CN211996320U - 碗包装食品的自动装卸输送线 - Google Patents
碗包装食品的自动装卸输送线 Download PDFInfo
- Publication number
- CN211996320U CN211996320U CN202020447455.9U CN202020447455U CN211996320U CN 211996320 U CN211996320 U CN 211996320U CN 202020447455 U CN202020447455 U CN 202020447455U CN 211996320 U CN211996320 U CN 211996320U
- Authority
- CN
- China
- Prior art keywords
- conveying
- line
- bowl
- height
- belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Abstract
本实用新型公开了碗包装食品的自动装卸输送线,包括理料线、换向装盘机构、集中加工线、卸料机构以及输出线,所述理料线包括依次排列在第一输送带上的初始进料通道、集中进料通道,所述初始进料通道和集中进料通道之间设有将初始进料通道内的碗包装送入每条集中进料通道内的拨叉输送机构;自动实现碗包装的整理、运输、换向、盘筐的持续供应等动作,大大提高生产效率。
Description
技术领域
本实用新型涉及食品包装机械,具体涉及一种碗包装食品的自动装卸输送线。
背景技术
碗包装食品是指预先定量包装或者制作在碗内的食品,单独包装好后往往还需要经过消毒、蒸煮等其他后续的加工,这些后续的加工通常是需要将单独的小包装集中整理运送到对应的工位进行加工而后再进行分装,这其中就至少包括理料、装框、周转、卸料等操作,现有设备不能完全自动的完成上述所有操作,或多或少需要人工参与,自动化程度不高,加工效率较低。
实用新型内容
本实用新型克服现有缺陷,提供一种碗包装食品的自动装卸输送线,能够连续自动完成理料、装盘、装筐、卸料操作,自动化程度膏,大大提高加工效率。
本实用新型通过以下技术方案实现:
碗包装食品的自动装卸输送线,其特征是:包括理料线、换向装盘机构、集中加工线、卸料机构以及输出线,所述理料线包括依次排列在第一输送带上的初始进料通道、集中进料通道,集中进料通道的通道数多于初始进料通道的通道数,所述初始进料通道和集中进料通道之间设有将初始进料通道内的碗包装送入每条集中进料通道内的拨叉输送机构;所述换向装盘机构包括吸取多个碗包装的吸附转向机构、抓取托盘的取放盘机构以及层叠托盘的高度递减输送台,所述吸附转向机构、取放盘机构分别滑动连接在第一水平滑架的前后侧,所述高度递减输送台位于所述第一水平滑架中部的下方;集中加工线为起始端在高度递减输送台下游的第二输送带,所述卸料机构包括高度递增输送台和取放碗机构,所述取放碗机构在第二水平滑架上水平滑动,所述高度递增输送台在所述第二输送带的下游且位于第二水平滑架的下方,所述输出线为起始端位于第二水平滑架的下方的第三输送带。
本实用新型进一步的改进方案是,所述拨叉输送机构包括横跨固定在第一输送带左右边框上的前固定架、后固定架以及由分隔板隔成的通道数与初始进料通道的通道数一样的分料通道,所述分料通道的前端与初始进料通道的末端一一对应,所述拨叉输送机构所有分隔板的前端固定在连接板上,所述连接板转动连接在所述前固定架上竖直设置的固定轴上,所述拨叉输送机构的所有分隔板的后端固定在连接块上,所述连接块由横向安装在后固定架上的换列同步带驱动左右平移。
本实用新型进一步的改进方案是,所述换列同步带由安装在后固定架上的步进电机驱动,所述连接块与换列同步带的上侧带体固连。
本实用新型进一步的改进方案是,所述第一水平滑架的两侧纵向安装有第一同步带,第一水平滑架上安装的第一电机驱动两侧的第一同步带运动,所述吸附转向机构包括第一滑台、吸附盘、转向机构,所述第一滑台的底部与所述第一同步带固连;所述吸附盘为矩形且位于所述第一滑台的下方,所述吸附盘的底面设有吸附碗包装的负压孔;所述转向机构包括水平转动连接在第一滑台上的转盘,所述转盘与所述吸附盘固连,转盘的周面开设有一段连续排列的齿条,与所述齿条啮合的转向齿轮由固定在第一滑台上的第二电机驱动,所述转盘的转动行程为90°。
本实用新型进一步的改进方案是,所述转盘上固定有伸缩缸,伸缩缸的活塞杆竖直向下穿过转盘与吸附盘的顶面固连。
本实用新型进一步的改进方案是,所述取放盘机构包括第二滑台、固定板以及抓手,所述第二滑台的底部与所述第一同步带固连,所述固定板位于第二滑台的下方且由竖直安装在第二滑台上的第三气缸驱动升降,所述抓手是位于固定板前后两侧对称设置的L形侧板,两个L形侧板由水平对称固定在固定板上的抓取气缸驱动同步伸缩;所述高度递减输送台是台面设置输送辊的流水线升降平台,所述的输送辊横向设置输送方向水平向左,所述集中加工线的起始端位于所述高度递减输送台的左侧,所述集中加工线的高度与高度递减输送台的最低位置等高。
本实用新型进一步的改进方案是,所述集中加工线从上游至下游依次包括了位于高度递减输送台左侧的度转向输送带,与第一输送带输送方向一致的直线加工输送带、度转向输送带、向右侧输送物料的直线输送带、度转向输送带、与第一输送带输送方向相反的反向输送带,所述反向输送带的末端位于所述高度递增输送台的后侧。
本实用新型进一步的改进方案是,所述第二水平滑架垂直于所述反向输送带设置,所述取放碗机构为伸缩缸驱动上下移动的所述吸附盘,所述卸料机构还包括所述的取放盘机构,所述卸料机构的取放盘机构位于所述吸附盘的左侧且均由设置在第二水平滑架两侧的第二同步带驱动左右滑动,所述输出线的起始端位于所述第二水平滑架右端的下方,所述输出线的高度与高度递增输送台的最高位置等高,所述高度递增输送台位于所述第二水平滑架中部的下方。
本实用新型进一步的改进方案是,还包括托盘回收线,所述托盘回收线为起始端位于所述第二水平滑架左端下方的空托盘回收输送带,所述空托盘回收输送带的高度与所述高度递减输送台的最高位置等高,所述空托盘回收输送带的末端位于所述第一水平滑架的后端下方。
本实用新型进一步的改进方案是,还包括筐周转线,所述筐周转线为起始端在高度递增输送台出口侧、末端在高度递减输送台进口侧的空筐回收输送带,所述空筐回收输送带的高度与高度递增输送台的最低位置等高。
本实用新型与现有技术相比具有以下优点:
本实用新型的理料线通过拨叉输送机构分配物料,拨叉输送机构的后端跟随换列同步带左右摆动从而在集中进料通道的不同通道间切换,能够将初始进料通道内的物料分配到每一个集中进料通道内,分列拨叉机构的前端转动连接在固定轴上作为后端摆动的支点,整条线由前自后将物料收集分列排布输送到下一工位、结构合理起到理料的作用。
吸盘转向机构和取放盘机构由第一同步带带动同时向前同时向后,经过分列排布的碗包装物料经由吸附盘吸取运送碗,吸附盘能够同时吸取和放下数个碗包装,输送的效率高;伸缩缸带动吸附盘上下动作,向下时负压孔吸住物料,向上时物料跟吸附盘抬起,气缸将吸附盘和转盘连接实现联动,转盘在齿条传动下转动从而带动吸附盘转动一定角度,齿条传动精确能够实现转动能够满足不同加工位置要求;取放盘机构在两个气缸的配合实现整体的升降和抓手的开合,抓手打开下行到达托盘的位置,然后合起抓住托盘,而后带动托盘上行,在第一同步带的带动下向中间平移,抓手下行打开将盘子放在高度递减的升降台上,然后取方盘机构向后滑动的同时吸盘转向机构移到托盘上方,吸附盘下行断开负压,碗包装放入恰好放入托盘内,此时高度递减升降台向下降一个托盘的高度,两机构往复工作不断叠加托盘,将排列好的碗包装物料放在托盘内后还能自动叠托盘。
高度递减升降台降到最低处其上的输送辊转动将其叠起来的物料输送到集中加工线上,集中加工线是多个运输线的配合,其上可设置多个工位如蒸煮,杀毒,一次性加工叠起来的所有物料,最终反向运输到卸料机构处实现卸料。
本实用新型的卸料机构的吸附盘和取方盘机构在第二同步带带动下联动,从上游过来的叠在盘子里的物料到吸附盘下,吸附盘下行将托盘内的碗包装物料吸起留下托盘,而后上行、向右运动、下行放下碗包装物料到输出线上实现出料,吸附盘向右运动的同时取方盘机构达到空的托盘上方,抓起托盘向左移动即可放下托盘实现回收。
本实用新型还设托盘回收线,卸料机构空托盘直接放到托盘回收线的起点,而后空托盘被运输到第一水平滑架的下方,该空托盘提供给换向装盘机构的取放盘机构抓取,实现托盘的循环供给;同样增设的筐周转线在第一水平滑架下方,叠放的托盘直接放在筐内,筐跟随集中加工线周转到卸料机构处等所有托盘被取光,空筐直接进入筐周转线的起始端继续给应给上游使用,实现筐的循环周转。
附图说明
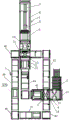
图1为本实用新型俯视图。
图2为拨叉输送机构立体图。
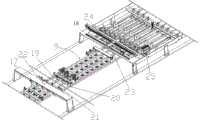
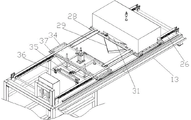
图3为换向装盘机构立体图。
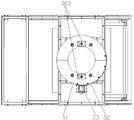
图4为换向装盘机构侧视图。
图5为吸附转向机构俯视图。
具体实施方式
如图1、2、3、4、5所示的碗包装食品的自动装卸输送线,包括理料线1、换向装盘机构2、集中加工线3、卸料机构4以及输出线5。
理料线1包括依次排列在第一输送带6上的初始进料通道7、集中进料通道8,集中进料通道8有六条通道,初始进料通道7的有三条通道。初始进料通道7和集中进料通道8之间设有将初始进料通道内的碗包装送入每条集中进料通道内的拨叉输送机构9。换向装盘机构2包括吸取多个碗包装的吸附转向机构10、抓取托盘的取放盘机构11以及层叠托盘的高度递减输送台12,吸附转向机构10、取放盘机构11分别滑动连接在第一水平滑架13的前后侧,高度递减输送台12位于所述第一水平滑架13中部的下方;集中加工线3为起始端在高度递减输送台12下游的第二输送带,堆叠好的托盘送到第二输送带上,第二输送带上设消毒工位,可对输送过来的物料进行集中消毒。卸料机构4包括高度递增输送台14和取放碗机构15,取放碗机构15在第二水平滑架16上水平滑动,去放碗机构每动作一次高度递增输送台升高一次,供给取放碗机构取料,高度递增输送台14在第二输送带的下游且位于第二水平滑架16的下方所述输出线5为起始端位于第二水平滑架16的下方的第三输送带,被取出的碗包装产品最终经过第三输送带输送出整条线。
本实施例中,拨叉输送机构9包括横跨固定在第一输送带左右边框上的前固定架17、后固定架18以及由分隔板20隔成三条通道的分料通道19。分料通道19的前端与初始进料通道7的末端的三条通道一一对应,拨叉输送机构所有分隔板20的前端固定在连接板21上,连接板21转动连接在前固定架17上竖直设置的固定轴22上,所述拨叉输送机构的所有分隔板20的后端固定在连接块23上,所述连接块23由横向安装在后固定架18上的换列同步带24驱动左右平移,拨叉输送机构后端平移摆动的时候能够与集中进料通道的各个通道连通先后分配进料,前端则绕着固定轴转动,通道的位置基本不动。
换列同步带24由安装在后固定架18上的步进电机25驱动,所述连接块23与换列同步带24的上侧带体固连,步进电机正反转带动换列同步带左右运动,拨叉输送机构的后端便左右平移从而对准集中进料通道的不同通道。
第一水平滑架13的两侧纵向安装有第一同步带26,第一水平滑架13上安装的第一电机27驱动两侧的第一同步带26运动,所述吸附转向机构包括第一滑台28、吸附盘29、转向机构,所述第一滑台28的底部与第一同步带26固连,同步带运动时候第一滑台滑动。本实施例中集中进料装置末端的碗包装产品成6*7的矩形阵列排布,吸附盘29也为矩形且位于第一滑台28的下方,吸附盘29的底面设有吸附碗包装的负压孔30,负压孔也成对应的矩形阵列排布,能够吸附整个阵列的产品。
转向机构包括水平转动连接在第一滑台28上的转盘31,转盘31的边缘均布四个支撑辊301,支撑辊的辊轴竖直设置且其周面由一圈凹槽,转盘的边缘伸进凹槽内,四个支撑辊301通过支架固定在第一滑台上,四个支撑辊托起整个转盘。转盘31与吸附盘29固连,具体的是转盘31的两侧固定有伸缩缸303,伸缩缸的活塞杆竖直向下穿过转盘31与吸附盘29的顶面固连,伸缩杆驱动吸附盘上下运动的同时起到连接吸附盘的作用,转盘转动时下方的吸附盘跟随转动。其中,转盘31的周面开设有一段连续排列的齿条32,与齿条32啮合的转向齿轮33由固定在第一滑台28上的第二电机驱动,转盘31的转动行程为90°,转动后的碗包装产品成7*6的矩阵。
取放盘机构11包括第二滑台34、固定板35以及抓手36,所述第二滑台34的底部与第一同步带26固连,取放盘机构与吸附转向机构联动。固定板35位于第二滑台34的下方且由竖直安装在第二滑台34上的第三气缸305驱动升降,抓手36是位于固定板35前后两侧对称设置的L形侧板,两个L形侧板由水平对称固定在固定板35上的抓取气缸37驱动同步伸缩,抓取气缸37伸出,然后第三气缸305驱动固定板下降到托盘位置,抓取气缸37回缩抓手抓起托盘然后第三气缸305回缩,抓起托盘,第一同步带运动将其放在高度递减输送台上,然后吸盘过来将7*6的矩阵产品放在托盘内。高度递减输送台12是台面设置输送辊的流水线升降平台,每放置一个盛有碗包装的托盘高度递减输送台12降低一点高度直到降到最低处,其上累积多层待输送产品。高度递减输送台12上的输送辊横向设置输送方向水平向左,所述集中加工线3的起始端位于所述高度递减输送台12的左侧,所述集中加工线3的高度与高度递减输送台12的最低位置等高,待输送产品流至集中加工线3上。
集中加工线3从上游至下游依次包括了位于高度递减输送台左侧的90度转向输送带40,与第一输送带输送方向一致的直线加工输送带39、90度转向输送带40、向右侧输送物料的直线输送带41、90度转向输送带40、与第一输送带输送方向相反的反向输送带42,所述反向输送带42的末端位于所述高度递增输送台14的后侧,其中直线加工输送带39上设消毒装置309,物料输送到309处直线加工输送带39停止输送对产品进行消毒处理,该工位可替换为其他后加工工位,最终流出集中加工线的产品是6*7的矩阵排列方式。
第二水平滑架16垂直于所述反向输送带42设置,所述取放碗机构为伸缩缸驱动上下移动的所述吸附盘29,此处的吸附盘29与上游的吸附盘结构一样,因为过来的产品阵列变成了6*7所以方位转动90度设置,用于吸取阵列为6*7的碗包装。卸料机构还包括取放盘机构11,卸料机构的取放盘机构位于吸附盘29的左侧且均由设置在第二水平滑架16两侧的第二同步带43驱动左右滑动,此处的取放盘机构11同理转动90度,结构和动作与上游相同,而且联动方式与上游的一致。输出线5的起始端位于第二水平滑架16右端的下方,输出线5的高度与高度递增输送台14的最高位置等高,高度递增输送台14位于第二水平滑架16中部的下方,取出来的碗包装产品直接放到输出线5上流出产线。每取走一个托盘高度递增输送台14上升一次直到托盘完全取出再复位
还包括托盘回收线44,托盘回收线44为起始端位于所述第二水平滑架16左端下方的空托盘回收输送带,空托盘回收输送带的高度与所述高度递减输送台12的最高位置等高,所述空托盘回收输送带的末端位于所述第一水平滑架13的后端下方,上个工位取出的空盘放在托盘回收线44上供给吸附转向机构处的取放盘机构11抓取,实现连续循环供给。
还包括筐周转线45,所述筐周转线45为起始端在高度递增输送台14出口侧、末端在高度递减输送台12进口侧的空筐回收输送带,所述空筐回收输送带的高度与高度递增输送台的最低位置等高,最起初在筐周转线45的末端放一个空筐,然后空筐送至高度递减输送台上用于盛放被叠起来的产品,而后经过集中加工线到高度递增输送台上,待产品和托盘被完全取出高度递增输送台复位至最低处,空筐被运到筐周转线4起始端再送入产线,循环供给。高度递增输送台、和高度递减输送台是采购的金创机械的流水线作业升降平台,能够满足实现本方案的效果。
Claims (10)
1.碗包装食品的自动装卸输送线,其特征是:包括理料线(1)、换向装盘机构(2)、集中加工线(3)、卸料机构(4)以及输出线(5),所述理料线(1)包括依次排列在第一输送带(6)上的初始进料通道(7)、集中进料通道(8),集中进料通道(8)的通道数多于初始进料通道(7)的通道数,所述初始进料通道(7)和集中进料通道(8)之间设有将初始进料通道内的碗包装送入每条集中进料通道内的拨叉输送机构(9);所述换向装盘机构(2)包括吸取多个碗包装的吸附转向机构(10)、抓取托盘的取放盘机构(11)以及层叠托盘的高度递减输送台(12),所述吸附转向机构(10)、取放盘机构(11)分别滑动连接在第一水平滑架(13)的前后侧,所述高度递减输送台(12)位于所述第一水平滑架(13)中部的下方;集中加工线(3)为起始端在高度递减输送台(12)下游的第二输送带,所述卸料机构(4)包括高度递增输送台(14)和取放碗机构(15),所述取放碗机构(15)在第二水平滑架(16)上水平滑动,所述高度递增输送台(14)在所述第二输送带的下游且位于第二水平滑架(16)的下方,所述输出线(5)为起始端位于第二水平滑架(16)的下方的第三输送带。
2.根据权利要求1所述的碗包装食品的自动装卸输送线,其特征是:所述拨叉输送机构(9)包括横跨固定在第一输送带左右边框上的前固定架(17)、后固定架(18)以及由分隔板(20)隔成的通道数与初始进料通道的通道数一样的分料通道(19),所述分料通道(19)的前端与初始进料通道(7)的末端一一对应,所述拨叉输送机构所有分隔板(20)的前端固定在连接板(21)上,所述连接板(21)转动连接在所述前固定架(17)上竖直设置的固定轴(22)上,所述拨叉输送机构的所有分隔板(20)的后端固定在连接块(23)上,所述连接块(23)由横向安装在后固定架(18)上的换列同步带(24)驱动左右平移。
3.根据权利要求2所述的碗包装食品的自动装卸输送线,其特征是:所述换列同步带(24)由安装在后固定架(18)上的步进电机(25)驱动,所述连接块(23)与换列同步带(24)的上侧带体固连。
4.根据权利要求1或2或3所述的碗包装食品的自动装卸输送线,其特征是:所述第一水平滑架(13)的两侧纵向安装有第一同步带(26),第一水平滑架(13)上安装的第一电机(27)驱动两侧的第一同步带(26)运动,所述吸附转向机构包括第一滑台(28)、吸附盘(29)、转向机构,所述第一滑台(28)的底部与所述第一同步带(26)固连;所述吸附盘(29)为矩形且位于所述第一滑台(28)的下方,所述吸附盘(29)的底面设有吸附碗包装的负压孔(30);所述转向机构包括水平转动连接在第一滑台(28)上的转盘(31),所述转盘(31)与所述吸附盘(29)固连,转盘(31)的周面开设有一段连续排列的齿条(32),与所述齿条(32)啮合的转向齿轮(33)由固定在第一滑台(28)上的第二电机驱动,所述转盘(31)的转动行程为90°。
5.根据权利要求4所述的碗包装食品的自动装卸输送线,其特征是:所述转盘(31)上固定有伸缩缸(303),伸缩缸的活塞杆竖直向下穿过转盘(31)与吸附盘(29)的顶面固连。
6.根据权利要求5所述的碗包装食品的自动装卸输送线,其特征是:所述取放盘机构(11)包括第二滑台(34)、固定板(35)以及抓手(36),所述第二滑台(34)的底部与所述第一同步带(26)固连,所述固定板(35)位于第二滑台(34)的下方且由竖直安装在第二滑台(34)上的第三气缸(305)驱动升降,所述抓手(36)是位于固定板(35)前后两侧对称设置的L形侧板,两个L形侧板由水平对称固定在固定板(35)上的抓取气缸(37)驱动同步伸缩;所述高度递减输送台(12)是台面设置输送辊的流水线升降平台,所述的输送辊横向设置输送方向水平向左,所述集中加工线(3)的起始端位于所述高度递减输送台(12)的左侧,所述集中加工线(3)的高度与高度递减输送台(12)的最低位置等高。
7.根据权利要求6所述的碗包装食品的自动装卸输送线,其特征是:所述集中加工线(3)从上游至下游依次包括了位于高度递减输送台左侧的90度转向输送带(40),与第一输送带输送方向一致的直线加工输送带(39)、90度转向输送带(40)、向右侧输送物料的直线输送带(41)、90度转向输送带(40)、与第一输送带输送方向相反的反向输送带(42),所述反向输送带(42)的末端位于所述高度递增输送台(14)的后侧。
8.根据权利要求7所述的碗包装食品的自动装卸输送线,其特征是:所述第二水平滑架(16)垂直于所述反向输送带(42)设置,所述取放碗机构为伸缩缸驱动上下移动的所述吸附盘(29),所述卸料机构还包括所述的取放盘机构(11),所述卸料机构的取放盘机构位于所述吸附盘(29)的左侧且均由设置在第二水平滑架(16)两侧的第二同步带(43)驱动左右滑动,所述输出线(5)的起始端位于所述第二水平滑架(16)右端的下方,所述输出线(5)的高度与高度递增输送台(14)的最高位置等高,所述高度递增输送台(14)位于所述第二水平滑架(16)中部的下方。
9.根据权利要求8所述的碗包装食品的自动装卸输送线,其特征是:还包括托盘回收线(44),所述托盘回收线(44)为起始端位于所述第二水平滑架(16)左端下方的空托盘回收输送带,所述空托盘回收输送带的高度与所述高度递减输送台(12)的最高位置等高,所述空托盘回收输送带的末端位于所述第一水平滑架(13)的后端下方。
10.根据权利要求9所述的碗包装食品的自动装卸输送线,其特征是:还包括筐周转线(45),所述筐周转线(45)为起始端在高度递增输送台(14)出口侧、末端在高度递减输送台(12)进口侧的空筐回收输送带,所述空筐回收输送带的高度与高度递增输送台的最低位置等高。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020447455.9U CN211996320U (zh) | 2020-03-31 | 2020-03-31 | 碗包装食品的自动装卸输送线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020447455.9U CN211996320U (zh) | 2020-03-31 | 2020-03-31 | 碗包装食品的自动装卸输送线 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211996320U true CN211996320U (zh) | 2020-11-24 |
Family
ID=73423079
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020447455.9U Expired - Fee Related CN211996320U (zh) | 2020-03-31 | 2020-03-31 | 碗包装食品的自动装卸输送线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211996320U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113525798A (zh) * | 2021-06-08 | 2021-10-22 | 中建材智能自动化研究院有限公司 | 一种物料包装生产线 |
-
2020
- 2020-03-31 CN CN202020447455.9U patent/CN211996320U/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113525798A (zh) * | 2021-06-08 | 2021-10-22 | 中建材智能自动化研究院有限公司 | 一种物料包装生产线 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8152434B2 (en) | Double infeed stacking table with centering and method for transferring stacks to a gripper with an infeed station of this type | |
| WO2014135950A1 (en) | A palletising device | |
| CN105438545B (zh) | 包装一体机 | |
| CN107030077B (zh) | 改进型玻璃镀膜擦拭设备 | |
| CN213914611U (zh) | 一种射孔弹点胶装置 | |
| CN111170022A (zh) | 一种空瓶码垛装置 | |
| CN115158735B (zh) | 一种机器人装箱机及装箱方法 | |
| CN211996320U (zh) | 碗包装食品的自动装卸输送线 | |
| CN217229420U (zh) | 一种芯片自动换盘设备 | |
| CN111204490A (zh) | 碗包装食品的自动装卸输送线 | |
| CN112811195B (zh) | 一种整层拆垛机 | |
| EP1044905A1 (en) | Depalletizing machine | |
| CN107804536B (zh) | 包装袋自动分装包装生产线 | |
| JPH11510773A (ja) | カートン給送開口ホイールアセンブリ | |
| US3831733A (en) | Destacking apparatus | |
| CN217555153U (zh) | 一种全自动机器人卸瓶机 | |
| CN110697426A (zh) | 一种理盘机 | |
| CN114890128B (zh) | 一种全自动机器人卸瓶机 | |
| CN113682524B (zh) | 一种玻璃基板包装系统及包装方法 | |
| CN210558018U (zh) | 一种果杯码垛机 | |
| CN212075676U (zh) | 一种空瓶码垛装置 | |
| CN113716114A (zh) | 一种多副一包手套自动化袋装设备 | |
| CN114162674A (zh) | 一种整浆并机器人自动上筒纱系统 | |
| JP4129816B2 (ja) | 食品の包装装置 | |
| CN112498876A (zh) | 一种射孔弹包装系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20201124 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |