CN213574995U - 一种双拼c型槽钢 - Google Patents
一种双拼c型槽钢 Download PDFInfo
- Publication number
- CN213574995U CN213574995U CN202022257402.3U CN202022257402U CN213574995U CN 213574995 U CN213574995 U CN 213574995U CN 202022257402 U CN202022257402 U CN 202022257402U CN 213574995 U CN213574995 U CN 213574995U
- Authority
- CN
- China
- Prior art keywords
- channel
- bottom plate
- section steel
- steel
- steel bottom
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 102
- 239000010959 steel Substances 0.000 title claims abstract description 102
- 238000003825 pressing Methods 0.000 claims abstract description 10
- 230000007246 mechanism Effects 0.000 claims description 7
- 230000002146 bilateral effect Effects 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 abstract description 11
- 238000004080 punching Methods 0.000 abstract description 5
- 238000002788 crimping Methods 0.000 abstract description 2
- 238000001125 extrusion Methods 0.000 abstract description 2
- 230000006872 improvement Effects 0.000 abstract description 2
- 238000003466 welding Methods 0.000 abstract description 2
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910000746 Structural steel Inorganic materials 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images




Landscapes
- Joining Of Building Structures In Genera (AREA)
Abstract
本实用新型公开了一种双拼C型槽钢,包括槽钢底板,所述槽钢底板在左右两侧均冲压弯折有槽钢侧板,所述槽钢侧板包括侧板主体、连接弯板和内卷边,所述侧板主体的靠近槽钢底板一端通过连接弯板与槽钢底板一体成型,所述侧板主体的远离槽钢底板一端冲压弯折有内卷边。该双拼C型槽钢,通过槽钢底板、侧板主体、连接弯板和内卷边的配合,实现常规槽钢工作需求,再通过第一连接槽、第二连接槽和压边的配合,实现两个C型槽钢间的连接,在连接时,无需焊机或铆接,采用压接的方式,通过挤压力及摩擦力实现两个C型槽钢间的拼接,且在生产过程中,仅需使用一种加工设备即可,节约生产成本,提高实用性,便于推广。
Description
技术领域
本实用新型涉及槽钢技术领域,具体为一种双拼C型槽钢。
背景技术
槽钢是截面为凹槽形的长条钢材,属建造用和机械用碳素结构钢,是复杂断面的型钢钢材,其断面形状为凹槽形。槽钢主要用于建筑结构、幕墙工程、机械设备和车辆制造等。例如专利号为201620205221.7的专利,包括上单槽钢和下单槽钢,所述上单槽钢和下单槽钢均为C型槽钢,上单槽钢的背面设有嵌入槽,同时还可以保证上单槽钢和下单槽钢内表面的平直度。虽然避免了后期设备的安装不适的情况出现,但在加工生产时需要采用两套加工设备,极大的增加了生产成本。
实用新型内容
本实用新型的目的在于提供一种双拼C型槽钢,以解决上述背景技术中提出的虽然避免了后期设备的安装不适的情况出现,但在加工生产时需要采用两套加工设备,极大的增加了生产成本的问题。
为实现上述目的,本实用新型提供如下技术方案:一种双拼C型槽钢,包括槽钢底板,所述槽钢底板在左右两侧均冲压弯折有槽钢侧板;
所述槽钢侧板包括侧板主体、连接弯板和内卷边;
所述侧板主体的靠近槽钢底板一端通过连接弯板与槽钢底板一体成型,所述侧板主体的远离槽钢底板一端冲压弯折有内卷边。
优选的,相贴合的两个所述槽钢底板通过连接机构压合;
所述连接机构包括第一连接槽、第二连接槽和压边;
所述第一连接槽和第二连接槽依次开设于槽钢底板的中间位置,所述第二连接槽内设有两个压边,两个所述压边沿第一连接槽与第二连接槽的连线方向与槽钢底板一体成型,两个所述压边弯折并与另一槽钢底板的第一连接槽紧密贴合。
优选的,所述槽钢底板上对应第一连接槽与第二连接槽之间位置均开设有第三连接槽。
优选的,所述侧板主体上均匀开设有多个通孔。
优选的,两个所述槽钢侧板以槽钢底板左右对称分布。
优选的,所述第一连接槽与第二连接槽的规格完全相同。
与现有技术相比,本实用新型的有益效果是:该双拼C型槽钢,通过槽钢底板、侧板主体、连接弯板和内卷边的配合,实现常规槽钢工作需求,再通过第一连接槽、第二连接槽和压边的配合,实现两个C型槽钢间的连接,在连接时,无需焊机或铆接,采用压接的方式,通过挤压力及摩擦力实现两个C型槽钢间的拼接,且在生产过程中,仅需使用一种加工设备即可,节约生产成本,提高实用性,便于推广。
附图说明
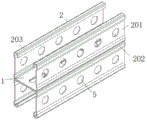
图1为本实用新型结构示意图;
图2为图1的组合状态结构示意图;
图3为图2的槽钢侧板剖切状态结构示意图;
图4为图3的A处结构放大示意图;
图5为图3的B处结构放大示意图。
图中:1、槽钢底板,2、槽钢侧板,201、侧板主体,202、连接弯板,203、内卷边,3、连接机构,301、第一连接槽,302、第二连接槽,303、压边,4、第三连接槽,5、通孔。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
请参阅图1-5,本实用新型提供一种技术方案:一种双拼C型槽钢,包括槽钢底板1,槽钢底板1在左右两侧均冲压弯折有槽钢侧板2;槽钢侧板2包括侧板主体201、连接弯板202和内卷边203;侧板主体201的靠近槽钢底板1一端通过连接弯板202与槽钢底板1一体成型,侧板主体201的远离槽钢底板1一端冲压弯折有内卷边203。相贴合的两个槽钢底板1通过连接机构3压合;连接机构3包括第一连接槽301、第二连接槽302和压边303;第一连接槽301和第二连接槽302依次开设于槽钢底板1的中间位置,第二连接槽302内设有两个压边303,两个压边303沿第一连接槽301与第二连接槽302的连线方向与槽钢底板1一体成型,两个压边303弯折并与另一槽钢底板1的第一连接槽301紧密贴合。槽钢底板1上对应第一连接槽301与第二连接槽302之间位置均开设有第三连接槽4。侧板主体201上均匀开设有多个通孔5。两个槽钢侧板2以槽钢底板1左右对称分布。第一连接槽301与第二连接槽302的规格完全相同。槽钢底板1和槽钢侧板2由冲压生产弯折而成,其中第一连接槽301、第二连接槽302和第三连接槽4均由冲压冲孔而成。
在生产过程中,先经冲压裁切整形,得到槽钢底板1和槽钢侧板2胚料,再进行冲压裁切打孔作业,完成第一连接槽301、第二连接槽302、第三连接槽4和通孔5的加工,最终进行冲压弯折作业,完成沧港侧板2的弯折,使得槽钢侧板2与槽钢底板1的连接处形成连接弯板202,并使槽钢侧板2的远离槽钢底板1一端弯折形成内卷边203,在两个C型槽钢拼接时,两个槽钢底板1的远离槽钢侧板2一侧互为贴合,并使一侧的第一连接槽301与另一侧的第二连接槽302对齐,弯折压边303,使得压边303在第二连接槽302内向对应的第一连接槽301内弯曲,并最终与第一连接槽301的内壁紧密贴合,从而实现两个C型槽钢的拼接。
在本实用新型的描述中,需要理解的是,术语“同轴”、“底部”、“一端” 、 “顶部”、“中部”、“另一端”、“上”、“一侧”、“顶部”、“内”、“前部”、“中央”、“两端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
在本实用新型中, 除非另有明确的规定和限定,术语“安装”、“设置”、 “连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
Claims (6)
1.一种双拼C型槽钢,其特征在于:包括槽钢底板(1),所述槽钢底板(1)在左右两侧均冲压弯折有槽钢侧板(2);
所述槽钢侧板(2)包括侧板主体(201)、连接弯板(202)和内卷边(203);
所述侧板主体(201)的靠近槽钢底板(1)一端通过连接弯板(202)与槽钢底板(1)一体成型,所述侧板主体(201)的远离槽钢底板(1)一端冲压弯折有内卷边(203)。
2.根据权利要求1所述的一种双拼C型槽钢,其特征在于:相贴合的两个所述槽钢底板(1)通过连接机构(3)压合;
所述连接机构(3)包括第一连接槽(301)、第二连接槽(302)和压边(303);
所述第一连接槽(301)和第二连接槽(302)依次开设于槽钢底板(1)的中间位置,所述第二连接槽(302)内设有两个压边(303),两个所述压边(303)沿第一连接槽(301)与第二连接槽(302)的连线方向与槽钢底板(1)一体成型,两个所述压边(303)弯折并与另一槽钢底板(1)的第一连接槽(301)紧密贴合。
3.根据权利要求1所述的一种双拼C型槽钢,其特征在于:所述槽钢底板(1)上对应第一连接槽(301)与第二连接槽(302)之间位置均开设有第三连接槽(4)。
4.根据权利要求1所述的一种双拼C型槽钢,其特征在于:所述侧板主体(201)上均匀开设有多个通孔(5)。
5.根据权利要求1所述的一种双拼C型槽钢,其特征在于:两个所述槽钢侧板(2)以槽钢底板(1)左右对称分布。
6.根据权利要求2所述的一种双拼C型槽钢,其特征在于:所述第一连接槽(301)与第二连接槽(302)的规格完全相同。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022257402.3U CN213574995U (zh) | 2020-10-12 | 2020-10-12 | 一种双拼c型槽钢 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022257402.3U CN213574995U (zh) | 2020-10-12 | 2020-10-12 | 一种双拼c型槽钢 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213574995U true CN213574995U (zh) | 2021-06-29 |
Family
ID=76582165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022257402.3U Expired - Fee Related CN213574995U (zh) | 2020-10-12 | 2020-10-12 | 一种双拼c型槽钢 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213574995U (zh) |
-
2020
- 2020-10-12 CN CN202022257402.3U patent/CN213574995U/zh not_active Expired - Fee Related
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11059085B2 (en) | Manufacturing method and manufacturing apparatus for press-formed article | |
| CN213574995U (zh) | 一种双拼c型槽钢 | |
| CN217114712U (zh) | 一种电池极耳、极耳组件、电芯结构及电池模组 | |
| CN214442358U (zh) | 一种用于生产圆筒屏蔽层的模具 | |
| CN111306974B (zh) | 用于机动车辆的热交换器及相应的制造方法 | |
| CN109622653B (zh) | 高强度钢制闭口型材扣压锁紧工装、生产线以及生产工艺 | |
| CN210042631U (zh) | 滑轨高强度中间件结构 | |
| CN210225127U (zh) | 一种新型端盖支架结构 | |
| CN112814948A (zh) | 一种航空发动机导流片及其制造方法 | |
| CN210760078U (zh) | 一种abs冲压齿圈 | |
| CN219378725U (zh) | 一种电视机背板侧端衔接位无极铆合模具 | |
| CN221473236U (zh) | 一种实现断面全光亮带的冲裁级进模 | |
| CN218134174U (zh) | 一种厚板u形件的成型装置 | |
| CN219796589U (zh) | 不锈钢保温管 | |
| CN217018174U (zh) | 一种左右前纵梁通道下连接板冲裁连续模的下模板 | |
| CN217083020U (zh) | 一种冰箱 | |
| CN221362191U (zh) | 一种双料带连续冲压模具及端子生产线 | |
| CN219052653U (zh) | 一种电池外壳单折边模具 | |
| CN211135203U (zh) | 一种u型管冲压的下模具 | |
| CN217191960U (zh) | 一种弹片生产用冲压模具 | |
| CN216745675U (zh) | 换热器铆接隔片 | |
| CN211738612U (zh) | 一种新型槽钢 | |
| CN217893014U (zh) | 一种侧围加强板、侧围板总成和车辆 | |
| CN216575357U (zh) | 一种便于拼接的黑色金属冶炼压延板 | |
| CN212442836U (zh) | 管梁总成支架连接板的冲压模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20210629 |