CN211305032U - 旋转锯 - Google Patents
旋转锯 Download PDFInfo
- Publication number
- CN211305032U CN211305032U CN201921629878.6U CN201921629878U CN211305032U CN 211305032 U CN211305032 U CN 211305032U CN 201921629878 U CN201921629878 U CN 201921629878U CN 211305032 U CN211305032 U CN 211305032U
- Authority
- CN
- China
- Prior art keywords
- flat surface
- rotary saw
- tool
- tip
- slope
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000002093 peripheral effect Effects 0.000 claims description 46
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 239000000919 ceramic Substances 0.000 claims 1
- 229910010293 ceramic material Inorganic materials 0.000 claims 1
- 238000005520 cutting process Methods 0.000 abstract description 143
- 239000011295 pitch Substances 0.000 description 144
- 239000011195 cermet Substances 0.000 description 10
- 238000006073 displacement reaction Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- 230000000694 effects Effects 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- 239000011324 bead Substances 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 238000005480 shot peening Methods 0.000 description 4
- 229910000975 Carbon steel Inorganic materials 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 239000010962 carbon steel Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 229910052715 tantalum Inorganic materials 0.000 description 2
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 2
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 2
- 229910001339 C alloy Inorganic materials 0.000 description 1
- 229910000699 SAE 1074 Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 150000001722 carbon compounds Chemical class 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- NMJKIRUDPFBRHW-UHFFFAOYSA-N titanium Chemical compound [Ti].[Ti] NMJKIRUDPFBRHW-UHFFFAOYSA-N 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/021—Types of set; Variable teeth, e.g. variable in height or gullet depth; Varying pitch; Details of gullet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/025—Details of saw blade body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/04—Circular saw blades with inserted saw teeth, i.e. the teeth being individually inserted
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
Abstract
本实用新型提供一种旋转锯。多个刀头包括:第一刀头(30a),其为从前刀面观察时的形状为左右对称且在左右中央具有平坦部(37a)的山形刀;第二刀头(30b),其为具有平坦部(37b)且左右被倒角的右偏刀或左偏刀,该平坦部从前刀面观察时左右的中心位置位于从刀头的左右的中心靠左右的任一方侧的位置;和第三刀头(30c),其为具有平坦部(37c)且左右被倒角的左偏刀或右偏刀,该平坦部从前刀面观察时左右的中心位置位于从刀头的左右的中心靠左右的任另一方侧的位置。多个刀头以按照第一刀头、第二刀头和第三刀头的顺序反复与被切削件抵接的方式来配置。据此,通过即使使刃厚形成得较薄也不容易产生振动的结构来减小切割或切削阻力。
Description
技术领域
本实用新型涉及一种旋转锯(锯片),其被用于进行材料(被切削件)的切割和切削等。
背景技术
现在技术中,尤其是适用于由金属构成的被切削件的切割和切削等的一种旋转锯(下面称为“现有锯”)具有圆板状的基体和由超硬合金构成的两种刀头(切削片)。即,现有锯的刀头由上表面和左侧表面的交叉部分被倒角而成的右偏刀、和上表面和右侧表面的交叉部分被倒角而成的左偏刀构成。右偏刀和左偏刀被交替固定在按恒定间隔(节距)形成于基体的外周部的多个刀座上。如此,下面,将右偏刀和左偏刀被交替配置的刀头称为“交替刀头”。
【现有技术文献】
【专利文献】
专利文献1:日本发明专利公开公报特开昭57-201121号(第1图的(B'))
实用新型内容
这种旋转锯尤其在被安装于电动工具来使用的情况下,为了减少电功率消耗量,或减轻施加给作业人员的切割或切削作业的负担,而优选降低切割或切削阻力。作为使切割或切削阻力下降的一种措施,考虑到使刀头的刃厚变薄(薄刃化)。但是,在使现有锯薄刃化的情况下,不仅需要使刀头的刃厚变薄,还需要根据刃厚使包括刀座的基体变薄,因此导致旋转锯整体的刚性下降。
若旋转锯整体的刚性下降,则切削时旋转锯变形,且刀头在刃厚方向(基体的厚度方向)上的位移量变大。尤其是,在交替刀头的情况下,上述位移量会更大。据此,旋转锯的直进性较差,切削被切削件的宽度在刃厚方向上变大,因此,担忧从结果来看不能减少电功率消耗量和/或减轻施加给作业人员的切割或切削作业的负担。
本实用新型是为了处理上述技术问题而作出的。即,本实用新型的一个目的在于,提供一种能够减小切割或切削阻力的旋转锯。
本实用新型的旋转锯(下面也称为“本实用新型锯”。)(10、10A、10B)具有:圆板状的基体(20),其在外周部形成有多个刀座(22);和多个刀头(30),其分别被固定于所述多个刀座上。
所述多个刀头包括第一刀头(30a)、第二刀头(30b)和第三刀头(30c)。
所述第一刀头具有:第一平坦面(37a),其在从前刀面观察时位于该第一刀头的左右的中心(C1);和左右对称的斜面(38a、39a),其以分别与所述第一平坦面的左右(43a、44a)连续的方式形成。即,第一刀头属于所谓的“山形刀”。
所述第二刀头具有:第二平坦面(37b),其在从前刀面观察时从该第二刀头的左右的中心(C2)向一侧偏离;第一斜面(38b),其以与所述第二平坦面的一侧(43b)连续的方式形成;和第二斜面(39b),其以与所述第二平坦面的另一侧(44b)连续的方式形成。即,第二刀头属于所谓的“左右被进行了倒角的右偏刀”和“左右被进行了倒角的左偏刀”中的任一种。
所述第三刀头具有:第三平坦面(37c),其在从前刀面观察时从该第三刀头的左右的中心(C3)向另一侧偏离;第三斜面(38c),其以与所述第三平坦面的另一侧(43c)连续的方式形成;和第四斜面(39c),其以与所述第三平坦面的一侧(44c)连续的方式形成。即,第三刀头在第二刀头为“左右被进行了倒角的右偏刀”的情况下属于“左右被进行了倒角的左偏刀”,在第二刀头为“左右被进行了倒角的左偏刀”的情况下属于“左右被进行了倒角的右偏刀”。
并且,所述多个刀头在所述旋转锯为了切削被切削件(W)而被旋转的情况下,以按照所述第一刀头、所述第二刀头、所述第三刀头的顺序反复与所述被切削件抵接的方式而配置于所述多个刀座。即,第一刀头切削被切削件,接着第二刀头切削被切削件,接着第三刀头切削被切削件,然后,第一刀头再次切削被切削件。在本旋转锯中,反复进行该切削顺序。
如此,本实用新型锯具有以“山形刀、右偏刀和左偏刀”为一组的刀头组。山形刀在切削时的直进稳定性比右偏刀和左偏刀优异。因此,本实用新型锯与具有仅将右偏刀和左偏刀为一组的刀头组的现有锯相比,直进稳定性优异。并且,由于山形刀切削被切削件的切削方向上的中央部,因此,能够减小右偏刀和左偏刀的切削量。因此,本实用新型锯的切割或切削阻力较小。
除此之外,例如,在右偏刀和左偏刀均为上表面的两侧被倒角的刀头且上表面不具有平坦面的情况下,这些刀头的顶端变得尖锐。在该情况下,万一在这些刀头的顶端沿与切削方向不同的方向抵接于被切削件的情况下,刀头的尖锐的顶端沿与切削方向不同的方向刺入被切削件,因此,存在随着这些刀头切削被切削件,这些刀头的切削方向从原来的切削方向较大地偏离的担忧。其结果,存在刀头在刃厚方向上的位置的位移量变大的担忧。
与此相对,在本实用新型锯中,不仅成为山形刀的第一刀头,还有成为右偏刀和左偏刀(或者左偏刀和右偏刀)的第二刀头和第三刀头均为上表面的两侧被倒角的刀头且具有平坦面(第二平坦面、第三平坦面)。因此,万一在这些刀头沿与切削方向不同的方向抵接于被切削件的情况下,也能够通过平坦面减少该方向上的偏离。据此,与采用未形成有平坦面而顶端尖锐的刀头的锯相比,本实用新型锯直进稳定性优异。
并且,当各刀头为“不具有平坦面的顶端尖锐的刀头”时,在切削时产生的热量会集中在刀头的顶端而使刀头的顶端温度过高。与此相对,由于本实用新型锯的各刀头具有平坦面,因此,在切削时产生的热量不会集中在刀头的顶端。因此,本实用新型锯为各刀头的耐磨损性也优异的旋转锯。此外,本实用新型锯可以为后述的所谓的“不等节距”的锯,也可以为“等节距”的锯。
并且,优选为,所述第二平坦面以不横跨所述第二刀头的左右的中心(C2)的方式形成,且所述第三平坦面以不横跨所述第三刀头的左右的中心(C3)的方式形成。
然而,当由于薄刃化而使旋转锯整体的刚性下降时,旋转锯因共振而较大地振动,据此,在切削时旋转锯会变形而使刀头在刃厚方向(基体的厚度方向)上的位置的位移量变大。因此,被切削件被切削的宽度在刃厚方向上变得较大,因此,结果为存在不能减小电功率消耗量和/或减轻施加给作业者的切割或切削作业的负担的担忧。
因此,在本实用新型锯的一技术方案中,所述多个刀座以第一节距(L1)比第二节距(L2)长且第三节距(L3)与所述第二节距(L2)相等的方式形成于所述基体,其中,所述第一节距(L1)为所述第一刀头和与该第一刀头相邻的所述第二刀头之间在所述基体的周向上的距离,所述第二节距(L2)为所述第二刀头和与该第二刀头相邻的所述第三刀头之间在所述基体的周向上的距离,所述第三节距(L3)为所述第三刀头和与该第三刀头相邻的所述第一刀头之间在所述基体的周向上的距离。
即,在上述技术方案中,第二节距与第三节距彼此相等,但第一节距比第二节距和第三节距各自的长度长。换言之,该技术方案的旋转锯为不等节距的旋转锯。因此,该技术方案的旋转锯与等节距的旋转锯相比,在切割或切削时不容易产生共振,因此,刀头在刃厚方向上不容易较大地位移,从而能够使旋转锯薄刃化且减小切割或切削阻力。
并且,由于第一节距比第二节距和第三节距各自的长度长,因此,被安装于具有第一节距的刀座上的刀头的切削时间相对变长。因此,当在具有第一节距的刀座上固定有“由于在从前刀面观察时的形状为左右不对称的原因而使切削方向易于在刃厚方向上位移的第二刀头或第三刀头”时,存在切削中刀头在刃厚方向上较大地位移的担忧。因此,在上述技术方案的旋转锯中,在具有第一节距的刀座上固定有比第二刀头或第三刀头直进稳定性优异的“在从前刀面观察时的形状为左右对称的第一刀头”。据此,上述技术方案的旋转锯能够避免由于共振而产生的振动,并且能够确保直进稳定性,因此,能够使各刀头沿刃厚方向的位移量小。其结果,能够有效地减小切割或切削阻力。
并且,优选为在本实用新型的锯中,所述第一斜面的相对于所述第二平坦面的倾斜角(θ6)比所述第二斜面的相对于所述第二平坦面的倾斜角(θ7)大,所述第三斜面的相对于所述第三平坦面的倾斜角(θ8)比所述第四斜面的相对于所述第三平坦面的倾斜角(θ9)大,所述第一斜面的相对于所述第二平坦面的倾斜角(θ6)与所述第三斜面的相对于所述第三平坦面的倾斜角(θ8)彼此相等,并且,所述第二斜面的相对于所述第二平坦面的倾斜角(θ7)与所述第四斜面的相对于所述第三平坦面的倾斜角(θ9)彼此相等。
在本实用新型锯的一技术方案中,所述第二刀头的从所述旋转锯的旋转中心(A1)到所述第一斜面(38b)和与该第一斜面连续的侧表面(41b)在所述前刀面(31b)上的交点(45b)的距离同从所述旋转中心到所述第二斜面(39b)和与该第二斜面连续的侧表面(42b)在所述前刀面上的交点(46b)的距离彼此相等,所述第三刀头的从所述旋转中心到所述第三倾斜面(38c)和与该第三倾斜面连续的侧表面(42c)在所述前刀面(31c)上的交点(45c)的距离同从所述旋转中心到所述第四斜面(39c)和与该第四斜面连续的侧表面(41c)在所述前刀面上的交点(46c)的距离彼此相等(包括实质上相等的情况。)。
根据该技术方案,第二刀头和第三刀头的各左侧表面和右侧表面大致同时地开始与被切削件抵接,因此,施加在这些刀头上的左右方向上的力均等。因此,能够提高在第二刀头和第三刀头切削被切削件的情况下的旋转锯的直进稳定性。
在本实用新型锯的一技术方案中,形成于所述第一刀头的斜面的相对于所述第一平坦面的倾斜角(θ1、θ2)比所述第一斜面的相对于所述第二平坦面的倾斜角(θ6)、所述第二斜面的相对于所述第二平坦面的倾斜角(θ7)、所述第三斜面的相对于所述第三平坦面的倾斜角(θ8)和所述第四斜面的相对于所述第三平坦面的倾斜角(θ9)中的任何一个都大。
一般地,具有如下倾向,即越是倒角的角度(斜面的相对于平坦面的倾斜角)越大的刀头,旋转锯的直进性越下降。另一方面,考虑到该倾斜角越大,刀头越能锋利地刺入被切削件,因此刀头在开始切削后的切削阻力下降。因此,在上述技术方案中,作为直进稳定性优异且左右对称的山形刀的第一刀头的斜面的倾斜角比第二刀头和第三刀头的斜面的倾斜角大。因此,直进稳定性优异的第一刀头能够锋利地开始切削被切削件,第二刀头和第三刀头能够在确保直进稳性性的同时切削被切削件。其结果,上述技术方案能够进一步减小旋转锯整体的切割或切削阻力。
在该情况下,优选所述第一平坦面的在从前刀面观察时的宽度(T3)比所述第二平坦面的从前刀面观察时的宽度(T5)大,并且所述第二平坦面的从前刀面观察时的宽度(T5)与所述第三平坦面的从前刀面观察时的宽度(T7)彼此相等。
据此,由于第一刀头的斜面的倾斜角较大,但第一平坦面在刃厚方向上的宽度(长度)长,因此第一刀头为不易崩边的刀头。另一方面,由于第二刀头和第三刀头的各斜面的倾斜角较小,因此其分别为不易崩边的刀头。因此,能够使第二平坦面和第三平坦面各自在刃厚方向上的宽度(长度)较短。据此,易于使第二刀头和第三刀头切入被切削件,因此能够减小这些刀头的切割或切削阻力。
在本实用新型锯的一技术方案中,从所述旋转锯的旋转中心到所述第一平坦面在所述旋转锯的径向上的最靠外周侧的位置的距离、从所述旋转中心到所述第二平坦面上的在所述旋转锯的径向上的最靠外周侧的位置的距离和从所述旋转中心到所述第三平坦面上的在所述旋转锯的径向上的最靠外周侧的位置的距离彼此相等。
根据该技术方案,由于第一刀头~第三刀头的顶端(平坦面)的所谓的“高度”彼此相等,因此能够降低特定的刀头提前磨损的可能性。因此,能够延长旋转锯的寿命。
在本实施新型锯的一技术方案中,所述多个刀头为由金属陶瓷材料构成的金属陶瓷刀头。
根据该技术方案,即使被切削件为例如由金属构成的材料,也难以将被切削件熔接于刀头,其结果,能够减小切割或切削阻力,并且能够提供一种耐磨损性优异的旋转锯。
在上述说明中,为了有助于理解本实用新型,对与后述的实施方式所对应的技术方案的结构,将在该实施方式所使用的名称和/或标记写在括号中来进行添加。但是,本实用新型的各结构要素并不局限于由所述名称和/或标记来规定的实施方式。本实用新型的其他目的、其他特征和所附带的优点能够一边参照下面的附图一边根据所记述的本实用新型的实施方式的说明来容易地理解。并且,在本说明书中所公开的表示各种尺寸和角度的数值仅为例示,本实用新型的旋转锯并不被这些数值所限定。
附图说明
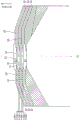
图1是本实用新型的第一实施方式所涉及的旋转锯的侧视图。
图2是图1所示的旋转锯的局部放大侧视图。
图3是表示图1所示的第一刀头的图,其中,(A)是第一刀头的主视图(从前刀面观察的图),(B)是第一刀头的侧视图,(C)是第一刀头的俯视图。
图4是表示图1所示的第二刀头的图,其中,(A)是第二刀头的主视图(从前刀面观察的图),(B)是第二刀头的侧视图,(C)是第二刀头的俯视图。
图5是表示图1所示的第三刀头的图,其中,(A)是第三刀头的主视图(从前刀面观察的图),(B)是第三刀头的侧视图,(C)是第三刀头的俯视图。
图6是将图1所示的第一刀头、第二刀头和第三刀头的主视图重叠的图,其中,(A)是刀头的整体图,(B)是刀头顶端的局部放大图。
图7是表示图1所示的旋转锯切割被切削件时的该被切削件的形状的图。
图8是从与旋转面垂直的方向观察图1所示的旋转锯正切削被切削件时的状态的图。
图9是表示现有的旋转锯的图。
图10是本实用新型的第二实施方式所涉及的旋转锯的侧视图。
图11是图10所示的旋转锯的局部放大图。
图12是表示现有的一个旋转锯的图,其中,(A)是该旋转锯的局部放大侧视图,(B)是该旋转锯的刀头的主视图。
图13是本实用新型的第三实施方式所涉及的旋转锯的侧视图。
图14是表示从径向外侧观察旋转锯时的各刀头的排列的图,其中,(A)是与图1所示的旋转锯相对应的图,(B)是与变形例的旋转锯相对应的图。
【附图标记说明】
1:旋转锯;20:基体;22:刀座;30:多个刀头(chip);30a:第一刀头;30b:第二刀头;30c:第三刀头;31a、31b、31c:前刀面;32a、32b、32c:外周端部;36a、36b、36c:后刀面;37a:第一平坦面;37b:第二平坦面;37c:第三平坦面;38a:斜面;38b:第一斜面;38c:第三斜面;39a:斜面;39b:第二斜面;39c:第四斜面;41a、41b、41c:左侧表面;42a、42b、42c:右侧表面;43a、43b、43c、44a、44b、44c:平坦面的端部;45a、45b、45c、46a、46b、46c:交点;A1:旋转轴(旋转中心);C1、C2、C3:宽度方向中心线;L1:第一节距(pitch);L2:第二节距;L3:第三节距;T3:第一平坦面的宽度;T5:第二平坦面的宽度;T7:第三平坦面的宽度;θ1、θ2:相对于第一平坦面的倾斜角;θ6、θ7:相对于第二平坦面的倾斜角;θ8、θ9:相对于第三平坦面的倾斜角。
具体实施方式
(第一实施方式)
如图1所示,本实用新型的第一实施方式所涉及的旋转锯(下面有时称为“第一旋转锯”)10被组装到未图示的电动工具和切割机等的旋转支轴上。在图1中,旋转锯10通过向顺时针(右转)方向旋转,来切割和/或切削被切削件(例如由金属构成的被切削件)。
在本说明书中,将旋转锯10切割和/或切削被切削件时的旋转方向称为“正转方向”。将与正转方向相反的旋转方向称为“反转方向”。将正转方向侧称为“前侧”,反转方向侧称为“后侧”。并且,将旋转锯10的外周侧称为“外侧”或“上侧”,旋转锯10的内周侧称为“内侧”或“下侧”。将旋转锯10的旋转中心A1的方向称为“左右方向、宽度方向或刃厚方向”。将图1的纸面表面侧称为左侧,纸面背面侧称为右侧。
旋转锯10具有圆板状的基体20和被固定于基体20的多个刀头30(30a、30b、30c)。
基体20包括:基体基部21;和多个刀座22,其与基体基部21一体地形成在基体基部21的外周部。基体20例如是由SK85、SKS5、SAE1074和DIN75Cr1等碳钢或合金工具钢构成的钢板。
在基体基部21的旋转中心部形成有轴孔24,该轴孔24用于将旋转锯10组装并固定于电动工具用和切割机等的旋转轴。轴孔24为圆形,且与旋转锯的旋转中心(旋转轴)A1同轴。
如图2所示,在多个刀座22上分别形成有刀头固定部23。多个刀头30分别被“钎焊固定”在各刀头固定部23。
各“点划线Lr1、Lr2、Lr3和Lr4”表示旋转锯10的基准面。基准面是包括旋转中心A1和刀头30的前侧表面上最靠外周侧的点(例如,参照图1所示的相对于点划线Lr1的点P1。)的面。旋转锯10的径向位于基准面内。旋转锯10的半径(从旋转中心A1到点P1的长度)例如在62.5mm~177.5mm的范围内,在本例中为75mm。
如图1所示,多个刀头30包括多个第一刀头30a、多个第二刀头30b和多个第三刀头30c。
在本例中,刀头30为所谓的“金属陶瓷刀头(cermet chip)”。金属陶瓷刀头是以钛(titanium)和钽(tantalum)等为主要成分的刀头,主要是通过使用镍(nickel)(Ni)或钴(cobalt)(Co)来使碳化钛(Titanium carbide)(TiC)、碳氮化钛(Titanium CarbonNitride)(TiCN)等的碳化合物结合而形成。但是,刀头30也可以为金属陶瓷刀头以外(例如超硬合金)的刀头。
在旋转锯10为了切削被切削件而向正转方向旋转的情况下,多个刀头30以按照第一刀头30a、第二刀头30b、第三刀头30c的顺序反复与被切削件抵接的方式配置于多个刀座22。即,旋转锯10一边反复进行如下步骤,一边切割和/或切削被切削件,该步骤为第二刀头30b在第一刀头30a之后与被切削件抵接,第三刀头30c在第二刀头30b之后与被切削件抵接,第一刀头30a在第三刀头30c之后与被切削件抵接。
多个刀座22分别包括多个第一刀座22a、多个第二刀座22b和多个第三刀座22c。第一刀头30a被固定于第一刀座22a。第二刀头30b被固定于第二刀座22b。第三刀头30c被固定于第三刀座22c。
齿室25形成于彼此相邻的一对刀座22之间。多个齿室25的形状为彼此相等的形状(大致U字形)。在本例中,旋转锯10的齿数为33个。即,当将第一刀头30a、第二刀头30b和第三刀头30c定义为一组刀头(刀头组)时,旋转锯10具有11组刀头组。
如图2所示,第一刀头30a的基准面Lr1穿过旋转中心A1和第一刀头30a的位于前刀面(前表面)31a的最靠外周侧的端部32a(相当于图1的点P1)。下面也将各刀头的位于前刀面的最靠外周侧的端部称为“外周端部”。第二刀头30b的基准面Lr2穿过旋转中心A1和第二刀头30b的外周端部32b(相当于图1的点P2)。第三刀头30c的基准面Lr3穿过旋转中心A1和第三刀头30c的外周端部32c(相当于图1的点P3)。与第三刀头30c相邻的第一刀头30a的基准面Lr4穿过旋转中心A1和该第一刀头30a的外周端部32a(相当于图1的点P4)。
第一刀头30a的外周端部32a和与该第一刀头30a相邻的第二刀头30b的外周端部32b之间在基体20的周向上的距离L1被称为“第一节距L1”。即,第一节距L1为第一刀头30a和与该第一刀头30a相邻的第二刀头30b之间在基体20的周向上的距离。
第二刀头30b的外周端部32b和与该第二刀头30b相邻的第三刀头30c的外周端部32c之间在基体20的周向上的距离L2被称为“第二节距L2”。即,第二节距L2为第二刀头30b和与该第二刀头30b相邻的第三刀头30c之间在基体20的周向上的距离。
第三刀头30c的外周端部32c和与该第三刀头30c相邻的第一刀头30a的外周端部32a之间在基体20的周向上的距离L3被称为“第三节距L3”。即,第三节距L3为第三刀头30c和与该第三刀头30c相邻的第一刀头30a之间在基体20的周向上的距离。
如图1所示,与第一节距L1对应的中心角 是由基准面Lr1和与该基准面Lr1相邻的基准面Lr2所成的角,且被称为“第一节距角
是由基准面Lr1和与该基准面Lr1相邻的基准面Lr2所成的角,且被称为“第一节距角 ”。与第二节距L2对应的中心角
”。与第二节距L2对应的中心角 是由基准面Lr2和与该基准面Lr2相邻的基准面Lr3所成的角,且被称为“第二节距角
是由基准面Lr2和与该基准面Lr2相邻的基准面Lr3所成的角,且被称为“第二节距角 ”。与第三节距L3对应的中心角
”。与第三节距L3对应的中心角 是由基准面Lr3和与该基准面Lr3相邻的基准面Lr4所成的角,且被称为“第三节距角
是由基准面Lr3和与该基准面Lr3相邻的基准面Lr4所成的角,且被称为“第三节距角 ”。
”。
第二节距角 和第三节距角
和第三节距角 彼此相等。第一节距角
彼此相等。第一节距角 比第二节距角
比第二节距角 和第三节距角
和第三节距角 的各个角大。换言之,第二节距L2和第三节距L3彼此相等,但第一节距L1比第二节距L2和第三节距L3各自的长度长(L1>L2=L3)。即,旋转锯10为具有所谓的“不等节距”的旋转锯。下面,有时将第一节距L1称为“长节距”,有时将第二节距L2和第三节距L3分别称为“短节距”。
的各个角大。换言之,第二节距L2和第三节距L3彼此相等,但第一节距L1比第二节距L2和第三节距L3各自的长度长(L1>L2=L3)。即,旋转锯10为具有所谓的“不等节距”的旋转锯。下面,有时将第一节距L1称为“长节距”,有时将第二节距L2和第三节距L3分别称为“短节距”。
在本例中,第一节距角 为11.73°,第二节距角
为11.73°,第二节距角 为10.5°,第三节距角
为10.5°,第三节距角 为10.5°。第一节距角
为10.5°。第一节距角 相对于第二节距角
相对于第二节距角 和第三节距角
和第三节距角 的各个角的比为1.12(=11.73/10.5)。即,第一节距角
的各个角的比为1.12(=11.73/10.5)。即,第一节距角 比第二节距角
比第二节距角 和第三节距角
和第三节距角 的各个角大12%。
的各个角大12%。
如图2所示,多个刀座22(第一刀座22a、第二刀座22b和第三刀座22c)分别具有齿下部26、齿背部27、刀座外周端部28和后端部29。
齿下部26是形成齿室25的后部(即,刀座22的前端部)的部分。齿下部26在侧视观察时从齿底25a的后侧的位置呈直线状延伸到后侧。齿背部27形成从齿下部26的后侧端部朝向外侧立起设置的壁面。由齿下部26的上表面和齿背部27的前表面形成刀头固定部23。因此,刀头固定部23在侧视观察时呈大致L形状。在该刀头固定部23的前表面固定有各刀头30的背面,在刀头固定部23的上表面固定有各刀头30的底面。
刀座外周端部28在侧视观察时,从齿背部27的外侧端部向内侧后方倾斜地延伸,接着一边描绘曲线一边朝向外侧后方,再接着朝向后端呈直线状延伸,然后朝向内侧呈L字状弯曲而与后端部29连接。
后端部29在侧视观察时,从刀座外周端部28的后方端部朝内侧延伸,然后描绘大致U字形状,并与下一个齿下部26的前方端部连接。后端部29的成为大致U字形状的部分的最内侧部分为齿底25a。
如上所述,刀座外周端部28一边描绘曲线一边朝向外侧后方,接着朝向后端呈直线状延伸,然后朝向内侧呈L字状弯曲。因此,刀座22的后部向外侧突出。下面,将该向外侧突出的部分称为“限制刀头LS”。
限制刀头LS在径向上的高度H0比第一刀头30a的外周端部32a在径向上的高度H1、第二刀头30b的外周端部32b在径向上的高度H2和第三刀头30c的外周端部32c在径向上的高度H3的各个高度低。限制刀头LS提高了旋转锯10的直进性。此外,上述高度H0、H1、H2和H3为以如下圆的外周O1为基准的径向上的长度,其中,该圆以旋转中心A1为中心且外周穿过齿底25a。
第一刀头30a的高度H1、第二刀头30b的高度H2和第三刀头30c的高度H3彼此相等。即,从旋转中心A1(旋转中心)到第一刀头30a的外周端部32a的距离、从旋转中心A1到第二刀头30b的外周端部32b的距离和从旋转中心A1到第三刀头30c的外周端部32c的距离彼此相等。
再次参照图1,在基体基部21的径向中央部分形成有狭缝(slit)51a、51b和51c。在狭缝51a、51b和51c中填充有树脂。狭缝51a、51b和51c发挥减轻旋转锯10所产生的振动,或提高切削时的静音性的效果。
在位于基体20的外侧区域且“以中心轴A1为中心的环状的区域52”的表面由玻璃珠(glass beads)实施喷丸处理(shot blast)加工。区域52的内径为基体20的半径的大致2/3。通过喷丸处理加工,减小了区域52的表面粗糙度,并且去除了细微的毛刺(burr)。即,包括刀座22的区域52的表面比区域52以外的部分更平滑化。
接着,对第一刀头30a、第二刀头30b和第三刀头30c的形状(各刀头研磨后的形状)详细地进行说明。
如图3所示,第一刀头30a为大致长方体形状,且具有前刀面(正面)31a、后刀面36a、左侧表面41a和右侧表面42a。
前刀面31a包括上前刀面33a、中前刀面34a和下前刀面35a。上前刀面33a、中前刀面34a和下前刀面35a从前刀面31a的外周端部32a朝径向内侧依次配置。
后刀面36a包括平坦面(下面被称为“第一平坦面”。)37a、左斜面38a和右斜面39a。左斜面38a是以与第一平坦面37a的左端部43a连续的方式而形成的面。即左斜面38a是通过对上表面(即与第一平坦面37a相同的虚拟平面)和左侧表面41a的交叉部分、即左交叉部进行倒角而形成的面。左斜面38a相对于第一平坦面37a的倾斜角θ1为30°。右斜面39a是以与第一平坦面37a的右端部44a连续的方式而形成的面。即右斜面39a是通过对上表面(即与第一平坦面37a相同的虚拟平面)和右侧表面42a的交叉部分、即右交叉部进行倒角而形成的面。右斜面39a相对于第一平坦面37a的倾斜角θ2与倾斜角θ1相同,也为30°。
第一平坦面37a在从前刀面观察时,与第一刀头30a在宽度方向上的中心线C1正交。并且,第一平坦面37a在从前刀面观察时,被第一刀头30a的宽度方向上的中心线C1二等分。即第一平坦面37a的左右的中心位置与第一刀头30a的左右的中心(中心线C1)一致。换言之,第一平坦面37a从前刀面观察时位于第一刀头30a的左右的中心(中心线C1)。如此,第一刀头30a为在从前刀面观察时,左右两侧被倒角为左右对称的“山形刀”。因此,交点45a的高度(旋转锯10在径向上的旋转中心A1和交点45a的距离)和交点46a的高度(旋转锯10在径向上的旋转中心A1和交点46a的距离)相等,其中,该交点45a为左斜面38a和与左斜面38a连续的左侧表面41a在前刀面31a上的交点,该交点46a为右斜面39a和与右斜面39a连续的右侧表面42a在前刀面31a上的交点。
左侧表面41a的向心角θ3为0.5°。同样,右侧表面42a的未图示的向心角也为0.5°。因此,第一刀头30a从前刀面观察时的形状为左右对称。
基体20的厚度T1为0.95mm。第一刀头的厚度(刃厚)T2为1.10mm。平坦面37a在宽度方向上的长度T3为0.25mm。
如图3的(B)所示,上前刀面33a与基准面Lr1一致。即,前刀面31a的前角为0°。中前刀面34a包括与上前刀面33a连续的凹面和与该凹面连续的平面。该凹面位于比基准面Lr1靠后方(与切削方向相反的方向)的位置,且是具有规定的曲率的曲面。与凹面连续的平面位于比基准面Lr1靠前方(切削方向)的位置。下前刀面35a是与中前刀面34a连续的平面。下前刀面35a比基准面Lr1向前方突出,且与基准面Lr1大致平行。
与基准面Lr1正交的线D1和平坦面37a形成的角、即顶端后角θ4为12°。
如图3的(C)所示,平坦面37a和左斜面38a的边界、以及平坦面37a和右斜面39a的边界在俯视观察时,分别与旋转锯10的正转方向平行。即,这些的边界分别位于与基准面Lr1正交的平面内。在俯视观察时,与旋转锯10的正转方向平行的方向和左侧表面41a形成的角、即左侧表面后角θ5为1°。同样,在俯视观察时,与旋转锯10的正转方向平行的方向和右侧表面42a形成的角、即未图示的右侧表面后角也为1°。
如图4所示,第二刀头30b为大致长方体形状,并具有前刀面(正面)31b、后刀面36b、左侧表面41b和右侧表面42b。
前刀面31b包括上前刀面33b、中前刀面34b和下前刀面35b。上前刀面33b、中前刀面34b和下前刀面35b从前刀面31b的外周端部32b朝径向内侧依次配置。
后刀面36b包括平坦面(下面被称为“第二平坦面”)37b、左斜面38b和右斜面39b。左斜面38b是以与第二平坦面37b的左端部43b连续的方式而形成的面。即,左斜面38b是通过对上表面(即与第二平坦面37b相同的虚拟平面)和左侧表面41b的交叉部分、即左交叉部进行倒角而形成的面。左斜面38b相对于第二平坦面37b的倾斜角θ6为20°。为方便说明,也将左斜面38b称为第一斜面38b。右斜面39b是以与第二平坦面37b的右端部44b连续的方式而形成的面。即右斜面39b是通过对上表面(即与第二平坦面37b相同的虚拟平面)和右侧表面42b的交叉部分、即右交叉部进行倒角而形成的面。右斜面39b相对于第二平坦面37b的倾斜角θ7比倾斜角θ6小,为10°。为方便说明,也将右斜面39b称为第二斜面39b。
第二平坦面37b在从前刀面观察时,与第二刀头30b在宽度方向上的中心线C2正交。并且,从前刀面观察时,第二平坦面37b在左右的中心位置位于比第二刀头30b在宽度方向上的左右的中心(中心线C2)靠左侧的位置。换言之,第二平坦面37b从第二刀头30b在左右的中心(中心线C2)向左侧偏离。并且,第二平坦面37b的右端部44b位于比中心线C2靠左侧的位置。即第二平坦面37b不横跨中心线C2。
如上所述,由于倾斜角θ7比倾斜角θ6小,因此右斜面39b与左斜面38b相比成为平缓的斜面。因此,为方便说明,将第二刀头30b称为“左偏刀”,有时还称为“右倒角刀”或“在左右进行了倒角的左偏刀”。在第二刀头30b中,交点45b的高度(旋转锯10在径向上的旋转中心A1和交点45a的距离)和交点46b的高度(旋转锯10在径向上的旋转中心A1和交点46a的距离)实质上相等,其中,该交点45b为第一斜面38b和与第一斜面38b连续的左侧表面41b在前刀面31b上的交点,该交点46b为第二斜面39b和与第二斜面39b连续的右侧表面42b在前刀面31b上的交点。此外,可以以使交点45b的高度和交点46b的高度彼此相等(一致)的方式确定倾斜角θ6和倾斜角θ7(其中,θ6>θ7)。
此外,第二刀头30b的左右侧面的向心角与第一刀头30a同样为0.5°。第二刀头的厚度(刃厚)T4与第一刀头的厚度T2相等,为1.10mm。平坦面37b在宽度方向上的长度T5比平坦面37a在宽度方向上的长度T3小,为0.15mm。
如图4的(B)所示,由于前刀面31b的形状与第一刀头30a的前刀面31a的形状相同,因此省略说明。与基准面Lr2正交的线D2和平坦面37b形成的角、即顶端后角θ4与第一刀头30a的顶端后角θ4相同(即为12°)。
如图4的(C)所示,平坦面37b和左斜面38b的边界、以及平坦面37b和右斜面39b的边界在俯视观察时,分别与旋转锯10的正转方向平行。即,这些的边界分别位于与基准面Lr2正交的平面内。左侧表面41b的左侧表面后角θ5和右侧表面42b的右侧表面后角分别与第一刀头30a的左侧表面后角θ5和右侧表面后角相同(即均为1°)。
如图5所示,第三刀头30c为大致长方体形状。如图5的(C)所示,第三刀头30c和第二刀头30b从前刀面观察时的形状为左右对称。更具体而言,第三刀头30c具有前刀面(正面)31c、后刀面36c、左侧表面41c和右侧表面42c。
前刀面31c包括上前刀面33c、中前刀面34c和下前刀面35c。上前刀面33c、中前刀面34c和下前刀面35c从前刀面31c的外周端部32c朝径向内侧依次配置。
后刀面36c包括平坦面(下面被称为“第三平坦面”)37c、右斜面38c和左斜面39c。右斜面38c是以与第三平坦面37c的右端部43c连续的方式而形成的面。即,右斜面38c是通过对上表面(即与第三平坦面37c相同的虚拟平面)和右侧表面42c的交叉部分、即右交叉部进行倒角而形成的面。右斜面38c相对于第三平坦面37c的倾斜角θ8与倾斜角θ6相等,为20°。为方便说明,也将右斜面38c称为第三斜面38c。左斜面39c是以与第三平坦面37c的左端部44c连续的方式而形成的面。即,左斜面39c是通过对上表面(即与第三平坦面37c相同的虚拟平面)和左侧表面41c的交叉部分、即左交叉部进行例角而形成的面。左斜面39c相对于第三平坦面37c的倾斜角θ9比倾斜角θ8小,为10°。为方便说明,也将左斜面39c称为第四斜面39c。
第三平坦面37c在从前刀面观察时,与第三刀头30c在宽度方向上的中心线C3正交。并且,从前刀面观察时,第三平坦面37c在左右的中心位置位于比第三刀头30c在宽度方向上的左右的中心(中心线C3)靠右侧的位置。换言之,第三平坦面37c从第三刀头30c在左右的中心(中心线C3)向右侧偏离。并且,第三平坦面37c的左端部44c位于比中心线C3靠右侧的位置。即第三平坦面37c不横跨中心线C3。
如上所述,由于倾斜角θ9比倾斜角θ8小,因此,左斜面39c与右斜面38c相比成为平缓的斜面。因此,为方便说明,将第三刀头30c称为“右偏刀”,有时还称为“左倒角刀”或“在左右进行了倒角的右偏刀”。在第三刀头30c中,交点45c的高度(旋转锯10在径向上的旋转中心A1和交点45c的距离)和交点46c的高度(旋转锯10在径向上的旋转中心A1和交点46c的距离)实质上相等,其中,该交点45c为第三斜面38c和与第三斜面38c连续的右侧表面42c在前刀面31c上的交点,该交点46c为第四斜面39c和与第四斜面39c连续的左侧表面41c在前刀面31c上的交点。此外,可以以使交点45c的高度和交点46c的高度彼此相等(一致)的方式确定倾斜角θ8和倾斜角θ9(其中,θ9>θ8)。
此外,第三刀头30c的左右侧面的向心角与第一刀头30a同样为0.5°。第三刀头的厚度(刃厚)T6与第一刀头的厚度T2相等,为1.10mm。平坦面37c在宽度方向上的长度T7与平坦面37b在宽度方向上的长度T5相等,为0.15mm。
如图5的(B)所示,由于前刀面31c的形状与第一刀头30a的前刀面31a的形状相同,因此省略说明。与基准面Lr3正交的线D3和平坦面37c形成的角、即顶端后角θ4与第一刀头30a的顶端后角θ4相同(即,为12°。)。
如图5的(C)所示,平坦面37c和右斜面38c的边界、以及平坦面37c和左斜面39c的边界在俯视观察时,分别与旋转锯10的正转方向平行。即,这些的边界分别位于与基准面Lr3正交的平面内。左侧表面41c的左侧表面后角θ5及左侧表面42c的右侧表面后角与第一刀头30a的左侧表面后角θ5及右侧表面后角相同(即均为1°)。
综上所述,第一刀头30a、第二刀头30b和第三刀头30c之间,至少以下所述的关系成立。
(1)刃厚彼此相等(T2=T4=T6)。
(2)平坦面在宽度(刃厚)方向上的长度:T3>T5=T7
(3)斜面的角度:θ7=θ9<θ6=θ8<θ1=θ2
(4)侧面的向心角(θ3)彼此相等(0.5°)
(5)顶端后角θ4彼此相等(12°)
(6)侧面后角(θ5)彼此相等(1°)
(7)平坦面的高度彼此相等(即H1=H2=H3)。即从旋转中心A1到各平坦面在旋转锯的径向上最靠外周侧的位置的距离彼此相等。
接着,对如此构成的旋转锯10的作用进行说明。图6的(A)和(B)是在从前刀面观察时将第一刀头30a、第二刀头30b和第三刀头30c按照第一刀头30a、第二刀头30b和第三刀头30c的顺序重叠来观察的图。在图6的(A)和(B)中,第二刀头30b的隐藏在第一刀头30a后而看不到的部分用虚线表示,第三刀头30c的隐藏在第一刀头30a和第二刀头30b后而看不到的部分用点划线来表示。
如图6的(B)可知,第一刀头30a的第一平坦面37a的前端(相当于外周端部32a)、第二刀头30b的第二平坦面37b的前端(相当于外周端部32b)和第三刀头30c的第三平坦面37c的前端(相当于外周端部32c)的高度相等。另一方面,外周端部32a、外周端部32b和外周端部32c在从前刀面观察时彼此不重合(即,在刃厚方向、即左右方向上彼此位置不同)。因此,当旋转锯10切削被切削件时,第一刀头30a切削外周端部32a所抵接的刃厚方向(左右方向)中央部分,第二刀头30b主要切削外周端部32b所抵接的左侧部分,第三刀头30c主要切削外周端部32c所抵接的右侧部分。其结果,被旋转锯10切削的被切削件的切屑被沿刃厚方向(左右方向)细致地分割。即,各刀头每切削一次时切削被切削件的量比现有的锯少。因此,旋转锯10能够减小切割或切削阻力。
假如在各刀头为左右被进行了倒角且后刀面不具有平坦面的刀头的情况下,这些刀头的顶端变得尖锐。在该情况下,当这些刀头的顶端由于旋转锯的振动而沿与切削方向(基体20的行进方向)不同的方向抵接于被切削件时,刀头的尖锐的顶端沿与切削方向不同的方向刺入被切削件,因此,存在随着这些刀头切削被切削件,这些刀头的切削方向较大地背离原来的切削方向的担忧。其结果,担忧刀头在刃厚方向上的位置的位移量变大。与此相对,旋转锯10的第一刀头30a、第二刀头30b和第三刀头30c分别将两侧进行倒角,且设有具有第一平坦面37a、第二平坦面37b和第三平坦面37c的后刀面。
因此,假如即使在第一刀头30a、第二刀头30b和第三刀头30c分别沿与切削方向不同的方向抵接于被切削件的情况下,也能够通过第一平坦面37a、第二平坦面37b和第三平坦面37c减少(修正)该方向上的偏离。因此,旋转锯10与“采用在后刀面未形成有平坦面的刀头(顶端尖锐的刀头)的锯”相比,直进稳定性优异。
如前所述,第二刀头30b上的交点45b和交点46b的高度彼此大致相等,第三刀头30c上的交点45c和交点46c的高度彼此大致相等。因此,在切削时各刀头的左侧面和右侧面分别大致同时地开始抵接于被切削件,因此,施加在这些刀头上的左右方向上的力均等。因此能够提高在第二刀头30b和第三刀头30c切削被切削件的情况下旋转锯10的直进稳定性。
并且,第一平坦面37a的宽度T3比第二平坦面37b的宽度T5宽,并且,第二平坦面37b的宽度T5和第三平坦面37c的宽度T7彼此相等。第一刀头30a的左斜面38a和右斜面39a的倾斜角θ1、θ2较大,但第一平坦面37a的宽度T3较长。因此,第一刀头30a为不易崩边的刀头。另一方面,第二刀头30b和第三刀头30c各自的斜面(第一斜面38b、第二斜面39b、第三斜面38c和第四斜面39c)的倾斜角较小,因此,第二刀头30b和第三刀头30c为不易崩边的刀头。因此,能够使第二平坦面37b的宽度T5和第三平坦面37c的宽度T7比较短。据此,易于使第二刀头30b和第三刀头30c切入被切削件,因此能够减小第二刀头30b和第三刀头30c的切割或切削阻力。
除此之外,第一刀头30a、第二刀头30b和第三刀头30c的顶端(各平坦面在旋转锯10的径向上最靠外周侧的位置)的高度彼此相等,因此,能够降低特定的刀头提前磨损的可能性。因此,能够延长旋转锯10的产品寿命。
接着,对第一刀头30a、第二刀头30b和第三刀头30c分别切削被切削件的切屑量进一步详细地研究。一般的“等节距”的旋转锯的“每一个齿的进给量Fz”由以下的公式(1)来计算。
Fz=(F·1000)/(N·Z)(mm/齿)…(1)
在公式(1)中,F是进给速度(m/min),N是旋转锯10的转速(min-1),Z是齿数。
旋转锯10的齿数Z为33。但是,如前所述,旋转锯10是“不等节距”的旋转锯。当将旋转锯10看作仅有“长节距、即第一节距L1”的等节距的旋转锯时,其齿数Z1相当于 当将旋转锯10看作仅有“短节距、即第二节距L2(或第三节距L3)”的等节距的旋转锯时,其齿数Z2相当于
当将旋转锯10看作仅有“短节距、即第二节距L2(或第三节距L3)”的等节距的旋转锯时,其齿数Z2相当于 因此,由上述公式(1)可知,与长节距对应的每个齿的进给量(以下称为“第一进给量”。)Fz1比与短节距对应的每个齿的进给量(以下称为“第二进给量”。)Fz2大。并且,二者的比率(Fz1/Fz2)与长节距相对于短节距的比率(L1/L2=L1/L3:大约12%)相等。此外,下面将与“短节距、即第三节距L3”对应的每个齿的进给量称为“第三进给量Fz3”。第三进给量Fz3和第二进给量Fz2相等。
因此,由上述公式(1)可知,与长节距对应的每个齿的进给量(以下称为“第一进给量”。)Fz1比与短节距对应的每个齿的进给量(以下称为“第二进给量”。)Fz2大。并且,二者的比率(Fz1/Fz2)与长节距相对于短节距的比率(L1/L2=L1/L3:大约12%)相等。此外,下面将与“短节距、即第三节距L3”对应的每个齿的进给量称为“第三进给量Fz3”。第三进给量Fz3和第二进给量Fz2相等。
在此,考虑上述的“第一进给量Fz1、第二进给量Fz2和第三进给量Fz3”,对旋转锯10切削被切削件时的各刀头30削掉被切削件的部分(削片)进行研究。图7是从被切削件的背面观察被切削件的图(通常被称为“Fz图”。),其中该被切削件为旋转锯10一边向纸面上方以一定的速度被进给到被切削件一边切削被切削件的情况下的被切削件。在图7中,旋转锯10的进给方向为从纸面下方朝向上方。
在从第一刀头(山形刀)30a抵接于被切削件后的时刻到与该第一刀头30a相邻的第二刀头(左偏刀)30b抵接于被切削件的时刻的期间,该第一刀头30a削掉被切削件的部分是相当于区域S1的部分。区域S1的上端的平坦部分U1是第一刀头30a的平坦面37a的前端削掉的部分。
在从第二刀头(左偏刀)30b抵接于被切削件后的时刻到与该第二刀头30b相邻的第三刀头(右偏刀)30c抵接于被切削件的时刻的期间,该第二刀头30b削掉被切削件的部分是相当于区域S2的部分。区域S2的上端的平坦部分U2是第二刀头30b的平坦面37b的前端削掉的部分。
接着,在从第三刀头(右偏刀)30c抵接于被切削件后的时刻到与该第三刀头30c相邻的第一刀头(山形刀)30a抵接于被切削件的时刻的期间,该第三刀头30c削掉被切削件的部分是相当于区域S3的部分。区域S3的上端的平坦部分U3是第三刀头30c的平坦面37c的前端削掉的部分。即,区域S1~区域S3表示,在至今已切削被切削件的刀头的下一个刀头抵接于被切削件的时刻,基于至今已切削被切削件的刀头进行切削的切屑的截面。
此时,区域S1的平坦部分U1和区域S2的平坦部分U2之间的距离是与第二进给量Fz2成比例的距离k·Fz2。区域S2的平坦部分U2和区域S3的平坦部分U3之间的距离是与第三进给量Fz3成比例的距离k·Fz3。区域S3的平坦部分U3和区域S1的平坦部分U1之间的距离是与第一进给量Fz1成比例的距离k·Fz1。如前所述,第一进给量Fz1比第二进给量Fz2和第三进给量Fz3各自大,第二进给量Fz2和第三进给量Fz3彼此相等。因此,距离k·Fz1比距离k·Fz2和距离k·Fz3长,且距离k·Fz2和距离k·Fz3彼此相等。这意味着进给量大的刀头(第一刀头30a)的从该刀头抵接于被切削件之后到下一个刀头(第二刀头30b)抵接于被切削件的时间长,相应地,该刀头切削被切削件的时间长(即,切削量多)。
如此,第一刀头30a切削被切削件的区域S1,该被切削件的区域S1位于与旋转锯10的进给方向正交的方向(以下称为“切削宽度方向”。)上的中央部(中心线CL的附近)。第二刀头30b切削位于切削宽度方向上的左部分的被切削件的区域S2。第三刀头30c切削位于切削宽度方向上的右部分的被切削件的区域S3。区域S1、区域S2和区域S3均不横跨切削宽度(刃厚)的整体。
因此,在切削中产生的切屑(切削片)在切削宽度方向上的长度(宽度)均小于刃厚。因此,与使各刀头产生与切削宽度相等的长度的切屑的情况相比,减小了切削阻力。并且,由于各切削片在切削宽度方向上的长度(宽度)小于刃厚,因此,易于使切削片从齿室25排出,因而减小了切削阻力,并且不容易使被切削件因切削片而受损。
并且,如前所述,旋转锯10为第二节距L2和第三节距L3彼此相等但第一节距L1比第二节距L2和第三节距L3各自的长度长的不等节距的旋转锯。因此,旋转锯10与等节距的旋转锯相比,不容易在切割或切削时产生共振。因此,在切削中的旋转锯10的各刀头30不易在刃厚方向上较大地变化。
并且,第二刀头30b和第三刀头30c在从前刀面观察时的形状为左右不对称,与此相对,第一刀头30a在从前刀面观察时的形状为左右对称。第一刀头30a比第二刀头30b和第三刀头30c直进稳定性优异。因此,在旋转锯10中,直进稳定性优异的第一刀头30a被固定于“长节距”的第一刀座22a,第二刀头30b和第三刀头30c分别被固定于“短节距”的第二刀座22b和第三刀座22c。因此,与将第二刀头30b和第三刀头30c的任意一个固定在“长节距”的第一刀座22a上的锯相比,旋转锯10直进稳定性优异。因此,在切削中的旋转锯10的各刀头30不易在刃厚方向上较大地变化。由此,能够减小旋转锯10的切削阻力。
此外,当第一进给量Fz1相对于第二进给量Fz2(或第三进给量Fz3)过大时,则必须由第一刀头30a切削的部分过大,因此,施加于第一刀头30a的负载增大。在该情况下,担忧第一刀头30a的磨损提前进行。因此,优选第一节距L1比第二节距L2(或第三节距L3)长20%以下的范围内的规定的比率。并且,更优选第一节距L1比第二节距长10%以上的范围内的规定的比率。即,优选在第一节距L1和第二节距L2(或第三节距L3)之间以下关系成立。
1.1×L2≤L1≤1.2×L2…(2)
(L2=L3)
并且,根据旋转锯10,由于切屑形成为卷曲状(curl),因此易于将切屑从被切削件剥离,并且,不容易使从被切削件分离的切屑残留在齿室25内。因此,能够更有效地减小切削阻力。以下,对这一点进行说明。
如前所述,各刀头的前刀面(31a、31b、31c)具有上前刀面、作为凹面的中前刀面以及下前刀面,因此,在切削时产生的切屑形成为卷曲状。
例如,如图8所示,当第三刀头30c抵接于被切削件W并开始切削被切削件W时,从被切削件主体WO开始分离的部分W1不从被切削件主体WO完全分离而沿着中前刀面34a前进。由此可以推测出,这是因为通过中前刀面34a形成为凹面,因此从被切削件主体WO开始分离的部分W1不会急剧地弯曲。其他刀头在这一点上也同样地发挥作用。因此,旋转锯10能够平滑地切削被切削件主体WO。
例如,在图8所示的例子中,通过先行于第三刀头30c的第二刀头30b,“从被切削件主体WO呈卷曲状分离的部分W1”从被切削件主体WO完全分离而成为切屑W2。此时,中前刀面34b的下部和下前刀面35b比基准面Lr2向前方突出,因此,易于将切屑W2向前方外侧推出。因此,切屑W2不容易残留在齿室25内,而易于从齿室25被排出。其他刀头在这一点上也同样地发挥作用。据此,也减小了切削阻力。由此,能够更有效地减小旋转锯10的切削阻力。
并且,通过由玻璃珠对区域52实施的喷丸加工能够明确,与该喷丸加工前相比,区域52的表面粗糙度下降大约25%,且与被切削件之间产生的摩檫力下降大约45%。除此之外,还能够明确不容易将切屑熔接于加工面。由此可知,通过由玻璃珠进行的喷丸加工,易于使旋转锯10滑动,并且,能够进一步减小切割或切削阻力。
除此之外,由于刀头30为金属陶瓷刀头,因此耐热性和耐磨损性高。并且,金属陶瓷刀头耐腐蚀性优异,且与铁的亲和性较低。因此,在被切削件为金属材料的情况下,不容易将被切削件熔接于刀头30。其结果,能够避免“由被切削件熔接于刀头30而引起的切割或切削阻力的增大”。
对于切削时产生的切屑的量,在使用旋转锯10的情况和使用图9所示的现有的旋转锯90的情况下进行了比较。用于比较的现有的旋转锯90具有如下结构。
·基体91和刀座92的厚度T8为1.2mm。
·刃厚T9为1.5mm的左倒角刀93a和刃厚T9为1.5mm的右倒角刀93b在基体91的周向上交替地反复配置。
·左倒角刀93a和右倒角刀93b的后刀面在从前刀面观察时的平坦部分的长度T10为1.0mm。
·倒角角度为20°。
·齿数为32的等节距的旋转锯。
·直径150mm的电动工具用旋转锯。
在比较中采用的被切削件为直径34mm,厚度3.2mm的碳素钢钢管。分别计量在将该碳素钢钢管切割10次时产生的切屑的重量(以下称为“切屑量”。)。切屑量越少,意味着越能够更高效(以较少的能量)地切割被切削件,意味着越能够减小切削阻力。这意味着例如在将旋转锯用于充电电池式的电动工具的情况下,每对充电电池充一次电,能够切割更多的被切削件。并且,这意味着能够减轻施加给使用电动工具的作业人员进行的切割或切削作业的负担。
实验的结果为现有的旋转锯90的切屑量为35.9g。与此相对,旋转锯10的切屑量为21.8g。如此,旋转锯10的切屑量为现有的旋转锯90的切屑量的61%。然而,旋转锯10的刃厚(1.1mm)相对于现有的旋转锯90的刃厚(1.5mm)的比为73%。因此,上述的结果表明,能够得到比对应于将刃厚形成得较薄的效果更好的效果。
进一步而言,现有的旋转锯90的基体的厚度为1.2mm,与此相对,旋转锯10的基体20的厚度为0.95mm,因此,现有的旋转锯90应该具有较大的刚性。尽管如此,上述结果示出了由于旋转锯10的振动而产生的刀头在刃厚方向上的位移量比现有的旋转锯90的刀头在刃厚方向上的位移量小的启示。因此,可以说通过旋转锯10的“不等节距(长节距的山形刀、短节距的交替刀头)”这样的结构,有效地减少了振动,其结果,减小了切割或切削阻力。
(第二实施方式)
接着,对本实用新型的第二实施方式所涉及的旋转锯(下面有时被称为“第二旋转锯”。)10A进行说明。旋转锯10A与第一旋转锯10齿数相等,但在其为各刀头在基体的周向上等间隔地配置的“等节距”的旋转锯这一点上与第一旋转锯10不同。因此,下面以该不同点为中心进行说明。
如图10所示,第二旋转锯10A由包括刀座22A的基体20A和被固定于刀座22A的多个刀头30A构成。与第一旋转锯10的多个刀头30同样,多个刀头30A分别包括多个第一刀头30a、第二刀头30b和第三刀头30c。在第二旋转锯10A为了切削被切削件而被向正转方向旋转的情况下,多个刀头30A以按照第一刀头30a、第二刀头30b、第三刀头30c的顺序反复与被切削件抵接的方式配置于多个刀座22A。
如图11所示,第一刀头30a和与该第一刀头30a相邻的第二刀头30b之间在基体20A的周向上的距离L4被称为“第四节距L4”。第二刀头30b和与该第二刀头30b相邻的第三刀头30c之间在基体20A的周向上的距离L5被称为“第五节距L5”。第三刀头30c和与该第三刀头30c相邻的第一刀头30a之间在基体20A的周向上的距离L6被称为“第六节距L6”。
再次参照图10,与第四节距L4对应的中心角 是由基准面Lr1和与该基准面Lr1相邻的基准面Lr2所成的角,且被称为“第四节距角
是由基准面Lr1和与该基准面Lr1相邻的基准面Lr2所成的角,且被称为“第四节距角 ”。与第五节距L5对应的中心角
”。与第五节距L5对应的中心角 是由基准面Lr2和与该基准面Lr2相邻的基准面Lr3所成的角,且被称为“第五节距角
是由基准面Lr2和与该基准面Lr2相邻的基准面Lr3所成的角,且被称为“第五节距角 ”。与第六节距L6对应的中心角
”。与第六节距L6对应的中心角 是由基准面Lr3和与该基准面Lr3相邻的基准面Lr4所成的角,且被称为“第六节距角
是由基准面Lr3和与该基准面Lr3相邻的基准面Lr4所成的角,且被称为“第六节距角 ”。
”。
第四节距角 与第五节距角
与第五节距角 和第六节距角
和第六节距角 彼此相等。换言之,第四节距L4、第五节距L5和第六节距L6彼此相等(L4=L5=L6)。即,旋转锯10A为具有所谓的“等节距”的旋转锯。在本例中,第四节距角
彼此相等。换言之,第四节距L4、第五节距L5和第六节距L6彼此相等(L4=L5=L6)。即,旋转锯10A为具有所谓的“等节距”的旋转锯。在本例中,第四节距角 第五节距角
第五节距角 和第六节距角
和第六节距角 为10.9°。基体20A的厚度与基体20相同,为0.95mm。
为10.9°。基体20A的厚度与基体20相同,为0.95mm。
在第二旋转锯10A上,于基体20A的基体基部21A的旋转中心部形成有轴孔24A。从旋转轴(旋转中心)A2到各刀头的外周端部(例如,第一刀头30a的外周端部32a)的长度为75mm。
作为现有的等节距的旋转锯的例子,在实用新型专利授权公报第2540470号(下面称为“专利文献2”。)中公开有如下一种旋转锯,即,按照抵接于被切削件的顺序而将一个山形刀刀头81和两个平刀刀头82a、82b三个为一组的刀头组(chip set)在基体85的周向上排列有多组,并且,在上述多个刀头组之间配置有一组交替刀头83a、83b(参照图12的(A)和(B)。)。该现有的旋转锯还使上述平刀刀头82a、82b和交替刀头83a、83b的刃高比山形刀刀头低,并且使交替刀头的顶端倾斜角形成为彼此相反的斜坡。此外,在图12的(B)中,从前刀面观察时五个刀头以重叠的方式而被图示。平刀刀头82b重叠于平刀刀头82a的背后。
如此形成的现有的旋转锯的平刀刀头和交替刀头在从前刀面观察时包括直角部分或锐角部分。与此相对,与第一旋转锯10同样,第二旋转锯10A的第二刀头30b和第三刀头30c在从前刀面观察时,在形成后刀面的三个面、左侧表面和右侧表面之间形成的四个“角”全部为钝角。因此,与第一旋转锯10同样,第二旋转锯10A的刀头的顶端与现有的旋转锯的刀头相比而不容易崩边。
并且,在现有的旋转锯中,只有山形刀刀头的刃高较高。即,山形刀刀头比平刀刀头和交替刀头向外侧突出。与此相对,与第一旋转锯10同样,在第二旋转锯10A中,由于第一刀头30a、第二刀头30b和第三刀头30c的高度均相等,因此,特定的刀头的磨损不会提前出现。从而能够进一步延长产品寿命。
除此之外,在专利文献2的图4所公开的交替刀头的刀头顶端未形成有平坦面。与此相对,与第一旋转锯10同样,在第二旋转锯片10A的第二刀头30b上形成有平坦面37b,在第三刀头形成有平坦面37c。据此,能够提高直进稳定性,且能够防止热量集中在刀头顶端,因此能够提高刀头的耐磨损性。
(第三实施方式)
接着,对本实用新型的第三实施方式所涉及的旋转锯(下面有时被称为“第三旋转锯”。)10B进行说明。第三旋转锯10B是与第一旋转锯10相同的不等节距的旋转锯,但在齿数为48这一点上与第一旋转锯10不同。因此,下面以该不同点为中心进行说明。
如图13所示,第三旋转锯10B由包括刀座22B的基体20B和被固定于刀座22B的多个刀头30B构成。与第一旋转锯10的多个刀头30同样,多个刀头30B分别包括多个第一刀头30a、第二刀头30b和第三刀头30c(一组刀头组)。由于第三旋转锯10B的齿数为48,因此具有16组刀头组。
第一刀头30a和与该第一刀头30a相邻的第二刀头30b之间在基体20B的周向上的距离L7被称为“第七节距L7”。第二刀头30b和与该第二刀头30b相邻的第三刀头30c之间在基体20B的周向上的距离L8被称为“第八节距L8”。第三刀头30c和与该第三刀头30c相邻的第一刀头30a之间在基体20B的周向上的距离L9被称为“第九节距L9”。第七节距L7比第八节距L8和第九节距L9长。第八节距L8与第九节距L9彼此相等。
与第七节距L7对应的中心角 是由基准面Lr1和与该基准面Lr1相邻的基准面Lr2所成的角,且被称为“第七节距角
是由基准面Lr1和与该基准面Lr1相邻的基准面Lr2所成的角,且被称为“第七节距角 ”。与第八节距L8对应的中心角
”。与第八节距L8对应的中心角 是由基准面Lr2和与该基准面Lr2相邻的基准面Lr3所成的角,且被称为“第八节距角
是由基准面Lr2和与该基准面Lr2相邻的基准面Lr3所成的角,且被称为“第八节距角 ”。与第九节距L9对应的中心角
”。与第九节距L9对应的中心角 是由基准面Lr3和与该基准面Lr3相邻的基准面Lr4所成的角,且被称为“第九节距角
是由基准面Lr3和与该基准面Lr3相邻的基准面Lr4所成的角,且被称为“第九节距角 ”。
”。
第七节距角 为8°,第八节距角
为8°,第八节距角 为7.25°,第九节距角
为7.25°,第九节距角 为7.25°。因此,长节距相对于短节距的比为
为7.25°。因此,长节距相对于短节距的比为 即,第七节距L7比第八节距L8长10%。在基体20B的基体基部21B的旋转中心部形成有轴孔24B。从旋转轴(旋转中心)A3到各刀头的外周端部(例如第一刀头30a的外周端部32a)的长度为75mm。
即,第七节距L7比第八节距L8长10%。在基体20B的基体基部21B的旋转中心部形成有轴孔24B。从旋转轴(旋转中心)A3到各刀头的外周端部(例如第一刀头30a的外周端部32a)的长度为75mm。
对第三旋转锯10B也进行了上述切屑量的测定。其结果,第三旋转锯10B的切屑量为22.7g。因此,第三旋转锯10B的切屑量比第一旋转锯10的切屑量(21.8g)多,但是比现有的旋转锯90的切屑量(35.9g)少,且为现有的旋转锯90的切屑量的63%。从该结果可知,与第一旋转锯10同样,在第三旋转锯10B中能够得到比对应于将刃厚形成得较薄的效果更好的效果。
如以上说明的那样,本实用新型的各实施方式所涉及的旋转锯即使在使刃厚形成得较薄的情况下直进稳定性仍优异,因此能够有效地减小切割或切削阻力。本实用新型并不限定于上述的各实施方式,如以下所说明的那样,能够在本实用新型的技术方案范围内采用各种变形例。
在上述各实施方式中,第二平坦面37b形成为不横跨中心线C2,第三平坦面37c形成为不横跨中心线C3,但第二刀头30b的从前刀面观察时的形状和第三刀头30c的从前刀面观察时的形状并不特别限定于上述形状。即,在第二刀头30b中,若第二平坦面37b向比中心线C2靠左侧的位置偏离,则第二平坦面37b也可以横跨中心线C2,在第三刀头30c中,若第三平坦面37c向比中心线C3靠右侧的位置偏离,则第三平坦面37c也可以横跨中心线C3。
在上述各实施方式中,第二刀头30b在从前刀面观察时其第二平坦面37b位于刀头的左侧,第一斜面38b的倾斜角θ6比第二斜面39b的倾斜角θ7大,相当于所谓的左偏刀。第三刀头30c在从前刀面观察时其第三平坦面37c位于刀头的右侧,第三斜面38c的倾斜角θ8比第四斜面39c的倾斜角θ9大,相当于所谓的右偏刀。因此,如图14的(A)所示,在旋转锯10中多个刀头从纸面右侧向左侧按照第一刀头30a、第二刀头30b和第三刀头30c的顺序来配置。
但是,也可以构成为第二刀头相当于所谓的右偏刀,第三刀头相当于所谓的左偏刀。即例如,也可以将第二刀头30b与从前刀面观察时为左右对称的形状的第三刀头30c置换,并且,也可以将第三刀头30c以与第二刀头30b置换的方式来配置。即,如图14的(A)和(B)所示,可以在旋转锯的正转方向上将第二刀头30b和第三刀头30c以可更换的方式进行配置。
在上述各实施方式中,多个刀头30由金属陶瓷制成,但多个刀头也可以由超硬合金制成。如前所述,金属陶瓷在耐磨损性和与被切削件的低亲和性这一点比超硬合金优异,但是,对于通过“不等节距”且“山形刀、交替倒角刀的组合”的结构而产生的本实用新型的效果,无论使用金属陶瓷材料和超硬合金中的任何一种材料都不会特别地发生改变。并且,各刀座的节距也可以根据被切削件、刀头和基体的材质等自由地变更。
Claims (9)
1.一种旋转锯,其具有:圆板状的基体,其在外周部形成有多个刀座;和多个刀头,其被分别固定在所述多个刀座,所述旋转锯的特征在于,
所述多个刀头包括第一刀头、第二刀头和第三刀头,
所述第一刀头具有:第一平坦面,其在从前刀面观察时位于该第一刀头的左右的中心;和左右对称的斜面,其以分别与所述第一平坦面的左右连续的方式而形成,
所述第二刀头具有:第二平坦面,其在从前刀面观察时从该第二刀头的左右的中心向一方侧偏离;第一斜面,其以与所述第二平坦面的一方侧连续的方式而形成;和第二斜面,其以与所述第二平坦面的另一方侧连续的方式而形成,
所述第三刀头具有:第三平坦面,其在从前刀面观察时从该第三刀头的左右的中心向另一方侧偏离;第三斜面,其以与所述第三平坦面的另一方侧连续的方式而形成;和第四斜面,其以与所述第三平坦面的一方侧连续的方式而形成,
所述多个刀头以如下方式配置,即,在所述旋转锯为了切削被切削件而被旋转的情况下,以按照所述第一刀头、所述第二刀头和所述第三刀头的顺序反复与所述被切削件抵接的方式配置于所述多个刀座。
2.根据权利要求1所述的旋转锯,其特征在于,
所述第二平坦面以不横跨所述第二刀头的左右的中心的方式而形成,且所述第三平坦面以不横跨所述第三刀头的左右的中心的方式而形成。
3.根据权利要求1所述的旋转锯,其特征在于,
所述多个刀座以第一节距比第二节距长且第三节距与所述第二节距相等的方式形成于所述基体,其中,所述第一节距为所述第一刀头和与该第一刀头相邻的所述第二刀头之间在所述基体的周向上的距离,所述第二节距为所述第二刀头和与该第二刀头相邻的所述第三刀头之间在所述基体的周向上的距离,所述第三节距为所述第三刀头和与该第三刀头相邻的所述第一刀头之间在所述基体的周向上的距离。
4.根据权利要求1所述的旋转锯,其特征在于,
所述第一斜面的相对于所述第二平坦面的倾斜角比所述第二斜面的相对于所述第二平坦面的倾斜角大,
所述第三斜面的相对于所述第三平坦面的倾斜角比所述第四斜面的相对于所述第三平坦面的倾斜角大,
所述第一斜面的相对于所述第二平坦面的倾斜角与所述第三斜面的相对于所述第三平坦面的倾斜角彼此相等,并且
所述第二斜面的相对于所述第二平坦面的倾斜角与所述第四斜面的相对于所述第三平坦面的倾斜角彼此相等。
5.根据权利要求1所述的旋转锯,其特征在于,
所述第二刀头的从所述旋转锯的旋转中心到所述第一斜面和与该第一斜面连续的侧表面在所述前刀面上的交点的距离同从所述旋转中心到所述第二斜面和与该第二斜面连续的侧表面在所述前刀面上的交点的距离彼此相等,
所述第三刀头的从所述旋转中心到所述第三斜面和与该第三斜面连续的侧表面在所述前刀面上的交点的距离同从所述旋转中心到所述第四斜面和与该第四斜面连续的侧表面在所述前刀面上的交点的距离彼此相等。
6.根据权利要求1所述的旋转锯,其特征在于,
形成于所述第一刀头的斜面的相对于所述第一平坦面的倾斜角比所述第一斜面的相对于所述第二平坦面的倾斜角、所述第二斜面的相对于所述第二平坦面的倾斜角、所述第三斜面的相对于所述第三平坦面的倾斜角、和所述第四斜面的相对于所述第三平坦面的倾斜角中的任一个都大。
7.根据权利要求6所述的旋转锯,其特征在于,
所述第一平坦面的从前刀面观察时的宽度比所述第二平坦面的从前刀面观察时的宽度大,并且,
所述第二平坦面的从前刀面观察时的宽度与所述第三平坦面的从前刀面观察时的宽度彼此相等。
8.根据权利要求1所述的旋转锯,其特征在于,
从所述旋转锯的旋转中心到所述第一平坦面上的在所述旋转锯的径向上的最靠外周侧的位置的距离、从所述旋转中心到所述第二平坦面上的在所述旋转锯的径向上的最靠外周侧的位置的距离和从所述旋转中心到所述第三平坦面上的在所述旋转锯的径向上的最靠外周侧的位置的距离彼此相等。
9.根据权利要求1所述的旋转锯,其特征在于,
所述多个刀头为由金属陶瓷材料构成的金属陶瓷刀头。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018229186A JP7305339B2 (ja) | 2018-12-06 | 2018-12-06 | 回転鋸 |
| JP2018-229186 | 2018-12-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211305032U true CN211305032U (zh) | 2020-08-21 |
Family
ID=68886657
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921629878.6U Active CN211305032U (zh) | 2018-12-06 | 2019-09-27 | 旋转锯 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7305339B2 (zh) |
| CN (1) | CN211305032U (zh) |
| DE (1) | DE202019106407U1 (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4079433A4 (en) * | 2019-12-19 | 2024-01-17 | Kanefusa Knife & Saw | JIGSAW |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57201121A (en) | 1981-06-05 | 1982-12-09 | Kanefusa Hamono Kogyo Kk | Metal cutting circular saw |
| JP2540470Y2 (ja) | 1993-07-22 | 1997-07-02 | 天龍製鋸株式会社 | 金属切断用回転鋸 |
| JPH08187702A (ja) * | 1995-01-13 | 1996-07-23 | Kanefusa Kk | 低騒音丸鋸 |
| JP2906136B2 (ja) * | 1996-12-27 | 1999-06-14 | 株式会社谷テック | 丸 鋸 |
| JP2009196046A (ja) * | 2008-02-22 | 2009-09-03 | Omi Kogyo Co Ltd | 円盤形回転カッター |
| DE102011050168B4 (de) * | 2011-05-06 | 2014-12-31 | WIKUS-Sägenfabrik Wilhelm H. Kullmann GmbH & Co. KG | Sägeblatt zum Sägen von Hohl- und Formprofilen |
| DE102015116747B3 (de) * | 2015-10-02 | 2017-03-30 | WIKUS-Sägenfabrik Wilhelm H. Kullmann GmbH & Co. KG | Sägeblatt mit einem Spanteilerzahn |
| JP6773265B2 (ja) * | 2016-05-19 | 2020-10-21 | 株式会社トリガー | チップソー |
-
2018
- 2018-12-06 JP JP2018229186A patent/JP7305339B2/ja active Active
-
2019
- 2019-09-27 CN CN201921629878.6U patent/CN211305032U/zh active Active
- 2019-11-18 DE DE202019106407.2U patent/DE202019106407U1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE202019106407U1 (de) | 2019-11-22 |
| JP7305339B2 (ja) | 2023-07-10 |
| JP2020089949A (ja) | 2020-06-11 |
| DE202019106407U9 (de) | 2020-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2501511B1 (en) | Cutting edge geometry in rounded nose end mills | |
| KR101700705B1 (ko) | 엔드밀 | |
| KR101757482B1 (ko) | 양면 인덱서블 선삭 인서트 | |
| KR101277665B1 (ko) | 클리어런스 슬래시 표면을 구비한 헬리컬 절삭 인서트 | |
| WO2013088851A1 (ja) | 切削インサートおよび刃先交換式切削工具 | |
| KR20110126109A (ko) | 칩 제거 기계가공을 위한 회전 가능한 공구 뿐만 아니라 이를 위한 절삭 인서트 | |
| WO2008053633A1 (fr) | Garniture de coupe | |
| WO2012043629A1 (ja) | 切削インサートおよび切削工具、並びにそれらを用いた切削加工物の製造方法 | |
| JP4860882B2 (ja) | フライス工具 | |
| JPWO2009034633A1 (ja) | ラジアスカッタ用スローアウェイチップ、およびこれを装着したスローアウェイ式ラジアスカッタ | |
| CN108472748B (zh) | 立铣刀以及切削加工物的制造方法 | |
| JP6473761B2 (ja) | エンドミルおよび切削加工物の製造方法 | |
| WO2016203519A1 (ja) | インサート式工具及びスレッドミル | |
| JP2010089250A (ja) | 切削インサートおよびインサート着脱式転削工具 | |
| CN105636729A (zh) | 粗加工立铣刀 | |
| CN112789131A (zh) | 旋转工具 | |
| CN211305032U (zh) | 旋转锯 | |
| JP2001277026A (ja) | ドリル用スローアウェイチップおよびドリルホルダー | |
| EP1281464B1 (en) | Serrated ball nose end mill insert | |
| KR20210136040A (ko) | 절삭 공구, 절삭 공구를 제조하기 위한 방법 및 가공물의 기계가공을 위한 방법 | |
| KR102036975B1 (ko) | 리머 | |
| JP4449895B2 (ja) | スローアウェイチップおよびスローアウェイ式切削工具 | |
| CN104416229B (zh) | Pcd锯片及其制备方法 | |
| CN111545816A (zh) | 配备加强刚性的平后角的立铣刀 | |
| CN216575731U (zh) | 一种三刃圆鼻刀 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |