CN210940407U - 一种共享柜的三面板一次整体吹塑成型模具 - Google Patents
一种共享柜的三面板一次整体吹塑成型模具 Download PDFInfo
- Publication number
- CN210940407U CN210940407U CN201921798051.8U CN201921798051U CN210940407U CN 210940407 U CN210940407 U CN 210940407U CN 201921798051 U CN201921798051 U CN 201921798051U CN 210940407 U CN210940407 U CN 210940407U
- Authority
- CN
- China
- Prior art keywords
- blowing chamber
- blow molding
- mould
- blowing
- chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000071 blow moulding Methods 0.000 title claims abstract description 27
- 238000007664 blowing Methods 0.000 claims abstract description 60
- 239000007924 injection Substances 0.000 claims abstract description 13
- 239000011324 bead Substances 0.000 claims abstract description 9
- 238000001816 cooling Methods 0.000 claims abstract description 9
- 238000002347 injection Methods 0.000 claims abstract description 5
- 238000001746 injection moulding Methods 0.000 claims description 11
- 238000004321 preservation Methods 0.000 claims 1
- 238000007789 sealing Methods 0.000 abstract description 3
- 238000000465 moulding Methods 0.000 abstract 1
- 239000004033 plastic Substances 0.000 description 8
- 238000007493 shaping process Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 238000009413 insulation Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 230000004075 alteration Effects 0.000 description 1
- 238000010102 injection blow moulding Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
Images


Landscapes
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本实用新型公开了一种共享柜的三面板一次整体吹塑成型模具,包括上模、下模,所述下模的上端面设有吹塑腔,所述吹塑腔内设有两道隔条,两道隔条将吹塑腔分为第一吹塑腔、第二吹塑腔、第三吹塑腔,所述吹塑腔的下方设有冷却腔,所述冷却腔的侧壁上连有进水管与出水管,所述第一吹塑腔、第二吹塑腔、第三吹塑腔的底部均设有推板,所述推板的下端连有气缸,所述上模的下端面设有与吹塑腔配合的压板,所述上模的上端面设有注射与吹塑口。能够一次性将共享柜的三面板整体吹塑成型,使得整体构造非常牢固,柜子平稳,成型后的三面板为一体结构,板与板之间没有缝隙,增加了密封性能,提高了稳定性,节省了成本。
Description
技术领域
本实用新型涉及一种共享柜的三面板一次整体吹塑成型模具。
背景技术
吹塑是将热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热(或加热到软化状态),置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。
共享柜的三面侧壁是由塑料注塑成型制得,目前的注塑模具只能对柜体的单面侧壁进行注塑,不能一次将共享柜的三面一次成型,单面注塑后还需要将每一面进行机械连接,不仅耗费人力、物力,而且这样制造的柜体密封性能较差,长期使用后会出现柜体不牢固问题。
实用新型内容
有鉴于此,本实用新型提供一种共享柜的三面板一次整体吹塑成型模具。
为解决上述技术问题,本实用新型采用以下技术方案:
一种共享柜的三面板一次整体吹塑成型模具,包括上模、下模,所述下模的上端面设有吹塑腔,所述吹塑腔内设有两道隔条,两道隔条将吹塑腔分为第一吹塑腔、第二吹塑腔、第三吹塑腔,所述吹塑腔的下方设有冷却腔,所述冷却腔的侧壁上连有进水管与出水管,所述第一吹塑腔、第二吹塑腔、第三吹塑腔的底部均设有推板,所述推板的下端连有气缸,所述上模的下端面设有与吹塑腔配合的压板,所述上模的上端面设有注射与吹塑口。
根据本实用新型的一个实施例,所述注射与吹塑口的外侧设有保温套,且注射与吹塑口的数量至少为三个。
根据本实用新型的一个实施例,所述上模的下端面设有上定位柱、上定位孔,所述下模的下端面设有下定位柱、下定位孔,所述上定位柱与下定位孔配合,所述上定位孔与下定位柱配合。
根据本实用新型的一个实施例,所述压板上设有把手压块。
根据本实用新型的一个实施例,所述吹塑腔内设有凸起。
根据本实用新型的一个实施例,所述下模的两端设有用于固定的连接板。
根据本实用新型的一个实施例,所述第一吹塑腔、第二吹塑腔、第三吹塑腔的四个边角处均设有推板,所述下模的下方设有顶板,所述顶板与推板之间通过顶杆连接,所述顶板的下端与气缸连接。
本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
1、本实用新型能够一次性将共享柜的三面板整体吹塑成型,使得整体构造非常牢固,柜子平稳,成型后的三面板为一体结构,板与板之间没有缝隙,增加了密封性能,提高了稳定性,而且一体成型大大提高了工作效率,能够进行大批量生产,节省了成本。
2、本实用新型将吹塑腔内设置隔条,使得成型后板与板之间的连接处壁厚较薄,便于板与板之间弯折,方便后期加工成型。
3、本实用新型在下模内设置凸起,不仅能够增加成型后板面的强度,而且节省了材料。
4、本实用新型通过顶板实现了多个推板同时将成型后的吹塑品推出,避免了对产品的损伤,而且便于工作人员拿取成品。
附图说明
本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
图1为本实用新型的整体结构示意图;
图2为上模的结构示意图;
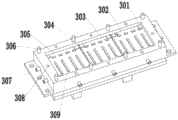
图3为下模的结构示意图;
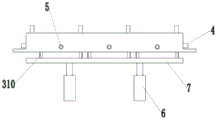
图4为下模的主视图。
附图标记:
1-上模;101-上定位柱;102-上定位孔;103-压板;104-把手压块;2-注射与吹塑口;201-保温套;3-下模;301-推板;302-第一吹塑腔;303-第二吹塑腔;304-隔条;305-第三吹塑腔;306-下定位柱;307-连接板;308-下定位孔;309-凸起;310-顶杆;4-出水管;5-进水管;6-气缸;7-顶板。
具体实施方式
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
实施例一,
下面参考图1-4,一种共享柜的三面板一次整体吹塑成型模具,包括上模1、下模3,下模3的上端面设有吹塑腔,吹塑腔内设有两道隔条304,两道隔条304将吹塑腔分为第一吹塑腔302、第二吹塑腔303、第三吹塑腔305,吹塑腔的下方设有冷却腔,冷却腔的侧壁上连有进水管5与出水管4,第一吹塑腔302、第二吹塑腔303、第三吹塑腔305的底部均设有推板301,推板301的下端连有气缸6,上模1的下端面设有与吹塑腔配合的压板103,上模1的上端面设有注射与吹塑口2。
为了提高保温性,注射与吹塑口2的外侧设有保温套201,且注射与吹塑口2的数量至少为三个。
为了保证上模1与下模3配合严密,上模1的下端面设有上定位柱101、上定位孔102,下模3的下端面设有下定位柱306、下定位孔308,上定位柱101与下定位孔308配合,上定位孔102与下定位柱306配合。
进一步的,压板103上设有把手压块104。
进一步的,吹塑腔内设有凸起309。
具体的,下模3的两端设有用于固定的连接板307。
具体的,第一吹塑腔302、第二吹塑腔303、第三吹塑腔305的四个边角处均设有推板301,下模3的下方设有顶板7,顶板7与推板301之间通过顶杆310连接,顶板7的下端与气缸6连接。
使用时,上模1与下模3配合,配合时,上定位柱101与下定位孔308配合,上定位孔102与下定位柱306配合,通过注射与吹塑口2向吹塑腔内射入塑料型坯,趁热然后通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,冷却后打开上模,气缸6气动通过推板301将成品推出。
具体地,在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
Claims (7)
1.一种共享柜的三面板一次整体吹塑成型模具,其特征在于:包括上模(1)、下模(3),所述下模(3)的上端面设有吹塑腔,所述吹塑腔内设有两道隔条(304),两道隔条(304)将吹塑腔分为第一吹塑腔(302)、第二吹塑腔(303)、第三吹塑腔(305),所述吹塑腔的下方设有冷却腔,所述冷却腔的侧壁上连有进水管(5)与出水管(4),所述第一吹塑腔(302)、第二吹塑腔(303)、第三吹塑腔(305)的底部均设有推板(301),所述推板(301)的下端连有气缸(6),所述上模(1)的下端面设有与吹塑腔配合的压板(103),所述上模(1)的上端面设有注射与吹塑口(2)。
2.根据权利要求1所述的一种共享柜的三面板一次整体吹塑成型模具,其特征在于:所述注射与吹塑口(2)的外侧设有保温套(201),且注射与吹塑口(2)的数量至少为三个。
3.根据权利要求1所述的一种共享柜的三面板一次整体吹塑成型模具,其特征在于:所述上模(1)的下端面设有上定位柱(101)、上定位孔(102),所述下模(3)的下端面设有下定位柱(306)、下定位孔(308),所述上定位柱(101)与下定位孔(308)配合,所述上定位孔(102)与下定位柱(306)配合。
4.根据权利要求1所述的一种共享柜的三面板一次整体吹塑成型模具,其特征在于:所述压板(103)上设有把手压块(104)。
5.根据权利要求1所述的一种共享柜的三面板一次整体吹塑成型模具,其特征在于:所述吹塑腔内设有凸起(309)。
6.根据权利要求1所述的一种共享柜的三面板一次整体吹塑成型模具,其特征在于:所述下模(3)的两端设有用于固定的连接板(307)。
7.根据权利要求1所述的一种共享柜的三面板一次整体吹塑成型模具,其特征在于:所述第一吹塑腔(302)、第二吹塑腔(303)、第三吹塑腔(305)的四个边角处均设有推板(301),所述下模(3)的下方设有顶板(7),所述顶板(7)与推板(301)之间通过顶杆(310)连接,所述顶板(7)的下端与气缸(6)连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921798051.8U CN210940407U (zh) | 2019-10-24 | 2019-10-24 | 一种共享柜的三面板一次整体吹塑成型模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921798051.8U CN210940407U (zh) | 2019-10-24 | 2019-10-24 | 一种共享柜的三面板一次整体吹塑成型模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210940407U true CN210940407U (zh) | 2020-07-07 |
Family
ID=71399110
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921798051.8U Active CN210940407U (zh) | 2019-10-24 | 2019-10-24 | 一种共享柜的三面板一次整体吹塑成型模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210940407U (zh) |
-
2019
- 2019-10-24 CN CN201921798051.8U patent/CN210940407U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2847582B2 (ja) | 樹脂製燃料タンクの製造装置 | |
| CN210940407U (zh) | 一种共享柜的三面板一次整体吹塑成型模具 | |
| CN108568960B (zh) | 一种气压式便于脱模的模具 | |
| CN216127648U (zh) | 一种密封性良好的水泵用法兰盘注塑模具 | |
| CN215242541U (zh) | 可提高注塑质量的注塑模具 | |
| CN213082316U (zh) | 一种快速脱模吹塑模具 | |
| CN210651828U (zh) | 一种可快速冷却降温的吹塑模具 | |
| CN213733248U (zh) | 一种省时塑胶注塑模具 | |
| CN213321601U (zh) | 一种变截面密封条挤出口模具 | |
| CN210552568U (zh) | 一种方便出模的eva二次发泡成型机 | |
| CN216373301U (zh) | 一种亚克力灯罩用吹塑成型模具 | |
| CN218429894U (zh) | 模芯锁模环、模芯与模芯锁模环结合结构、注坯模具 | |
| CN216941723U (zh) | 一种高散热性的注塑模具 | |
| CN215943560U (zh) | 一种汽车传感器的注塑模具 | |
| CN214645643U (zh) | 一种瓶坯模具的冷却系统 | |
| CN217514416U (zh) | 一种用于塑胶制品生产的高效成型模具 | |
| CN214294198U (zh) | 一种按键类模具结构 | |
| CN205705030U (zh) | 大型塑料整理箱用把手注塑模 | |
| CN215550836U (zh) | 一种精密塑料包装容器用的吹塑模具 | |
| CN220008778U (zh) | 一种多用途吹膜模具 | |
| CN216992964U (zh) | 一种注塑模具 | |
| CN214562714U (zh) | 一种可伸缩汽车仪表盘下盖模具 | |
| CN223161270U (zh) | 一种多腔注塑模具 | |
| CN222431568U (zh) | 一种注胚吹瓶模具 | |
| CN221834866U (zh) | 一种异形件的注塑模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address | ||
| CP03 | Change of name, title or address |
Address after: Room 4, No. 698 Wulian Road, Yushan Town, Kunshan City, Suzhou City, Jiangsu Province, 215300 Patentee after: Kunshan Shenghaoxin Health Technology Co.,Ltd. Address before: 215000 room 2, 268 BoQing Road, Yushan Town, Kunshan City, Suzhou City, Jiangsu Province Patentee before: KUNSHAN SHENGHAOXIN PRECISION MOLDING PRODUCTS Co.,Ltd. |