CN214109779U - 一种金属切削加工用加工进度智能监测系统 - Google Patents
一种金属切削加工用加工进度智能监测系统 Download PDFInfo
- Publication number
- CN214109779U CN214109779U CN202022673804.1U CN202022673804U CN214109779U CN 214109779 U CN214109779 U CN 214109779U CN 202022673804 U CN202022673804 U CN 202022673804U CN 214109779 U CN214109779 U CN 214109779U
- Authority
- CN
- China
- Prior art keywords
- cutting
- lateral wall
- metal
- fixed mounting
- side wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 119
- 239000002184 metal Substances 0.000 title claims abstract description 54
- 238000012544 monitoring process Methods 0.000 title claims abstract description 19
- 230000006978 adaptation Effects 0.000 claims abstract 2
- 238000006073 displacement reaction Methods 0.000 claims description 14
- 238000000034 method Methods 0.000 abstract description 5
- 239000002699 waste material Substances 0.000 abstract description 4
- 230000033001 locomotion Effects 0.000 description 5
- 238000003754 machining Methods 0.000 description 4
- 238000009434 installation Methods 0.000 description 3
- 238000000227 grinding Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000011897 real-time detection Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
Images


Landscapes
- Milling Processes (AREA)
Abstract
本实用新型涉及金属切削加工技术领域,尤其是一种金属切削加工用加工进度智能监测系统,包括固定座,所述固定座的下侧壁四角均固定安装有支撑腿,所述固定座的上侧壁中心处开设有导向槽,所述导向槽的内腔设有切割台,所述导向槽的下侧壁开设有滑槽,所述切割台的下侧壁固定安装有与所述滑槽相适配的滑轨,所述切割台的前侧壁设有驱动装置,所述切割台,所述固定座的前侧壁固定安装有PLC控制器,所述切割台的下侧壁一侧固定安装有安装板;与现有技术相比,本实用新型避免了传统的在金属进行切削加工时,需要通过调整切割金属的角度才能对金属不同角度的切割,不仅费时费力,而且频繁调节金属的位置增加了金属损坏的概率的问题。
Description
技术领域
本实用新型涉及金属切削加工技术领域,尤其涉及一种金属切削加工用加工进度智能监测系统。
背景技术
金属切削加工是用刀具从工件上切除多余材料,从而获得形状、尺寸精度及表面质量等合乎要求的零件的加工过程。实现这一切削过程必须具备三个条件:工件与刀具之间要有相对运动,即切削运动;刀具材料必须具备一定的切削性能;刀具必须具有适当的几何参数,即切削角度等。金属的切削加工过程是通过机床或手持工具来进行切削加工的,其主要方法有车、铣、刨、磨、钻、镗、齿轮加工、划线、锯、锉、刮、研、铰孔、攻螺纹、套螺纹等。其形式虽然多种多样,但它们有很多方面都有着共同的现象和规律,这些现象和规律是学习各种切削加工方法的共同基础。
传统的在金属进行切削加工时,需要通过调整切割金属的角度才能对金属不同角度的切割,不仅费时费力,而且频繁调节金属的位置也增加了金属损坏的概率。
实用新型内容
本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种金属切削加工用加工进度智能监测系统。
为了实现上述目的,本实用新型采用了如下技术方案:
设计一种金属切削加工用加工进度智能监测系统,包括固定座,所述固定座的下侧壁四角均固定安装有支撑腿,所述固定座的上侧壁中心处开设有导向槽,所述导向槽的内腔设有切割台,所述导向槽的下侧壁开设有滑槽,所述切割台的下侧壁固定安装有与所述滑槽相适配的滑轨,所述切割台的前侧壁设有驱动装置,所述切割台,所述固定座的前侧壁固定安装有PLC控制器,所述切割台的下侧壁一侧固定安装有安装板,所述安装板靠近所述固定座的一侧中心处固定安装有位移传感器,所述位移传感器与所述PLC控制器电性连接,所述固定座的上方设有顶板,所述顶板的下侧壁四角均固定安装有立柱,所述立柱与所述固定座固定连接,所述顶板的下侧壁两侧均固定安装有侧板,两组所述侧板之间转动安装有电机驱动的丝杆,所述丝杆的外侧滑动安装有调节座,所述调节座的下侧壁固定安装有第一连接板,所述第一连接板的下侧壁中心处转动安装有转轴,所述转轴的外侧设有调节装置,所述转轴的下侧壁固定安装有第二连接板,所述第二连接板的下侧壁两侧均固定安装有吊装板,两组所述吊装板的相对侧均转动安装有转动板,所述第二连接板的下侧壁中心处转动安装有液压杆,所述液压杆的输出端与所述转动板的下侧壁前侧转动连接,所述转动板的上侧壁四角均转动安装有伸缩杆,所述伸缩杆的外侧套设有伸缩杆,所述伸缩杆远离所述转动板的一端与所述第二连接板转动连接,所述转动板的上侧壁固定安装有倾角传感器,所述倾角传感器和所述液压杆均与所述PLC控制器电性连接,所述转动板的下方设有切削座,所述切削座与所述转动板之间固定安装有电动伸缩杆,所述电动伸缩杆与所述PLC控制器电性连接,所述切削座的内腔转动安装有电机驱动的切削刀。
优选的,所述驱动装置包括齿条,所述齿条固定安装于所述切割台的前侧壁,所述固定座的前侧壁左侧固定安装有第一步进电机,所述第一步进电机的输出端固定安装有齿轮,所述固定座的前侧壁左侧开设有与所述齿轮相适配的贯穿孔,所述齿轮贯穿所述贯穿孔延伸至所述导向槽的内腔,所述齿轮与所述齿条啮合连接,所述第一步进电机与所述PLC控制器电性连接,
优选的,所述调节装置包括蜗轮,所述蜗轮固定安装于所述转轴的外侧,所述第一连接板的下侧壁固定安装有第二步进电机,所述第二步进电机与所述PLC控制器电性连接,所述第二步进电机的输出端固定安装有与所述蜗轮啮合连接的蜗杆,所述蜗杆的外侧转动安装托块,所述托块与所述第一连接板固定连接。
优选的,所述固定座的上侧壁两组对称固定安装有立挡板,所述切割台的两侧顶部对称固定安装有挡板,所述挡板位于所述立挡板的上方。
优选的,所述调节座的外侧滑动安装有导向杆,所述导向杆的两端分别与两组所述侧板转动连接。
优选的,所述转动板的两侧均对称固定安装有导向块,两组所述吊装板的相对侧壁均开设有与所述导向块相适配的弧形导轨。
本实用新型提出的一种金属切削加工用加工进度智能监测系统,有益效果在于:
1、通过设置位移传感器、第一步进电机和PLC控制器,使得第一步进电机带动切割台和切割台上放置的金属移动切削时,位移传感器可以实时检测安装板与固定座之间的间距,并传输至PLC控制器,使得PLC控制器可以根据切割台位移的大小判断出金属被切削的进度,进而控制第一步进电机的启停,实现对金属的进准切削。
2、通过设置弧形导轨、液压杆和倾角传感器,使得倾角传感器可以实时检测转动板的倾斜角度,并传输至PLC控制器,并控制液压杆启动工作,使得液压杆牵引转动板转动,进而将切削刀转动至所需的倾斜角度,以满足对金属不同角度的切削,与现有技术相比,本实用新型避免了传统的在金属进行切削加工时,需要通过调整切割金属的角度才能对金属不同角度的切割,不仅费时费力,而且频繁调节金属的位置增加了金属损坏的概率的问题。
附图说明
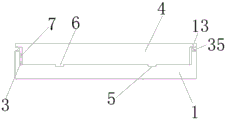
图1为本实用新型提出的一种金属切削加工用加工进度智能监测系统结构主视图;
图2为本实用新型提出的一种金属切削加工用加工进度智能监测系统的固定座结构侧视图;
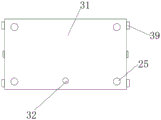
图3为本实用新型提出的一种金属切削加工用加工进度智能监测系统的转动板结构俯视图;
图4为本实用新型提出的一种金属切削加工用加工进度智能监测系统的吊装板结构侧视图。
图中:固定座1、支撑腿2、导向槽3、切割台4、滑槽5、滑轨6、齿条7、第一步进电机8、贯穿孔9、齿轮10、安装板11、位移传感器12、挡板13、立柱14、顶板15、侧板16、丝杆17、导向杆18、调节座19、转轴20、第一连接板21、第二步进电机22、蜗轮23、托块24、伸缩杆25、弹簧26、蜗杆27、第二连接板28、吊装板29、弧形导轨30、转动板31、液压杆32、切削座33、切削刀34、立挡板35、倾角传感器36、PLC控制器37、电动伸缩杆38、导向块导向块39。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
参照图1-4,一种金属切削加工用加工进度智能监测系统,包括固定座1,固定座1的下侧壁四角均固定安装有支撑腿2,固定座1的上侧壁中心处开设有导向槽3,导向槽3的内腔设有切割台4,导向槽3的下侧壁开设有滑槽5,切割台4的下侧壁固定安装有与滑槽5相适配的滑轨6,切割台4的前侧壁设有驱动装置,驱动装置包括齿条7,齿条7固定安装于切割台4的前侧壁,固定座1的前侧壁左侧固定安装有第一步进电机8,第一步进电机8的输出端固定安装有齿轮10,固定座1的前侧壁左侧开设有与齿轮10相适配的贯穿孔9,齿轮10贯穿贯穿孔9延伸至导向槽3的内腔,齿轮10与齿条7啮合连接,第一步进电机8与PLC控制器37电性连接,切割台4的上方用于放置待切削的金属,第一步进电机8用于在启动工作时带动齿轮10转动,齿轮10用于在转动时带动通过齿条7带动切割台4在导向槽3的内腔左右运动,进而带动对切割板材的移动,以实现对板材切割进度的控制。
切割台4,固定座1的前侧壁固定安装有PLC控制器37,切割台4的下侧壁一侧固定安装有安装板11,安装板11靠近固定座1的一侧中心处固定安装有位移传感器12,位移传感器12与PLC控制器37电性连接,固定座1的上方设有顶板15,顶板15的下侧壁四角均固定安装有立柱14,立柱14与固定座1固定连接,顶板15的下侧壁两侧均固定安装有侧板16,两组侧板16之间转动安装有电机驱动的丝杆17,丝杆17的外侧滑动安装有调节座19,调节座19的下侧壁固定安装有第一连接板21,第一连接板21的下侧壁中心处转动安装有转轴20,转轴20的外侧设有调节装置,调节装置包括蜗轮23,蜗轮23固定安装于转轴20的外侧,第一连接板21的下侧壁固定安装有第二步进电机22,第二步进电机22与PLC控制器37电性连接,第二步进电机22的输出端固定安装有与蜗轮23啮合连接的蜗杆27,蜗杆27的外侧转动安装托块24,托块24与第一连接板21固定连接,位移传感器12用于实时检测安装板11与固定座1之间的间距,以判断处切割台4位移的大小,并实时传动至PLC控制器37,进而判断出金属切割的进度,丝杆17用于在转动时带动调节座19前后运动,进而实现对整个切削的前后位置进行调节,第二步进电机22用于在启动工作时通过蜗杆27带动蜗轮23和转轴20转动,进而实现对切削的方向进行调节。
转轴20的下侧壁固定安装有第二连接板28,第二连接板28的下侧壁两侧均固定安装有吊装板29,两组吊装板29的相对侧均转动安装有转动板31,第二连接板28的下侧壁中心处转动安装有液压杆32,液压杆32的输出端与转动板31的下侧壁前侧转动连接,转动板31的上侧壁四角均转动安装有伸缩杆25,伸缩杆25的外侧套设有伸缩杆25,伸缩杆25远离转动板31的一端与第二连接板28转动连接,转动板31的上侧壁固定安装有倾角传感器36,倾角传感器36和液压杆32均与PLC控制器37电性连接,转动板31的下方设有切削座33,切削座33与转动板31之间固定安装有电动伸缩杆38,电动伸缩杆38与PLC控制器37电性连接,切削座33的内腔转动安装有电机驱动的切削刀34,液压杆32用于在启动工作时带动牵引转动板31转动,进而实现对切削角度的调节,避免了传统的在金属进行切削加工时,需要通过调整切割金属的角度才能对金属不同角度的切割,不仅费时费力,而且频繁调节金属的位置增加了金属损坏的概率,倾角传感器36用于对的转动板31的角度进行测量,并实时传输至切削刀34,以便于对切割角度的实时了解,调节座19用于再启动时带动切削刀34上下运动,进而实现对切割高度的调节。
固定座1的上侧壁两组对称固定安装有立挡板35,切割台4的两侧顶部对称固定安装有挡板13,挡板13位于立挡板35的上方,挡板13和立挡板35用于阻挡金属切削的碎屑落在齿条7与齿轮10之间,降低了齿条7与齿轮10的磨损。
调节座19的外侧滑动安装有导向杆18,导向杆18的两端分别与两组侧板16转动连接,导向杆18用于对调节座19的运动进行导向。
转动板31的两侧均对称固定安装有导向块39,两组吊装板29的相对侧壁均开设有与导向块39相适配的弧形导轨30,导向块39与弧形导轨30的相互配合用于对的转动板31的转动进行导向。
工作原理:本实用新型在使用时,将切削的金属放置在切割台4的上方固定,然后在通过PLC控制器37控制驱动切削刀34的电机,使得切削刀34不断转动,然后根据需要对金属材料切削的位置、角度、深度控制PLC控制器37,使得PLC控制器37控制驱动丝杆17的电机、第二步进电机22、液压杆32和调节座19启动工作,在驱动丝杆17的电机启动工作时带动丝杆17转动,丝杆17在转动时带动调节座19前后运动,进而带动切削刀34前后运动,进而将切削刀34调节至对应的位置处,在液压杆32启动工作时牵引转动板31转动,倾角传感器36同时启动工作,对转动板31倾斜的角度进行实时测量,并传输至PLC控制器37,当液压杆32带动切削刀34转动至所需的倾斜角度后,PLC控制器37控制液压杆32停止工作,从而使切削刀34保持在需要角度,然后启动调节座19,使得调节座19带动切削刀34上下运动,将切削刀34调节至所需要的高度,然后启动第一步进电机8,使得第一步进电机8带动齿轮10转动,齿轮10在转动时带动齿条7和切割台4向右运动,从对金属进行削切,在对金属进行削切的同时位移传感器12可以实时检测安装板11与固定座1之间的间距,进而判断处切割台4和金属位移的大小,并实时传输至PLC控制器37,进而判断处金属被削切的进度。
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
Claims (6)
1.一种金属切削加工用加工进度智能监测系统,包括固定座(1),其特征在于,所述固定座(1)的下侧壁四角均固定安装有支撑腿(2),所述固定座(1)的上侧壁中心处开设有导向槽(3),所述导向槽(3)的内腔设有切割台(4),所述导向槽(3)的下侧壁开设有滑槽(5),所述切割台(4)的下侧壁固定安装有与所述滑槽(5)相适配的滑轨(6),所述切割台(4)的前侧壁设有驱动装置,所述切割台(4),所述固定座(1)的前侧壁固定安装有PLC控制器(37),所述切割台(4)的下侧壁一侧固定安装有安装板(11),所述安装板(11)靠近所述固定座(1)的一侧中心处固定安装有位移传感器(12),所述位移传感器(12)与所述PLC控制器(37)电性连接,所述固定座(1)的上方设有顶板(15),所述顶板(15)的下侧壁四角均固定安装有立柱(14),所述立柱(14)与所述固定座(1)固定连接,所述顶板(15)的下侧壁两侧均固定安装有侧板(16),两组所述侧板(16)之间转动安装有电机驱动的丝杆(17),所述丝杆(17)的外侧滑动安装有调节座(19),所述调节座(19)的下侧壁固定安装有第一连接板(21),所述第一连接板(21)的下侧壁中心处转动安装有转轴(20),所述转轴(20)的外侧设有调节装置,所述转轴(20)的下侧壁固定安装有第二连接板(28),所述第二连接板(28)的下侧壁两侧均固定安装有吊装板(29),两组所述吊装板(29)的相对侧均转动安装有转动板(31),所述第二连接板(28)的下侧壁中心处转动安装有液压杆(32),所述液压杆(32)的输出端与所述转动板(31)的下侧壁前侧转动连接,所述转动板(31)的上侧壁四角均转动安装有伸缩杆(25),所述伸缩杆(25)的外侧套设有伸缩杆(25),所述伸缩杆(25)远离所述转动板(31)的一端与所述第二连接板(28)转动连接,所述转动板(31)的上侧壁固定安装有倾角传感器(36),所述倾角传感器(36)和所述液压杆(32)均与所述PLC控制器(37)电性连接,所述转动板(31)的下方设有切削座(33),所述切削座(33)与所述转动板(31)之间固定安装有电动伸缩杆(38),所述电动伸缩杆(38)与所述PLC控制器(37)电性连接,所述切削座(33)的内腔转动安装有电机驱动的切削刀(34)。
2.根据权利要求1所述的一种金属切削加工用加工进度智能监测系统,其特征在于,所述驱动装置包括齿条(7),所述齿条(7)固定安装于所述切割台(4)的前侧壁,所述固定座(1)的前侧壁左侧固定安装有第一步进电机(8),所述第一步进电机(8)的输出端固定安装有齿轮(10),所述固定座(1)的前侧壁左侧开设有与所述齿轮(10)相适配的贯穿孔(9),所述齿轮(10)贯穿所述贯穿孔(9)延伸至所述导向槽(3)的内腔,所述齿轮(10)与所述齿条(7)啮合连接,所述第一步进电机(8)与所述PLC控制器(37)电性连接。
3.根据权利要求1所述的一种金属切削加工用加工进度智能监测系统,其特征在于,所述调节装置包括蜗轮(23),所述蜗轮(23)固定安装于所述转轴(20)的外侧,所述第一连接板(21)的下侧壁固定安装有第二步进电机(22),所述第二步进电机(22)与所述PLC控制器(37)电性连接,所述第二步进电机(22)的输出端固定安装有与所述蜗轮(23)啮合连接的蜗杆(27),所述蜗杆(27)的外侧转动安装托块(24),所述托块(24)与所述第一连接板(21)固定连接。
4.根据权利要求1所述的一种金属切削加工用加工进度智能监测系统,其特征在于,所述固定座(1)的上侧壁两组对称固定安装有立挡板(35),所述切割台(4)的两侧顶部对称固定安装有挡板(13),所述挡板(13)位于所述立挡板(35)的上方。
5.根据权利要求1所述的一种金属切削加工用加工进度智能监测系统,其特征在于,所述调节座(19)的外侧滑动安装有导向杆(18),所述导向杆(18)的两端分别与两组所述侧板(16)转动连接。
6.根据权利要求1所述的一种金属切削加工用加工进度智能监测系统,其特征在于,所述转动板(31)的两侧均对称固定安装有导向块(39),两组所述吊装板(29)的相对侧壁均开设有与所述导向块(39)相适配的弧形导轨(30)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022673804.1U CN214109779U (zh) | 2020-11-18 | 2020-11-18 | 一种金属切削加工用加工进度智能监测系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022673804.1U CN214109779U (zh) | 2020-11-18 | 2020-11-18 | 一种金属切削加工用加工进度智能监测系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214109779U true CN214109779U (zh) | 2021-09-03 |
Family
ID=77505139
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022673804.1U Active CN214109779U (zh) | 2020-11-18 | 2020-11-18 | 一种金属切削加工用加工进度智能监测系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214109779U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113878168A (zh) * | 2021-11-01 | 2022-01-04 | 平湖市华晟精密机械有限公司 | 航空插接件外壳加工工艺及航空插接件外壳加工用切割机 |
-
2020
- 2020-11-18 CN CN202022673804.1U patent/CN214109779U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113878168A (zh) * | 2021-11-01 | 2022-01-04 | 平湖市华晟精密机械有限公司 | 航空插接件外壳加工工艺及航空插接件外壳加工用切割机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN214109779U (zh) | 一种金属切削加工用加工进度智能监测系统 | |
| CN213615353U (zh) | 一种多功能翻转台 | |
| CN210188687U (zh) | 一种钢材加工用锯床 | |
| CN200991783Y (zh) | 全自动单轴铣圆机 | |
| CN214769062U (zh) | 一种多角度调节的钻孔装置 | |
| CN201211696Y (zh) | 全自动木门加工机的合页开槽机构 | |
| CN2526114Y (zh) | 大型件内孔键槽铣削机床 | |
| CN219310124U (zh) | 一种具有钻孔深度限位机构的摇臂钻床 | |
| CN116900400A (zh) | 一种货叉生产用可调节锯床 | |
| CN112317977A (zh) | 一种板材生产用cnc自动切割装置 | |
| CN215786893U (zh) | 一种用于油田机座的铣钻加工装置 | |
| CN216176646U (zh) | 法兰生产用车削机构 | |
| CN211641650U (zh) | 一种多功能立式石材雕刻机 | |
| CN112207590A (zh) | 一种多功能翻转台 | |
| CN114367718A (zh) | 一种曲面材料用自动定距火焰切割设备及其使用方法 | |
| CN2477335Y (zh) | 木工镂铣机 | |
| CN220462397U (zh) | 一种半自动型材切割装置 | |
| CN220717947U (zh) | 金属板材切割用裁板锯 | |
| CN220881548U (zh) | 一种用于金属制品加工的钻孔装置 | |
| CN219212275U (zh) | 一种金属切削机床用的定位机构 | |
| CN214819828U (zh) | 一种用于石材干挂侧面割槽机的割槽装置 | |
| CN221658213U (zh) | 一种钢结构厂房生产用钢板切割装置 | |
| CN215468341U (zh) | 一种型材端面铣装置 | |
| CN220718599U (zh) | 一种摇臂钻辅助定位结构 | |
| CN212264505U (zh) | 一种便于操作的铝合金大尺寸工件冒口切割机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20211109 Address after: 201500 No. 88, Tinghua Road, Tinglin Town, Jinshan District, Shanghai Patentee after: Riming computer accessories (Shanghai) Co.,Ltd. Address before: No.99, Bilin street, high tech Zone, Chengdu, Sichuan 610000 Patentee before: Sun Kui |