CN212795365U - 一种高速铁路装配式桥面附属结构预制件台座法生产线 - Google Patents
一种高速铁路装配式桥面附属结构预制件台座法生产线 Download PDFInfo
- Publication number
- CN212795365U CN212795365U CN202021224276.5U CN202021224276U CN212795365U CN 212795365 U CN212795365 U CN 212795365U CN 202021224276 U CN202021224276 U CN 202021224276U CN 212795365 U CN212795365 U CN 212795365U
- Authority
- CN
- China
- Prior art keywords
- production line
- concrete
- speed railway
- steel
- bridge deck
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Abstract
一种高速铁路装配式桥面附属结构预制件台座法生产线,包括钢筋加工生产线、安装生产线、浇筑生产线、养护生产线、脱模及清理生产线,将装配式建筑技术运用到高速铁路桥面附属结构的预制施工中。水沟电缆槽、盖板、栏杆支撑底座由以前的现场浇筑变为在预制场进行整体预制,再运输到桥面进行组装。本发明是为解决高速铁路装配式桥面附属结构整体预制的施工需要,发明了一套高速铁路装配式桥面附属结构预制件台座法生产工艺,本生产工艺有投入成本低,适合工厂化生产等优点。
Description
技术领域
本实用新型属于预制件生产流水线,具体涉及一种高速铁路装配式桥面附属结构预制件台座法生产线。
背景技术
近年来高速铁路建设快速发展,2019年底我国高速铁路运营里程突破3.5万公里。在此期间,更多的新技术应用到高速铁路的建设中,特别是将装配式建筑技术运用到高速铁路桥面附属结构的预制施工中,如:水沟电缆槽、盖板、栏杆支撑底座等,已经由以前的现场浇筑,变为在预制场进行整体预制,再运输到桥面进行组装。目前水沟电缆槽、盖板、栏杆支撑底座,体积小,结构简单,生产工艺要求低,而整体预制后,结构复杂,混凝土浇筑和养护工艺要求更高;预制件体积增大,重量增加,生产设备的技术要求也相应提高,所以使用以前的生产工艺和设备无法满足整体预制的要求。
发明内容
为了克服上述现有技术的不足,本实用新型的目的是提供一种高速铁路装配式桥面附属结构预制件台座法生产线,为解决高速铁路装配式桥面附属结构整体预制的施工需要,运用装配式建筑技术,具有投入成本低,自动化程度高,节约人员成本等优点。
为实现上述目的,本实用新型采用的技术方案是:
一种高速铁路装配式桥面附属结构预制件台座法生产线,包括钢筋加工生产线、安装生产线、浇筑生产线、养护生产线、脱模及清理生产线:
钢筋加工生产线包括依次关联的原材料存放区(1)、钢筋加工区(2)、钢筋网片绑扎区(3)及钢筋网片半成品存放区(4),通过单梁桥式起重机(17)吊运;
钢筋加工生产线后关联安装生产线,安装生产线由双梁桥式起重机(7)将钢筋加工生产线的产物吊入钢模板(11);
安装生产线后关联浇筑生产线,浇筑生产线由混凝土搅拌站(6)与混凝土输送车(5)配合,由双梁桥式起重机(7)吊运混凝土输送车(5),通过混凝土布料机(9)给钢模板(11)内浇筑混凝土,并有高频振动控制器(13)的遥控高频振动器;
浇筑生产线后关联养护生产线,养护生产线由移动保温膜卷筒台车(8)给浇筑完成的钢模板(11)覆膜,并由温度控制室(15)控制蒸汽管道(14)蒸汽养护;
养护生产线后关联脱模及清理生产线,脱模生产线由双梁桥式起重机(7)配合成品运输车(12)运输预制件,脱模后钢模板(11)进行清理,由脱模剂喷涂台车(10)喷涂脱模剂。
所述的混凝土输送车(5),成品运输车(12)使用铅酸电池供电。
所述的混凝土输送车(5)可以直接将设置在厂房外的混凝土搅拌站(6)生产的混凝土运输到厂房内。
所述的混凝土输送车(5)可为两个,双梁桥式起重机(7)可以循环往复将混凝土输送车(5)吊起,将里面的混凝土倒入混凝土布料机(9)。
所述的保温膜卷筒台车(8)的卷筒上,存放的保温膜长度可以覆盖所有的钢模板(11)。
所述的混凝土布料机(9)为两台,可以分别对左右区域的钢模板(11)进行混凝土浇筑。
所述的保温膜卷筒台车(8),混凝土布料机(9)使用同一轨道进行行走,同一滑线供电。
所述的脱模剂喷涂台车(10)可以在轨道上行走,工人可操作脱模剂喷涂台车(10)进行行走,并使用台车上的喷涂机进行脱模剂的喷涂。
所述的钢模板(11)浇筑点下方安装有单独高频振动电机,可以通过高频振动控制器(13)控制钢模板(11)进行单独振动。
所述的钢模板(11)上方蒸汽管道(14)设蒸汽控制阀门,温度控制室(15)控制锅炉房(16)给蒸汽管道(14)输送蒸汽,将蒸汽精确输送到每个钢模板(11),蒸汽控制阀门可以根据提前设置好的温度控制曲线,单独控制每个钢模板(11)内混凝土的养护温度。
本实用新型有益效果是:
本实用新型提供了高速铁路装配式桥面附属结构预制件台座法生产工艺,本实用新型将装配式建筑技术运用到高速铁路桥面附属结构的预制施工中,解决了高速铁路装配式桥面附属结构整体预制的施工要求。
附图说明
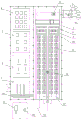
图1为本实用新型的结构示意图。
其中,1为原材料存放区;2为钢筋加工区;3为钢筋网片绑扎区;4为钢筋网片半成品存放区;5为混凝土输送车;6为混凝土搅拌站;7为双梁桥式起重机;8为保温膜卷筒台车;9为混凝土布料机;10为脱模剂喷涂台车;11为钢模板;12为成品运输车;13为高频振动控制器;14为蒸汽管道;15为温度控制室;16为锅炉房;17为单梁桥式起重机。
具体实施方式
以下结合附图对本实用新型进一步叙述。
如图1所示,一种高速铁路装配式桥面附属结构预制件台座法生产线,包括钢筋加工生产线、安装生产线、浇筑生产线、养护生产线、脱模及清理生产线:
钢筋加工生产线包括依次关联的原材料存放区(1)、钢筋加工区(2)、钢筋网片绑扎区(3)及钢筋网片半成品存放区(4),通过单梁桥式起重机(17)吊运;
钢筋加工生产线后关联安装生产线,安装生产线由双梁桥式起重机(7)将钢筋加工生产线的产物吊入钢模板(11);
安装生产线后关联浇筑生产线,浇筑生产线由混凝土搅拌站(6)与混凝土输送车(5)配合,由双梁桥式起重机(7)吊运混凝土输送车(5),通过混凝土布料机(9)给钢模板(11)内浇筑混凝土,并有高频振动控制器(13)的遥控高频振动器;
浇筑生产线后关联养护生产线,养护生产线由移动保温膜卷筒台车(8)给浇筑完成的钢模板(11)覆膜,并由温度控制室(15)控制蒸汽管道(14)蒸汽养护;
养护生产线后关联脱模及清理生产线,脱模生产线由双梁桥式起重机(7)配合成品运输车(12)运输预制件,脱模后钢模板(11)进行清理,由脱模剂喷涂台车(10)喷涂脱模剂。
所述的混凝土输送车(5),成品运输车(12)使用铅酸电池供电。
所述的混凝土输送车(5)可以直接将设置在厂房外的混凝土搅拌站(6)生产的混凝土运输到厂房内。
所述的混凝土输送车(5)可为两个,双梁桥式起重机(7)可以循环往复将混凝土输送车(5)吊起,将里面的混凝土倒入混凝土布料机(9)。
所述的保温膜卷筒台车(8)的卷筒上,存放的保温膜长度可以覆盖所有的钢模板(11)。
所述的混凝土布料机(9)为两台,可以分别对左右区域的钢模板(11)进行混凝土浇筑。
所述的保温膜卷筒台车(8),混凝土布料机(9)使用同一轨道进行行走,同一滑线供电。
所述的脱模剂喷涂台车(10)可以在轨道上行走,工人可操作脱模剂喷涂台车(10)进行行走,并使用台车上的喷涂机进行脱模剂的喷涂。
所述的钢模板(11)浇筑点下方安装有单独高频振动电机,可以通过高频振动控制器(13)控制钢模板(11)进行单独振动。
所述的钢模板(11)上方蒸汽管道(14)设蒸汽控制阀门,温度控制室(15)控制锅炉房(16)给蒸汽管道(14)输送蒸汽,将蒸汽精确输送到每个钢模板(11),蒸汽控制阀门可以根据提前设置好的温度控制曲线,单独控制每个钢模板(11)内混凝土的养护温度。
本实用新型的生产线原理是:
具体操作步骤:
钢筋网片加工
根据钢筋网片使用的钢筋规格,不同规格的钢筋进场后,在原材料存放区1进行分离存放;在钢筋加工区2进行钢筋的剪切,弯曲等下料加工;下一步在钢筋网片绑扎区3的钢筋绑扎胎具上进行钢筋网片的绑扎;最后将绑扎好的钢筋网片吊装到钢筋网片半成品存放区4进行存放。
钢模板清理
工人从车间靠近混凝土布料机9一端,开始逐行清理钢模板11,将钢模板11里面的水泥等杂物进行清理,使用磨光机进行打磨。
喷涂脱模剂
一定数量的钢模板11清理干净后,开始移动脱模剂喷涂台车10,到达钢模板11上方后,开动脱模剂喷涂台车10上的喷涂机,按行逐一喷涂脱模剂。
钢筋网安装
一定数量的钢模板11喷涂完脱模剂后,使用双梁桥式起重机(7)将绑扎好的钢筋网片吊装进钢模板11。
混凝土浇筑
一定数量的钢模板11安装好钢筋网片后,启动混凝土搅拌站(6)搅拌混凝土,使用混凝土输送车5,将混凝土运输到车间内,再使用双梁桥式起重机(7),将混凝土运输车吊运到混凝土布料机9,混凝土布料机9行走到已经安装好钢筋网片的钢模板11上方,进行混凝土布料,同时通过高频振动控制器13的遥控启动钢模板11下方的高频振动器,进行混凝土振捣。
覆盖保温膜
每行的钢模板11浇筑完混凝土后,紧接着移动保温膜卷筒台车8,将浇筑完成后的钢模板11进行覆盖。
蒸汽养护
覆盖保温膜后,接着在温度控制室15使用温控软件远程控制对应钢模板11的养护温度。
依照上述1-7步骤,协同进行钢筋网制作,钢模板清理,喷涂脱模剂,安装钢筋网片,混凝土浇筑,覆盖养护膜,蒸汽养护等作业,直到最后一行钢模板11结束。
脱模
最先浇筑混凝土的钢模板11强度达到后,开始进行逐行脱模。使用双梁桥式起重机7将预制件吊运到成品运输车12,再使用成品运输车12运输到车间外存放场地存放。脱模后的钢模板11再依照上述1-7步骤进入下一循环。
Claims (10)
1.一种高速铁路装配式桥面附属结构预制件台座法生产线,包括钢筋加工生产线、安装生产线、浇筑生产线、养护生产线、脱模及清理生产线,其特征在于:
钢筋加工生产线包括依次关联的原材料存放区(1)、钢筋加工区(2)、钢筋网片绑扎区(3)及钢筋网片半成品存放区(4),通过单梁桥式起重机(17)吊运材料;
钢筋加工生产线后关联安装生产线,安装生产线由双梁桥式起重机(7)将钢筋加工生产线的钢筋网片吊装进钢模板(11);
安装生产线后关联浇筑生产线,浇筑生产线由混凝土搅拌站(6)与混凝土输送车(5)配合,由双梁桥式起重机(7)吊运混凝土输送车(5),通过混凝土布料机(9)给钢模板(11)内浇筑混凝土,并有高频振动控制器(13)的遥控高频振动器;
浇筑生产线后关联养护生产线,养护生产线由移动保温膜卷筒台车(8)给浇筑完成的钢模板(11)覆膜,并由温度控制室(15)控制蒸汽管道(14)蒸汽养护;
养护生产线后关联脱模及清理生产线,脱模生产线由双梁桥式起重机(7)配合成品运输车(12)运输预制件,脱模后钢模板(11)进行清理,由脱模剂喷涂台车(10)喷涂脱模剂。
2.根据权利要求1所述的一种高速铁路装配式桥面附属结构预制件台座法生产线,其特征在于,所述的混凝土输送车(5),成品运输车(12)均使用铅酸电池供电。
3.根据权利要求1所述的一种高速铁路装配式桥面附属结构预制件台座法生产线,其特征在于,所述的混凝土输送车(5)可以直接将设置在厂房外的混凝土搅拌站(6)生产的混凝土运输到厂房内。
4.根据权利要求1所述的一种高速铁路装配式桥面附属结构预制件台座法生产线,其特征在于,所述的混凝土输送车(5)可为两个,双梁桥式起重机(7)可以循环往复将混凝土输送车(5)吊起,将里面的混凝土倒入混凝土布料机(9)。
5.根据权利要求1所述的一种高速铁路装配式桥面附属结构预制件台座法生产线,其特征在于,所述的保温膜卷筒台车(8)的卷筒,存放的保温膜长度可以覆盖所有的钢模板(11)。
6.根据权利要求1所述的一种高速铁路装配式桥面附属结构预制件台座法生产线,其特征在于,所述的混凝土布料机(9)为两台,可以分别对左右区域的钢模板(11)进行混凝土浇筑。
7.根据权利要求1所述的一种高速铁路装配式桥面附属结构预制件台座法生产线,其特征在于,所述的保温膜卷筒台车(8),混凝土布料机(9)使用同一轨道进行行走,同一滑线供电。
8.根据权利要求1所述的一种高速铁路装配式桥面附属结构预制件台座法生产线,其特征在于,所述的脱模剂喷涂台车(10)可以在轨道上行走,工人可操作脱模剂喷涂台车(10)进行行走,并使用台车上的喷涂机进行脱模剂的喷涂。
9.根据权利要求1所述的一种高速铁路装配式桥面附属结构预制件台座法生产线,其特征在于,所述的钢模板(11)浇筑点下方安装有单独高频振动电机,可以通过高频振动控制器(13)控制钢模板(11)进行单独振动。
10.根据权利要求1所述的一种高速铁路装配式桥面附属结构预制件台座法生产线,其特征在于,所述的钢模板(11)上方蒸汽管道(14)设蒸汽控制阀门,温度控制室(15)控制锅炉房(16)给蒸汽管道(14)输送蒸汽,将蒸汽精确输送到每个钢模板(11),蒸汽控制阀门可以根据提前设置好的温度控制曲线单独控制每个钢模板(11)内混凝土的养护温度。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021224276.5U CN212795365U (zh) | 2020-06-29 | 2020-06-29 | 一种高速铁路装配式桥面附属结构预制件台座法生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021224276.5U CN212795365U (zh) | 2020-06-29 | 2020-06-29 | 一种高速铁路装配式桥面附属结构预制件台座法生产线 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212795365U true CN212795365U (zh) | 2021-03-26 |
Family
ID=75098532
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021224276.5U Active CN212795365U (zh) | 2020-06-29 | 2020-06-29 | 一种高速铁路装配式桥面附属结构预制件台座法生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212795365U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114193611A (zh) * | 2021-12-02 | 2022-03-18 | 中铁四局集团第二工程有限公司 | 装配式桥面预制件的施工成型方法 |
-
2020
- 2020-06-29 CN CN202021224276.5U patent/CN212795365U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114193611A (zh) * | 2021-12-02 | 2022-03-18 | 中铁四局集团第二工程有限公司 | 装配式桥面预制件的施工成型方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108890850B (zh) | 一种可生产多品种标准pc构件的智能生产线及生产工艺 | |
| CN107263697B (zh) | 一种双向可扩展预制构件智能生产线及控制方法 | |
| CN104723449A (zh) | 一种建筑工业化混凝土预制构件的自动生产线 | |
| CN103128847B (zh) | 一种双块式轨枕生产线及其生产工艺 | |
| CN105082346A (zh) | 一种盾构管片预制智能流水生产线 | |
| WO2021078039A1 (zh) | 一种钢筋混凝土构件预制场结构 | |
| CN109203215A (zh) | 混凝土预制构件生产线 | |
| CN112895110A (zh) | 混凝土预制叠合板自动化生产线 | |
| CN113232144A (zh) | 一种高速铁路预制箱梁生产线及生产工艺 | |
| CN211492145U (zh) | 一种活性粉末混凝土(rpc)预制构件自动化生产线 | |
| CN105922437A (zh) | Pccp管芯立式成型法自动化生产流水线 | |
| CN109773952B (zh) | 一种短线匹配节段梁循环流水生产线及其生产方法 | |
| CN110181677A (zh) | 一种地铁管片自动化生产线 | |
| CN105563623A (zh) | 一种预制墙板的生产方法 | |
| CN110877405A (zh) | 一种预制构件生产线 | |
| CN105437364B (zh) | 一种墙板柔性生产线 | |
| CN212795365U (zh) | 一种高速铁路装配式桥面附属结构预制件台座法生产线 | |
| CN111203972A (zh) | 一种桩板式结构桥面板自动化生产线 | |
| CN101905488A (zh) | 一种轨道板预制混凝土运输与布料系统 | |
| CN208629675U (zh) | 混凝土预制构件生产装置 | |
| CN207888889U (zh) | 预制构件综合生产线 | |
| CN109203211B (zh) | 一种构件兼容生产的流水线 | |
| CN109719843A (zh) | 混凝土预制构件生产线及其浇捣装置 | |
| CN111702942A (zh) | 一种铁路桥面附属结构整体预制生产线及其生产工艺 | |
| CN205735469U (zh) | Pccp管芯立式成型法自动化生产流水线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |