CN212669896U - 一种加捻装置和采用该加捻装置的加捻机 - Google Patents
一种加捻装置和采用该加捻装置的加捻机 Download PDFInfo
- Publication number
- CN212669896U CN212669896U CN202020758373.6U CN202020758373U CN212669896U CN 212669896 U CN212669896 U CN 212669896U CN 202020758373 U CN202020758373 U CN 202020758373U CN 212669896 U CN212669896 U CN 212669896U
- Authority
- CN
- China
- Prior art keywords
- twisting
- twister
- winder
- rotary
- strand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Abstract
一种加捻装置,包括加捻器和支架。所述加捻器包括一个旋转加捻器和插装在旋转加捻器当中的卷线器,输入加捻装置的多股线会在旋转加捻器产生至少一道折弯并完成旋转加捻操作后卷绕至所述卷线器之上,多股线然后会从卷线器上解绕下来并从卷线器的中空内部输出至旋转加捻器和卷线器之外。所述加捻器还可以包括除所述旋转加捻器和卷线器之外的其他加捻组件。本发明还提供一种采用所述加捻装置的加捻机,相比于传统的倍捻机和环锭纺细纱机可以将倍捻机的并纱和加捻两道工序或者环锭纺细纱机的细纱和络筒两道工序在一台加捻机设备内一气呵成地完成,从而节约了传统倍捻机和环锭纺细纱机所需的场地、设备、功耗和人工。
Description
技术领域
本发明属于纺织设备领域,尤其是涉及一种加捻装置(英文为“twistingdevice”),以及使用所述加捻装置的加捻机(Twisting Macine)。
背景技术
纺织行业在利用纱线进行纺织之前通常都需要对单股纱线进行加捻处理,加捻是为了将两根或两根以上的单股纱线卷绕捻合成股线。凡是在纺纱过程中,使纱条(须条、纱、线、丝)绕其轴线加以扭转搓动或轴向缠绕,使纱条获得“捻回”或包缠的都称为“加捻”。加捻可以使纤维与纤维间或单丝与单丝间相互抱合和缠结后不致松散或滑脱,并具有一定物理机械性质(如强度、伸长、弹性等)和外观特征(如光泽、毛羽、手感等)。目前主要的加捻设备主要有“倍捻机”和“环锭纺细纱机”。倍捻机名称源于其使用的一种锭子(英文为”spindle”)加捻装置可以对输入其中的并行多股线实现“一转二捻”的加捻效果,除所述锭子加捻装置之外,倍捻机和几乎所有类型的加捻机设备还包括对从加捻装置加捻输出后的加捻多股线进行主动牵引收集然后卷绕成最终成品的加捻多股线筒的“收集卷绕装置”,所述收集卷绕装置通常包括一根持续旋转的辊筒(英文为”Roller”,中文音译为“罗拉”)或者是包括一对紧贴在一起且相向旋转的辊筒,所述辊筒在纺织行业通常称为“卷绕罗拉”。无论所述收集卷绕装置采用单根辊筒或者一对相向旋转辊筒甚或其他任何形式的配置,实际上输入以倍捻机为代表的所有加捻机的多股线都会受到所述收集卷绕装置的持续牵拉作用的。当所述收集卷绕装置采用单根辊筒的设置时,成品加捻多股线筒会随所述单根辊筒进行持续的旋转从而将经过加捻装置加捻并输出的加捻多股线持续地牵引出来并卷绕成作为最终成品的加捻多股线筒;而采用一对相向旋转辊筒的配置时则是利用两个辊筒紧密夹持着经过加捻装置加捻并输出的加捻多股线并将其持续地从所述加捻装置中牵拉出来然后卷绕成加捻多股线筒。环锭纺细纱机采用的锭子加捻装置与倍捻机不同,只能实现“一转单捻”的加捻效果,包括带动管纱的中心纡管持续旋转的锭子、牵引原料粗纱持续旋转加捻的钢丝圈以及钢丝圈的旋转轨道“钢领”在内的环锭纺细纱机锭子加捻装置用来将原料粗纱加捻成为细纱并卷绕为管纱,之后多个管纱将在络筒机上连接成为最终产品细纱的筒纱。
如上所述的传统倍捻机和环锭纺细纱机在实际生产中其实都需要两道工序,对倍捻机来说除了其自身的加捻工序之外,在加捻工序之前还必须进行将需要加捻的多股线合并为一根并行多股线并卷绕成并行多股线筒的“并纱”工序;对环锭纺细纱机来说,由于管纱的直径会影响多股线的加捻程度和加捻速度所以管纱上可以卷绕的加捻细纱不能太多,故而从环锭纺细纱机产出的管纱还必须经过一道俗称“络筒”的工序将多个管纱上的细纱头尾相连并卷绕成最终成品筒纱。
综上所述,倍捻机和环锭纺细纱机这两种传统的加捻设备固然巧妙,但缺陷也是很明显的,也就是两者都需要两道不同的工序,如前所述倍捻机需要进行并纱和加捻两道工序,环锭纺细纱机则需要细纱和络筒工序,不同的工序就意味着不同的场地、生产设备和两地的能耗,倘若能一步到位从多根纱线或多股纤维直接生成最终的加捻多股线筒或者实现从粗纱到最终成品细纱筒纱的一气呵成也就可节省一半的场地和动力,大大提升经济效益。
发明内容
为了解决上述背景技术一节指出的包括倍捻机和环锭纺细纱机在内的传统加捻设备的缺陷,本发明提供的一种加捻装置和采用该加捻装置的加捻机可以将传统的倍捻机和环锭纺细纱机所需的两个工序皆合二为一,直接从多个原料线筒一气呵成地产出成品加捻多股线筒,或者从粗纱筒纱一步到位产出成品细纱筒纱。
具体地说,本发明提供的一种加捻装置,与目前公开的加捻技术方案一样,也包括对输入所述加捻装置的多股线实施加捻然后输出的加捻器以及所述加捻器的支架。同以倍捻机和环锭纺细纱机为代表的普通加捻装置的技术方案相比,本发明提供的所述加捻装置的所述加捻器包括一个通过旋转对输入所述加捻装置的多股线实施加捻的旋转加捻器,所述加捻器还包括一个插装于所述旋转加捻器内部的卷线器,输入所述加捻装置的多股线会在所述旋转加捻器产生至少一道折弯然后卷绕在所述卷线器之上;所述旋转加捻器进行旋转时,所述卷线器也可以进行旋转而且所述卷线器与所述旋转加捻器的转速存在差异故而所述卷线器与所述旋转加捻器之间的多股线会被持续的绷紧,如此则所述多股线将处处存在轴向的拉力从而在多股线折弯部位产生一个对多股线的径向夹紧效果。因为折弯部位两侧的多股线的轴向拉力的合力会使多股线对其折弯部位的抵靠物产生一个压力,该压力的反作用力作用于多股线的折弯部位就会压迫多股线,也就产生所述径向夹紧效果。在本发明中,所述旋转加捻器的多股线折弯部位会随着所述旋转加捻器的旋转同步围绕所述旋转加捻器的旋转轴心线进行旋转从而实现对多股线实施旋转加捻,这也很好理解,折弯部位的多股线在被径向夹紧的同时再进行旋转就可以实现多股线的加捻,因为这与用手捏住多股线的同时旋转就可以对多股线实施加捻操作的原理是一样的。在本发明中,所述卷线器除了上述绷紧多股线令其产生轴向拉力的作用之外,还可以起到收集被所述旋转加捻器实施旋转加捻操作后的多股线以及将多股线从所述旋转加捻器输出的效果。当所述旋转加捻器对输入其中的多股线实施旋转加捻时所述卷线器与所述旋转加捻器存在旋转的转速差异从而使得输入所述加捻装置的多股线经过所述旋转加捻器加捻之后会被卷绕于所述卷线器之上,如此则所述卷线器就起到了一个将加捻后的多股线收集起来的效果,接下来由于所述卷线器是中空的,所以在本发明中卷绕于所述卷线器上的多股线可以从所述卷线器上解绕下来再进入所述卷线器的中空内部然后输出至所述旋转加捻器与所述卷线器之外。在本发明中,输出至所述旋转加捻器与所述卷线器之外的多股线接下来可以被前述背景技术一节提及的所述收集卷绕装置牵拉然后卷绕成最终成品的加捻多股线筒,当然也可以再实施进一步的加捻操作,也即本发明提供的加捻装置的所述加捻器也有可能在所述旋转加捻器与所述卷线器之后再增设额外的加捻部件以增强多股线的加捻效果。
作为上述技术方案的一种进一步优化的技术方案,对本发明来说,所述加捻装置的加捻器还可以再包括一个环锭纺加捻组件,被输出至所述旋转加捻器与所述卷线器之外的多股线会被输入至所述环锭纺加捻组件再次被实施加捻,也就是说,输入所述加捻装置的多股线先经由所述旋转加捻器加捻再被所述卷线器收集之后会被输出至所述环锭纺加捻组件再次实施一道加捻实施操作以后才被加捻机的所述收集卷绕装置牵拉卷绕成最终成品的加捻多股线筒,也即所述加捻器包含了两个加捻组件,其一是所述旋转加捻器,其二就是这里所述的所述环锭纺加捻组件,如此在这种优化的技术方案当中所述加捻装置的加捻器的加捻效果就被大大增强了。
作为前述第一种技术方案的一种优选的实施方案,所述卷线器将包括一根中空的转轴,所述转轴安装在所述加捻器的所述支架上而且可以自由旋转,如此则便于卷线器被驱动旋转,中空的转轴则有利于将卷绕在所述卷线器上的被旋转加捻器加捻过的多股线从转轴的中空内部输出。由于本发明的所述旋转加捻器在工作时也是需要持续旋转的,所以在这种实施方案中,所述旋转加捻器就将套装于所述卷线器的所述转轴之上而且可以自由旋转。这种实施方案实际上也是完全可行的,只需在所述转轴与加捻器的所述支架之间以及所述转轴与所述旋转加捻器之间配上轴承即可。如上所述由于本实施方案采用了中空的转轴,所以从所述卷线器上解绕下来的多股线将经由所述转轴的中空内部输出至所述旋转加捻器与所述卷线器之外。
作为上述采用中空的转轴的优选实施方案的一种进一步优化的技术方案,为了便于将卷绕收集在所述卷线器上的多股线解绕下来从而得以输出至所述卷线器和旋转加捻器之外,在本技术方案中,所述卷线器还将包括一个紧固套装在所述转轴上的具有一头大一头小的锥形外部轮廓的卷线筒,经由所述旋转加捻器实施旋转加捻的多股线会卷绕在所述卷线筒之上,从所述卷线筒上解绕下来的多股线将经由所述卷线筒锥形外部轮廓的小头一端穿入所述卷线筒的转轴然后输出至所述旋转加捻器与所述卷线器之外。在本发明的这种技术方案中,所述卷线筒实际上就是所述卷线器的核心部件,因为直接卷绕收集被所述旋转加捻器实施加捻后的多股线的就是所述卷线筒,而且将所述卷线筒设置为一头大一头小的锥形外部轮廓可以使卷绕在卷线筒上的多股线比较容易的从小头一侧解绕下来。
作为前述采用中空的转轴的优选实施方案的另一项进一步优化的技术方案,所述旋转加捻器和所述卷线器上都将具有传动轮结构从而可以被驱动自由旋转,这两者具备了传动轮结构之后就可以方便的以传动带或同步带来使得两者可以被持续的驱动旋转并使得转向和精确的转速控制也成为可能。
作为前述采用一头大一头小的锥形外部轮廓的卷线筒的技术方案的一种优选的实施方案,套装在所述转轴上的所述旋转加捻器包括一个中空的转盘,输入所述加捻装置的多股线会被牵引至所述转盘的边沿然后折弯卷绕在所述转盘内部的卷线筒上。也即在这种实施方案中多股线是在旋转加捻器上的所述转盘边沿上被折弯的。需要注意的是采用这种转盘结构的旋转加捻器只是出于便于以车床加工盘状旋转体零件的考虑,当然也可以采用其他形式可以让多股线产生折弯结构的零件比方说折弯的穿线管等等。
作为前述采用中空的转轴的优选实施方案的另一项进一步优化的技术方案,所述加捻器将还包括一根中空的中轴,所述卷线器的转轴套装于所述中轴之上而且可以围绕所述中轴自由的旋转;所述中轴插装在所述加捻器的所述支架上。也即在本发明的这种技术方案中,所述旋转加捻器和所述卷线器从外到内都间接或直接的套装在所述中轴之上,所述旋转加捻器和所述卷线器也都通过所述中轴才得以安装在加捻器的所述支架之上。需要指出的是本发明也完全可以不采用所述中轴而令所述卷线器的转轴直接插装于所述支架的技术方案,本技术方案之所以采用所述中轴是想利用所述中轴的旋转来进一步对穿入卷线器中空内部的多股线实施加捻,因为穿入卷线器中空内部的多股线可以抵靠在所述中轴的入口端壁之上产生从而折弯,如前所述所有的加捻机床都会采用多股线的收集卷绕装置来牵拉多股线离开加捻装置然后收集卷绕成为最终成品的加捻多股线筒,所以穿入卷线器中空内部的多股线就将持续受到牵拉的作用力从而在中轴的入口端壁折弯处产生径向夹紧效果,再配合所述中轴的旋转就可以再一次对多股线实施加捻。由于采用了中空的中轴,所以在本技术方案中,从所述卷线筒上解绕下来的多股线进入所述卷线器的转轴之时会穿入所述中轴的中空内部并经由所述中轴的中空内部输出至所述旋转加捻器与卷线器之外。
作为上述技术方案的一种优选的实施方案,如上所述插装在所述加捻器的所述支架上的所述中轴在本实施方案中就可以被驱动围绕自身的轴心线自由持续地旋转,如前所述只需也在所述中轴之上设置传动轮等结构即可。
作为前述采用环锭纺加捻组件的技术方案的一种优选的实施方案,所述环锭纺加捻组件将包括一个可以夹紧从所述旋转加捻器与所述卷线器输出的多股线并持续牵拉所述多股线将其从所述旋转加捻器与所述卷线器当中牵拉出来并持续输入给所述环锭纺加捻组件的多股线夹持输入部件,所述多股线夹持输入部件比方说就可以采用一对紧贴在一起并相向旋转的辊筒然后让这对辊筒夹持着多股线并持续相向旋转即可。在本实施方案中,与前述传统的环锭纺细纱机类似,本发明提供的加捻装置的加捻器包括的所述环锭纺加捻组件会包括一个环形的钢领和一个以所述钢领为旋转轨道的钢丝圈,从所述环锭纺加捻组件的所述多股线夹持输入部件输入的多股线将穿过钢丝圈并且在所述钢丝圈上折弯然后再卷绕在插装于环形的所述钢领的中空内部的一个线筒之上,所述线筒可以进行持续的旋转进而通过多股线牵引所述钢丝圈沿着环形的所述钢领进行持续的旋转从而对多股线实施旋转加捻。这里的所述线筒实际上就相当于背景技术一节提及的传统环锭纺细纱机中的纡管。
最后,本发明还提供一种加捻机,采用如上所述的本发明提供的对多股线实施加捻操作的所述加捻装置,如此则如前所述采用了该加捻装置的加捻机可以方便的将并纱工序与加捻工序或者粗纱加捻成细纱的细纱工序与络筒工序整合为一道单一的工序。具体地说,利用本发明提供的加捻机进行多股线的加捻操作时,首先将多个原料线筒的纱线汇集成一股多股线然后牵引至所述旋转加捻器,然后令多股线在所述旋转加捻器的折弯部位手工进行折弯再使多股线在所述旋转加捻器内部的卷线器上缠绕几圈之后令多股线从所述卷线器的中空内部输出,输出的多股线头可以被引入所述加捻装置的加捻器的其他加捻组件或者直接牵拉至加捻机的收集卷绕装置,然后再开动加捻机就可以开始加捻工作,如此就可以将多个原料线筒的纱线一步到位源源不断地加工成为最终成品的加捻多股线筒。
综上所述,本发明提供的一种加捻装置和采用所述加捻装置加捻机,可以说完美继承了成熟的倍捻机和环锭纺细纱机的加捻原理并且将两者合而为一,而且可以方便的将传统的倍捻机和环锭纺细纱机所必需的两道工序整合进一台加捻机之内一气呵成的完成,成功地利用单独一台加捻机设备一步到位实现了传统倍捻机和环锭纺细纱机各自的两道分离的工序的生产目标,节约了场地,也节约了动力能源的消耗和相应的用工成本。
附图说明
图1是本发明提供的一种加捻装置的第一实施例的加捻器的外形与横截面示意图。本图被图中一根竖线分成了左右两个视图,为便于分辨左右视图,本图中的左视图和右视图的下方分别标以(1)和(2),也即左视图是本图1的第(1)子图,右视图则是本图1的第(2)子图。图1的左视图展示的加捻器的外形而右视图展示的则是通过加捻器的中轴线的横截面示意图。为了突出显示所述加捻装置的核心部件加捻器的组成和外形本图省略展示了经由加捻器被实施加捻的多股线,而后面的图3则就是在本图的基础上展示了多股线是如何经由所述加捻器被实施旋转加捻的。如图1所示并参考后面的图2、图3、图4以及图5,从多个原料线筒引出的多根纱线在被输入所述加捻装置的加捻器之前需要将多根纱线汇集成一根多股线,汇集的方法可以如上述这些说明书附图所示采用一个简单的集线环104或者采用一个集线环104再加上一对夹持着多股线并相向旋转的辊筒1024来实现,当然也是可以采用其他方法的。参考本图1和图3至图5,倘若再增设一对所述辊筒1024可以适度的夹紧所述多股线如此则有利于与所述卷线器102配合从两头牵拉多股线从而如前所述让多股线处处产生轴向的拉力。将多根纱线汇集再输入加捻装置的装置可以包括在本发明提供的所述加捻装置当中,也可以包括在采用所述加捻装置的加捻机之中。如本图所示并参考后面的图2、图3、图4和图5,第一实施例的所述加捻器1的旋转加捻器101包括一个中空的转盘1011和所述转盘1011中央中空的直筒,所述直筒的外围还具有传统轮1012结构,注意在本图1以及图2和图3当中所有的传动轮结构都以淡灰色填充,这些传动轮的表面可以采用摩擦轮也完全可以齿轮结构等。如本图1所示并参考图3至图5,在第一实施例中所述转盘1011的外沿上紧固插装有一个瓷环10112,输入所述旋转加捻器的多股线将经由所述瓷环10112穿过所述转盘1011的外沿并经由所述瓷环10112在转盘1011的外沿产生一道折弯,所述瓷环10112的光滑的表面可以减少多股线穿行其中的摩擦力。如本图1所示并参考图2至图5,在本实施例中,所述加捻器1的卷线器由一根中空的转轴1022和紧固套装于其上的一头大一头小的中空锥形的卷线筒1021,在旋转加捻器101处完成折弯并且被实施旋转加捻的多股线就将被卷绕在所述卷线筒1021的大头一侧,然后转圈从小头一侧解绕并折弯向下从所述转轴1022内部输出至所述旋转加捻器101与卷线器102之外。所述卷线器102的转轴1022的外部也具有与旋转加捻器101类似的传动轮10222结构,所述旋转加捻器和所述卷线器的传动轮结构都赋予了两者可以被精确地驱动旋转的可能性,如此则两者的转速可以被精确的调控从而形成一定的转速差如前所述就可以保持输入加捻器1的多股线在被卷绕到所述卷线器102之前处处保持轴向的拉力,如此则可以确保多股线在旋转加捻器101的折弯处产生径向夹紧效果,如图1所示并参考图3至图5,当所述旋转加捻器101持续旋转时多股线就将在所述转盘1011的外沿被夹紧并随着转盘1011的旋转而持续围绕多股线输入加捻器1的方向旋转,而且在本发明中多股线的旋转角速度方向是具有垂直与多股线输入方向的分量的如此则由多股纱线汇集而成的多股线就可以被实施有效的加捻操作。如本图1所示并参考图2至图5,所述旋转加捻器101的直筒部分与所述卷线器102的转轴1022之间配有滚动轴承1061,如此则两者虽然有共同的旋转轴心线但彼此之间的摩擦力在实际工作是基本上可以忽略不计。如本图1所示并参考图2至图5,在本实施例中,所述加捻器1的旋转加捻器101和卷线筒1021都间接和直接的通过一根中空的中轴103插装在所述加捻器1的支架105之上,所述卷线器102的转轴1022直接套装在所述中轴103之上,而所述旋转加捻器101则通过套装在所述转轴1022从而间接套装在所述中轴103之上。所述转轴1022与所述中轴103之间配有滚动轴承1062,故而套装在所述中轴103之上的所述卷线器102可以确保被驱动进行自由的旋转;插装在加捻器1的支架105的所述中轴103与支架105之间也配有滚动轴承1063,而且所述中轴103的下端紧固套装有一个传动轮1032,如此则在本实施例中所述中轴103实际上也是可以被精确地驱动旋转的。如前所述之所以采用所述中轴103是想利用所述中轴103的旋转来进一步对穿入卷线器102中空内部的多股线实施加捻,如本图1至图3所示,因为穿入卷线器中空内部的多股线可以抵靠在所述中轴103的入口端壁之上产生从而折弯,如前所述所有的加捻机床都会采用多股线的收集卷绕装置来牵拉多股线离开加捻装置然后收集卷绕成为最终成品的加捻多股线筒4,所以穿入卷线器102中空内部的多股线就将持续受到牵拉的作用力从而在中轴103的入口端壁折弯处产生径向夹紧效果,再配合所述中轴103的旋转就可以再一次对多股线实施加捻。如图1和图3所示,一种极端的可能是可以让所述中轴103伸出于所述转轴1022和所述卷线筒1021之外如此则从卷线筒1021的小头一端解绕下来并进入所述卷线器102内部的多股线就将在所述中轴103的端口处产生最大程度的折弯从而达到最好的径向夹紧效果。由于采用了中空的中轴,所以在本实施例中,如图1至图5所示,从所述卷线筒1021上解绕下来的多股线进入所述卷线器102的转轴1022之时会穿入所述中轴103的中空内部并经由所述中轴103的中空内部输出至所述旋转加捻器101与卷线器102之外。
图2是本发明提供的一种加捻装置的第一实施例的加捻器的零部件分步拆解示意图。本图当中有三根竖线折线将本图分为左中右三个视图,从左至右依次展示了本发明提供的一种加捻装置的第一实施例的加捻器的不同拆解程度的零部件爆炸分解示意图,为细致凸显相关零部件的装配关系右视图还省略展示了左视图和中视图已经展示过的一些零部件,右视图和中视图相对于左视图也缩小了零部件的大小比例。为便于分辨左中右视图,本图中的左视图、中视图和右视图的下方分别标以(1)、(2)和(3),也即左视图是本图2的第(1)子图,中视图是本图2的第(2)子图,右视图则是本图2的第(3)子图。结合图1并参考图3至图5可以清楚的看清第一实施例的加捻器各个零部件的组成和装配关系。注意本图和图1以及后面的图3为了以尽肯能大的尺寸展示相关零部件两图都以波浪线省略展示了一些零部件的部分,比方说省略展示了加捻器的支架105连接到加捻机的机架2的长臂部分和汇集原料线筒的多股纱线为一根多股线的集线环104的细长支架等。
图3是本发明提供的一种加捻装置的第一实施例的加捻器的加捻原理示意图。与图1类似本图3被图中一根竖线分成了左右两个视图,为便于分辨左右视图,本图中的左视图和右视图的下方分别标以(1)和(2),也即左视图是本图3的第(1)子图,右视图则是本图3的第(2)子图。其实图3就是在前面的图1基础上增加展示了多股线是如何经由第一实施例的加捻器被旋转加捻的,对比图1,本图3当中多展示出来那些线条事实上就指代了来自原料线筒的多股纱线和输入所述加捻器进行加捻的多股线,而为了凸显所述加捻器的加捻原理本图3省略展示了零部件的附图标记的引线,其实相关的附图标记及其引线完全可以参看图1。如本图3和图1所示并参考图4和图5,从多个原料线筒牵拉而出的多股纱线都被引入一个集线环104从而合并为一根多股线,所述多股线接着穿过旋转加捻器101的转盘1011外沿卷绕在卷线器102的核心部件卷线筒1021大头一端上。如本图3所示并参考图1、图3、图4和图5,第一实施例的加捻器在工作时所述转盘1011和所述卷线筒1021都会旋转且转速存在差异,如此就可以源源不断的将多股线卷绕在所述卷线器102之上,当然在加捻机工作前的初始化阶段操作人员需要首先牵引多股线折弯穿过转盘1011外沿之后在所述卷线筒1021上紧密缠绕多圈形成足够的摩擦力从而可以将多股线相对稳定地圈固在所述卷线器102之上,如此则当加捻机开动后所述卷线器102旋转之时就可以牵拉多股线将其卷绕在自身的卷线筒1021之上。本图乃至后面的图4至图6当中位于所述集线环104与转盘1011外沿之间的多股线呈现一个纺锤形是因为所述旋转加捻器101在工作时会高速旋转故而多股线在离心力的作用下向外膨出。如本图3和图4所示在第一实施例中所述卷线筒1021为一头大一头小的锥形,如此则从旋转加捻器101折弯而来的多股线卷绕在所述锥形的大头一侧就便于从小头一侧解绕,如前所述加捻机都会配有多股线的收集卷绕装置在加捻机开动后源源不断地牵拉收集被加捻机的加捻装置实施加捻后的多股线,如本图3所示并参考图4和图5,在所述收集卷绕装置持续不断的牵拉作用下,卷绕在所述卷线筒1021大头一侧的多股线将一圈一圈的逐步向小头一侧推进并最终解绕然后折弯进入所述卷线器102的转轴1022内部,在本实施例中如图1至图3所示并参考图4和图5所述转轴1022是套装在中空的中轴103外部的,故而从卷线筒1021解绕下来进入卷线器102中空内部的多股线进入所述转轴1022之时也就会穿入所述中轴103之内并从所述中轴103输出至所述旋转加捻器101与所述卷线器102之外,也即在本实施例中输出至整个加捻器1之外了。需要指出的是如果本发明提供的加捻装置的加捻器除了所述旋转加捻器和卷线器这两个核心部件之外还包括了额外的加捻组件的话则从如图3所示的旋转加捻器和卷线器输出的多股线就将进入加捻器的所述额外的加捻组件再进一步实施加捻了,具体的一个实例可参看图6所示的本发明加捻装置的加捻器的第二实施例示意图。
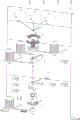
图4是采用本发明提供的一种加捻装置第一实施例的加捻机的示意图。图4实际上就是在图3的基础上补足展示了一整台加捻机,也即采用了本发明提供的一种加捻装置的加捻机的一个典型实施例。如本图4所示并参考图1和图3,在采用了加捻器的第一实施例的一台加捻机中,所述加捻器1加捻器通过支架105紧固安装在加捻机的机架2之上,所述加捻器1的旋转加捻器101、卷线器102以及中轴103的相应传动轮都有相应的电机5和传动带6驱动从而带动所述旋转加捻器101、卷线器102和中轴103持续地旋转,注意所述中轴103也完全可以固定不转。如本图4所示,从多个原料线筒3引出纱线都被穿入一个集线环104从而合并为一股待加捻的多股线,所述多股线穿入旋转加捻器101的转盘1011外沿的瓷环10112之内并折弯然后卷绕在卷线器102的卷线筒1021之上,所述加捻机的工作时旋转加捻器101的转盘1011和卷线筒1021在电机5和传动带6的驱动下会持续不断的进行旋转而且其转速可以被精确的调控形成转速差,位于一条传动带6之上的箭头指示了传动带的行进方向。如本图4所示并参考图1至图3,所述转盘1011和卷线筒1021在加捻机开动后可以被设定为顺着图中弧形箭头的方向持续不断的旋转而且所述卷线器102及其卷线筒1021的转速会被设定为比所述旋转加捻器101的转盘1011稍大一些,如此则所述卷线器102就可以源源不断地牵拉多股线并将其卷绕在自身的卷线筒1021之上。如本图4所示,所述加捻器还配有一个电机5驱动的单根辊筒配置的多股线的所述收集卷绕装置持续牵拉多股线从所述加捻器1当中输出并卷绕成最终成品的加捻多股线筒4,位于所述加捻多股线筒4之前的一个双向滑移活塞杆的气缸7以及由气缸7驱动的推杆702可以在所述加捻多股线筒4旋转的同时拖拉多股线从而形成所述加捻多股线筒4的有规律的锥形外形。如图4所示并参考前面的图1至图3,实际生产时,操作人员首先需要手工牵引多个原料线筒3的纱线通过所述集线环104合并为一股多股线,再将多股线穿入加捻器1的旋转加捻器101的转盘1011外沿的瓷环10112内然后折弯卷绕在转盘1011中心的卷线器102的卷线筒1021之上,注意在将多股线卷绕到卷线筒1021之前先手工捻转多股线使其产生捻回。在本实施例中所述卷线筒1021的大头一端与所述转盘1011的外沿大致处于同一平面故而在转盘1011的瓷环10112处折弯的多股线会很自然的被卷绕在所述卷线筒1021的大头一侧。手动将多股线在所述卷线筒1021的大头一侧紧紧缠绕几圈后再使所述多股线从卷线筒1021的小头一侧折弯穿入所述卷线筒1021之中并穿入所述转轴1022与中轴103,注意要多股线在紧紧卷绕在卷线筒1021之上以后需要留有足够的长度以穿出所述卷线器102并牵引至所述收集卷绕装置。之后再将多股线引至最终成品的所述加捻多股线筒4并在其上紧紧缠绕多圈使得加捻多股线筒4旋转后就可以持续牵引多股线从所述卷线器102上解绕下来。做完上述一些列准备工作后即可开动如图4所述的加捻机,彼时四个如本图4所示的电机5就将通过各自的传动带6驱动相应的旋转加捻器101、卷线器102、中轴103以及加捻多股线筒4持续旋转从而完成从多个原料线筒3一步到位生产出最终产品的加捻多股线筒4的整个工作流程。参考图1至图4需要指出一点是虽然本发明加捻装置第一实施例的加捻器1将卷线器102的转轴1022套装在了一根中轴103之上,但在具体实施本发明只是也完全可以去掉所述中轴103而将所述卷线器102的转轴1022直接插装在加捻装置的加捻器1的支架105之内。在本发明中,如本图4所示并参考图1至图3,所述加捻器1的核心加捻部件实际上就是所述旋转加捻器,而所述卷线器实际上是用来控制多股线被所述旋转加捻器实施加捻的程度的,无论卷线器的转速是快于所述旋转加捻器还是慢于所述旋转加捻器,只要所述卷线器的转速越是接近所述旋转加捻器的转速则多股线在旋转加捻器上被旋转加捻的时间就越长从而多股线的加捻程度就越大,反之如果所述卷线器与所述旋转加捻器的转速差越大则多股线在所述旋转加捻器上停留从而被实施旋转加捻的时间就越短从而被施加的捻回就越小。如本图4所示并参考前面的图1至图3,在本发明中之所以要让卷绕在卷线器102上的多股线从卷线器102的中空内部输出至旋转加捻器101与卷线器102之外是因为多股线将随着所述旋转加捻器101持续不停的旋转形成一整个俗称“气圈”的纺锤体,故而多股线是无法穿越所述纺锤体而离开所述旋转加捻器101和卷线器102的,让多股线从纺锤体的开口一端输出才是可行的,参考图1至图4所述纺锤体的开口实际上就是所述旋转加捻器101以及所述卷线器102的内部。在本发明中,多股线从卷线器102上解绕并输出至旋转加捻器101与卷线器102之外的动力来自加捻机的多股线收集卷绕装置,或者参考后面的图6是来自加捻器1包括的后续的加捻组件。另外请注意本图4所示的加捻机只是本发明提供的加捻装置和采用该加捻装置的加捻机的一种示意性质的实施方式,在具体实施本发明时完全可以有诸多的改进和变化,比方说在所述卷线筒1021的大头一侧安装压力传感器实时监控多股线卷绕在所述卷线筒1021上的紧致程度从而动态调整所述卷线器102与所述旋转加捻器101的转速差以及动态调整所述收集卷绕装置的多股线牵拉牵拉收集速度保证多股线在所述卷线筒1021上既可以稳定的卷绕从而固定在大头一侧也不至于因为卷绕圈数太多而影响顺利的解绕,本实施例将卷线器101的卷线部位设计为一头大一头小的锥形就是为了便于多股线从大头一端向小头一端的解绕。如此种种的改进只要是根据本发明的权利要求书所述的技术原理实施的所欲技术方案都属于本发明权利要求所声明保护的范畴。
图5是采用本发明提供的一种加捻装置第一实施例的改进型的加捻机的示意图。参考前面的图4,实际上与图4所示的一种加捻装置和加捻机相比,图5所示的加捻装置和加捻机也就是多了一对辊筒1042,该对辊筒1042位于将多股纱线汇集合并为一股多股线的集线环104之后且位于所述旋转加捻器101和所述卷线器以及其他可能的加捻器1所包括的加捻组件之前,在本发明中所述辊筒1042仅仅是为了提供给多股线一定的径向夹紧力而并不会妨碍多股线行进输入给加捻器1,本图5当中所述辊筒1042前端面的两个弧形箭头代表了两个辊筒1042在多股线行进时可能会被动进行的相向旋转的方向。如图5所示并参考图3和图4,这对辊筒1042的加入有助于配合所述卷线器102与所述旋转加捻器101之间的转速差从多股线的两段同时牵拉多股线使得多股线可以产生足够的轴向拉力从而使多股线在旋转加捻器101的折弯处产生足够的径向夹紧力。在本实施例中,如本图5所示,当加捻机开动时位于一对所述辊筒1042和所述转盘1011外沿瓷环10112之间的那段多股线就将随着所述旋转加捻器101的转盘1011的旋转而不停地被实施旋转加捻。
图6是采用本发明提供的一种加捻装置第二实施例的加捻机的示意图。如本图6所示并参考前面的图4和图5,实际上本发明提供的加捻装置的第二实施例与第一实施例的差别就在于第二实施例在第一实施例的旋转加捻器101和卷线器102基础上又增设了一个环锭纺加捻组件1700,当然对本发明来说也完全可以增设其他种类和数量的加捻组件来提升本发明加捻装置的加捻效果。如本图7所示并参考后面的图7和图8,在本发明提供的加捻装置的第二实施例中,所述环锭纺加捻组件1700包括了一对由电机5驱动的辊筒1704,这对辊筒1704紧密夹持着多股线并在电机驱动下持续相向旋转源源不断地将多股线从所述旋转加捻器101与卷线器102当中牵拉出来从而输出至所述环锭纺加捻组件1700,在第二实施例中一对所述辊筒1704之前还有一个集线环供多股线穿过以稳定多股线的行进方向。经由所述辊筒1704输入至环锭纺加捻组件1700的多股线与在传统的环锭纺细纱机被加捻的程序一样也是穿入一个钢丝圈1702折弯然后卷绕在一根高速旋转的纡管1703之上,所述钢丝圈1702与传统的环锭纺细纱机一样也是可以在多股线的牵拉下围绕着一个环形的钢领1701持续的旋转。如本图6所示并参考图7和图8,所述纡管1073在加捻机开动后会在相应的电机5和传动带6的驱动下持续高速旋转,本图6当中位于所述纡管1703上方的一对弧形箭头就指示了所述纡管1703的旋转方向,所述纡管1703下方的传动带6上的一个直箭头则示意了传动带6的行进方向。与传统的环锭纺细纱机的加捻原理一样,在第二实施例中,高速旋转的纡管1703带动多股线沿着钢领1701持续旋转,同时所述纡管1703与所述辊筒1704又在多股线的两头牵拉着多股线从而使其在钢丝圈1702的折弯处被径向夹紧,如此则多股线随着纡管1703旋转就被持续的实施旋转加捻。所述环锭纺加捻组件1700对多股线的加捻效果取决于一对辊筒1704牵拉多股线的速度以及所述纡管1703的旋转速度,本图6当中所述辊筒1704上的一对弧线箭头指示的是一对辊筒1704相向旋转的方向,具体的环锭纺加捻原理可以参考其他技术资料这里就不再复述,毕竟环锭纺细纱机早已是一个成熟公开的技术了。对比由图4和图5展示的加捻装置的第一实施例的加捻装置,由本图6展示的加捻装置可以说在一套旋转加捻器和卷线器的基础上又增设了一套强有力的加捻组件,所以采用第二实施例的加捻机相比于采用第一实施例的加捻机就可以实现更好的加捻效果。需要说明的是由于第二实施例采用了置后的环锭纺加捻组件,故而最终成品就是由所述纡管1703卷绕加捻后的多股线形成的加捻多股线筒。
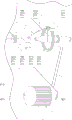
图7是本发明提供的一种加捻装置的第二实施例的环锭纺加捻组件的示意图之一。本图实际上就是前面的图6所示的加捻机当中所述环锭纺加捻组件1700的放大特写,如本图7所示并参考前面的图6,从中轴103下端的传动轮1032内部输出的多股线离开所述旋转加捻器101与卷线器102之后就将进入环锭纺加捻组件1700再一次被实施旋转加捻,所述多股线从卷线器102上解绕下来并输出至所述环锭纺加捻组件1700的动力都来源于环锭纺加捻组件1700当中的那一对由电机驱动相向旋转的辊筒1704,该对辊筒1704紧密夹持着多股线并持续相向旋转就可以牵拉多股线使其从前面的卷线筒1021的小头一侧源源不断的解绕下来,当然在所述卷线筒1021的大头一侧多股线也会源源不断地卷绕上去,本图7中那对辊筒1704上面的单线弧线箭头指示的就是一对辊筒1704相向旋转方向。被一对辊筒1704卷绕牵拉输入至环锭纺加捻组件1700的多股线如本图7所示会穿过所述钢丝圈1702并在钢丝圈1702处发生折弯然后卷绕至纡管1703之上,在电机5和传动带6的驱动下所述纡管1703持续旋转并通过多股线带动钢丝圈1702围绕钢领1701持续旋转就可以将位于所述钢丝圈1702和一对辊筒1704之间的多股线再一次实施旋转加捻并形成最终成品。如本图7所示的加捻机在开机前的初始化时,除了如前所述的将多股线穿过旋转加捻器101并紧固卷绕在所述卷线器102之上以外,还必须留出足够的长度穿入所述环锭纺加捻组件1700进行初始化,也即必须留出足够的长度穿过所述环锭纺加捻组件1700的集线环1705、一对辊筒1704,接着穿过所述钢丝圈1702并折弯然后紧密卷绕在所述纡管1703之上。待上述初始化工作全部完成方可开动如本图6所示的加捻机进行加捻多股线筒的生产。需要指出的是在实际生产时,如本图7所示的加捻机需要精确且动态地调控环锭纺加捻组件1700的辊筒1704的卷绕速度,因为所述辊筒1704的卷绕牵拉多股线的速度既要保证所述卷线器102上的多股线不至于卷绕的太多而造成多股线难以解绕,也要保证所述卷线器102上的多股线不至于卷绕的太少而使得所述卷线筒1021的大头一端无法正常从转盘1011外沿牵拉卷绕多股线,实际上前面的图4和图5所示的加捻机的多股线的收集卷绕装置当中的多股线牵拉速度也需要如图6和本图7所示的一对辊筒1704那般精确且动态的进行调控,道理如上所述也是一样的。
图8是本发明提供的一种加捻装置的第二实施例的环锭纺加捻组件的示意图之二。本图实际上是为了展示所述钢丝圈1702套装于所述钢领1701并可以在所述钢领1701上持续旋转的原理的,在本图8当中所述钢领1701被切掉一端以暴露出其工字形的横截面,而所述钢丝圈1702如本图8所示是开口的且钢丝圈本体是有弹性的所以所述钢丝圈1702就可以套装在所述钢领1701之上且可以沿着钢领1701持续不停的进行旋转。实际上环锭纺加捻原理和环锭纺细纱机早已是成熟的技术方案,本图8也就是复述一下环锭纺相关零部件的组成和特征来使得本说明书的描述更容易获得理解。
[附图标记清单]
1:加捻器;101:旋转加捻器;1011:转盘;10112:瓷环;1012:传动轮;102:卷线器;1021:卷线筒;1022:转轴;10222:传动轮;103:中轴;1032:传动轮;104:集线环;1042:辊筒;105:支架;1061:滚动轴承;1062:滚动轴承;1063:滚动轴承;1700:环锭纺加捻组件;1701:钢领;1702:钢丝圈;1703:纡管:1704:辊筒;1705:集线环;2:机架;3:原料线筒;4:加捻多股线筒;5:电机:6:传动带;7:气缸;702:推杆。
具体实施方式
接下来用几个具体的典型实施例并结合前述“背景技术”、“发明内容”和“附图说明”三节的内容对本发明进行详细描述。
具体地说,如图4、图5以及图1所示,本发明提供的一种加捻装置的第一实施例,与目前公开的加捻技术方案一样,也包括对输入所述加捻装置的多股线实施加捻然后输出的加捻器1以及所述加捻器1的支架105。同以倍捻机和环锭纺细纱机为代表的普通加捻装置的技术方案相比,如图1至图5所示,本发明提供的所述加捻装置的所述加捻器1包括一个通过旋转对输入所述加捻装置的多股线实施加捻的旋转加捻器101,所述加捻器1还包括一个插装于所述旋转加捻器101内部的卷线器102,如图3至图5所示输入所述加捻装置的多股线会在所述旋转加捻器101产生至少一道折弯然后卷绕在所述卷线器102之上。参考图3至图5,在本发明中所述旋转加捻器101进行旋转时,所述卷线器102也可以进行旋转而且所述卷线器102与所述旋转加捻器101的转速存在差异故而所述卷线器102与所述旋转加捻器101之间的多股线会被持续的绷紧,如此则所述多股线将处处存在轴向的拉力从而在多股线折弯部位产生一个对多股线的径向夹紧效果。因为折弯部位两侧的多股线的轴向拉力的合力会使多股线对其折弯部位的抵靠物产生一个压力,该压力的反作用力作用于多股线的折弯部位就会压迫多股线,也就产生所述径向夹紧效果。在本发明中,如图3至图5所示,所述旋转加捻器101的多股线折弯部位会随着所述旋转加捻器101的旋转同步围绕所述旋转加捻器101的旋转轴心线进行旋转从而实现对多股线实施旋转加捻,在图4和图5所示的加捻装置的第一实施例中多股线的折弯部位就是在旋转加捻器101的转盘1011的外沿。旋转加捻器对多股线实施旋转加捻的原理也很好理解,如图3至图5所示折弯部位的多股线在被径向夹紧的同时再进行旋转就可以实现多股线的加捻,因为这与用手捏住多股线的同时旋转就可以对多股线实施加捻操作的原理是一样的,注意图3当中省略了图4和图5当中指代旋转加捻器101与卷线器102旋转方向的弧形箭头,但图3当中的所述旋转加捻器101与卷线器102在工作时肯定是同向旋转且两者这件存在转速差的。在本发明中,参考图1至图5,所述卷线器102除了上述绷紧多股线令其产生轴向拉力的作用之外,还可以起到收集被所述旋转加捻器101实施旋转加捻操作后的多股线以及将多股线从所述旋转加捻器101输出的效果。如图3至图5所示当所述旋转加捻器101对输入其中的多股线实施旋转加捻时所述卷线器102与所述旋转加捻器101存在旋转的转速差异从而使得输入所述加捻装置的多股线经过所述旋转加捻器101加捻之后会被卷绕于所述卷线器102之上,如此则所述卷线器102就起到了一个将加捻后的多股线收集起来的效果,接下来如图1至图5所示由于所述卷线器102是中空的,所以在本发明中卷绕于所述卷线器102上的多股线可以从所述卷线器102上解绕下来再进入所述卷线器102的中空内部然后输出至所述旋转加捻器101与所述卷线器102之外。如图1至图5所示,在加捻装置的第一实施例中所述多股线卷绕在卷线器102的核心部件卷线筒1021的大头一侧,从小头一侧解绕下来再折弯进入卷线筒1021的内部通过中空的转轴1022与中空的中轴103输出至所述旋转加捻器101与卷线器102之外。在本发明中,如图4和图5所示输出至所述旋转加捻器101与所述卷线器102之外的多股线接下来可以被前述背景技术一节提及的所述收集卷绕装置牵拉然后卷绕成最终成品的加捻多股线筒,需要指出的是所述收集卷绕装置不必拘泥于图4至图5所示的单个电机5驱动加捻多股线筒4旋转来牵拉收集多股线方式,也完全可以采用一对相向旋转的辊筒来夹紧并牵拉多股线的方式来实施多股线的收集,也完全可以采用其他的方式来实现多股线的收集卷绕效果。注意本发明也可以如图7所示在所述旋转加捻器与卷线器组合之后再利用所述加捻器可以包括的其他加捻组件对多股线实施进一步的加捻操作,也即本发明提供的加捻装置的所述加捻器也有可能在所述旋转加捻器101与所述卷线器102之后再增设额外的加捻部件以增强多股线的加捻效果。
作为上述技术方案的一种进一步优化的技术方案,对本发明来说,如图6所示的加捻装置的第二实施例所示,所述加捻装置的加捻器1还可以再包括一个环锭纺加捻组件1700,在第二实施例总被输出至所述旋转加捻器101与所述卷线器102之外的多股线会被输入至所述环锭纺加捻组件1700再次被实施加捻,也就是说,输入所述加捻装置的多股线先经由所述旋转加捻器101加捻再被所述卷线器102收集之后会被输出至所述环锭纺加捻组件1700再次实施一道加捻实施操作以后才被加捻机的所述收集卷绕装置牵拉卷绕成最终成品的加捻多股线筒,如图6所示这里的加捻多股线筒是由多股线卷绕在所述纡管1703上卷绕而成的。如图6所示第二实施例的加捻装置的所述加捻器实际上包含了两个加捻组件,其一是所述旋转加捻器101,其二就是这里所述的所述环锭纺加捻组件1700,如此在这种优化的技术方案当中所述加捻装置的加捻器的加捻效果就被大大增强了。
作为前述第一种技术方案的一种优选的实施方案,以加捻装置的第一实施例为例,如图1至图5所示所述卷线器102将包括一根中空的转轴1022,所述转轴1022安装在所述加捻器1的所述支架105上而且可以自由旋转,如此则便于卷线器102被驱动旋转,中空的转轴1022则有利于将卷绕在所述卷线器102上的被旋转加捻器101加捻过的多股线从转轴1022的中空内部输出。由于本发明的所述旋转加捻器101在工作时也是需要持续旋转的,所以如图1至图5所示在这种实施方案中,所述旋转加捻器101就将套装于所述卷线器102的所述转轴1022之上而且可以自由旋转。这种实施方案是完全可行的,只需如图1至图3所示在所述转轴1022与加捻器的所述支架105之间以及所述转轴1022与所述旋转加捻器101之间配上轴承即可,对第一实施例来说采用的都是滚动轴承。如上所述由于本实施方案采用了中空的转轴1022,所以从所述卷线器102上解绕下来的多股线将经由所述转轴1022的中空内部输出至所述旋转加捻器101与所述卷线器102之外。
作为上述采用中空的转轴的优选实施方案的一种进一步优化的技术方案,以加捻装置的第一实施例和第二实施例为例,为了便于将卷绕收集在所述卷线器102上的多股线解绕下来从而得以输出至所述卷线器102和旋转加捻器101之外,在本技术方案中,如图1在图6所示,所述卷线器102还将包括一个紧固套装在所述转轴1022上的具有一头大一头小的锥形外部轮廓的卷线筒1021,经由所述旋转加捻器101实施旋转加捻的多股线会卷绕在所述卷线筒1021之上,从所述卷线筒1021上解绕下来的多股线将经由所述卷线筒1021锥形外部轮廓的小头一端穿入所述卷线筒1021的转轴1022然后输出至所述旋转加捻器101与所述卷线器102之外。在本发明的这种技术方案中,如图1至图6所示,所述卷线筒1021实际上就是所述卷线器102的核心部件,因为直接卷绕收集被所述旋转加捻器101实施加捻后的多股线的就是所述卷线筒1021,而且将所述卷线筒1021设置为一头大一头小的锥形外部轮廓可以使卷绕在卷线筒1021上的多股线比较容易的从小头一侧解绕下来。
作为前述采用中空的转轴的优选实施方案的另一项进一步优化的技术方案,以加捻装置的第一和第二实施例为例,如图1至图6所示,所述旋转加捻器101和卷线器102上都将具有传动轮结构从而可以被驱动自由旋转,这两者具备了传动轮结构之后就可以方便的以传动带或同步带来使得两者可以被持续的驱动旋转并使得转向和转速的精确控制成为可能。
作为前述采用一头大一头小的锥形外部轮廓的卷线筒的技术方案的一种优选的实施方案,以加捻装置的第一和第二实施例为例,如图1至图6所示,套装在所述转轴102上的所述旋转加捻器101包括一个中空的转盘1011,输入所述加捻装置的多股线会被牵引至所述转盘1011的边沿然后折弯卷绕在所述转盘1011内部的卷线筒1021上。也即在这种实施方案中多股线是在旋转加捻器101上的所述转盘1011边沿上被折弯的。需要注意的是采用这种转盘结构的旋转加捻器101只是出于便于以车床加工盘状旋转体零件的考虑,当然也可以采用其他形式可以让多股线产生折弯结构的零件比方说折弯的穿线管等等。
作为前述采用中空的转轴的优选实施方案的另一项进一步优化的技术方案,以第一和第二实施例为例,如图1至图6所示,所述加捻器1将还包括一根中空的中轴103,所述卷线器102的转轴1022套装于所述中轴103之上而且可以围绕所述中轴103自由的旋转;所述中轴103插装在所述加捻器1的所述支架105上。也即在本发明的这种技术方案中,所述旋转加捻器101和所述卷线器102从外到内都间接或直接的套装在所述中轴103之上,所述旋转加捻器101和所述卷线器102也都通过所述中轴103才得以安装在加捻器1的所述支架105之上。需要指出的是本发明也完全可以不采用所述中轴103而令所述卷线器102的转轴1022直接插装于所述支架105的技术方案,本技术方案之所以采用所述中轴103是想利用所述中轴103的旋转来进一步对穿入卷线器102中空内部的多股线实施加捻,因为如图3所示穿入卷线器102中空内部的多股线可以抵靠在所述中轴103的入口端壁之上产生从而折弯,如前所述所有的加捻机床都会采用多股线的收集卷绕装置来牵拉多股线离开加捻装置然后收集卷绕成为最终成品的加捻多股线筒,所以穿入卷线器102中空内部的多股线就将持续受到牵拉的作用力从而在中轴103的入口端壁折弯处产生径向夹紧效果,再配合所述中轴103的旋转就可以再一次对多股线实施加捻。由于采用了中空的中轴103,所以在本技术方案中,如图1和图3所示,从所述卷线筒1021上解绕下来的多股线进入所述卷线器102的转轴1022之时会穿入所述中轴1022的中空内部并经由所述中轴103的中空内部输出至所述旋转加捻器101与卷线器102之外。
作为上述技术方案的一种优选的实施方案,以加捻装置的第一和第二实施例为例,如上所述插装在所述加捻器1的所述支架105上的所述中轴103在本实施方案中就可以被驱动围绕自身的轴心线自由持续地旋转,如前所述只需也在所述中轴103之上如图1至图6设置传动轮1032等结构即可。
作为前述采用环锭纺加捻组件的技术方案的一种优选的实施方案,以加捻装置的第二实施例为例,如图6至图8所示所述环锭纺加捻组件1700将包括一个可以夹紧从所述旋转加捻器101与所述卷线器102输出的多股线并持续牵拉所述多股线将其从所述旋转加捻器101与所述卷线器102当中牵拉出来并持续输入给所述环锭纺加捻组件1700的多股线夹持输入部件,所述多股线夹持输入部件比方说就可以采用一对紧贴在一起并相向旋转的辊筒然后让这对辊筒夹持着多股线并持续相向旋转即可,如图6至图8所示的加捻装置的第二实施例的所述环锭纺加捻组件1700就采用了这种方式,所述环锭纺加捻组件1700所包括的一对辊筒1704也即所述多股线夹持输入部件。在本实施方案中,与前述传统的环锭纺细纱机类似,如图6至图8所示本发明提供的加捻装置的加捻器1包括的所述环锭纺加捻组件1700会包括一个环形的钢领1701和一个以所述钢领为旋转轨道的钢丝圈1702,从所述环锭纺加捻组件1700的所述多股线夹持输入部件输入的多股线将穿过钢丝圈1702并且在所述钢丝圈1702上折弯然后再卷绕在插装于环形的所述钢领1701的中空内部的一个线筒之上,在第二实施例中所述线筒就是图6至图8所示的纡管1703,所述线筒可以进行持续的旋转进而通过多股线牵引所述钢丝圈1702沿着环形的所述钢领1701进行持续的旋转从而对多股线实施旋转加捻。
最后,本发明还提供一种加捻机,如图4、图5和图6所示,采用如上所述的本发明提供的对多股线实施加捻操作的所述加捻装置,如此则如前所述采用了该加捻装置的加捻机可以方便的将并纱工序与加捻工序或者粗纱加捻成细纱的细纱工序与络筒工序整合为一道单一的工序。具体地说,利用本发明提供的加捻机进行多股线的加捻操作时,参考图4至图6,首先将多个原料线筒3的纱线汇集成一股多股线然后牵引至所述旋转加捻器101,然后令多股线在所述旋转加捻器101的折弯部位手工进行折弯再使多股线在所述旋转加捻器101内部的卷线器102上缠绕几圈之后令多股线从所述卷线器102的中空内部输出,输出的多股线头可以被引入所述加捻装置的加捻器的其他加捻组件或者直接牵拉至加捻机的收集卷绕装置,然后再开动加捻机就可以开始加捻工作,如此就可以将多个原料线筒的纱线一步到位源源不断地加工成为最终成品的加捻多股线筒4。
注意以上描述的具体实施方式并不是用以限制本发明的实施方式的,本发明在具体实施时肯定还有多种可能的实现方式和各种优化与改进,比方说在卷线筒1021上设置一圈环形凹陷以便于多股线稳固卷绕于其上不至于轻易松散解绕;或者加装各种传感器密切监控多股线在卷线器102上的盘绕圈数,根据传感器的参数动态调控多股线的收集卷绕装置的卷绕牵拉收集加捻多股线的速度以及动态调控所述卷线器102与旋转加捻器101的转速等等,举凡是在本发明技术原理范围内所做的任何修改、替换和常规改进等,只要是基于本发明的技术原理的,均包含在本发明的权利要求书声明的专利权人的知识产权保护范围之内。
Claims (10)
1.一种加捻装置,包括对输入所述加捻装置的多股线实施加捻然后输出的加捻器(1)以及所述加捻器(1)的支架,所述加捻装置的特征是:
所述加捻器(1)包括一个通过旋转对输入所述加捻装置的多股线实施加捻的旋转加捻器(101),所述加捻器(1)还包括一个插装于所述旋转加捻器(101)内部的卷线器(102),输入所述加捻装置的多股线会在所述旋转加捻器(101)产生至少一道折弯然后卷绕在所述卷线器(102)之上;所述旋转加捻器(101)进行旋转时,所述卷线器(102)也可以进行旋转而且所述卷线器(102)与所述旋转加捻器(101)的转速存在差异故而所述卷线器(102)与所述旋转加捻器(101)之间的多股线会被持续的绷紧,所述旋转加捻器(101)的多股线折弯部位会随着所述旋转加捻器(101)的旋转同步围绕所述旋转加捻器(101)的旋转轴心线进行旋转从而实现对多股线实施旋转加捻;所述卷线器(102)是中空的,当所述旋转加捻器(101)对输入其中的多股线实施旋转加捻时所述卷线器(102)与所述旋转加捻器(101)存在旋转的转速差异从而使得输入所述加捻装置的多股线经过所述旋转加捻器(101)加捻之后会被卷绕于所述卷线器(102)之上,卷绕于所述卷线器(102)上的多股线可以从所述卷线器(102)上解绕下来再进入所述卷线器(102)的中空内部然后输出至所述旋转加捻器(101)与所述卷线器(102)之外。
2.根据权利要求1所述的一种加捻装置,其特征是:所述加捻装置的所述加捻器(1)还包括一个环锭纺加捻组件(1700),被输出至所述旋转加捻器(101)与所述卷线器(102)之外的多股线会被输入至所述环锭纺加捻组件(1700)再次被实施加捻。
3.根据权利要求1所述的一种加捻装置,其特征是:所述卷线器(102)包括一根中空的转轴(1022),所述转轴(1022)安装在所述加捻器(1)的所述支架上而且可以自由旋转;所述旋转加捻器(101)套装于所述卷线器(102)的所述转轴(1022)之上而且可以自由旋转;从所述卷线器(102)上解绕下来的多股线将经由所述转轴(1022)的中空内部输出至所述旋转加捻器(101)与所述卷线器(102)之外。
4.根据权利要求3所述的一种加捻装置,其特征是:所述卷线器(102)还包括一个紧固套装在所述转轴(1022)上的具有一头大一头小的锥形外部轮廓的卷线筒(1021),经由所述旋转加捻器(101)实施旋转加捻的多股线会卷绕在所述卷线筒(1021)之上,从所述卷线筒(1021)上解绕下来的多股线将经由所述卷线筒(1021)锥形外部轮廓的小头一端穿入所述卷线筒(1021)的转轴(1022)然后输出至所述旋转加捻器(101)与所述卷线器(102)之外。
5.根据权利要求3所述的一种加捻装置,其特征是:所述旋转加捻器(101)和所述卷线器(102)上都具有传动轮结构从而可以被驱动自由旋转。
6.根据权利要求4所述的一种加捻装置,其特征是:套装在所述转轴(1022)上的所述旋转加捻器(101)包括一个中空的转盘(1011),输入所述加捻装置的多股线会被牵引至所述转盘(1011)的边沿然后折弯卷绕在所述转盘(1011)内部的卷线筒(1021)上。
7.根据权利要求4所述的一种加捻装置,其特征是:所述加捻器(1)还包括一根中空的中轴(103),所述卷线器(102)的转轴(1022)套装于所述中轴(103)之上而且可以围绕所述中轴(103)自由的旋转;所述中轴(103)插装在所述加捻器(1)的所述支架上;从所述卷线筒(1021)上解绕下来的多股线进入所述卷线器(102)的转轴(1022)之后会穿入所述中轴(103)的中空内部并经由所述中轴(103)的中空内部输出至所述旋转加捻器(101)与卷线器(102)之外。
8.根据权利要求7所述的一种加捻装置,其特征是:插装在所述加捻器(1)的所述支架上的所述中轴(103)可以被驱动围绕自身的轴心线自由持续地旋转。
9.根据权利要求2所述的一种加捻装置,其特征是:所述环锭纺加捻组件(1700)包括一个可以夹紧从所述旋转加捻器(101)与所述卷线器(102)输出的多股线并持续牵拉所述多股线将其从所述旋转加捻器(101)与所述卷线器(102)当中牵拉出来并持续输入给所述环锭纺加捻组件(1700)的多股线夹持输入部件,所述环锭纺加捻组件(1700)还包括一个环形的钢领(1701)和一个以所述钢领(1701)为旋转轨道的钢丝圈(1702),从所述环锭纺加捻组件(1700)的所述多股线夹持输入部件输入的多股线将穿过钢丝圈(1702)并且在所述钢丝圈(1702)上折弯然后再卷绕在插装于环形的所述钢领(1701)的中空内部的一个线筒之上,所述线筒可以进行持续的旋转进而通过多股线牵引所述钢丝圈(1702)沿着环形的所述钢领(1701)进行持续的旋转从而对多股线实施旋转加捻。
10.一种加捻机,包括机架(2)和对多股线实施加捻操作的加捻装置,其特征是所述加捻装置采用权利要求1所述的一种加捻装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020398423 | 2020-03-25 | ||
| CN2020203984234 | 2020-03-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212669896U true CN212669896U (zh) | 2021-03-09 |
Family
ID=74814363
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020758373.6U Active CN212669896U (zh) | 2020-03-25 | 2020-05-10 | 一种加捻装置和采用该加捻装置的加捻机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212669896U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113502569A (zh) * | 2021-09-07 | 2021-10-15 | 江苏柏琳家用纺织品有限公司 | 一种用于加捻复丝线的装置及其使用方法 |
| CN114084743A (zh) * | 2021-11-28 | 2022-02-25 | 常州宏双纺机有限公司 | 一种无钩高捻度加捻机 |
-
2020
- 2020-05-10 CN CN202020758373.6U patent/CN212669896U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113502569A (zh) * | 2021-09-07 | 2021-10-15 | 江苏柏琳家用纺织品有限公司 | 一种用于加捻复丝线的装置及其使用方法 |
| CN113502569B (zh) * | 2021-09-07 | 2021-12-03 | 江苏柏琳家用纺织品有限公司 | 一种用于加捻复丝线的装置及其使用方法 |
| CN114084743A (zh) * | 2021-11-28 | 2022-02-25 | 常州宏双纺机有限公司 | 一种无钩高捻度加捻机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN212669896U (zh) | 一种加捻装置和采用该加捻装置的加捻机 | |
| CN105040192B (zh) | 一种双包缠平行纺纱方法 | |
| CN106192120B (zh) | 一种三丝包缠平行纺纱线、纺纱装置和纺纱方法 | |
| CN100503917C (zh) | 生产合股线的纺织机及方法 | |
| CN112210852A (zh) | 一种加捻装置以及使用该加捻装置的加捻机 | |
| US4056924A (en) | Yarn-twisting method and apparatus | |
| CN113445160A (zh) | 一种加捻装置和采用该加捻装置的加捻机 | |
| CN113215694A (zh) | 一种纱线加捻和卷绕分离的纺纱方法以及纺纱机 | |
| CN106567163B (zh) | 一种环锭包缠纱纺纱装置和纺纱方法 | |
| CN219342422U (zh) | 一种纱线多股并捻机构 | |
| CN219408635U (zh) | 一种可减少纱疵的并线机合股装置 | |
| CN111519288A (zh) | 一种加捻装置以及使用该加捻装置的加捻机 | |
| CN211497922U (zh) | 一种加捻装置以及采用该加捻装置的加捻机 | |
| JPS6344846B2 (zh) | ||
| CN112941675A (zh) | 一种加捻装置以及采用该加捻装置的加捻机 | |
| CN113215689A (zh) | 一种纺纱方法以及具有这种方法的纺纱设备 | |
| CN114836856A (zh) | 一种环锭纺纱系统 | |
| CN211814794U (zh) | 一种合股线牵伸还原装置以及使用其的纱线绕卷成型机 | |
| CN114875530A (zh) | 一种真空加捻制线(拼线)机用锭芯收卷成型式倍捻锭子 | |
| CN210826496U (zh) | 一种加捻装置以及使用该加捻装置的加捻机 | |
| CN114908444A (zh) | 一种加捻装置和采用该加捻装置的加捻机 | |
| EP0096540A2 (en) | A method and apparatus for producing spun yarn having true twist | |
| CN106567172B (zh) | 一种环锭平行纺纱装置和纺纱方法 | |
| CN113201813A (zh) | 一种独立卷绕的纺纱方法以及纺纱机 | |
| JPS6130049B2 (zh) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |