CN210736456U - 用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置 - Google Patents
用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置 Download PDFInfo
- Publication number
- CN210736456U CN210736456U CN201920912676.6U CN201920912676U CN210736456U CN 210736456 U CN210736456 U CN 210736456U CN 201920912676 U CN201920912676 U CN 201920912676U CN 210736456 U CN210736456 U CN 210736456U
- Authority
- CN
- China
- Prior art keywords
- reactor
- treatment
- sludge
- tank
- concentrated solution
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Abstract
本实用新型公开了一种用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置,依次连接有机械格栅、沉砂池、调节池、厌氧处理系统、MBR系统、纳滤系统、反渗透系统和产水池,厌氧处理系统采用UBF中温厌氧反应器,在UBF中温厌氧反应器的池底设置有排污管道,排污管道的一端与污泥池连接,厌氧处理系统的另一端与沼气收集池连接;MBR系统由双级硝化反硝化反应器和外置式超滤膜组件组成,厌氧处理系统与双级硝化反硝化反应器连接,双级硝化反硝化反应器与污泥池连接。本实用新型能够实现垃圾焚烧电站中渗透液的零排放,减少了环境污染、节约了水资源。
Description
一、技术领域:
本实用新型涉及一种废水处理系统,特别涉及一种用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置,属于废水处理领域。
二、背景技术:
近年来垃圾焚烧电站不断兴建,由此产生大量的垃圾渗滤液,该水质具有污染物成分复杂、有机污染物浓度高、氨氮浓度高、pH值较低等特点,属于难处理有机废水;垃圾渗滤液的水质相当复杂,一般含有高浓度有机物、重金属盐、SS及氨氮,垃圾渗滤液不仅污染土壤及地表水源,还会对地下水造成污染,对于垃圾渗滤液一般采用生物法处理,但处理效果却不是很理想,且运行成本相对较高;本实用新型用于垃圾焚烧电站中垃圾渗透液零排放的处理装置,能够实现垃圾焚烧电站渗滤液经过处理后全厂回用,并实现废水零排放,有利于环境保护与资源节约。
三、实用新型内容:
本实用新型所要解决的技术问题是:提供一种用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置,其结构简单,实现了垃圾渗滤液零排放,节能环保,降低成本。
本实用新型为解决技术问题所需采取的技术方案是:
一种用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置,所述装置根据垃圾焚烧电站中垃圾渗透液零排放的处理顺序,由管道依次连接有机械格栅、沉砂池、调节池、厌氧处理系统、 MBR系统、纳滤系统、反渗透系统和产水池,所述厌氧处理系统采用中温厌氧反应器,在中温厌氧反应器的池底设置有排污管道,所述排污管道的一端与污泥池连接,所述厌氧处理系统的另一端与沼气收集池连接;所述沉砂池与污泥池连接,所述MBR系统由双级硝化反硝化反应器和外置式超滤膜组件组成,所述厌氧处理系统与双级硝化反硝化反应器连接,所述双级硝化反硝化反应器与污泥池连接。
所述装置还包括连接设置的浓液减量系统,所述浓液减量系统采用混凝沉淀+内循环机组合的方式进行浓缩液减量化处理;所述浓液减量系统与纳滤系统、反渗透系统连接,所述浓液减量系统与浓液池连接,用于减量化处理后的浓缩液流入浓液池,进行浓液回喷。
所述装置还包括连接设置的污泥处理系统,所述的污泥处理系统由污泥脱水系统和污泥加药系统组成,所述污泥脱水系统由污泥提升泵、离心脱水机、无轴螺旋输送机、污泥清液提升泵组成,所述污泥清液提升泵的一端与双级硝化反硝化反应器连接,所述污泥清液提升泵的另一端与离心脱水机连接,所述离心脱水机的一端与无轴螺旋输送机连接,所述无轴螺旋输送机与焚烧处理系统连接,所述污泥池与污泥提升泵连接,所述污泥加药系统与离心脱水机连接。
所述纳滤系统膜组件数量为48枝,反渗透系统膜组件数量为36枝,所述纳滤系统及反渗透系统膜组件均采用DOW螺旋卷式聚酰胺复合膜。
所述双级硝化反硝化反应器依次由一级前置式反硝化反应器、一级前置式硝化反应器、二级反硝化反应器、二级硝化反应器组成。
本实用新型的积极有益效果是:
1、本实用新型采用机械格栅+沉砂池+调节池作为预处理装置,采用该预处理工艺可除去大部分漂浮物,大量降低原水中SS含量,原水中SS去除率可达50%以上,同时COD和BOD5含量也都有所降低;主要目的是去除渗滤液中的颗粒物、悬浮物等,保证后续工艺的正常稳定运行;机械格栅可去除垃圾渗滤液中的大部分漂浮物,最大程度减少堵塞发生;沉砂池可去除渗滤液中比重较大的泥沙,降低原水中的SS,减少SS在调节池中的沉淀量;调节池不但起着调质调量作用,还起到预处理作用,对整个系统也具有缓冲作用。
2、本实用新型厌氧处理系统采用中温厌氧反应器,中温厌氧反应器的调试是厌氧系统调试的关键,通过厌氧系统的调试,渗滤液中的COD、BOD5、SS含量都得到显著降低,其中COD去除率可达86%,BOD5去除率可达93%,SS去除率可达69%;由于厌氧污泥生长速度慢,渗滤液应分批次进入反应器并间歇运行,以提高其代谢效率及生长速度;调试过程发现,当反应器温度控制在30—35℃时,渗滤液处理效果最佳,因此,冬天采用锅炉余热蒸汽加热的方法从而保证反应器的反应温度;污水经过调节池提升泵进入厌氧反应器,污水在厌氧状态下,通过厌氧微生物的作用,使有机污染物绝大部分分解成甲烷气体、水、氨氮、硫化氢、磷酸盐、无机盐等小分子物质,为MBR系统提供较好的进水条件;在反应器池底设置排泥管道,定期排污;厌氧反应器产生的沼气处理后回喷到焚烧炉从而提高其经济环保效益。
3、本实用新型MBR系统采用一级前置式反硝化、硝化后置方式,二级强化硝化反硝化处理方法,其主要目的是去除有机物和脱氮;其中:双级硝化反硝化反应器依次由一级前置式反硝化反应器、一级前置式硝化反应器、二级反硝化反应器、二级硝化反应器组成;二级硝化产水溢流进入超滤系统,通过外置管式超滤膜超滤膜进行泥水分离,产水进入超滤产水箱,保证后端膜处理系统的稳定运行;在调试过程中,确定反硝化过程适宜pH值为6.5— 7.5。由于反硝化过程会产生碱度,并且pH会随着碱度的积累不断提高,因此,应根据实际情况投加盐酸系统来控制pH;硝化过程适宜pH值为7—8,硝化过程会消耗碱度使pH减低,因此应根据实际情况投加小苏打来控制pH;与此同时,在二级反硝化池中投加碳源以保证反硝化所需碳源,进入二级硝化池后再去除多余碳源;通过超滤系统的调试,水中的SS得到了显著降低。该系统的调试结果表明,COD含量可降至750mg/L以下,去除率达92%以上;BOD5及NH3-N含量可降至10mg/L以下,二者去除率可达99.6%以上;SS含量可降至30mg/L 以下,去除率可达99%以上,处理效果较好。
4、本实用新型通过纳滤系统的调试,其产水COD含量可降至100mg/L以下,COD去除率可达87%以上;通过反渗透系统的调试,其产水COD含量可降至60mg/L以下,COD 去除率可达40%以上,满足水质标准。
5、本实用新型中的浓缩液处理系统采用“混凝沉淀+内循环机组”组合进行减量化处理;通过混凝沉淀系统的调试,可去除浓缩液中60%左右的二价盐离子以及部分难降解物;通过膜深度处理内循环系统的调试,其产水率可达55%以上,最终浓缩液产量占渗滤液系统总处理规模百分比低至15%以下,效果明显。同时,浓缩液回喷至锅炉再利用,实现废水零排放。
6、本实用新型中的污泥处理系统,调试过程中发现,污泥处理过程中加药时,当絮凝剂(PAM)配置浓度为1‰—3‰、投加量为0.13—0.16m3/m3湿污泥时脱水效果较好,其脱水率达85%左右。脱水后的泥饼送至锅炉焚烧,清液送至反硝化池处理。
四、附图说明:
图1为本实用新型的结构示意图;
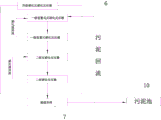
图2为本发明中MBR系统的构流程示意图。
五、具体实施方式:
下面结合附图说明对本实用新型作进一步的解释和说明:
参见图1-图2,一种用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置,本装置根据垃圾焚烧电站中垃圾渗滤液零排放的处理顺序,由管道依次连接有机械格栅1、沉砂池2、调节池3、厌氧处理系统4、MBR系统、纳滤系统8、反渗透系统9和产水池10,厌氧处理系统4采用UBF中温厌氧反应器,在UBF中温厌氧反应器的池底设置有排污管道,在排污管道的一端与污泥池连接,在厌氧处理系统4的另一端与沼气收集池5连接;沉砂池与污泥池连接在一起, MBR系统由双级硝化反硝化反应器6和外置式超滤膜组件7组成,厌氧处理系统4与双级硝化反硝化反应器6连接,双级硝化反硝化反应器6与污泥池连接;本装置还包括连接设置的浓液减量系统12,浓液减量系统12采用混凝沉淀+内循环机组合的方式进行浓缩液减量化处理;浓液减量系统12分别与纳滤系统8、反渗透系统9连接,浓液减量系统12与浓液池15连接,用于减量化处理后的浓缩液流入浓液池,进行浓液回喷;本装置还包括污泥处理系统,污泥处理系统由污泥脱水系统13和污泥加药系统14组成,其中:污泥脱水系统13包括污泥提升泵、离心脱水机、无轴螺旋输送机、污泥清液提升泵,污泥清液提升泵的一端与双级硝化反硝化反应器6连接,污泥清液提升泵的另一端与离心脱水机连接,离心脱水机的一端与无轴螺旋输送机连接,无轴螺旋输送机与焚烧处理系统16连接,污泥池与污泥提升泵连接,脱水后的泥饼通过无轴螺旋输送机送至锅炉焚烧处理系统16中,所产生的清液通过污泥清液提升泵顺管道回流至反硝化反应器中;污泥加药系统14与离心脱水机连接;纳滤系统8膜组件数量为48枝,反渗透系统9膜组件数量为36枝,纳滤系统8及反渗透系统9膜组件均采用DOW螺旋卷式聚酰胺复合膜双级硝化反硝化反应器6依次由一级前置式反硝化反应器、一级前置式硝化反应器、二级反硝化反应器、二级硝化反应器组成。
下面具体阐述本实用新型用于垃圾焚烧电站中垃圾渗滤液零排放的处理系统的操作方法,包括如下步骤:
①预处理:采用机械格栅+沉砂池+调节池作为预处理装置;
首先焚烧厂的渗滤液通过机械格栅除去渗滤液的漂浮物,再流入沉砂池中除去渗滤液中的较大的泥沙,最后流入调节池,预留处理结束,以上操作降低原水中SS含量,原水中SS去除率高达50%以上,同时COD和BOD5含量也会降低;
②厌氧处理:
经过预处理后的渗滤液经过调节池提升泵进入厌氧反应器,渗滤液通过厌氧微生物的作用,使有机污染物绝大部分分解成甲烷气体、水、氨氮、硫化氢、磷酸盐、无机盐等小分子物质,厌氧反应器产生的沼气通过管道至沼气收集池中,等待后续处理后回喷到焚烧炉中;厌氧反应器中的污泥通过管道定期排入污泥池中,要注意的是:UBF厌氧反应器的调试是厌氧系统调试的关键,由于厌氧污泥生长速度慢,渗滤液应分批次进入反应器并间歇运行,以提高其代谢效率及生长速度;调试过程发现,当反应器温度控制在30—35℃时,渗滤液处理效果最佳,因此,冬天采用锅炉余热蒸汽加热的方法从而保证反应器的反应温度;厌氧反应器产生的沼气处理后回喷到焚烧炉从而提高其经济环保效益,通过厌氧系统的调试,渗滤液中的 COD、BOD5、SS含量都得到显著降低,其中COD去除率可达86%,BOD5去除率可达93%, SS去除率可达69%;
③MBR系统:采用一级前置式反硝化、硝化后置方式,二级强硝化反硝化处理方法,去除有机物和脱氮;双级硝化反硝化反应器依次连接为:一级前置式反硝化反应器、一级前置式硝化反应器、二级反硝化反应器、二级硝化反应器;在反硝化池内设置液下搅拌装置,经过厌氧处理后的污水经过MBR膜组件浓缩后的污泥回流至反硝化反应器;二级硝化产水溢流进入超滤系统,通过外置管式超滤膜超滤膜(TMBR)进行泥水分离,产水进入超滤产水箱;剩余泥污进入污泥池,通过污泥脱水系统脱水后的泥饼送至锅炉焚烧处理,所产生的清液通过管道回流至反硝化反应器中;其中:双级硝化反硝化反应器由一级反硝化反应器、一级硝化反应器、二级反硝化反应器和二级硝化反应器组成;一级反硝化池为两座,有效容积为960m 3,水里停留时间为2d,采用水下搅拌方式;一级硝化池为两座,有效容积为2880m3,水力停留时间为6d,采用射流曝气形式,曝气量为165m3/min;二级反硝化池为两座,有效容积为424m3,水力停留时间为21h,采用水下搅拌形式;二级硝化池为两座,有效容积为360m3,水力停留时间为18h,采用射流曝气形式,曝气量为10m3/min;一级硝化反应器的硝化液回流入一级反硝化反应器内,二级硝化反应器的硝化液回流入二级反硝化反应器内;
在调试过程中,确定反硝化过程适宜pH值为6.5—7.5;由于反硝化过程会产生碱度,并且 pH会随着碱度的积累不断提高,因此,应根据实际情况投加盐酸系统来控制pH。硝化过程适宜pH值为7—8,硝化过程会消耗碱度使pH减低,因此应根据实际情况投加小苏打来控制pH。与此同时,在二级反硝化池中投加碳源以保证反硝化所需碳源,进入二级硝化池后再去除多余碳源;通过超滤系统的调试,水中的SS得到了显著降低;该系统的调试结果表明,COD含量可降至750mg/L以下,去除率达92%以上;BOD5及NH3-N含量可降至10mg/L以下,二者去除率可达99.6%以上;SS含量可降至30mg/L以下,去除率可达99%以上,处理效果较好。
④纳滤及反渗透系统:
废水通过纳滤系统的调试,其产水COD含量可降至100mg/L以下,COD去除率可达87%以上;废水通过反渗透系统的调试,其产水COD含量可降至60mg/L以下,COD去除率可达40%以上,满足水质标准。
⑤浓缩减量化系统:
纳滤系统和反渗透系统产生的浓缩液通过管道输送至浓液减量化系统,通过混凝沉淀系统的调试,去除浓缩液中60%的二价盐离子以及部分难解物;通过膜深度处理内循环系统的调试,产水率≥55%,浓缩液产量占渗滤液系统总处理规模百分表≤15%,效果明显;同时,浓缩液回喷至锅炉再利用,实现废水零排放。
⑥污泥处理系统:采用离心脱水的方式进行工作;
污泥池通过污泥提升泵将污泥从污泥池中移至污泥脱水系统中,同时污泥加药系统向污泥脱水系统中加药,当絮凝剂(PAM)配置浓度为1‰—3‰、投加量为0.13—0.16m3/m3湿污泥时脱水效果最佳,其脱水率达85%左右,脱水后的泥饼送至锅炉焚烧处理系统,清液送至反硝化池处理。
本实用新型通过上述实施例中渗滤液系统的调试,其各段出水水质达到设计要求,并且最终出水水质符合国家相关标准,其各系统出水水质见表2。
表2渗滤液各系统出水水质

本实用新型采用预处理系统、中温厌氧处理系统、MBR系统(含硝化反硝化及外置式超滤)、纳滤系统、反渗透系统、污泥处理系统、浓缩液处理系统的处理工艺处理该垃圾焚烧电站的渗滤液实现全厂废水零排放,减少了环境污染、节约了水资源。
Claims (5)
1.一种用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置,其特征在于;所述装置根据垃圾焚烧电站中垃圾渗透液零排放的处理顺序,由管道依次连接有机械格栅(1)、沉砂池(2)、调节池(3)、厌氧处理系统(4)、MBR系统、纳滤系统(8)、反渗透系统(9)和产水池(10),所述厌氧处理系统(4)采用中温厌氧反应器,在所述中温厌氧反应器的池底设置有排污管道,所述排污管道的一端与污泥池(10)连接,所述厌氧处理系统(4)的另一端与沼气收集池(5)连接;所述沉砂池(2)与污泥池连接,所述MBR系统由双级硝化反硝化反应器(6)和外置式超滤膜组件(7)组成,所述厌氧处理系统(4)与双级硝化反硝化反应器(6)连接,所述双级硝化反硝化反应器(6)与污泥池(10)连接。
2.根据权利要求1所述的用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置,其特征在于:所述装置还包括连接设置的浓液减量系统(12),所述浓液减量系统(12)采用混凝沉淀+内循环机组合的方式进行浓缩液减量化处理;所述浓液减量系统(12)与纳滤系统(8)、反渗透系统(9)连接,所述浓液减量系统(12)与浓液池(15)连接,用于减量化处理后的浓缩液流入浓液池,进行浓液回喷。
3.根据权利要求1所述的用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置,其特征在于:所述装置还包括连接设置的污泥处理系统,所述的污泥处理系统由污泥脱水系统(13)和污泥加药系统(14)组成,所述污泥脱水系统(13)由污泥提升泵、离心脱水机、无轴螺旋输送机、污泥清液提升泵组成,所述污泥清液提升泵的一端与双级硝化反硝化反应器(6)连接,所述污泥清液提升泵的另一端与离心脱水机连接,所述离心脱水机的一端与无轴螺旋输送机连接,所述无轴螺旋输送机与焚烧处理系统(16)连接,所述污泥池与污泥提升泵连接,所述污泥加药系统(14)与离心脱水机连接。
4.根据权利要求1所述的用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置,其特征在于:所述纳滤系统(8)膜组件数量为48枝,反渗透系统(9)膜组件数量为36枝,所述纳滤系统(8)及反渗透系统(9)膜组件均采用DOW螺旋卷式聚酰胺复合膜。
5.根据权利要求1所述的用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置,其特征在于:所述双级硝化反硝化反应器(6)依次由一级前置式反硝化反应器、一级前置式硝化反应器、二级反硝化反应器、二级硝化反应器组成。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920912676.6U CN210736456U (zh) | 2019-06-18 | 2019-06-18 | 用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920912676.6U CN210736456U (zh) | 2019-06-18 | 2019-06-18 | 用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210736456U true CN210736456U (zh) | 2020-06-12 |
Family
ID=70984961
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920912676.6U Active CN210736456U (zh) | 2019-06-18 | 2019-06-18 | 用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210736456U (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110316905A (zh) * | 2019-06-18 | 2019-10-11 | 中国电建集团河南工程有限公司 | 用于垃圾焚烧电站中垃圾渗滤液零排放的处理系统 |
| CN112624503A (zh) * | 2020-12-16 | 2021-04-09 | 北京高安屯垃圾焚烧有限公司 | 垃圾渗滤液厌氧处理装置及处理方法 |
| CN112642565A (zh) * | 2020-12-02 | 2021-04-13 | 北京建筑大学 | 一种城镇垃圾全量资源化处理系统和方法 |
-
2019
- 2019-06-18 CN CN201920912676.6U patent/CN210736456U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110316905A (zh) * | 2019-06-18 | 2019-10-11 | 中国电建集团河南工程有限公司 | 用于垃圾焚烧电站中垃圾渗滤液零排放的处理系统 |
| CN112642565A (zh) * | 2020-12-02 | 2021-04-13 | 北京建筑大学 | 一种城镇垃圾全量资源化处理系统和方法 |
| CN112624503A (zh) * | 2020-12-16 | 2021-04-09 | 北京高安屯垃圾焚烧有限公司 | 垃圾渗滤液厌氧处理装置及处理方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101234836B (zh) | 一种垃圾渗滤液处理工艺 | |
| CN110316905A (zh) | 用于垃圾焚烧电站中垃圾渗滤液零排放的处理系统 | |
| CN210736456U (zh) | 用于垃圾焚烧电站中垃圾渗滤液零排放的处理装置 | |
| CN102603128A (zh) | 一种垃圾渗滤液深度处理回用方法 | |
| CN102464420A (zh) | 污水物化处理方法 | |
| CN108285240A (zh) | 满足冷却塔回用水要求的生活垃圾焚烧厂渗滤液处理方法 | |
| CN205347102U (zh) | 一种煤直接液化污水的深度处理系统 | |
| CN112441701B (zh) | 一种页岩气返排液高效处理、回用、零排放方法及系统 | |
| CN212293240U (zh) | 垃圾焚烧厂渗滤液的零排放处理系统 | |
| CN109502911A (zh) | 一种污水处理方法 | |
| CN108264193A (zh) | 一种提高生活垃圾焚烧厂渗滤液出水量的处理方法 | |
| CN111253013A (zh) | 一种处理垃圾渗滤液膜浓缩液的方法和装置 | |
| CN107151082B (zh) | 一种含dmf废水的零排放处理系统及其方法 | |
| CN202785898U (zh) | 一种煤焦油加工废水处理回用的装置 | |
| CN210340611U (zh) | 一种油气田钻完井复杂废水的组合处理系统 | |
| CN211521950U (zh) | 一种降低钢铁综合废水污染物浓度的系统 | |
| CN211712895U (zh) | 一种垃圾焚烧发电厂渗滤液处理系统 | |
| CN211445406U (zh) | 一种填埋场渗滤液处理装置 | |
| CN114436467A (zh) | 一种垃圾中转站渗滤液处理一体化装置及方法 | |
| CN211284073U (zh) | 一种垃圾渗滤液处理设备 | |
| CN102249487A (zh) | 一种废水废液综合处理装置 | |
| CN202148211U (zh) | 垃圾渗滤液处理中纳滤、反渗透膜产生的浓水的处理装置 | |
| CN217103497U (zh) | 新能源协同污水处理装置 | |
| CN213803262U (zh) | 一种焚烧垃圾场渗滤液应急处理系统 | |
| CN216550038U (zh) | 一种新能源协同污水处理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |