CN212286510U - 一种吊具箱梁的翻转焊接工装 - Google Patents
一种吊具箱梁的翻转焊接工装 Download PDFInfo
- Publication number
- CN212286510U CN212286510U CN202020015194.3U CN202020015194U CN212286510U CN 212286510 U CN212286510 U CN 212286510U CN 202020015194 U CN202020015194 U CN 202020015194U CN 212286510 U CN212286510 U CN 212286510U
- Authority
- CN
- China
- Prior art keywords
- roller frame
- frame
- lifting appliance
- box girder
- welding tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
本实用新型涉及一种吊具箱梁的翻转焊接工装,其特征是:包括支撑架,支撑架两侧各设置一组托辊,托辊由驱动装置驱动实现转动;在所述支撑架上放置托辊架,托辊架由托辊承托并由托辊驱动进行转动;所述托辊架的中部为允许结构箱体穿过的空腔,在空腔的侧壁上设置夹紧工装;所述夹紧工装包括底座、调节螺杆和压头,底座与托辊架固定连接,调节螺杆的一端与底座连接,调节螺杆的另一端连接用于压紧结构箱体的压头,调节螺杆能够对压头进行高度的调节。本实用新型能够适应不同大小的结构箱体的夹紧固定,并能保证焊接翻转过程中的夹紧牢度。
Description
技术领域
本实用新型涉及一种翻转焊接工装,尤其是一种吊具箱梁的翻转焊接工装,属于焊接工装技术领域。
背景技术
梁式吊具已普遍用于各种领域的吊装、转运等工作中,它不仅吊装质量大、安全,还操作简单。
现在的梁式吊具结构中,最常用的箱梁在制造过程中由于翻转很不方便,焊接难度大,严重影响焊接质量和焊接效率,针对上述问题,有必要进行改进。目前结构箱梁在车间制作时,采用的是翻身托辊进行翻身。将箱体与翻身工装固定再放置于托辊上进行翻转,箱体与翻身工装采用钢板焊接方式进行连接,一方面效率低下,另一方面也容易伤及结构母材,而且存在安全隐患。
发明内容
本实用新型的目的是克服现有技术中存在的不足,提供一种吊具箱梁的翻转焊接工装,能够适应不同大小的结构箱体的夹紧固定,并能保证焊接翻转过程中的夹紧牢度。
按照本实用新型提供的技术方案,所述吊具箱梁的翻转焊接工装,其特征是:包括支撑架,支撑架两侧各设置一组托辊,托辊由驱动装置驱动实现转动;在所述支撑架上放置托辊架,托辊架由托辊承托并由托辊驱动进行转动;
所述托辊架的中部为允许结构箱体穿过的空腔,在空腔的侧壁上设置夹紧工装;所述夹紧工装包括底座、调节螺杆和压头,底座与托辊架固定连接,调节螺杆的一端与底座连接,调节螺杆的另一端连接用于压紧结构箱体的压头,调节螺杆能够对压头进行高度的调节。
进一步地,所述底座通过底板与托辊架固定连接。
进一步地,所述底板与托辊架采用螺栓连接。
进一步地,所述驱动装置采用电机。
进一步地,所述托辊架包括第一架体和第二架体,第一架体和第二架体通过螺栓连接在一起形成外形为圆形的托辊架。
进一步地,所述托辊架中部的空腔为矩形空腔。
进一步地,所述夹紧工装设置在空腔的四个侧壁上。
进一步地,在所述底板和托辊架之间设置调整垫块。
进一步地,所述调整垫块上设有螺纹孔,调整垫块的上下端分别通过螺栓与托辊架和底板连接固定。
进一步地,所述调整垫块为方形连接块。
本实用新型具有以下优点:
本实用新型所述吊具箱梁的翻转焊接工装采用夹紧的方式对结构箱体进行夹紧再在托辊上使托辊架转动,以实现结构箱体的翻转,一方面能保证焊接翻转过程中的夹紧牢度,另一方面也能够适应不同大小的结构箱体的夹紧固定。
附图说明
图1为所述吊具箱梁的翻转焊接工装的主视图。
图2为所述托辊架的结构示意图。
图3为所述夹紧工装的结构示意图。
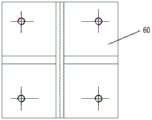
图4为所述调整垫块的结构示意图。
附图标记说明:10-支撑架、20-托辊、30-托辊架、31-第一架体、32-第二架体、40-结构箱体、50-夹紧工装、51-底板、52-底座、53-调节螺杆、54-压头、55-把手、60-调整垫块。
具体实施方式
下面结合具体附图对本实用新型作进一步说明。
如图1所示,本实用新型所述吊具箱梁的翻转焊接工装包括支撑架10,支撑架10两侧各设置一组托辊20,托辊20由电机驱动进行转动;在所述支撑架10上放置托辊架30,托辊架30由托辊20承托,在托辊20驱动下进行转动,以带动托辊架30所夹持的结构箱体进行翻转。在焊接时,翻转焊接工装左右对称各设置一个,结构箱体两端夹紧在左右对称设置的翻转焊接工装的托辊架30中,托辊20转动以驱动托辊架30转动,使得结构箱体进翻转,以便于结构箱体的焊接。
如图2所示,所述托辊架30包括第一架体31和第二架体32,第一架体31和第二架体32通过螺栓连接在一起形成外形为圆形的托辊架30,托辊架30的中部为矩形空腔,结构箱体40穿过该矩形空腔并夹紧在该矩形空腔中。在所述矩形空腔的四个侧壁上各设置两对夹紧工装50,如图3所示,所述夹紧工装50包括底板51、底座52、调节螺杆53和压头54,底板51与托辊架30固定连接(一般采用螺栓连接),底板51上固定底座52,底座52上设置调节螺杆53,调节螺杆53的一端与底座52连接,调节螺杆53的另一端连接压头54,调节螺杆53能够对压头54进行高低的调节,压头54的外表面为圆弧面,以避免压头54夹紧在结构箱体上时压伤母材;
当对较小尺寸的结构箱体40进行夹紧时,在所述底板51和托辊架30之间设置调整垫块60,如图4所示,所述调整垫块60为方形连接块,在调整垫块60上设有螺纹孔,当结构箱体太小时,将调整垫块60连接在托辊架30和底板51之间,调整垫块60的上下端分别通过螺栓与托辊架30和底板51连接固定。
所述调节螺杆53的调节范围为100 mm,当夹紧超大箱体时,可以拆除一排夹紧工装50,使用垫块固定。
为了方便调节螺杆53高度的调节,在调节螺杆53上设置有把手55。
本实用新型的工作原理:在焊接时,翻转焊接工装左右对称各设置一个,结构箱体两端夹紧在左右对称设置的翻转焊接工装的托辊架30中,结构箱体的四侧由夹紧工装50进行夹紧,托辊20转动以驱动托辊架30转动,使得结构箱体进翻转,以便于结构箱体的焊接。当对较小尺寸的结构箱体40进行夹紧时,在所述底板51和托辊架30之间设置调整垫块60。当夹紧超大箱体时,可以拆除一排夹紧工装50,使用垫块固定。
本实用新型采用夹紧的方式对结构箱体进行夹紧再在托辊上使托辊架转动,以实现结构箱体的翻转,一方面能保证焊接翻转过程中的夹紧牢度,另一方面也能够适应不同大小的结构箱体的夹紧固定。
Claims (10)
1.一种吊具箱梁的翻转焊接工装,其特征是:包括支撑架(10),支撑架(10)两侧各设置一组托辊(20),托辊(20)由驱动装置驱动实现转动;在所述支撑架(10)上放置托辊架(30),托辊架(30)由托辊(20)承托并由托辊(20)驱动进行转动;
所述托辊架(30)的中部为允许结构箱体穿过的空腔,在空腔的侧壁上设置夹紧工装(50);所述夹紧工装(50)包括底座(52)、调节螺杆(53)和压头(54),底座(52)与托辊架(30)固定连接,调节螺杆(53)的一端与底座(52)连接,调节螺杆(53)的另一端连接用于压紧结构箱体的压头(54),调节螺杆(53)能够对压头(54)进行高度的调节。
2.如权利要求1所述的吊具箱梁的翻转焊接工装,其特征是:所述底座(52)通过底板(51)与托辊架(30)固定连接。
3.如权利要求2所述的吊具箱梁的翻转焊接工装,其特征是:所述底板(51)与托辊架(30)采用螺栓连接。
4.如权利要求1所述的吊具箱梁的翻转焊接工装,其特征是:所述驱动装置采用电机。
5.如权利要求1所述的吊具箱梁的翻转焊接工装,其特征是:所述托辊架(30)包括第一架体(31)和第二架体(32),第一架体(31)和第二架体(32)通过螺栓连接在一起形成外形为圆形的托辊架(30)。
6.如权利要求1所述的吊具箱梁的翻转焊接工装,其特征是:所述托辊架(30)中部的空腔为矩形空腔。
7.如权利要求1所述的吊具箱梁的翻转焊接工装,其特征是:所述夹紧工装(50)设置在空腔的四个侧壁上。
8.如权利要求2所述的吊具箱梁的翻转焊接工装,其特征是:在所述底板(51)和托辊架(30)之间设置调整垫块(60)。
9.如权利要求8所述的吊具箱梁的翻转焊接工装,其特征是:所述调整垫块(60)上设有螺纹孔,调整垫块(60)的上下端分别通过螺栓与托辊架(30)和底板(51)连接固定。
10.如权利要求8所述的吊具箱梁的翻转焊接工装,其特征是:所述调整垫块(60)为方形连接块。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020015194.3U CN212286510U (zh) | 2020-01-05 | 2020-01-05 | 一种吊具箱梁的翻转焊接工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020015194.3U CN212286510U (zh) | 2020-01-05 | 2020-01-05 | 一种吊具箱梁的翻转焊接工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212286510U true CN212286510U (zh) | 2021-01-05 |
Family
ID=73933141
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020015194.3U Active CN212286510U (zh) | 2020-01-05 | 2020-01-05 | 一种吊具箱梁的翻转焊接工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212286510U (zh) |
-
2020
- 2020-01-05 CN CN202020015194.3U patent/CN212286510U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210413313U (zh) | 一种用于圆管钢构件焊接的翻转装置 | |
| CN202655837U (zh) | 一种轨道车辆裙板格栅焊接用旋转式工装 | |
| CN111659762A (zh) | 一种道岔垫板焊后调平压机 | |
| CN213195470U (zh) | 一种带翻转结构的锻造平台 | |
| CN212286510U (zh) | 一种吊具箱梁的翻转焊接工装 | |
| CN213470146U (zh) | 一种汽车零部件焊装夹具 | |
| CN210150620U (zh) | 一种液压提升夹爪 | |
| CN207723768U (zh) | 一种叉车挡货架机械手焊接用工装模具 | |
| CN203918313U (zh) | 一种方向盘焊接夹具 | |
| CN215034910U (zh) | 一种汽车车门焊接工装夹具 | |
| CN216226564U (zh) | 一种金属制品生产用冲压装置 | |
| CN214685016U (zh) | 一种搅拌摩擦焊双面焊接夹持装置 | |
| CN212885923U (zh) | 榫头式标准节主弦杆角钢夹具 | |
| CN211759515U (zh) | 一种减速机箱体焊接用夹紧工装 | |
| CN103420314B (zh) | 翻转装置 | |
| CN209349788U (zh) | 一种机器人用环卫车底架总成焊接工装 | |
| CN112192131A (zh) | 一种高端装备制造焊接夹具工装 | |
| CN221110515U (zh) | 一种单轨车侧梁组焊工装 | |
| CN2855989Y (zh) | 热压板平吊及翻身组合吊装工具 | |
| CN212705224U (zh) | 一种汽车前悬置部件焊接固定装置 | |
| CN213826490U (zh) | 一种四柱液压矫形机 | |
| CN220329645U (zh) | 一种框架工件用整平装置 | |
| CN219443969U (zh) | 一种节能变压器油箱盖自动焊接工装 | |
| CN220049601U (zh) | 一种模具生产用角度加工工装 | |
| CN219649069U (zh) | 一种用于电池仓的焊接定位装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |