CN213971663U - 一种重组装饰单板制作模具 - Google Patents
一种重组装饰单板制作模具 Download PDFInfo
- Publication number
- CN213971663U CN213971663U CN202022386544.XU CN202022386544U CN213971663U CN 213971663 U CN213971663 U CN 213971663U CN 202022386544 U CN202022386544 U CN 202022386544U CN 213971663 U CN213971663 U CN 213971663U
- Authority
- CN
- China
- Prior art keywords
- inclined plane
- area
- section
- mold
- pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 230000008521 reorganization Effects 0.000 abstract description 4
- 238000002360 preparation method Methods 0.000 abstract description 3
- 239000002023 wood Substances 0.000 description 14
- 238000005520 cutting process Methods 0.000 description 10
- 239000000463 material Substances 0.000 description 8
- 239000000047 product Substances 0.000 description 5
- 244000258825 Scaevola taccada Species 0.000 description 4
- 229920002522 Wood fibre Polymers 0.000 description 3
- 239000002025 wood fiber Substances 0.000 description 3
- 230000007547 defect Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 241000282326 Felis catus Species 0.000 description 1
- 241000219991 Lythraceae Species 0.000 description 1
- 241000287127 Passeridae Species 0.000 description 1
- 235000014360 Punica granatum Nutrition 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
Images




Abstract
本实用新型提供一种重组装饰单板制作模具,该模具包括:下模,所述下模整体呈长板状,所述下模的上表面自左侧至右侧划分为左侧区域A、中间区域A以及右侧区域A,该左侧区域A与右侧区域A分别形成向下倾斜和向上倾斜的第一斜面A和第二斜面A,所述中间区域A自左侧至右侧间隔形成多条自前侧至后侧纵向延伸且向上凸起的花纹段A;上模,所述上模与下模吻合设置,所述上模的下表面自左侧至右侧划分为左侧区域B、中间区域B以及右侧区域B,该左侧区域B与右侧区域B分别形成与第一斜面A和第二斜面A相吻合的第一斜面B和第二斜面B,所述中间区域B自左侧至右侧形成多条自前侧至后侧纵向延伸且向上凹进的花纹段B,所述花纹段B能够与花纹段A相吻合。
Description
技术领域
本实用新型涉及重组装饰单板模具,具体涉及重组装饰单板制作花纹模具。
背景技术
重组装饰单板所使用的模具主要分为三大类型,一类是花纹模具,模仿天然木材旋切的花纹图案,就是我们经常说的“大花纹”“木纹感很强”"山水纹理“等等这些好看的木纹,端面年轮呈现山状起伏;一类是粗细纹模具,模仿天然木材刻切的有粗细的纹理,就是通常所说的直纹,端面年轮为倾斜方向一致,角度大小呈规则间断分布;最后一种是特殊模具,比如猫眼,雀眼,树根,树榴等。
目前市场上出现一种半花的纹理,常规的操作方式是用花纹模具压合后的重组装饰材,在花芯中进行剖开,再通过掉头或翻身的方式重新组合起来,或者与半直纹的木方进行组合后,再正常刨切。这样作业的缺点是增加了作业工序,且存在损耗,往往会造成成品宽度不足。
实用新型内容
本实用新型提供一种重组装饰单板制作模具,该模具包括:
下模,所述下模整体呈长板状,所述下模的上表面自左侧至右侧划分为左侧区域A、中间区域A以及右侧区域A,该左侧区域A与右侧区域A分别形成向下倾斜和向上倾斜的第一斜面A和第二斜面A,所述中间区域A自左侧至右侧间隔形成多条自前侧至后侧纵向延伸且向上凸起的花纹段A;
上模,所述上模与下模吻合设置,所述上模的下表面自左侧至右侧划分为左侧区域B、中间区域B以及右侧区域B,该左侧区域B与右侧区域B分别形成与第一斜面A和第二斜面A相吻合的第一斜面B和第二斜面B,所述中间区域B自左侧至右侧形成多条自前侧至后侧纵向延伸且向上凹进的花纹段B,所述花纹段B能够与花纹段A相吻合。
作为优选,所述的第一斜面A和第二斜面A垂直高度为20-30mm,横向宽度为40-60mm。
作为优选,所述花纹段由粗纹段和细纹段间隔排列组成,所述粗纹段的凸起高度大于细纹段的凸起高度。
作为优选,所述粗纹段具有一条自前侧至后侧纵向延伸且向上凸起的大圆弧段,所述圆弧段凸起高度为5-8mm,横向宽度为50-100mm。
作为优选,所述细纹段具有多条连续排列且自前侧至后侧纵向延伸的小圆弧段,该小圆弧段的凸起高度为1-2mm,宽度为20-25mm。
作为优选,位于下模中心区域的粗纹段的凸起高度为50-70mm,位于下模中心区域两侧的粗纹段的凸起高度为80-100mm。
与现有技术相比,本实用新型具有如下有益效果:
首先,本实用新型将常规花纹模具和粗细模模具进行了结合,制作出不需要剖制,直接成型的半花产品。
进一步地,本实用新型将花型部分的模具深度降低,且改变了制材的方式由弦切方式改为半径切方式,减少了后道工序制材的损耗,提高了产品的利用率。
花纹(半直纹部分)创新采用多个圆弧组合的方式,而不是常规的直线型,使线条变得有粗有细,灵活多变。
此外,为解决花纹品种容易在成品木皮的两边部出现比中间部分明显粗很多的缺陷——边花,两边侧40-60mm部分采用与制材角度相反的设计,使边侧纹理变细。
附图说明
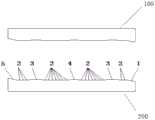
图1为本实用新型提供的模具的结构的端头示意图;
图2为图1的下模的结构示意图;
图3为图1的下模的俯视示意图;
图4与图5分别为现有技术和本实用新型提供的模具提供的制材示意图。
具体实施方式
在本实用新型的描述中,需要理解的是,术语“上”、“下”、“内”、“外”、“前”、“后”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
请参阅图1,本实用新型实施方式提供一种重组装饰单板制作模具,该模具包括:
下模200,所述下模整体呈长板状,所述下模的上表面自左侧至右侧划分为左侧区域A、中间区域A以及右侧区域A,该左侧区域A与右侧区域A分别形成向下倾斜和向上倾斜的第一斜面A 5和第二斜面A1,所述中间区域A自左侧至右侧间隔形成多条自前侧至后侧纵向延伸且向上凸起的花纹段A 2,3,2,2,4,3,2;
上模100,所述上模与下模吻合设置,所述上模的下表面自左侧至右侧划分为左侧区域B、中间区域B以及右侧区域B,该左侧区域B与右侧区域B分别形成与第一斜面A和第二斜面A相吻合的第一斜面B和第二斜面B,所述中间区域B自左侧至右侧形成多条自前侧至后侧纵向延伸且向上凹进的花纹段B,所述花纹段B能够与花纹段A相吻合。
由于上模100与下模200相吻合,因此以下仅对下模的结构进行详细描述:
具体地,所述的第一斜面A和第二斜面A垂直高度为20-30mm,横向宽度为40-60mm,解决花纹品种容易在成品木皮的两边部出现比中间部分明显粗很多的缺陷——边花,两边侧40-60mm部分采用与制材角度相反的设计,使边侧纹理变细。
请参阅图2与图3,作为较佳的实施方式,所述花纹段由粗纹段3,4和细纹段2间隔排列组成,所述粗纹段的3,4凸起高度大于细纹段2的凸起高度,在一些实施例中,所述粗纹段具有一条自前侧至后侧纵向延伸且向上凸起的大圆弧段,所述圆弧段凸起高度为5-8mm,横向宽度为50-100mm;所述细纹段2具有多条连续排列且自前侧至后侧纵向延伸的小圆弧段,该小圆弧段的凸起高度为1-2mm,宽度为20-25mm。
具体地,位于下模中心区域的粗纹段4的凸起高度为50-70mm,位于下模中心区域两侧的粗纹段3的凸起高度为80-100mm。
如此,本实施方式将常规花纹模具和粗细模模具进行了结合,制作出不需要剖制,直接成型的半花产品。
进一步地,本实用新型将花型部分的模具深度降低,且改变了制材的方式由弦切方式改为半径切方式,减少了后道工序制材的损耗,提高了产品的利用率。
花纹(半直纹部分)创新采用多个圆弧组合的方式,而不是常规的直线型,使线条变得有粗有细,灵活多变。
常规的弦切科技木:俗语称花纹,花纹呈“V”字形,类似于木材弦切花纹的重组装饰单板。其主要是根据花形的不同和设计纹理的需要,平行于弧形最高顶点处切线方向与木纤维方向成一定角度(0°<α<90°)锯割而成,锯割角度大,则弦切纹理的条数多,花形较宽大,角度小则弦切纹理的条数少,花形较狭长。其锯割方向如图4中OA所示,因此每根木方都存在制材损耗。
使用本实施方式提供的模具压合的木方,制材时同常规的半径切科技木:俗语称半直纹,花纹也呈近似平行线状排列,但纹理的宽度较径切科技木宽,花纹面是与木方高度方向成一定角度(90°<α<180°)锯割而成的,其锯割方向如图5中OB所示切割的上部木方将胶合在下部木方上,不形成损耗;另外,因本实用新型的模具中不同的部位与制材角度OB形成不同的角度,因此体现在最终成品上呈现出不同的纹理效果:第一斜面A 5和第二斜面A1部位形成的角度最大,纹理最细;粗纹段3和4部位右边部形成的角度次之,纹理较细,且呈现逐渐变细;细纹段部位形成的角度从左到右逐渐变大,因此纹理从左到右逐渐变细;粗纹段3和4部位左边部分类似与旋切科技木的制材方式,呈现花纹,但因为制材时为半径切,因此花纹呈现半花状态。
Claims (6)
1.一种重组装饰单板制作模具,其特征在于,该模具包括:
下模,所述下模整体呈长板状,所述下模的上表面自左侧至右侧划分为左侧区域A、中间区域A以及右侧区域A,该左侧区域A与右侧区域A分别形成向下倾斜和向上倾斜的第一斜面A和第二斜面A,所述中间区域A自左侧至右侧间隔形成多条自前侧至后侧纵向延伸且向上凸起的花纹段A;
上模,所述上模与下模相吻合,所述上模的下表面自左侧至右侧划分为左侧区域B、中间区域B以及右侧区域B,该左侧区域B与右侧区域B分别形成与第一斜面A和第二斜面A相吻合的第一斜面B和第二斜面B,所述中间区域B自左侧至右侧形成多条自前侧至后侧纵向延伸且向上凹进的花纹段B,所述花纹段B能够与花纹段A相吻合。
2.如权利要求1所述的重组装饰单板制作模具,其特征在于,所述的第一斜面A和第二斜面A垂直高度为20-30mm,横向宽度为40-60mm。
3.如权利要求1所述的重组装饰单板制作模具,其特征在于,所述花纹段由粗纹段和细纹段间隔排列组成,所述粗纹段的凸起高度大于细纹段的凸起高度。
4.如权利要求3所述的重组装饰单板制作模具,其特征在于,所述粗纹段具有一条自前侧至后侧纵向延伸且向上凸起的大圆弧段,所述圆弧段凸起高度为5-8mm,横向宽度为50-100mm。
5.如权利要求3所述的重组装饰单板制作模具,其特征在于,所述细纹段具有多条连续排列且自前侧至后侧纵向延伸的小圆弧段,该小圆弧段的凸起高度为1-2mm,宽度为20-25mm。
6.如权利要求1所述的重组装饰单板制作模具,其特征在于,位于下模中心区域的粗纹段的凸起高度为50-70mm,位于下模中心区域两侧的粗纹段的凸起高度为80-100mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022386544.XU CN213971663U (zh) | 2020-10-23 | 2020-10-23 | 一种重组装饰单板制作模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022386544.XU CN213971663U (zh) | 2020-10-23 | 2020-10-23 | 一种重组装饰单板制作模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213971663U true CN213971663U (zh) | 2021-08-17 |
Family
ID=77258285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022386544.XU Active CN213971663U (zh) | 2020-10-23 | 2020-10-23 | 一种重组装饰单板制作模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213971663U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113978167A (zh) * | 2021-10-25 | 2022-01-28 | 浙江云峰莫干山装饰建材有限公司 | 一种重组装饰材或重组装饰单板用模具下模的制作方法 |
-
2020
- 2020-10-23 CN CN202022386544.XU patent/CN213971663U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113978167A (zh) * | 2021-10-25 | 2022-01-28 | 浙江云峰莫干山装饰建材有限公司 | 一种重组装饰材或重组装饰单板用模具下模的制作方法 |
| CN113978167B (zh) * | 2021-10-25 | 2024-06-04 | 浙江云峰莫干山装饰建材有限公司 | 一种重组装饰材或重组装饰单板用模具下模的制作方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12178296B2 (en) | Gemstone and methods of cutting the same | |
| CN213971663U (zh) | 一种重组装饰单板制作模具 | |
| US8424577B2 (en) | Finger joint | |
| CN104149142B (zh) | 一种纹理宽窄有变化的重组装饰木的制造方法 | |
| US20060216481A1 (en) | Method for producing compressed wood article, and compressed wood articles | |
| KR100934462B1 (ko) | 높은 재단 효율성의 재단 프레임 | |
| CN1374894A (zh) | 用于切槽的切削镶刃刀具 | |
| US5332461A (en) | Method of making a solid wood spring blade | |
| CN2538568Y (zh) | 雕刻刀 | |
| CN1221365A (zh) | 开槽切削镶刀 | |
| CN202104338U (zh) | 具有锯齿状切削面的异形刀 | |
| US6648037B2 (en) | Teak board with straight-line grain and manufacturing process therefor | |
| CN108856757A (zh) | 一种成型加工刀具 | |
| CN209868877U (zh) | 一种木门生产用花形铣刀 | |
| CN2431098Y (zh) | 一次成型竹木筷子机 | |
| CN210061452U (zh) | 一种木门圆角修饰铣刀 | |
| CN223099272U (zh) | 一种刀具 | |
| CN209124983U (zh) | 一种三刃不等齿距外观成型刀 | |
| CN217454290U (zh) | 一种木质材料侧铣刀及条材成型组件 | |
| CN109719811A (zh) | 一种木门生产用雕花刀具 | |
| CN214925260U (zh) | 一种家具造型边的加工刀具 | |
| USD1092169S1 (en) | Circular saw blade | |
| SU1614767A1 (ru) | Рабочий орган культиватора-плоскореза | |
| CN220279717U (zh) | 一种切割器的合金动刀片 | |
| CN208359003U (zh) | 一种加工木质面板成形线条的刀具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |