构示意图。
图5为本实用新型的第二刀体结构示意图。
附图标记为:1刀杆、11第一杆体、12第二杆体、13安装槽、14第一固定孔、15定位柱、2第一刀体、21第一刀片、22第一刀刃、23第二固定孔、24第一定位孔、3第二刀体、31第二刀片、32第二刀刃、33第三固定孔、34第二定位孔、4固定螺栓。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
本实用新型提供了一种低成本极具通用性的车削组合刀具,包括刀杆1,所述刀杆1两侧均可拆卸连接有第一刀体2,所述刀杆1一端可拆卸连接有第二刀体3,所述第一刀体2和第二刀体3与刀杆1连接之间均设有固定螺栓4;
所述刀杆1包括第一杆体11和第二杆体12,所述第一杆体11与第二杆体12呈十字交叉状固定设置,所述第一杆体11与第二刀体3、第二杆体12两端与第一刀体2的连接处均开设有安装槽13,所述第一杆体11和第二杆体12与安装槽13位置对应处开设有第一固定孔14,所述第一固定孔14一侧固定设有多个定位柱15;
所述第一刀体2包括第一刀片21,所述第一刀片21一端固定设有第一刀刃22,所述第一刀片21上开设有多个第二固定孔23和第一定位孔24;
所述第二刀体3包括第二刀片31,所述第二刀片31一端两侧均固定设有第二刀刃32,所述第二刀片31上开设有多个第三固定孔33和第二定位孔34。
所述刀杆1形状呈“十”字,所述安装槽13深度设置为刀杆1厚度的1/2,所述定位柱15、第一刀片21和第二刀片31厚度均小于安装槽13深度,且第一定位孔24和第二定位孔34深度均小于定位柱15长度,所述第一固定孔14、第二固定孔23和第三固定孔33内壁均设有螺纹,所述第一固定孔14、第二固定孔23和第三固定孔33均与固定螺栓4螺纹连接,且第二固定孔23和第三固定孔33均与第一固定孔14位置对应设置,所述第一定位孔24和第二定位孔34均与定位柱15位置对应设置,且第一定位孔24和第二定位孔34外径均与定位柱15内径相等,所述第二刀片31对应的两个第二刀刃32呈90°夹角设置,所述第一刀体2和第二刀体3安装于安装槽13位置后第一刀刃22和第二刀刃32均凸出安装槽13,所述刀杆1、第一刀体2、第二刀体3和固定螺栓4均由6542高速钢材料制成;
如图1-5所示的,实施方式具体为:本组合刀具安装时,仅需将两第一刀体2分别放置于第二杆体12对应的安装槽13对应放置,期间将第一定位孔24与第二杆体12对应的定位柱15插放,完成第一刀体2与刀杆1的初步位置固定,随后将第二刀体3的第二定位孔34与第一杆体11对应的定位柱15对位插放,完成第二刀体3与刀杆1之间的初步位置固定,随后使用固定螺栓4经第二固定孔23和第三固定孔33与第一固定孔14之间的螺纹固定,完成该组合刀具的整体组装,成型的组合刀具单根刀杆1包括两根第一刀体2及带有不同角度的双第二刀刃32的第二刀体3,四个角度的刀刃设置,可同时加工端面,后端面,两端止口内孔,第一刀体2和第二刀体3均可更换,且更换过程中经由第一定位孔24和第二定位孔34与定位柱15之间的限位效果,一方面帮助使用者快速对准固定孔,方便固定螺栓4的安装,另一方面定位柱15可对放置到安装槽13内的第一刀体2和第二刀体3进行限位,防止更换刀体时的错位影响后续的加工尺寸问题。
最后应说明的几点是:首先,在本申请的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
其次:本实用新型公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本实用新型同一实施例及不同实施例可以相互组合;
最后:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (8)
1.一种低成本极具通用性的车削组合刀具,包括刀杆(1),其特征在于:所述刀杆(1)两侧均可拆卸连接有第一刀体(2),所述刀杆(1)一端可拆卸连接有第二刀体(3),所述第一刀体(2)和第二刀体(3)与刀杆(1)连接之间均设有固定螺栓(4);
所述刀杆(1)包括第一杆体(11)和第二杆体(12),所述第一杆体(11)与第二杆体(12)呈十字交叉状固定设置,所述第一杆体(11)与第二刀体(3)、第二杆体(12)两端与第一刀体(2)的连接处均开设有安装槽(13),所述第一杆体(11)和第二杆体(12)与安装槽(13)位置对应处开设有第一固定孔(14),所述第一固定孔(14)一侧固定设有多个定位柱(15);
所述第一刀体(2)包括第一刀片(21),所述第一刀片(21)一端固定设有第一刀刃(22),所述第一刀片(21)上开设有多个第二固定孔(23)和第一定位孔(24);
所述第二刀体(3)包括第二刀片(31),所述第二刀片(31)一端两侧均固定设有第二刀刃(32),所述第二刀片(31)上开设有多个第三固定孔(33)和第二定位孔(34)。
2.根据权利要求1所述的一种低成本极具通用性的车削组合刀具,其特征在于:所述刀杆(1)形状呈“十”字,所述安装槽(13)深度设置为刀杆(1)厚度的1/2。
3.根据权利要求2所述的一种低成本极具通用性的车削组合刀具,其特征在于:所述定位柱(15)、第一刀片(21)和第二刀片(31)厚度均小于安装槽(13)深度,且第一定位孔(24)和第二定位孔(34)深度均小于定位柱(15)长度。
4.根据权利要求1所述的一种低成本极具通用性的车削组合刀具,其特征在于:所述第一固定孔(14)、第二固定孔(23)和第三固定孔(33)内壁均设有螺纹,所述第一固定孔(14)、第二固定孔(23)和第三固定孔(33)均与固定螺栓(4)螺纹连接,且第二固定孔(23)和第三固定孔(33)均与第一固定孔(14)位置对应设置。
5.根据权利要求1所述的一种低成本极具通用性的车削组合刀具,其特征在于:所述第一定位孔(24)和第二定位孔(34)均与定位柱(15)位置对应设置,且第一定位孔(24)和第二定位孔(34)外径均与定位柱(15)内径相等。
6.根据权利要求1所述的一种低成本极具通用性的车削组合刀具,其特征在于:所述第二刀片(31)对应的两个第二刀刃(32)呈90°夹角设置。
7.根据权利要求1所述的一种低成本极具通用性的车削组合刀具,其特征在于:所述第一刀体(2)和第二刀体(3)安装于安装槽(13)位置后第一刀刃(22)和第二刀刃(32)均凸出安装槽(13)。
8.根据权利要求1所述的一种低成本极具通用性的车削组合刀具,其特征在于:所述刀杆(1)、第一刀体(2)、第二刀体(3)和固定螺栓(4)均由6542高速钢材料制成。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120435401.5U CN214443158U (zh) | 2021-03-01 | 2021-03-01 | 一种低成本极具通用性的车削组合刀具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120435401.5U CN214443158U (zh) | 2021-03-01 | 2021-03-01 | 一种低成本极具通用性的车削组合刀具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214443158U true CN214443158U (zh) | 2021-10-22 |
Family
ID=78146798
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202120435401.5U Active CN214443158U (zh) | 2021-03-01 | 2021-03-01 | 一种低成本极具通用性的车削组合刀具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214443158U (zh) |
-
2021
- 2021-03-01 CN CN202120435401.5U patent/CN214443158U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201776461U (zh) | 用于镗孔的刀具 | |
| CN201442110U (zh) | 一种镗孔倒角复合刀 | |
| CN101254549A (zh) | 电机凸缘端盖的加工方法及其组合刀具 | |
| CN106624658B (zh) | 医疗设备胶囊灌装零件的制造方法 | |
| EP0474780B1 (en) | Indexable insert for thread cutting and slotting | |
| KR102021009B1 (ko) | 가공물 및 기계가공에 있어서의 그 응용물 | |
| CN114589464A (zh) | 一种高精度细长圆筒类零件内孔加工方法 | |
| CN214443158U (zh) | 一种低成本极具通用性的车削组合刀具 | |
| CN204053054U (zh) | 内外复合倒角刀 | |
| CN102049537B (zh) | 粗精一体化舍弃式镗孔组合刀具 | |
| CN214291755U (zh) | 一种用于数控车床加工台阶孔的工装夹具 | |
| CN211218865U (zh) | 一种单面角度槽形工件快速铣削刀具 | |
| CN209830298U (zh) | 一种车削双刀刀具 | |
| CN203030946U (zh) | 数控车床专用多功能刀具夹具 | |
| CN111390558A (zh) | 一种倒角机用复合切削刀及其使用方法 | |
| CN212443411U (zh) | 一种加工双卡簧槽的刀具 | |
| CN217618155U (zh) | 具有多个不同角度切割刃的锯片 | |
| CN215317255U (zh) | 一种用于滚筒加工的镗铣床刀夹 | |
| CN213224603U (zh) | 一种t型环槽切削刀具 | |
| CN211438141U (zh) | 一种组合式车刀 | |
| CN219131021U (zh) | 一种深孔梯形螺纹加工长杆刀具 | |
| CN216632737U (zh) | 一种对工件快速加工的高硬度合金铣刀 | |
| CN204338905U (zh) | A 形刃切断刀 | |
| CN212793063U (zh) | 一种多孔机加刀具 | |
| CN112958815B (zh) | 一种模块化可变径套料钻及其使用方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |