CN213579013U - 一种斜盘球窝检测工装 - Google Patents
一种斜盘球窝检测工装 Download PDFInfo
- Publication number
- CN213579013U CN213579013U CN202023038679.3U CN202023038679U CN213579013U CN 213579013 U CN213579013 U CN 213579013U CN 202023038679 U CN202023038679 U CN 202023038679U CN 213579013 U CN213579013 U CN 213579013U
- Authority
- CN
- China
- Prior art keywords
- ball socket
- swash plate
- clamping head
- auxiliary
- socket
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本实用新型公开了一种斜盘球窝检测工装,包括夹持头、辅助球、高度规;所述夹持头包括平直底面、辅助球窝,所述辅助球窝与待测斜盘球窝适配的标准半球窝,其球心位于所述平直底面上;所述夹持头还包括一检测孔,所述辅助球窝的球心位于所述检测孔的轴线上;所述高度规固定在所述检测孔内;所述辅助球用于辅助夹持头在待测斜盘球窝上的定位。由此,本实用新型的斜盘球窝检测工装可以方便的测量球窝与标准球窝之间的差异,为下一步加工提供数据,测量效率高。
Description
技术领域
本实用新型涉及机械装配领域,尤其涉及一种斜盘球窝检测工装。
背景技术
在斜盘式液压马达和液压泵的制造中,斜盘是不可缺少的重要零部件。斜盘中有一个核心的球窝结构,如图1所示,待测工件1上设有球窝1-1,所述球窝1-1的球心o位于两个平面交界处,加工过程中,要求球心刚好位于两个平面的交界线上,而要实现这个目标,首先要精确的检测当前球窝球心与两个平面的位置关系,目前主要依据三坐标测量仪进行中间检测。
三坐标测量仪通过方箱磁吸将斜盘磁吸固定,然后更换星型针,手动调整斜盘的位置,对斜盘平面进行找正。找正完毕后,人工手动进行坐标点选取,根据选取点建立扫描程序,对球窝进行测针扫描,模拟球径进行计算球高,耗费大量人力物力,影响检测及加工效率。
实用新型内容
本实用新型所要解决的技术问题是:提供一种斜盘球窝检测工装,以便简化测量过程,提高测量效率。
为解决上述技术问题,本实用新型所采用的技术方案是:
一种斜盘球窝检测工装,包括夹持头、辅助球、高度规;
所述夹持头包括平直底面、辅助球窝,所述辅助球窝与待测斜盘球窝适配的标准半球窝,其球心位于所述平直底面上;
所述夹持头还包括一检测孔,所述辅助球窝的球心位于所述检测孔的轴线上;
所述高度规固定在所述检测孔内;
所述辅助球用于辅助夹持头在待测斜盘球窝上的定位。
与现有技术相比,本实用新型具有如下技术效果:先将辅助球放入夹持头的辅助球窝内,并使辅助球紧密的抵在辅助球窝内,将深度规置零,然后将辅助球放入待测斜盘球窝内,再将夹持头扣在所述辅助球上,从而确保夹持头与待测斜盘球窝的位置关系,确保高度规直指向球窝的球心,从而可以方便的读出球窝与标准之间的差异,测量效率高。
在上述技术方案的基础上,本实用新型还可以做如下改进。
优选地,还包括矫正块,所述矫正块上设有校准球体,所述校准球体与所述待测斜盘球窝适配。
采用上述进一步方案的有益效果是利用校准球体可以更方便的对高度规进行归零校准。
优选地,所述高度规通过顶丝固定在所述检测孔内。
采用上述进一步方案的有益效果是方便拆卸,以便使用同一个高度规测量不同规格的球窝。
附图说明
图1为本实用新型要测量的斜盘球窝结构示意图;
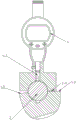
图2为本实用新型的结构示意图;
图3为本实用新型校准状态结构示意图;
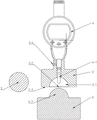
图4为本实用新型第一测量状态示意图;
图5为本实用新型第二测量状态示意图。
在附图中,各标号所表示的部件名称列表如下:
1、待测工件;1-1、斜盘球窝;1-2、第一平面;1-3、第二平面;o、斜盘球窝球心;2、夹持头;2-1、辅助球窝;2-2、辅助球窝球心;2-3、平直底面;2-4、顶丝;3、辅助球;4、高度规;4-1、探针。
具体实施方式
以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
请参照图1所示,其为本实用新型的斜盘球窝检测工装的结构示意图。所述斜盘球窝检测工装包括:包括夹持头2、辅助球3、高度规4和矫正块5;
所述夹持头2包括平直底面2-3、辅助球窝2-1,所述辅助球窝2-1与待测斜盘球窝1-1适配的标准半球窝,其球心2-2位于所述平直底面2-3上;
所述夹持头2还包括一检测孔,所述辅助球窝球心2-2位于所述检测孔的轴线上;
所述高度规4通过顶丝2-4固定在所述检测孔内;
所述辅助球3用于辅助夹持头2在待测斜盘球窝1-1上的定位。
所述矫正块5上设有校准球体5-1,所述校准球体5-1为半球体,所述校准球体与所述待测斜盘球窝适配。
使用时,首先如图3所示,将夹持头2置于矫正块5上,夹持头2的辅助球窝2-1扣在矫正块5的校准球体5-1上,此时,高度规4的探针4-1抵在校准球体5-1上,将高度规置零。然后如图4所示,将辅助球3放入待测工件1的斜盘球窝1-1内,使夹持头2的平直底面2-3与待测工件1的第一平面1-2重合,此时探针4-1抵在辅助球上,此时高度规4的读数就是待测球窝与标准球窝之间的第一差异。然后如图5所示,倾斜夹持头2,使夹持头2的平直底面2-3与待测工件1的第二平面1-3重合,此时高度规4的读数为待测球窝与标准球窝之间的第二差异,结合第一差异和第二差异,可以获知待测球窝下一步的加工数据。
以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (4)
1.一种斜盘球窝检测工装,其特征在于,包括夹持头、辅助球、高度规;
所述夹持头包括平直底面、辅助球窝,所述辅助球窝与待测斜盘球窝适配的标准半球窝,其球心位于所述平直底面上;
所述夹持头还包括一检测孔,所述辅助球窝的球心位于所述检测孔的轴线上;
所述高度规固定在所述检测孔内;
所述辅助球用于辅助夹持头在待测斜盘球窝上的定位。
2.根据权利要求1所述的斜盘球窝检测工装,其特征在于,还包括矫正块,所述矫正块上设有校准球体,所述校准球体与所述待测斜盘球窝适配。
3.根据权利要求2所述的斜盘球窝检测工装,其特征在于,所述校准球体为半球体。
4.根据权利要求1或2所述的斜盘球窝检测工装,其特征在于,所述高度规通过顶丝固定在所述检测孔内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023038679.3U CN213579013U (zh) | 2020-12-17 | 2020-12-17 | 一种斜盘球窝检测工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023038679.3U CN213579013U (zh) | 2020-12-17 | 2020-12-17 | 一种斜盘球窝检测工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213579013U true CN213579013U (zh) | 2021-06-29 |
Family
ID=76549837
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202023038679.3U Active CN213579013U (zh) | 2020-12-17 | 2020-12-17 | 一种斜盘球窝检测工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213579013U (zh) |
-
2020
- 2020-12-17 CN CN202023038679.3U patent/CN213579013U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3837503B2 (ja) | 3次元座標評価ゲージ | |
| CN106500564B (zh) | 一种大直径小弧段薄壁钣金零件检测方法 | |
| CN206514795U (zh) | 一种检测电磁阀端盖同心度和面轮廓度的检具 | |
| CN206740051U (zh) | 便携式零件表面微小尺寸缺陷测量仪 | |
| CN104596412A (zh) | 用于复杂曲面高精度测量定位的标识基座 | |
| CN213579013U (zh) | 一种斜盘球窝检测工装 | |
| CN211317140U (zh) | 一种深孔台阶高度测量装置 | |
| EP0507630A2 (en) | Apparatus and method for measuring surfaces and lenses | |
| JP3427376B2 (ja) | 組み合わせ型校正用ゲージ | |
| CN107643032B (zh) | 一种逆向检测空间定位装置的设计及其使用方法 | |
| CN216525901U (zh) | 一种针对clga封装芯片的测试夹具 | |
| CN211651471U (zh) | 一种转子斜槽测量工装 | |
| CN206891400U (zh) | 一种用于复杂型面零件的检测工装 | |
| CN211824323U (zh) | 一种带定位夹具的三坐标测量平台 | |
| CN209910539U (zh) | 一种微孔检测装置 | |
| CN211503893U (zh) | 一种主轴壳体综合检测装置 | |
| CN203657717U (zh) | 测量电路板锥形孔角度的检具 | |
| CN208254442U (zh) | 一种薄壁异形管波峰平直段壁厚测量用定位装置 | |
| CN210862597U (zh) | 一种用于综合验证三坐标测量机三维元素的工装 | |
| CN205279913U (zh) | 涡轮泄压阀体检具 | |
| CN211401009U (zh) | 一种阀套锥角面测试装置 | |
| CN110657775A (zh) | 一种三坐标扫描法测量圆锥度的方法 | |
| CN204924138U (zh) | 主毂槽距检测仪器 | |
| CN220304440U (zh) | 一种大尺寸透镜边沿厚度差测量装置 | |
| CN209055031U (zh) | 一种1.6l排气摇臂专用检具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |