CN210969662U - 实现嵌件安装保护和精准定位的模具 - Google Patents
实现嵌件安装保护和精准定位的模具 Download PDFInfo
- Publication number
- CN210969662U CN210969662U CN201921743068.3U CN201921743068U CN210969662U CN 210969662 U CN210969662 U CN 210969662U CN 201921743068 U CN201921743068 U CN 201921743068U CN 210969662 U CN210969662 U CN 210969662U
- Authority
- CN
- China
- Prior art keywords
- insert
- mold insert
- movable mold
- fixed
- movable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000009434 installation Methods 0.000 title claims abstract description 25
- 230000009471 action Effects 0.000 claims abstract description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 18
- 230000003111 delayed effect Effects 0.000 claims description 9
- 229910052742 iron Inorganic materials 0.000 claims description 9
- 238000011900 installation process Methods 0.000 claims description 4
- 230000003068 static effect Effects 0.000 claims 1
- 239000004033 plastic Substances 0.000 abstract description 10
- 238000004519 manufacturing process Methods 0.000 abstract description 7
- 238000010104 thermoplastic forming Methods 0.000 abstract description 2
- 230000000670 limiting effect Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 3
- 230000003139 buffering effect Effects 0.000 description 1
- 235000013312 flour Nutrition 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images


Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
实现嵌件安装保护和精准定位的模具,属于热塑性塑料成型模具领域,本模具通过弹簧10、球头顶丝A21、球头顶丝B22、顶杆A25和顶杆B26的配合使用,实现定模镶件12的浮动顶出,以及实现动模镶件B17和动模镶件C18的依次顶出,实现了嵌件28安装过程的预定位和精定位,解决嵌件安装过程中的定位问题,尤其对于设置有精密嵌件且一模多取的塑料产品的成型模具中存在的问题,节约了模具成本,简化了模具结构,工作平稳可靠,实现了嵌件28安装过程中的保护作用以及在模具中的精准定位,有效利用模具空间,提高了生产效率。
Description
技术领域
本实用新型属于热塑性塑料成型模具领域,涉及实现嵌件安装保护和精准定位的模具,主要应用于注塑模具生产中嵌件安装及保护,尤其应用于设置有精密嵌件的塑料产品的成型模具中。
背景技术
塑料产品有点主要表现在重量轻、有多种实际应用功能、有良好的理化性能、良好的可塑性和可持续利用等,在生产和生活中为了增强塑料产品的功能往往在塑料产品的结构上设置有金属嵌件,嵌件成型是指在模具内装入预先准备的嵌件后注入树脂,熔融的材料与嵌件结合固化,制成一体化产品的成型工法,对于精密嵌件的安装使用传统的直接放置嵌件的方法会造成嵌件的损伤,增加塑料产品生产不良率,增加生产成本,实现嵌件的安装保护同时保证嵌件精准定位是带有嵌件模具的难点。
发明内容
本实用新型的目的是提供实现嵌件安装保护和精准定位的模具,依靠弹簧、两处球头顶丝以及模具顶杆的的共同作用,实现定模部分和动模部分的配合运动,保证嵌件安装过程中不会受损同时保证嵌件精准定位,保证塑料产品生产稳定进行。
本实用新型要解决的技术问题是提供实现嵌件安装保护和精准定位的模具,解决了带有嵌件的塑料产品的成型中的问题,尤其对于设置有精密嵌件且一模多取的塑料产品的成型模具中存在的问题,生产过程中实现嵌件精准安装,生产出达到技术要求和使用要求的塑料产品。
本实用新型的技术方案是:实现嵌件安装保护和精准定位的模具其结构包括:定模底板1、热流道板2、定模板3、动模板4、方铁5、面针板6、底针板7、动模底板8、垫板A9、弹簧10、推动杆11、定模镶件12、定模镶块13、镶块导柱14、镶块导套15、动模镶件A16、动模镶件B17、动模镶件C18、动模镶件D19、销钉20、球头顶丝A21、球头顶丝B22、动模镶块23、垫板B24、顶杆A25、顶杆B26、限位柱27和嵌件28,其连接关系为,定模底板1与热流道板2面接触由螺栓锁紧固定,热流道板2与定模板3面接触由螺栓锁紧固定,定模底板1、热流道板2和定模板3由导正柱连接,定模板3上设置有导柱,动模板4上设置有导套,定模板3与动模板4面接触由导柱导套连接,动模底板8与方铁5面接触由螺栓锁紧固定,方铁5与动模板4面接触,方铁5、动模板4与动模底板8由螺栓锁紧固定,面针板6与底针板7面接触由螺栓锁紧固定,垫板A9与热流道板2面接触并限位,垫板A9与定模板3间隙配合由螺栓锁紧固定,弹簧10的上下面分别与垫板A9和推动杆11面接触,弹簧10与定模板3间隙配合,推动杆11与定模板3面接触滑动配合,定模镶件12与定模镶块13面接触滑动配合,定模镶件12底部与推动杆11和定模板3面接触,定模镶块13与定模板3面接触由螺栓锁紧固定,镶块导柱14与定模镶块13面接触紧密配合由挂台限位,镶块导套15与动模镶块23面接触紧密配合由挂台限位,镶块导柱14与镶块导套15面接触滑动配合,动模镶件A16和动模镶件D19与动模镶块23面接触紧密配合由挂台限位,动模镶件B17与动模镶块23、动模镶件A16和动模镶件D19面接触滑动配合,动模镶件C18与动模镶件B17面接触滑动配合,销钉20、球头顶丝A21和球头顶丝B22与动模镶件C18面接触紧密配合,销钉20与动模镶件A16间隙配合,合模状态下,球头顶丝A21与动模镶件B17面接触并限位,球头顶丝B22与动模镶件D19面接触并限位;动模镶块23与动模板4面接触紧密配合由螺栓锁紧固定,动模镶件A16、动模镶件B17、动模镶件C18、动模镶件D19和动模镶块23分别与垫板B24面接触并限位,顶杆A25和顶杆B26与垫板B24和动模板4间隙配合,顶杆A25和顶杆B26与面针板6间隙配合由挂台限位,顶杆A25和顶杆B26与底针板7面接触,限位柱27与面针板6面接触由螺栓锁紧固定;所述推动杆11上设置的挂台底部与定模板3上设置有沉孔底部有间隙,所述间隙为开模时推动杆11浮动的距离A;所述定模镶件12上设置的挂台与定模镶块13上设置的挂台沉孔之间有间隙,所述间隙为开模时定模镶件12浮动的距离B,所述浮动距离A和浮动距离B相等;所述顶杆A25设置在动模镶件B17下方,合模状态下,顶杆A25与动模镶件B17设置有间隙,所述间隙为模具顶出时的延迟顶出距离C;所述顶杆B26设置在动模镶件C18下方,合模状态下,顶杆B26与动模镶件C18设置有间隙,所述间隙为模具顶出时的延迟顶出距离D,所述延迟顶出距离C小于延迟顶出距离D;所述动模镶件A16上设置有槽,所述槽与销钉20轴线垂直,所述动模镶件D19上设置有上半球形坑和下半球坑,动模镶件B17上设置有上通槽和下通槽,合模状态下,销钉20与动模镶件A16间隙配合,球头顶丝A21的球头与动模镶件B17上通槽面接触并限位,球头顶丝B22的球头与动模镶件D19上设置的下半球坑面接触并限位,开摸状态下,面针板6推动顶杆A25和顶杆B26做直线运动,顶杆A25先接触到动模镶件B17施加给动模镶件B17推力,同时动模镶件B17克服球头顶丝A21的摩擦力做直线运动,当球头顶丝A21接触到动模镶件B17上设置的下通槽时限位,此时动模镶件A16和动模镶件B17相对静止,同时顶杆B26接触到动模镶件C18底部,顶杆A25和顶杆B26推动动模镶件A16和动模镶件B17做直线运动,当球头顶丝B22离开动模镶件D19上设置的下半球坑后接触到动模镶件D19上设置的上半球坑时,销钉20接触到动模镶件A16设置的槽顶端,所述球头顶丝B22和销钉20对动模镶件B17和动模镶件C18限位,此时所述限位柱27顶面接触到动模板4的底部,面针板6和底针板7停止运动;开模状态下,所述推动杆11在弹簧10的作用下推动定模镶件12做直线运动由挂台限位,定模镶件12突出于定模镶块13;所述动模镶件B17上设置有通孔,所述动模镶件C18头部为圆柱形,动模镶件C18头部与动模镶件B17面接触滑动配合;所述嵌件28安装过程中嵌件28的下部先与动模镶件B17上设置的通孔滑动配合由动模镶件C18的顶部限位,所述定模镶件12头部设置有盲孔,合模时,嵌件28的上部与定模镶件12头部的盲孔滑动配合并限位,动模镶件C18推动嵌件28克服弹簧10的弹力使定模镶件12复位,定模镶件12接触到定模板3时停止运动,同时定模镶件12推动嵌件28促使动模镶件C18克服球头顶丝A21的摩擦力做复位运动,当球头顶丝A21与动模镶件B17上设置的下通槽接触时,动模镶件B17和动模镶件C18作为一个整体克服球头顶丝B22的摩擦力做复位运动。
实现嵌件安装保护和精准定位的模具的工作原理为:利用弹簧10的弹力作用实现定模镶件12的浮动,通过定模镶件12的浮动实现嵌件28安装过程中的预定位;利用球头顶丝A21和球头顶丝B22的限位功能,实现动模镶件B17和动模镶件C18的组合运动;利用顶杆A25和顶杆B26的延迟顶出,实现动模镶件B17和动模镶件C18的依次顶出;利用销钉20与动模镶件A16的组合应用,实现动模镶件B17和动模镶件C18组合体的最终定位;利用弹簧10对定模镶件12复位的缓冲作用和球头顶丝A21和球头顶丝B22对动模镶件B17和动模镶件C18的限位作用,实现了嵌件28的安装保护和精准定位。
本实用新型的有益效果是:本模具通过弹簧10、球头顶丝A21、球头顶丝B22、顶杆A25和顶杆B26的配合使用,实现定模镶件12的浮动顶出,以及实现动模镶件B17和动模镶件C18的依次顶出,实现了嵌件28安装过程的预定位和精定位,解决嵌件安装过程中的定位问题,尤其对于设置有精密嵌件且一模多取的塑料产品的成型模具中存在的问题,节约了模具成本,简化了模具结构,工作平稳可靠,实现了嵌件28安装过程中的保护作用以及在模具中的精准定位,有效利用模具空间,提高了生产效率。
附图说明
以下结合附图,以实施例具体说明。
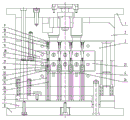
图1是实现嵌件安装保护和精准定位的模具的组装示意图一。
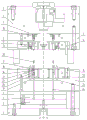
图2是实现嵌件安装保护和精准定位的模具的组装示意图二。
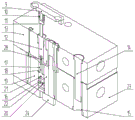
图3是实现嵌件安装保护和精准定位的模具的开模嵌件安装示意图三。
图4是实现嵌件安装保护和精准定位的模具的内部组件示意图四。
图5是实现嵌件安装保护和精准定位的模具的内部组件剖切示意图五。
图中:1定模底板;2热流道板;3定模板;4动模板;5方铁;6面针板;7底针板;8动模底板;9垫板A;10弹簧;11推动杆;12定模镶件;13定模镶块;14镶块导柱;15镶块导套;16动模镶件A;17动模镶件B;18动模镶件C;19动模镶件D;20销钉;21球头顶丝A;22球头顶丝B;23动模镶块;24垫板B;25顶杆A;26顶杆B;27限位柱;28嵌件。
具体实施方式
下面结合技术文字和附图详细叙述实用新型的具体实施例。
装配模具时,定模底板1与热流道板2面接触,螺栓穿过定模底板1将其与热流道板2锁紧固定,定模镶件12配装在定模镶块13加工好的型腔内,镶块导柱14配装在定模镶块13加工好的导柱孔内,定模镶件12和定模镶块13作为一个整体配装在定模板3加工好的型腔内,螺栓穿过定模板3将定模镶块13锁紧固定,推动杆11配装在定模板3加工好的孔内,弹簧10配装在定模板3加工好的沉孔内同时与推动杆11接触,垫板A9配装在定模板3加工好的型腔内,螺栓穿过垫板A9将其与定模板3锁紧固定,螺栓穿过定模板3将其与热流道板2锁紧固定(见图1、2);销钉20配装在动模镶件C18加工好的销孔内,球头顶丝A21和球头顶丝B22配装在动模镶件C18加工好的螺丝孔内,动模镶件C18、销钉20、球头顶丝A21和球头顶丝B22作为一个整体与动模镶件A16和动模镶件D19配合,动模镶件C18、动模镶件A16和动模镶件D19一起配装在动模镶块23加工好的型腔内,镶块导套15配装在动模镶块23加工好的导套孔内,垫板B24配装在动模板4加工好的型腔内,螺栓穿过垫板B24将其锁紧固定在动模板4上,动模镶块23配装在动模板4加工好的型腔内,螺栓穿过动模板4将动模镶块23锁紧固定,顶杆A25和顶杆B26配装在面针板6加工好的顶杆孔内,螺栓穿过底针板7将其与面针板6锁紧固定,顶杆A25和顶杆B26配装在动模板4和垫板B24加工好的通孔内,动模底板8与方铁5面接触,螺栓穿过动模底板8将其与方铁5锁紧固定,螺栓穿过动模底板8和方铁5将动模板4锁紧固定(见图1、2)。
嵌件28安装过程为:嵌件28安装前,定模部分状态为弹簧10处于弹出状态,推动杆11将定模镶件12顶出,定模镶件12突出于定模镶块13,动模部分状态为顶杆A25和顶杆B26将动模镶件B17和动模镶件C18一次顶出(见图3);嵌件28在开模状态下装入动模镶件A16上设置的通孔内,深度由动模镶件C18的头部来限定,合模时,定模镶件12上设置的盲孔与嵌件28面接触对嵌件28进行限位,动模镶件C18推动嵌件28克服弹簧10的弹力推动定模镶件12复位,当定模镶件12接触到定模板3时停止运动,定模镶件12推动嵌件28施加给动模镶件C18推力,动模镶件C18克服球头顶丝A21的摩擦力做复位运动,当球头顶丝A21与动模镶件B17上设置的下通槽接触时,动模镶件B17和动模镶件C18作为一个整体克服球头顶丝B22的摩擦力做复位运动(见图4、5)。
以上所述是本实用新型的优越实施方式,应当指出,对于本实用新型所属技术领域的技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
Claims (1)
1.实现嵌件安装保护和精准定位的模具,其特征在于其结构包括:定模底板(1)、热流道板(2)、定模板(3)、动模板(4)、方铁(5)、面针板(6)、底针板(7)、动模底板(8)、垫板A(9)、弹簧(10)、推动杆(11)、定模镶件(12)、定模镶块(13)、镶块导柱(14)、镶块导套(15)、动模镶件A(16)、动模镶件B(17)、动模镶件C(18)、动模镶件D(19)、销钉(20)、球头顶丝A(21)、球头顶丝B(22)、动模镶块(23)、垫板B(24)、顶杆A(25)、顶杆B(26)、限位柱(27)和嵌件(28);其连接关系为,垫板A(9)与热流道板(2)面接触并限位,垫板A(9)与定模板(3)间隙配合由螺栓锁紧固定,弹簧(10)与定模板(3)间隙配合,推动杆(11)与定模板(3)面接触滑动配合,定模镶件(12)与定模镶块(13)面接触滑动配合,定模镶件(12)底部与推动杆(11)和定模板(3)面接触,动模镶件A(16)和动模镶件D(19)与动模镶块(23)面接触紧密配合由挂台限位,动模镶件B(17)与动模镶块(23)、动模镶件A(16)和动模镶件D(19)面接触滑动配合,动模镶件C(18)与动模镶件B(17)面接触滑动配合,销钉(20)、球头顶丝A(21)和球头顶丝B(22)与动模镶件C(18)面接触紧密配合,合模状态下,球头顶丝A(21)与动模镶件B(17)面接触并限位,球头顶丝B(22)与动模镶件D(19)面接触并限位;所述推动杆(11)上设置的挂台底部与定模板(3)上设置有沉孔底部有间隙,所述间隙为开模时推动杆(11)浮动的距离A;所述定模镶件(12)上设置的挂台与定模镶块(13)上设置的挂台沉孔之间有间隙,所述间隙为开模时定模镶件(12)浮动的距离B,所述浮动距离A和浮动距离B相等;所述顶杆A(25)设置在动模镶件B(17)下方,合模状态下,顶杆A(25)与动模镶件B(17)设置有间隙,所述间隙为模具顶出时的延迟顶出距离C;所述顶杆B(26)设置在动模镶件C(18)下方,合模状态下,顶杆B(26)与动模镶件C(18)设置有间隙,所述间隙为模具顶出时的延迟顶出距离D,所述延迟顶出距离C小于延迟顶出距离D;所述动模镶件A(16)上设置有槽,所述槽与销钉(20)轴线垂直,所述动模镶件D(19)上设置有上半球形坑和下半球坑,动模镶件B(17)上设置有上通槽和下通槽,合模状态下,销钉(20)与动模镶件A(16)间隙配合,球头顶丝A(21)的球头与动模镶件B(17)上通槽面接触并限位,球头顶丝B(22)的球头与动模镶件D(19)上设置的下半球坑面接触并限位,开摸状态下,顶杆A(25)先接触到动模镶件B(17)施加给动模镶件B(17)推力,同时动模镶件B(17)克服球头顶丝A(21)的摩擦力做直线运动,当球头顶丝A(21)接触到动模镶件B(17)上设置的下通槽时限位,此时动模镶件A(16)和动模镶件B(17)相对静止,同时顶杆B(26)接触到动模镶件C(18)底部,顶杆A(25)和顶杆B(26)推动动模镶件A(16)和动模镶件B(17)做直线运动,当球头顶丝B(22)离开动模镶件D(19)上设置的下半球坑后接触到动模镶件D(19)上设置的上半球坑时,销钉(20)接触到动模镶件A(16)设置的槽顶端,所述球头顶丝B(22)和销钉(20)对动模镶件B(17)和动模镶件C(18)限位;开模状态下,所述推动杆(11)在弹簧(10)的作用下推动定模镶件(12)做直线运动由挂台限位,定模镶件(12)突出于定模镶块(13);所述动模镶件B(17)上设置有通孔,所述动模镶件C(18)头部为圆柱形,动模镶件C(18)头部与动模镶件B(17)面接触滑动配合;所述嵌件(28)安装过程中嵌件(28)的下部先与动模镶件B(17)上设置的通孔滑动配合由动模镶件C(18)的顶部限位,所述定模镶件(12)头部设置有盲孔,合模时,嵌件(28)的上部与定模镶件(12)头部的盲孔滑动配合并限位,动模镶件C(18)推动嵌件(28)克服弹簧(10)的弹力使定模镶件(12)复位,定模镶件(12)接触到定模板(3)时停止运动,同时定模镶件(12)推动嵌件(28)促使动模镶件C(18)克服球头顶丝A(21)的摩擦力做复位运动,当球头顶丝A(21)与动模镶件B(17)上设置的下通槽接触时,动模镶件B(17)和动模镶件C(18)作为一个整体克服球头顶丝B(22)的摩擦力做复位运动。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921743068.3U CN210969662U (zh) | 2019-10-17 | 2019-10-17 | 实现嵌件安装保护和精准定位的模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921743068.3U CN210969662U (zh) | 2019-10-17 | 2019-10-17 | 实现嵌件安装保护和精准定位的模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210969662U true CN210969662U (zh) | 2020-07-10 |
Family
ID=71417780
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921743068.3U Active CN210969662U (zh) | 2019-10-17 | 2019-10-17 | 实现嵌件安装保护和精准定位的模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210969662U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110919959A (zh) * | 2019-10-17 | 2020-03-27 | 大连銮艺精密模塑制造有限公司 | 实现嵌件安装保护和精准定位的模具 |
| CN114274455A (zh) * | 2021-12-08 | 2022-04-05 | 厦门华盛弘精密模具有限公司 | 生产带嵌件产品的模具装置及其生产方法 |
-
2019
- 2019-10-17 CN CN201921743068.3U patent/CN210969662U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110919959A (zh) * | 2019-10-17 | 2020-03-27 | 大连銮艺精密模塑制造有限公司 | 实现嵌件安装保护和精准定位的模具 |
| CN114274455A (zh) * | 2021-12-08 | 2022-04-05 | 厦门华盛弘精密模具有限公司 | 生产带嵌件产品的模具装置及其生产方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210969662U (zh) | 实现嵌件安装保护和精准定位的模具 | |
| CN110722752A (zh) | 多角度脱倒扣的组合滑块机构 | |
| CN104149272A (zh) | 一种注射压缩成型复合模具 | |
| CN202412609U (zh) | 一种斜顶抽内侧芯、滑块抽外侧芯的模具机构 | |
| CN112549466A (zh) | 设有复合功能顶出杆机构的模具 | |
| CN105291382A (zh) | 一种内外多方向抽芯注射模具 | |
| CN202318814U (zh) | 一种采用滑块、斜导柱二次推出的模具机构 | |
| CN108859031B (zh) | 注塑模直顶强脱二次顶出机构 | |
| CN203063063U (zh) | 二次推出的模具 | |
| CN110919959A (zh) | 实现嵌件安装保护和精准定位的模具 | |
| CN105346022A (zh) | 利用顶板回位机构成型的塑料模具 | |
| CN210552694U (zh) | 生产医用产品的注塑模具滑块延迟顶针支撑机构 | |
| CN104494061A (zh) | 一种设有主浇口先抽机构的模具 | |
| CN102069554A (zh) | 一种利用斜导柱和滑块二次推出的模具机构 | |
| CN216635212U (zh) | 设有可控多方向滑动机构的模具 | |
| CN214294285U (zh) | 双导轨斜滑块和隧道滑块组合成型的模具 | |
| CN210999847U (zh) | 多角度脱倒扣的组合滑块机构 | |
| CN215151436U (zh) | 注塑模具的二次顶出机构 | |
| CN204249257U (zh) | 动模二次分型机构 | |
| CN211891747U (zh) | 一种防止注塑模具顶出开裂的结构 | |
| CN114228062A (zh) | 设有可控多方向滑动机构的模具 | |
| CN206926195U (zh) | 强行复位注塑模具 | |
| CN202318796U (zh) | 一种叠式型腔的模具机构 | |
| CN205834169U (zh) | 一种司筒二次顶开装置 | |
| CN220700303U (zh) | 模具顶出机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address | ||
| CP03 | Change of name, title or address |
Address after: 116600 No.3 Tianhua Road, Dalian Development Zone, Liaoning Province Patentee after: Dalian Luanyi Precision Technology Co.,Ltd. Country or region after: China Address before: 116600 No.3 Tianhua Road, Dalian Development Zone, Liaoning Province Patentee before: DALIAN LUANYI PRECISION ENGINEERING Co.,Ltd. Country or region before: China |