CN211540198U - 一种c-eps上转向芯轴高效组装的装置 - Google Patents
一种c-eps上转向芯轴高效组装的装置 Download PDFInfo
- Publication number
- CN211540198U CN211540198U CN201921534446.7U CN201921534446U CN211540198U CN 211540198 U CN211540198 U CN 211540198U CN 201921534446 U CN201921534446 U CN 201921534446U CN 211540198 U CN211540198 U CN 211540198U
- Authority
- CN
- China
- Prior art keywords
- lock sleeve
- eps
- positioning ring
- dabber
- sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 235000017166 Bambusa arundinacea Nutrition 0.000 claims abstract description 14
- 235000017491 Bambusa tulda Nutrition 0.000 claims abstract description 14
- 241001330002 Bambuseae Species 0.000 claims abstract description 14
- 235000015334 Phyllostachys viridis Nutrition 0.000 claims abstract description 14
- 239000011425 bamboo Substances 0.000 claims abstract description 14
- 230000003028 elevating effect Effects 0.000 claims abstract description 9
- 230000006835 compression Effects 0.000 claims abstract description 3
- 238000007906 compression Methods 0.000 claims abstract description 3
- 238000003825 pressing Methods 0.000 claims description 32
- 238000005520 cutting process Methods 0.000 claims description 13
- 230000006978 adaptation Effects 0.000 claims description 5
- 238000000034 method Methods 0.000 abstract description 19
- 238000004519 manufacturing process Methods 0.000 abstract description 17
- 230000008569 process Effects 0.000 abstract description 11
- 230000008901 benefit Effects 0.000 abstract description 6
- 230000007423 decrease Effects 0.000 abstract 1
- 230000009471 action Effects 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 230000004075 alteration Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 210000000080 chela (arthropods) Anatomy 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920006248 expandable polystyrene Polymers 0.000 description 1
- 239000010720 hydraulic oil Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 238000011017 operating method Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images


Abstract
本实用新型涉及汽车技术领域,且公开了一种C‑EPS上转向芯轴高效组装的装置,包括安装架、精密定位圈组装部和锁套组装部,所述锁套组装部和精密定位圈组装部分别位于安装架内部的左右两侧。该C‑EPS上转向芯轴高效组装的装置,导向套与上转向芯轴卡合,使精密定位圈可快速到达上转向芯轴本体上的指定位置,并且通过放置筒和移动放置块的使用,将上转向芯轴的位置进行限制,整个过程不需要人工对准同轴度,只需要将锁套放置在夹持装置的内部,精密定位圈放置在导向套的顶部,精密定位圈压合装置和锁套升降装置下降即可快速完成锁套和精密定位圈的组装,实现了生产效率高的目的,利于大批量生产,提高了经济效益。
Description
技术领域
本实用新型涉及汽车技术领域,具体为一种C-EPS上转向芯轴高效组装的装置。
背景技术
电动助力转向系统,缩写为EPS,是一种直接依靠电机提供辅助扭矩的动力转向系统,与传统的液压助力转向系统相比,EPS系统具有很多优点,该系统由电动助力机直接提供转向助力,省去了液压动力转向系统所必需的动力转向油泵、软管、液压油、传送带和装于发动机上的皮带轮,既节省能量,又保护了环境,另外,还具有调整简单、装配灵活和在多种状况下都能提供转向助力的特点。
电动助力系统的转向管柱中的芯轴在进行压装精密定位圈和锁套的过程中存在着生产效率较低的缺点,由于常规的压装是采用手持尖嘴钳将精密定位圈撑开,套在上转向芯轴的指定位置,然后将装有精密定位圈的上转向芯轴,螺纹头朝下竖立放在压机平台上,将锁套从上方套入上转向芯轴,压头向下压,将锁套套压在精密定位圈上指定位置,用尖嘴钳撑大精密定位圈装在上转向芯轴上,导致精密定位圈受力不均,产生一定的变形,会导致精密定位圈与上转向芯轴安装得不紧密或者过于紧密,压头在下压的过程中上转向芯轴和压头的同轴度不能够保证,导致锁套安装歪斜,最终会生产出较多滑移力较大的产品,影响产品使用性能,并且操作者在放置上转向芯轴的过程中不能保证每一次都将上转向芯轴竖直的放在同一个位置,不能准确对准上压头,在不断调整的过程中浪费了大量的时间和精力,生产效率较低,难以大批量生产,故而提出一种C-EPS上转向芯轴高效组装的装置来解决上述问题。
实用新型内容
(一)解决的技术问题
针对现有技术的不足,本实用新型提供了一种C-EPS上转向芯轴高效组装的装置,具备生产效率高等优点,解决了现有的压装生产过程中,操作者在放置上转向芯轴的过程中不能保证每一次都将上转向芯轴竖直的放在同一个位置,不能准确对准上压头,需要耗费大量的时间和精力去不断的做出调整,导致生产效率较低,难以大批量生产的问题。
(二)技术方案
为实现上述生产效率高的目的,本实用新型提供如下技术方案:一种C-EPS上转向芯轴高效组装的装置,包括安装架、精密定位圈组装部和锁套组装部,所述锁套组装部和精密定位圈组装部分别位于安装架内部的左右两侧;
所述精密定位圈组装部依次向下包括精密定位圈压合装置、导向套、移动放置块和推送块,所述导向套的顶部用于放置精密定位圈并且其底部和上转向芯轴卡接,所述移动放置块用于放置上转向芯轴,所述推送块用于前后推动移动放置块,所述精密定位圈压合装置用于将精密定位圈压装至上转向芯轴的指定位置处;
所述锁套组装部自上而下包括锁套升降装置、锁套定位夹具和固定放置块,所述锁套升降装置的底部固定连接有锁套定位夹具,所述锁套定位夹具的内部用于夹持锁套,所述固定放置块用于放置组装精密定位圈后的上转向芯轴,所述锁套升降装置将锁套压装到上转向芯轴的指定位置处。
优选的,所述精密定位圈压合装置包括第一液压缸、中空压头和中空管,所述中空压头的顶部通过第一液压缸与安装架固定连接,所述中空压头的顶部且位于第一液压缸的外侧固定连接有中空管,所述中空压头内部的中空部分和精密定位圈相匹配,所述中空管内部的中空部分和导向套相匹配。
优选的,所述导向套的顶部为圆锥状,底部为开设有卡槽的圆柱状,所述底部开设的卡槽和上转向芯轴相适配,所述移动放置块内部空间的大小和上转向芯轴相适配。
优选的,所述推送块包括基板、导轨、移动块和气缸,所述安装架的底部固定连接有气缸和基板,所述基板的顶部固定连接有导轨,所述导轨的外侧且位于气缸的输出轴活动连接有移动块,在压装时,气缸使移动块和精密定位圈压合装置处于同一轴线上。
优选的,所述锁套升降装置包括第二液压缸、连接板和中空筒,所述中空筒的底部和连接板活动连接,所述连接板的顶部且位于中空筒的外侧固定连接有第二液压缸。
优选的,所述锁套定位夹具包括锁紧装置和夹持装置,所述锁紧装置的内部活动连接有夹持装置。
优选的,所述锁紧装置包括内部中空的卡套和固定螺栓,所述卡套的外侧开设有定位槽,所述固定螺栓的左端贯穿并延伸至卡套的内部,所述固定螺栓用于将夹持装置固定在卡套的内部。
优选的,所述夹持装置包括内部中空的球头锁紧主套、定位销、内部中空的球头锁紧副套和锁紧销,所述定位销位于球头锁紧主套的外侧,所述球头锁紧副套位于球头锁紧主套的顶部,所述锁紧销位于球头锁紧主套的内部,所述定位销和定位槽相卡合,将球头锁紧主套在卡套的位置进行限定,所述锁紧销用于将锁套固定在球头锁紧主套的内部。
优选的,所述固定放置块包括安装板和放置筒,所述放置筒位于安装板的顶部,所述放置筒内部空间的大小和上转向芯轴的相适配,所述放置筒和锁套升降装置位于同一轴线上。
优选的,所述精密定位圈压合装置以十五KN的力将精密定位圈下压一百五十毫米,所述锁套升降装置以二十KN的力将锁套下压三百五十毫米。
(三)有益效果
与现有技术相比,本实用新型提供了一种C-EPS上转向芯轴高效组装的装置,具备以下有益效果:
1、该C-EPS上转向芯轴高效组装的装置,导向套与上转向芯轴卡合,连接成为一个整体,导向套上的精密定位圈在被压合部的输出端下压的过程中从导向套的圆锥部进入到圆筒部,被压合撑开,不需要人工手持尖嘴钳撑开,使精密定位圈可快速到达上转向芯轴本体上的指定位置,并且通过放置筒和移动放置块的使用,将上转向芯轴的位置进行限制,完成精密定位圈组装后的上转向芯轴放置在放置筒的内部,使上转向芯轴的位置进行限定,并且锁套也被夹持在夹持装置的内部,使锁套和上转向芯轴位于同一轴线上,锁套升降装置下压即可完成组装,整个过程不需要人工对准同轴度,并且操作步骤简单,只需要将精密定位圈放置在导向套的顶部,锁套夹持在夹持装置的内部,精密定位圈压合装置和锁套升降装置按照设定好的下降距离和压力,进行自动压合,具备快速组装的特点,实现了生产效率高的目的,利于大批量生产,提高了经济效益。
2、该C-EPS上转向芯轴高效组装的装置,通过导向套的使用,下压过程中精密定位圈自动撑开,避免了人工手持尖嘴钳组装精密定位圈,使精密定位圈不会受力不均,发生变形,导致精密定位圈与上转向芯轴安装得不紧密或者过于紧密,避免影响了产品的质量,通过夹持装置的使用,夹持装置将锁套夹紧,使锁套下降的过程中始终和放置筒位于同一轴线上,锁套在上转向芯轴上不会呈相对歪斜的状态,避免组装出滑移力较大的产品,保证了产品的一致性,实现了组装稳定的目的,提高了生产质量。
附图说明
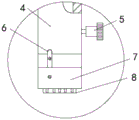
图1为本实用新型结构压装精密定位圈的示意图;
图2为本实用新型结构图1中A处放大示意图;
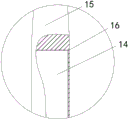
图3为本实用新型结构图1中B处放大示意图;
图4为本实用新型结构中推送块的示意图;
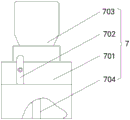
图5为本实用新型结构夹持装置的示意图;
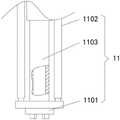
图6为本实用新型结构精密定位圈压合装置的示意图。
图中:1安装架、2第二液压缸、3连接板、4卡套、5固定螺栓、6定位槽、7夹持装置、701球头锁紧主套、702定位销、703球头锁紧副套、704锁紧销、8锁套、9安装板、10放置筒、11精密定位圈压合装置、中空压头1101、第一液压缸1102、中空管1103、12推送块、1201基板、1202导轨、1203移动块、1204气缸、13移动放置块、14上转向芯轴、15导向套、16卡槽、17精密定位圈、18中空筒。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
请参阅图1-5,图1、图3、图6和图4为精密定位圈组装部的工作状态,精密定位圈组装部依次向下包括精密定位圈压合装置11、导向套15、移动放置块13和推送块12,精密定位圈压合装置11固定连接在安装架1内部的右侧,精密定位圈压合装置11包括型号可为PROMESS-10T的第一液压缸1102、中空压头1101和中空管1103,中空压头1101的顶部通过第一液压缸1102与安装架1固定连接,中空压头1101的顶部且位于第一液压缸1102的外侧固定连接有中空管1103,中空压头1101内部的中空部分和精密定位圈17相匹配,中空管1103内部的中空部分和导向套15相匹配,精密定位圈压合装置11的下方且位于安装架1的内部固定连接有推送块12,推送块12包括基板1201、导轨1202、移动块1203和气缸1204,安装架1的底部固定连接有气缸1204和基板1201,基板1201的顶部固定连接有导轨1202,导轨1202的外侧且位于气缸1204的输出轴活动连接有移动块1203,在压装时,气缸1204使移动块1203和精密定位圈压合装置11处于同一轴线上,气缸1204的型号可为CY1L-200,移动块1203的顶部固定连接有移动放置块13,移动放置块13的内部活动连接有上转向芯轴14,上转向芯轴14的顶部且位于精密定位圈压合装置11的正下方与导向套15内部的卡槽16卡接,导向套15的顶部套接有精密定位圈17,导向套15的顶部为圆锥状,底部为开设有卡槽16的圆柱状,底部开设的卡槽16和上转向芯轴14相适配,移动放置块13内部空间的大小和上转向芯轴14相适配。
图1、图2和图5为锁套组装部的结构示意图,锁套组装部由锁套升降装置、锁套定位夹具和固定放置块组成,锁套升降装置的底部固定连接有锁套定位夹具,锁套定位夹具的内部用于夹持锁套,固定放置块用于放置组装精密定位圈后的上转向芯轴,锁套升降装置将锁套压装到上转向芯轴的指定位置处,锁套升降装置包括型号可为PROMESS-10T的第二液压缸2、连接板3和中空筒18,中空筒18的底部和连接板3活动连接,连接板3的顶部通过第二液压缸2和安装架1固定连接,连接板3的顶部且位于第二液压缸2的外侧固定连接有中空管18,锁套定位夹具包括锁紧装置和活动连接在锁紧装置内部的夹持装置7,锁紧装置的内部空间的大小和夹持装置7的大小相匹配,锁紧装置包括内部中空的卡套4和固定螺栓5,卡套4的外侧开设有定位槽6,固定螺栓5的左端贯穿并延伸至卡套4的内部,固定螺栓5用于将夹持装置7固定在卡套4的内部,夹持装置7包括内部中空的球头锁紧主套701、定位销702、内部中空的球头锁紧副套703和锁紧销704,定位销702位于球头锁紧主套701的外侧,球头锁紧副套703位于球头锁紧主套701的顶部,锁紧销704位于球头锁紧主套701的内部,定位销702和定位槽6相卡合,将球头锁紧主套701在卡套4的位置进行限定,锁紧销704用于将锁套8固定在球头锁紧主套701的内部,固定放置块包括安装板9和放置筒10,放置筒10位于安装板9的顶部,放置筒10内部空间的大小和上转向芯轴14相适配,放置筒10和锁套升降装置位于同一轴线上。
在使用时:
(1)气缸1204带动移动放置块13向前移动,将上转向芯轴14放置在移动放置块13的内部后,气缸1204带动移动放置块13回缩,使上转向芯轴14和精密定位圈压合装置11处于同一轴线上;
(2)然后将导向套15卡接在上转向芯轴14的顶部,再将精密定位圈17放置在导向套15上,最后精密定位圈压合装置11以十五KN的力将精密定位圈17下压一百五十毫米,使精密定位圈17安装在指定位置;
(3)再将组装精密定位圈17后的上转向芯轴14放置在放置筒10的内部;
(4)然后球头锁紧主套701利用锁紧销704将锁套8固定在其内部,将球头锁紧副套703和锁套4连接,同时使定位槽6和定位销702卡接,最后旋转固定螺栓5将两者的位置进行固定;
(5)第二液压缸2带动连接板3下降,以二十KN的力将锁套8下压三百五十毫米,将锁套8在固定在上转向芯轴14的指定位置,最后完成精密定位圈17和锁套8的组装,整个过程45秒钟完成,压装过程中自动化程度高,提高了生产效率。
综上所述,解决了现有的压装生产过程中,操作者在放置上转向芯轴的过程中不能保证每一次都将上转向芯轴竖直的放在同一个位置,不能准确对准上压头,需要耗费大量的时间和精力去不断的做出调整,导致生产效率较低,难以大批量生产的问题。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
Claims (10)
1.一种C-EPS上转向芯轴高效组装的装置,其特征在于:包括安装架(1)、精密定位圈组装部和锁套组装部,所述锁套组装部和精密定位圈组装部分别位于安装架(1)内部的左右两侧;
所述精密定位圈组装部依次向下包括精密定位圈压合装置(11)、导向套(15)、移动放置块(13)和推送块(12),所述导向套(15)的顶部用于放置精密定位圈(17)并且其底部和上转向芯轴(14)卡接,所述移动放置块(13)用于放置上转向芯轴(14),所述推送块(12)用于前后推动移动放置块(13),所述精密定位圈压合装置(11)用于将精密定位圈(17)压装至上转向芯轴(14)的指定位置处;
所述锁套组装部自上而下包括锁套升降装置、锁套定位夹具和固定放置块,所述锁套升降装置的底部固定连接有锁套定位夹具,所述锁套定位夹具的内部用于夹持锁套(8),所述固定放置块用于放置组装精密定位圈(17)后的上转向芯轴(14),所述锁套升降装置将锁套(8)压装到上转向芯轴(14)的指定位置处。
2.根据权利要求1所述的一种C-EPS上转向芯轴高效组装的装置,其特征在于:所述精密定位圈压合装置(11)包括第一液压缸(1102)、中空压头(1101)和中空管(1103),所述中空压头(1101)的顶部通过第一液压缸(1102)与安装架(1)固定连接,所述中空压头(1101)的顶部且位于第一液压缸(1102)的外侧固定连接有中空管(1103),所述中空压头(1101)内部的中空部分和精密定位圈(17)相匹配,所述中空管(1103)内部的中空部分和导向套(15)相匹配。
3.根据权利要求1所述的一种C-EPS上转向芯轴高效组装的装置,其特征在于:所述导向套(15)的顶部为圆锥状,底部为开设有卡槽(16)的圆柱状,所述底部开设的卡槽(16)和上转向芯轴(14)相适配,所述移动放置块(13)内部空间的大小和上转向芯轴(14)相适配。
4.根据权利要求1所述的一种C-EPS上转向芯轴高效组装的装置,其特征在于:所述推送块(12)包括基板(1201)、导轨(1202)、移动块(1203)和气缸(1204),所述安装架(1)的底部固定连接有气缸(1204)和基板(1201),所述基板(1201)的顶部固定连接有导轨(1202),所述导轨(1202)的外侧且位于气缸(1204)的输出轴活动连接有移动块(1203),在压装时,气缸(1204)使移动块(1203)和精密定位圈压合装置(11)处于同一轴线上。
5.根据权利要求1所述的一种C-EPS上转向芯轴高效组装的装置,其特征在于:所述锁套升降装置包括第二液压缸(2)、连接板(3)和中空筒(18),所述中空筒(18)的底部和连接板(3)活动连接,所述连接板(3)的顶部通过第二液压缸(2)和安装架(1)固定连接,所述连接板(3)的顶部且位于第二液压缸(2)的外侧固定连接有中空筒(18)。
6.根据权利要求1所述的一种C-EPS上转向芯轴高效组装的装置,其特征在于:所述锁套定位夹具包括锁紧装置和夹持装置(7),所述锁紧装置的内部活动连接有夹持装置(7)。
7.根据权利要求6所述的一种C-EPS上转向芯轴高效组装的装置,其特征在于:所述锁紧装置包括内部中空的卡套(4)和固定螺栓(5),所述卡套(4)的外侧开设有定位槽(6),所述固定螺栓(5)的左端贯穿并延伸至卡套(4)的内部,所述固定螺栓(5)用于将夹持装置(7)固定在卡套(4)的内部。
8.根据权利要求6所述的一种C-EPS上转向芯轴高效组装的装置,其特征在于:所述夹持装置(7)包括内部中空的球头锁紧主套(701)、定位销(702)、内部中空的球头锁紧副套(703)和锁紧销(704),所述定位销(702)位于球头锁紧主套(701)的外侧,所述球头锁紧副套(703)位于球头锁紧主套(701)的顶部,所述锁紧销(704)位于球头锁紧主套(701)的内部,所述定位销(702)和定位槽(6)相卡合,将球头锁紧主套(701)在卡套(4)的位置进行限定,所述锁紧销(704)用于将锁套(8)固定在球头锁紧主套(701)的内部。
9.根据权利要求1所述的一种C-EPS上转向芯轴高效组装的装置,其特征在于:所述固定放置块包括安装板(9)和放置筒(10),所述放置筒(10)位于安装板(9)的顶部,所述放置筒(10)内部空间的大小和上转向芯轴(14)的相适配,所述放置筒(10)和锁套升降装置位于同一轴线上。
10.根据权利要求1所述的一种C-EPS上转向芯轴高效组装的装置,其特征在于:所述精密定位圈压合装置(11)以十五KN的力将精密定位圈(17)下压一百五十毫米,所述锁套升降装置以二十KN的力将锁套(8)下压三百五十毫米。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921534446.7U CN211540198U (zh) | 2019-09-16 | 2019-09-16 | 一种c-eps上转向芯轴高效组装的装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921534446.7U CN211540198U (zh) | 2019-09-16 | 2019-09-16 | 一种c-eps上转向芯轴高效组装的装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211540198U true CN211540198U (zh) | 2020-09-22 |
Family
ID=72489052
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921534446.7U Active CN211540198U (zh) | 2019-09-16 | 2019-09-16 | 一种c-eps上转向芯轴高效组装的装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211540198U (zh) |
-
2019
- 2019-09-16 CN CN201921534446.7U patent/CN211540198U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204770262U (zh) | 管材缩口装置 | |
| CN103465074B (zh) | 花键毂镗中孔气动夹具 | |
| CN203993176U (zh) | 一种楔式定心夹紧机构 | |
| CN202114146U (zh) | 半轴套管成型工装 | |
| CN211540198U (zh) | 一种c-eps上转向芯轴高效组装的装置 | |
| CN206216226U (zh) | 一种滑动叉与花键芯轴自动压合装置 | |
| CN113681290A (zh) | 一种用于钻夹头制造的压机 | |
| CN115582469A (zh) | 一种针对不同尺寸加工的汽车零部件用冲压装置 | |
| CN206925608U (zh) | 用于汽车发电机后端盖加工的夹具 | |
| CN102049542B (zh) | 爪极外平加工气动夹具 | |
| CN206356444U (zh) | 一种汽车球笼保持架的精准转位装置 | |
| CN219766454U (zh) | 一种不锈钢制管生产线自适应成型设备 | |
| CN212885302U (zh) | 一种插床加工锥孔花键的快速定位装置 | |
| CN217942084U (zh) | 一种快速定心夹紧的谐波刚轮插齿夹具 | |
| CN214321370U (zh) | 钢管内孔矫正装置 | |
| CN103753316A (zh) | 动力驱动外圆定位夹紧装置 | |
| CN220760808U (zh) | 一种管件缩口装置 | |
| CN213104148U (zh) | 一种通用型直水管两端缩口装置 | |
| CN213163501U (zh) | 一种螺纹加工用可定位夹具 | |
| CN210059376U (zh) | 分流三通管一体化加工装置 | |
| CN204868239U (zh) | 蜗轮加工自动涨紧装置 | |
| CN212683170U (zh) | 一种柱塞套加工腰型孔夹具 | |
| CN220074580U (zh) | 一种机泵用检维修工装 | |
| CN219293345U (zh) | 一种不锈钢组件修复夹具 | |
| CN218136591U (zh) | 一种嵌件外圆加工夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20240327 Address after: 441000 office building of Dawan Industrial Park, Dongjin New District, Xiangyang City, Hubei Province Patentee after: China Sun Technology Co.,Ltd. Country or region after: China Address before: 441000 No.1, Xinguang Road, high tech Zone, Xiangyang City, Hubei Province Patentee before: Huang sun Technology Co.,Ltd. Country or region before: China |
|
| TR01 | Transfer of patent right |