CN212311489U - 角向定位卡具 - Google Patents
角向定位卡具 Download PDFInfo
- Publication number
- CN212311489U CN212311489U CN202021491190.9U CN202021491190U CN212311489U CN 212311489 U CN212311489 U CN 212311489U CN 202021491190 U CN202021491190 U CN 202021491190U CN 212311489 U CN212311489 U CN 212311489U
- Authority
- CN
- China
- Prior art keywords
- push
- push rod
- angular
- angular positioning
- jaw seat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Jigs For Machine Tools (AREA)
Abstract
一种角向定位卡具,主要用于对曲轴的角向进行定位。浮动顶尖经推盘体与油缸拉杆连接,浮动顶尖与推盘体之间设有矩型压缩弹簧,卡具与油缸活塞杆之间通过拉杆连接,拉杆与推盘体连接,推盘体上装有推盘,推盘分别卡在下推杆、左、右侧推杆、角向推杆一端的卡槽内,推盘与锁紧在推盘体上的锁紧螺母之间设有推盘压缩弹簧,推杆、角向推杆另一端锲形面分别与卡爪座及滑动块的锲形斜面配合。本实用新型具有角向定位功能,可对工件的角向进行紧密和可靠夹紧定位,自动化及柔性化程度非常高,作业过程安全可靠,可有效提高工件的加工精度,减轻操作人员的劳动强度。主要应用于卡紧曲轴轴颈及对其角向定位面进行定位。
Description
技术领域
本实用新型涉及汽车零部件制造技术领域,具体是一种用于加工曲轴主轴颈、连杆颈及主连轴颈平衡块端面的角向定位卡具。
背景技术
曲轴的结构一般由主轴颈、连杆颈、曲柄臂、平衡块、大端和小端组成。曲轴的主轴颈与连杆颈之间有一定的偏心距,对于普通机床来说,加工非常麻烦。通常使用的普通车床,只能加工主轴颈,而带有偏心距的连杆颈以及平衡块两侧,在普通车床上很难完成加工,若要采用普通车床加工,必须制作很笨重的专用夹具,安装及使用非常麻烦。曲轴的主轴颈与连杆颈及主连轴颈平衡块端面的加工还可使用进口内铣机床,但进口机床存在以下缺点:
1、机床老化。
2、由于各品种曲轴加工的尺寸范围大,型号多,换型频繁,进口机床无法满足新产品开发需求,且进口机床按原有曲轴结构设计,柔性化程度非常低。
3、价格昂贵,若新增生产线就需要重新购买进口机床,生产成本非常高。
4、进口机床关键配件国内无法购买,更换不方便,维修需要请国外专家,周期长,费用昂贵。
结合以上曲轴加工现状,曲轴主连轴颈及平衡块端面自动加工设备应运而生,该设备的刀盘由CNC控制系统控制其在横向、垂直方向、竖直方向的切削位置。曲轴未夹紧之前其两端外圆落在两端轴向定位卡具上的辅助支撑上,轴向定位卡具上的拉杆带动浮动顶尖前伸顶在小端顶尖孔上,使曲轴左移将曲轴的大端端面靠到轴向定位卡具上的轴向定位挡块上完成轴向定位,两端轴向定位卡具内的推盘再带动卡爪完成自动夹紧曲轴大端外圆和小端主轴颈外圆,曲轴被夹紧后开始加工,左、右刀盘停在指定位置,仅右刀盘转动、进给,切削主轴颈M2;左刀盘、中心架、右刀盘移到加工位置,中心架合拢卡紧已加工过的主轴颈M2,左刀盘、右刀盘同时加工,依次一次性加工出一个连轴颈、一个主轴颈及主连轴颈平衡块端面。
现有的轴向定位卡具无法对曲轴的角向进行精准定位。刀盘在加工连杆颈时,如果连杆颈角向位置没有定位,刀盘将无法找准连杆颈加工中心,连杆颈就没办法加工。并且,在加工过程中,曲轴所受到的刀具径向切削力非常大,单靠两端各三个卡爪夹紧,会导致曲轴受径向切削力而在卡爪上因打滑而转动。角向定位可以起到抵抗径向力的作用。因此,研究一种能对曲轴角向进行可靠定位的角向定位卡具就显得非常重要。
发明内容
为克服现有技术的不足,本实用新型的发明目的在于提供一种角向定位卡具,以实现对工件的角向进行自动定位。
为实现上述发明目的,本实用新型角向定位卡具的卡具体内装有浮动顶尖,浮动顶尖经推盘体与油缸的拉杆连接,浮动顶尖与推盘体之间设有矩型压缩弹簧;油缸安装在支架上,支架上带有可发出角向定位卡具卡紧加工件的卡紧、松开信号的两个无触点开关及相应晃块;角向定位卡具与油缸的活塞杆之间通过拉杆连接,拉杆与推盘体连接,推盘体上装有推盘,推盘分别卡在下推杆、左侧的推杆、右侧的推杆、角向推杆一端的卡槽内,推盘与锁紧在推盘体上的锁紧螺母之间设有推盘压缩弹簧,下推杆、左侧的推杆、右侧的推杆、角向推杆另一端的锲形面分别与下侧的卡爪座二、左侧的卡爪座一、右侧的卡爪座一、滑动块的锲形斜面配合,油缸的活塞杆运动,通过推盘带动下推杆、左侧的推杆、右侧的推杆、两个角向推杆,再由下推杆与下侧的卡爪座二、左侧的推杆与左侧的卡爪座一、右侧的推杆与右侧的卡爪座一、角向推杆与滑动块之间的锲形斜面使轴向运动转换为下侧的卡爪座二、左侧的卡爪座一、右侧的卡爪座一上的三个卡爪,以及滑动块上的两个角向定位卡爪的径向运动,实现角向定位装置上的内六角圆柱端紧定螺钉卡紧或松开加工件的角向定位面后,再实现三个卡爪对加工件的卡紧或松开。
所述卡爪座一上端切割有豁口,其非夹紧状态时的开口距离K>加工件直径;卡爪的夹持精度由装在角向定位卡具上的卡爪座一和卡爪座二与卡爪之间的调整垫来调整;角向定位卡具通过卡具体上面的直通式压注油杯向卡具体内注油;角向定位卡具上带有吹风结构,风管由气动三联件通过软管连接到卡具体上,松开加工件时风管向卡具体内吹风,风吹掉一部分残留在卡具体上的铁屑。
所述角向定位卡具下方对称设置有两个辅助支撑。
本实用新型与现有技术相比,角向定位卡具为液压三爪自定心卡具,具有角向定位功能,可对工件的角向进行精密和可靠夹紧定位,自动化及柔性化程度非常高,作业过程安全可靠,可有效提高工件的加工精度,减轻操作人员的劳动强度。主要用于卡紧曲轴轴颈及对其角向定位面进行定位。
附图说明
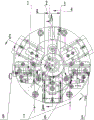
图1为本实用新型的结构简图。
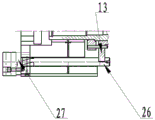
图2为图1的A-A剖视图。
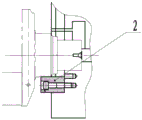
图3为图1的C-C旋转视图。
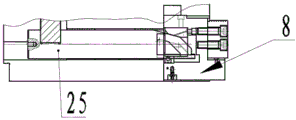
图4为图1的F-F旋转视图。
图5为图1的G-G旋转视图。
图中:1、角向定位卡爪;2、辅助支撑;3、卡爪;4、开口距离K;5、直通式压注油杯;6、内六角圆柱端紧定螺钉;7、角向定位面;8、卡爪座一;9、卡爪座二;10、调整垫;11、浮动顶尖;12、卡具体;13、推盘;14、卡具止口;15、矩型压缩弹簧;16、气动三联件;17、推盘压缩弹簧;18、下推杆;19、推盘体;20、拉杆;21、油缸;22、晃块;23、支架;24、无触点开关;25、推杆;26、角向推杆;27、滑动块;28、角向定位卡具。
具体实施方式
如图1、图2、图3、图4、图5所示,本实用新型的角向定位卡具28为液压三爪自定心卡具,主要用于卡紧曲轴轴颈并对其角向定位面7进行定位,角向定位卡具28可通过卡具止口14与可移动支架等安装到位。卡具体12内装有浮动顶尖11,浮动顶尖11经推盘体19与油缸21的拉杆20连接,浮动顶尖11与推盘体19之间设有矩型压缩弹簧15;油缸21安装在支架23上,支架23上带有可发出角向定位卡具28卡紧曲轴主轴颈的卡紧、松开信号的两个无触点开关24及晃块22;角向定位卡具28与油缸21的活塞杆之间通过拉杆20连接,拉杆20与推盘体19连接,推盘体19上装有推盘13,推盘13分别卡在下推杆18、左侧的推杆25、右侧的推杆25、角向推杆26一端的卡槽内,推盘13与锁紧在推盘体19上的锁紧螺母之间设有推盘压缩弹簧17,下推杆18、左侧的推杆25、右侧的推杆25、角向推杆26另一端的锲形面分别与下侧的卡爪座二9、左侧的卡爪座一8、右侧的卡爪座一8、滑动块27的锲形斜面配合,油缸21的活塞杆运动,通过推盘13带动下推杆18、左侧的推杆25、右侧的推杆25、两个角向推杆26,再由下推杆18与下侧的卡爪座二9、左侧的推杆25与左侧的卡爪座一8、右侧的推杆25与右侧的卡爪座一8、角向推杆26与滑动块27之间的锲形斜面使轴向运动转换为下侧的卡爪座二9、左侧的卡爪座一8、右侧的卡爪座一8上的三个卡爪3,以及滑动块27上的两个角向定位卡爪1的径向运动,实现角向定位装置上的内六角圆柱端紧定螺钉6卡紧或松开曲轴的角向定位面7后,再实现三个卡爪3对曲轴主轴颈的卡紧或松开,角向定位卡具28下方对称设置有两个辅助支撑2,角向定位卡具28在未卡紧曲轴之前,曲轴落在辅助支撑2上。
所述卡爪座一8上端切割有豁口,其非夹紧状态时的开口距离K>曲轴主轴颈直径,以便在吊装曲轴等工件时,可以将其从角向定位卡具28的卡爪座一8的上端垂直下落放入角向定位卡具28内;卡爪3的夹持精度由装在角向定位卡具28上的卡爪座一8和卡爪座二9与卡爪3之间的调整垫10来调整;角向定位卡具28通过卡具体12上面的直通式压注油杯5向卡具体12内注油;角向定位卡具28上带有吹风结构,风管由气动三联件16通过软管连接到卡具体12上,松开工件时风管向卡具体12内吹风,风吹掉一部分残留在卡具体12上的铁屑。
本实用新型的角向定位卡具28的卡紧过程:角向定位卡具28的油缸21先动作,动作时浮动顶尖11前伸,先接触到曲轴的顶尖孔,将曲轴左移,使之紧靠到曲轴另一端的卡具上的轴向定位块上后不再移动;三个卡爪3及角向定位卡爪1继续前进,此时浮动顶尖11后面的矩型压缩弹簧15被压缩,角向定位卡爪1紧顶住曲轴的角向定位面7后即可保证曲轴的角向定位方向,角向推杆26的推盘13的后面推盘压缩弹簧17继续被压缩,卡爪3继续前进,直至卡紧曲轴主轴颈,并发出卡紧信号。为了保证角向定位卡爪1的夹持精度,通过调节M12×60内六角圆柱端紧定螺钉6来实现。
Claims (3)
1.一种角向定位卡具,其特征在于:该角向定位卡具(28)的卡具体(12)内装有浮动顶尖(11),浮动顶尖(11)经推盘体(19)与油缸(21)的拉杆(20)连接,浮动顶尖(11)与推盘体(19)之间设有矩型压缩弹簧(15);油缸(21)安装在支架(23)上,支架(23)上带有可发出角向定位卡具(28)卡紧工件的卡紧、松开信号的两个无触点开关(24)及晃块(22);角向定位卡具(28)与油缸(21)的活塞杆之间通过拉杆(20)连接,拉杆(20)与推盘体(19)连接,推盘体(19)上装有推盘(13),推盘(13)分别卡在下推杆(18)、左侧的推杆(25)、右侧的推杆(25)、角向推杆(26)一端的卡槽内,推盘(13)与锁紧在推盘体(19)上的锁紧螺母之间设有推盘压缩弹簧(17),下推杆(18)、左侧的推杆(25)、右侧的推杆(25)、角向推杆(26)另一端的锲形面分别与下侧的卡爪座二(9)、左侧的卡爪座一(8)、右侧的卡爪座一(8)、滑动块(27)的锲形斜面配合,油缸(21)的活塞杆运动,通过推盘(13)带动下推杆(18)、左侧的推杆(25)、右侧的推杆(25)、两个角向推杆(26),再由下推杆(18)与下侧的卡爪座二(9)、左侧的推杆(25)与左侧的卡爪座一(8)、右侧的推杆(25)与右侧的卡爪座一(8)、角向推杆(26)与滑动块(27)之间的锲形斜面使轴向运动转换为下侧的卡爪座二(9)、左侧的卡爪座一(8)、右侧的卡爪座一(8)上的三个卡爪(3),以及滑动块(27)上的两个角向定位卡爪(1)的径向运动,实现角向定位装置上的内六角圆柱端紧定螺钉(6)卡紧或松开工件的角向定位面(7)后,再实现三个卡爪(3)对工件的卡紧或松开。
2.根据权利要求1所述的角向定位卡具,其特征在于:所述卡爪座一(8)上端切割有豁口,其非夹紧状态时的开口距离K(4)>工件直径;卡爪(3)的夹持精度由装在角向定位卡具(28)上的卡爪座一(8)和卡爪座二(9)与卡爪(3)之间的调整垫(10)来调整;角向定位卡具(28)通过卡具体(12)上面的直通式压注油杯(5)向卡具体(12)内注油;角向定位卡具(28)上带有吹风结构,风管由气动三联件(16)通过软管连接到卡具体(12)上,松开工件时风管向卡具体(12)内吹风,风吹掉一部分残留在卡具体(12)上的铁屑。
3.根据权利要求1所述的角向定位卡具,其特征在于:所述角向定位卡具(28)下方对称设置有两个辅助支撑(2)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021491190.9U CN212311489U (zh) | 2020-07-27 | 2020-07-27 | 角向定位卡具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021491190.9U CN212311489U (zh) | 2020-07-27 | 2020-07-27 | 角向定位卡具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212311489U true CN212311489U (zh) | 2021-01-08 |
Family
ID=74035047
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021491190.9U Active CN212311489U (zh) | 2020-07-27 | 2020-07-27 | 角向定位卡具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212311489U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112296722A (zh) * | 2020-07-27 | 2021-02-02 | 襄阳福达东康曲轴有限公司 | 角向定位卡具 |
-
2020
- 2020-07-27 CN CN202021491190.9U patent/CN212311489U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112296722A (zh) * | 2020-07-27 | 2021-02-02 | 襄阳福达东康曲轴有限公司 | 角向定位卡具 |
| CN112296722B (zh) * | 2020-07-27 | 2024-04-16 | 襄阳福达东康曲轴有限公司 | 角向定位卡具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111002064A (zh) | 多工位自定位浮动夹紧及工件自翻转智能工装夹具系统 | |
| CN201960389U (zh) | 汽车制动毂数控立车夹具 | |
| CN211804900U (zh) | 多工位自定位浮动夹紧及工件自翻转智能工装夹具系统 | |
| CN212311489U (zh) | 角向定位卡具 | |
| CN112296722B (zh) | 角向定位卡具 | |
| CN212761182U (zh) | 轴向定位卡具 | |
| CN102430936A (zh) | 自适应夹毛坯外形机构 | |
| CN109483295B (zh) | 通用式自定心浮动定向夹紧装置 | |
| CN114029766B (zh) | 一种快速校正联同夹紧的回转减速器底座铣夹具及用法 | |
| CN216097725U (zh) | 四轴双工位液压夹具 | |
| CN209935926U (zh) | 一种镗孔用夹具 | |
| CN210060023U (zh) | 一种可调节管状电极的夹具 | |
| CN213289435U (zh) | 一种异形转换接头夹具 | |
| CN107552820B (zh) | 一种平管嘴零件加工系统 | |
| CN202344251U (zh) | 自适应夹毛坯外形机构 | |
| CN221516923U (zh) | 一种机床用定位工装 | |
| CN216967071U (zh) | 一种快速校正联同夹紧的回转减速器底座铣夹具 | |
| CN219292801U (zh) | 一种惯性环锪孔用反向定位工装 | |
| CN219170239U (zh) | 一种用于发动机缸体斜面孔系加工的液压夹具 | |
| CN220838961U (zh) | 一种高档数控设备快换式活塞专用夹具 | |
| CN216758185U (zh) | 一种端面驱动的轴类加工顶尖夹具 | |
| CN218426909U (zh) | 一种数控车床用升降式夹具 | |
| CN217619287U (zh) | 曲轴曲拐轴颈外圆车加工夹具 | |
| CN220260165U (zh) | 一种大型数控油孔加工机床的曲轴夹具 | |
| CN213411241U (zh) | 铣焊缝夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |