CN210705739U - 一种具有弹性装置的活动型腔模具 - Google Patents
一种具有弹性装置的活动型腔模具 Download PDFInfo
- Publication number
- CN210705739U CN210705739U CN201920808959.6U CN201920808959U CN210705739U CN 210705739 U CN210705739 U CN 210705739U CN 201920808959 U CN201920808959 U CN 201920808959U CN 210705739 U CN210705739 U CN 210705739U
- Authority
- CN
- China
- Prior art keywords
- mold
- movable
- cavity
- mould
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Abstract
本实用新型提供一种具有弹性装置的活动型腔模具,其包括移动模和固定模,其特征在于,还包括导向组件、水道装置和定位结构,所述移动模包括弹性装置、第二次移动机构和限位装置,所述第二次移动机构通过所述导向组件、所述限位装置、所述弹性装置与所述移动模活动连接,所述限位装置将所述弹性装置压缩在第二次移动机构与所述移动模的所述支撑装置之间。本实用新型的具有弹性装置的活动型腔模具由于设有活动型腔和弹性装置,可以根据产品的需求来调整活动型腔的大小,使活动型腔停止压缩前的容积大于产品的体积,在较大容积的活动型腔中液态原料容易流动,产品在低速或低压下容易成型,而且产品内应力好、外观漂亮、厚度均匀、复合材料不易相互分离。
Description
技术领域
本实用新型涉及一种模具,尤其涉及一种具有弹性装置的活动型腔模具。
背景技术
注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上,都是动模和定模组成固定型腔,型腔大小不可以改变。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。为了减少繁重的模具设计和制造工作量,注塑模大多采用了标准模架。
目前,模具行业内的产品成型的模具都采用的是往固定型腔内注胶,所述固定型腔容积的大小与产品的体积大小相同,在成型的过程中固定型腔偏小导致原料流动阻力大,不容易成型,为了达到产品成型必须加大注塑压力和射胶速度,这样导致所成型产品的内应力大,外观不好、厚度不均匀、复合材料易分离,从而使产品质量很差、良率低。
实用新型内容
基于现有技术的不足,本实用新型创造的目的在于提供一种具有弹性装置的活动型腔模具,由于其设有活动型腔和弹性装置,而且可以根据所需成型产品规格和尺寸的不同来调整活动型腔的大小,在注料前或者注料时,活动型腔的容积可以大于所述成型产品的体积,因此原料在活动型腔内流动的阻力会变小,使原料在活动型腔内容易流动,从而实现产品容易成型,导致产品内应力好、外观漂亮、厚度均匀、复合材料不易分离。
为了实现上述目的,本实用新型提供了一种具有弹性装置的活动型腔模具,其包括移动模和固定模,所述移动模设有移动模支撑装置,所述固定模设有固定模支撑装置,所述移动模和所述固定模相互配合,所述移动模设有移动模模芯,所述固定模上设有固定模模芯,其特征在于,还包括导向组件、水道装置和定位结构,所述移动模包括弹性装置、第二次移动机构和限位装置,所述第二次移动机构通过所述导向组件、所述限位装置、所述弹性装置与所述移动模活动连接,所述移动模的模芯通过所述定位结构定位在所述移动模的所述支撑装置上,所述固定模的模芯通过所述定位结构定位在所述支撑装置上,所述水道装置分布在所述移动模内和所述固定模内,所述限位装置将所述弹性装置压缩在第二次移动机构与所述移动模的所述支撑装置之间。
作为本实用新型具有弹性装置的活动型腔模具的改进,本实用新型具有弹性装置的活动型腔模具还包括排气装置,所述第二次移动机构包括移动承载装置、镶件组合和连接件,所述镶件组合通过所述连接件固定在所述移动承载装置上,所述镶件组合和所述模芯组成活动型腔,所述排气装置设在所述活动型腔周围,所述镶件组合直接或者间接地通过所述定位结构定位在所述移动模的所述支撑装置上。
作为本实用新型具有弹性装置的活动型腔模具的改进,本实用新型具有弹性装置的活动型腔模具的所述排气装置包括气槽、排气间隙和排气通道,所述排气间隙与所述气槽联通,所述排气间隙分为两个或者两个以上,所述每一个排气间隙的大小根据所述排气间隙所在模具位置的不同来设定。
作为本实用新型具有弹性装置的活动型腔模具的改进,本实用新型具有弹性装置的活动型腔模具的所述排气间隙的大小从离模具的进料口最近端到离模具的进料口最远端依次变化或者所述排气间隙的大小从模具成型最容易的位置到模具成型最难的位置依次变化。
作为本实用新型具有弹性装置的活动型腔模具的改进,本实用新型具有弹性装置的活动型腔模具的所述定位结构包括唧嘴镶件和进料口镶件,所述唧嘴镶件通过定位销安装在所述固定模的中心位置,所述进料口镶件通过定位销安装在所述移动模的中心位置。
作为本实用新型具有弹性装置的活动型腔模具的改进,本实用新型具有弹性装置的活动型腔模具的所述活动型腔是一个或者一个以上。
作为本实用新型具有弹性装置的活动型腔模具的改进,本实用新型具有弹性装置的活动型腔模具的所述排气间隙的大小为L,0.005mm≤L≤0.05mm。
作为本实用新型具有弹性装置的活动型腔模具的改进,本实用新型具有弹性装置的活动型腔模具的所述温控系统设有水道。
与现有技术相比较,本实用新型具有弹性装置的活动型腔模具具有以下有益效果:由于设有活动型腔和弹性装置,可以根据产品的需求来调整活动型腔的大小,使活动型腔停止压缩前的容积大于产品的体积,在较大容积的活动型腔中液态原料流动的阻力会变小,液态原料容易流动,产品在低速或低压下容易成型,而且产品内应力好、外观漂亮、厚度均匀、复合材料不易相互分离。
附图说明
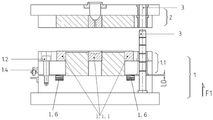
图1为本实用新型具有弹性装置的活动型腔模具优选实施例中具有弹性装置的活动型腔模具工作过程的第一步示意图。
图2为本实用新型具有弹性装置的活动型腔模具优选实施例中具有弹性装置的活动型腔模具工作过程的第二步示意图。
图3为本实用新型具有弹性装置的活动型腔模具优选实施例中具有弹性装置的活动型腔模具工作过程的第三步示意图。
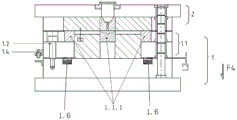
图4为本实用新型具有弹性装置的活动型腔模具优选实施例中具有弹性装置的活动型腔模具工作过程的第四步示意图。
图5为本实用新型具有弹性装置的活动型腔模具优选实施例中具有弹性装置的活动型腔模具工作过程的第六步示意图。
图6为本实用新型具有弹性装置的活动型腔模具优选实施例中具有弹性装置的活动型腔模具工作过程的第六步示意图。
图7为本实用新型具有弹性装置的活动型腔模具优选实施例中具有弹性装置的活动型腔模具工作过程的第七步示意图。
图8为本实用新型具有弹性装置的活动型腔模具优选实施例中具有弹性装置的活动型腔模具工作过程的第八步示意图。
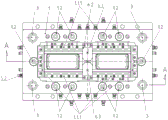
图9为本实用新型具有弹性装置的活动型腔模具优选实施例的移动模的结构示意图。
图10为本实用新型具有弹性装置的活动型腔模具优选实施例的固定模的结构示意图。
图11为本实用新型具有弹性装置的活动型腔模具优选实施例中的具有弹性装置的活动型腔模具生产的产品导光板的外观俯视图。
图12为本实用新型具有弹性装置的活动型腔模具优选实施例中的具有弹性装置的活动型腔模具生产的产品手机后盖的外观俯视图。
图13为本实用新型具有弹性装置的活动型腔模具优选实施例的移动模的 A-A剖面结构示意图。
图14为本实用新型具有弹性装置的活动型腔模具优选实施例的固定模的 C-C剖面结构示意图。
图15为本实用新型具有弹性装置的活动型腔模具优选实施例的移动模的 A-A剖面结构示意图中M部的局部放大图。
图16为本实用新型具有弹性装置的活动型腔模具优选实施例的移动模与固定模合模以后的剖面结构示意图。
图17为本实用新型具有弹性装置的活动型腔模具优选实施例的移动模与固定模合模以后的剖面结构示意图中K部的局部放大图。
具体实施方式
本实用新型具有弹性装置的活动型腔模具适用于生产薄壁产品、电池后盖、手机壳或光学类产品,使用的材料是高粘度材料或者低粘度材料,不容易相互分离的复合材料或者容易相互分离的复合材料。
参考图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16和图17,详细描述本实用新型具有弹性装置的活动型腔模具的优选实施例及其他实施例。
本实用新型提供一种具有弹性装置的活动型腔模具,其包括移动模1和固定模2,所述移动模1设有移动模支撑装置1.10,所述固定模设2有固定模支撑装置2.4,所述移动模1和所述固定模2相互配合,所述移动模1设有移动模模芯 1.12,所述固定模2上设有固定模模芯2.1,其特征在于,还包括导向组件3、水道装置5和定位结构6,所述移动模1包括弹性装置1.6、第二次移动机构1.1 和限位装置1.2,所述第二次移动机构1.1通过所述弹性装置1.6、所述导向组件 3、所述限位装置1.2与所述移动模1活动连接,所述移动模1的模芯1.12通过所述定位结构6定位在所述移动模1的所述支撑装置1.10上,所述固定模2的模芯2.1通过所述定位结构6定位在所述固定模2的所述支撑装置2.4上,所述水道装置5分布在所述移动模1内和所述固定模2内,所述限位装置1.2将所述弹性装置1.6压缩在第二次移动机构1.1与所述移动模1所述支撑装置1.10之间。
在本实施例中,本实用新型具有弹性装置的活动型腔模具还包括排气装置8,所述第二次移动机构1.1包括移动承载装置1.1.2、镶件组合1.1.1和连接件 1.1.3,所述镶件组合1.1.1通过所述连接件1.1.3固定在所述移动承载装置 1.1.2上,所述镶件组合1.1.1、所述动模芯1.12和所述定模芯2.1组成活动型腔,所述排气装置8设在所述活动型腔周围,所述镶件组合1.1.1直接或者间接地通过所述定位结构6定位在所述移动模1所述支撑装置1.10上。
在本实施例中,本实用新型具有弹性装置的活动型腔模具的所述排气装置8 包括气槽8.1和排气间隙8.2,所述排气间隙8.2与所述气槽8.1联通,所述排气间隙8.2分为两个或者两个以上,所述每一个排气间隙8.2的大小根据所述排气间隙8.2所在模具位置的不同来设定。
在本实施例中,本实用新型具有弹性装置的活动型腔模具的所述排气间隙 8.2的大小从离模具的进料口最近端到离模具的进料口最远端依次变化或者所述排气间隙8.2的大小从模具成型最容易的位置到模具成型最难的位置依次变化。
在本实施例中,本实用新型具有弹性装置的活动型腔模具的所述定位结构6 包括唧嘴镶件6.1、进料口镶件6.2和定位销6.3,所述唧嘴镶件6.2通过定位销6.3安装在所述固定模2的中心位置,所述进料口镶件6.2通过定位销6.3 安装在所述移动模1的中心位置。
在本实施例中,本实用新型具有弹性装置的活动型腔模具的所述活动型腔是一个或者一个以上。
在本实施例中,本实用新型具有弹性装置的活动型腔模具的所述排气间隙 8.2的大小为L,L=0.025mm。
本实用新型具有弹性装置的活动型腔模具生产薄壁产品导光板的工作过程如下:
导光板的厚度为0.4mm,长为152mm,宽为70mm,原材料使用PC-1501,注塑机型号:住友即Sumitomo LGP180,螺杆直径为25mm。
现有的导光板的成型都采用的是普通模具直接注塑,模具型腔的大小不能改变,直接往固定型腔内注料后,由柱塞或往复螺杆注射到闭合模具的模腔中形成制品的塑料加工方法。
普通模具直接注塑超薄产品导光板,虽然注入的液态原料流动性好,但是由于超薄产品导光板的成型型腔容积下、超薄,要以较高的压力进行注料,压力为 2800kgf/cm2,高压导致成型的导光板的内应力大,外观不好、进料口近端与远端厚度不均匀。
在本实施例中,本实用新型具有弹性装置的活动型腔模具的模具型腔的大小能够改变,使注料前或注料时活动型腔的容积大于产品的容积,所以可以以较高的速度较低的压力进行注入流动性好的液态原料,进料速度较高为1000mm/s,注料压力较低为1800kgf/cm,低压导致成型的导光板的内应力小,外观好、进料口近端与远端厚度均匀。
首先,将PC原材料烘干,输送到注塑机,将原材料由固态转化为液态。
第二步移动模1向固定模2方向移动,详见附图2中的F1,开始合模。
第三步所述弹性装置1.6支撑第二次移动机构1.1,使第二次移动机构1.1 中的镶件组合1.1.1与所述固定模2紧密贴合时,由所述移动模1、所述固定模 2和所述镶件组合1.1.1组成活动型腔A,详见附图3中的F2,此时活动型腔容积最大,同时第二次移动机构1.1相对于所述移动模可移动的最大距离为L0。
第四步所述移动模1继续向所述固定模2方向移动,直至所述移动模1与第二次移动机构1.1贴合,达到完全合模状态,详见附图4中的F3,此时形成活动型腔D,活动型腔D容积最小,此时第二次移动机构1.1相对于所述移动模1 的距离为L1,L1=0,同时设置所述移动模1的压缩参数。此过程是为了校正模具,让注塑机感应到模具的最小型腔的状态,如果没有让注塑机感应到正确的最小型腔的状态,将会使进料的量产生误差导致产品成型所需原料的量过多或过少。
第五步依据上述设置的所述移动模1的压缩参数,通过传感器1.4控制所述移动模1向所述第二次移动机构1.1相反方向移动的距离,调节活动型腔的容积形成活动型腔B,详见附图5中的F4,使活动型腔B处于工作状态,此时第二次移动机构相对于所述移动模1的距离为L2。
第六步将液态材料高速低压注入所述活动型腔C,此时第二次移动机构相对于所述移动模的距离为L3,详见附图6中的F5,注料速度为1000mm/s,注料压力为1800kgf/cm2,此时所述弹性装置1.6继续支撑第二次移动机构1.1,使第二次移动机构1.1中的镶件组合1.1.1保持与所述固定模2紧密贴合时。
第七步所述移动模1移动,活动型腔容积由大变小至产品要求体积,形成活动型腔E,详见附图7中的F6,此时第二次移动机构1.1相对于所述移动模1 的距离为L4,L0>L2>L3>L4≥L1。
第八步产品冷却固化成型,所述移动模向与所述固定模相反的方向移动,打开活动型腔,详见附图8中的F7,所述弹性装置1.6将所述第二次移动机构1.1 与所述移动模1弹开,所述第二次移动机构1.1相对于所述移动模1向所述固定模2方向移动,详见附图8中的F8,产品4从所述移动模取出。
第六步将液态材料注入所述活动型腔C与第七步所述活动型腔工作这两个步骤的先后顺序是在第六步将液态材料注入所述活动型腔C过程中开始第七步动作,即注入一定量的液态原料后,所述活动型腔开始工作,所述移动模1开始移动,并继续保持注料,保证产品成型所需要的原料充足,当满足产品所需原料后,停止注料,活动型腔容积由大变小至产品要求体积,形成活动型腔E,所述移动模1停止移动,此时,根据产品对原料的需求量将多余的原料回抽,所述活动型腔A的容积>所述活动型腔B的容积>所述活动型腔C的容积>所述活动型腔 E的容积≥所述活动型腔D的容积。
本实用新型具有弹性装置的活动型腔模具使用易相互分离复合材料生产手机后盖的工作过程如下:
手机后盖需要同时具有硬度高和强度大的性能,硬度高解决手机后盖耐磨和较少划痕的使用效果,强度大解决手机后盖耐摔和耐裂的使用效果。
聚甲基丙烯酸甲酯,即poly methyl methacrylate,简称PMMA,又称做压克力、亚克力或有机玻璃,具有较高透明度和光亮度,耐热性好,并有坚韧,质硬,刚性特点,用作手机后盖成型原料可以满足手机后盖耐磨和较少划痕的使用效果。
聚碳酸酯,简称PC,是分子链中含有碳酸酯基的高分子聚合物,一种强韧的热塑性树脂,抗冲击性能好,用作手机后盖成型原料可以满足手机后盖耐摔和耐裂的使用效果。
为了同时满足手机后盖硬度高和强度大的性能,可以使用PMMA+PC复合材料成型手机后盖,但是,在传统PMMA+PC复合材料成型工艺中注入速度范围为 500mm/s以上,压力范围为2800-3000kgf/cm2,由于注料的速度快、压力大导致 PMMA与PC容易相互分离,成型难度大,良率低。
本实用新型具有弹性装置的活动型腔模具由于使用活动型腔,可以在相对于传统成型工艺低速低压的条件下成型,由于注料的速度相对较慢、压力相对较小, PMMA与PC不容易相互分离,成型难度变小,良率大大提高。
本实用新型具有弹性装置的活动型腔模具使用使用PMMA+PC复合材料生产手机后盖过程如下:
将PMMA+PC的复合材料烘干,输送到注塑机,将PMMA+PC的复合材料由固态转化为液态。
第二步移动模1向固定模2方向移动,详见附图2中的F1,开始合模。
第三步所述弹性装置1.6支撑第二次移动机构1.1,使第二次移动机构1.1 中的镶件组合1.1.1与所述固定模2紧密贴合时,由所述移动模1、所述固定模 2和所述镶件组合1.1.1组成活动型腔A,详见附图3中的F2,此时活动型腔容积最大,同时第二次移动机构1.1相对于所述移动模1可移动的最大距离为L0。
第四步所述移动模1继续向所述固定模2方向移动,直至所述移动模1与第二次移动机构1.1贴合,达到完全合模状态,详见附图4中的F3,此时形成活动型腔D,活动型腔D容积最小,此时第二次移动机构1.1相对于所述移动模1 的距离为L1,L1=0,同时设置所述移动模1的压缩参数。此过程是为了校正模具,让注塑机感应到模具的最小型腔的状态,如果没有让注塑机感应到正确的最小型腔的状态,将会使进料的量产生误差导致产品成型所需原料的量过多或过少。
第五步依据上述设置的所述移动模1的压缩参数,通过传感器1.4控制所述移动模1向所述第二次移动机构1.1相反方向移动的距离,调节活动型腔的容积形成活动型腔B,详见附图5中的F4,使活动型腔B处于工作状态,此时第二次移动机构相对于所述移动模的距离为L2。
第六步将液态材料低速低压注入所述活动型腔C,此时第二次移动机构相对于所述移动模的距离为L3,详见附图6中的F5,注入速度范围为180-330mm/s,压力范围为1500-2000kgf/cm2,在本实施例中,速度为300mm/s,压力为 1800kgf/cm2,此时所述弹性装置1.6继续支撑第二次移动机构1.1,使第二次移动机构1.1中的镶件组合1.1.1保持与所述固定模2紧密贴合时。
第七步所述移动模1移动,活动型腔容积由大变小至产品要求体积,形成活动型腔E,详见附图7中的F6,此时第二次移动机构1.1相对于所述移动模1 的距离为L4,L0>L2>L3>L4≥L1。
第八步产品冷却固化成型,所述移动模1向与所述固定模2相反的方向移动,打开活动型腔,详见附图8中的F7,所述弹性装置1.6将所述第二次移动机构 1.1与所述移动模1弹开,所述第二次移动机构1.1相对于所述移动模1向所述固定模2方向移动,详见附图8中的F8,产品4从所述移动模1取出。
第六步将液态材料注入所述活动型腔C与第七步所述活动型腔工作这两个步骤的先后顺序是在第六步将液态材料注入所述活动型腔C过程中开始第七步动作,即注入一定量的液态原料后,所述活动型腔开始工作,所述移动模1开始移动,并继续保持注料,保证产品成型所需要的原料充足,当满足产品所需原料后,停止注料,活动型腔容积由大变小至产品要求体积,形成活动型腔E,所述移动模1停止移动,此时,根据产品对原料的需求量将多余的原料回抽,所述活动型腔A的容积>所述活动型腔B的容积>所述活动型腔C的容积>所述活动型腔 E的容积≥所述活动型腔D的容积。
与现有技术相比较,本实用新型具有以下有益效果:由于设有活动型腔和弹性装置,可以根据产品的需求来调整活动型腔的大小,使活动型腔停止压缩前的容积大于产品的体积,在较大容积的活动型腔中液态原料流动的阻力会变小,液态原料容易流动,产品在低速或低压下容易成型,而且产品内应力好、外观漂亮、厚度均匀、复合材料不易相互分离。
以上所揭露的仅为本实用新型的较佳实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属本实用新型所涵盖的范围。
Claims (10)
1.一种具有弹性装置的活动型腔模具,其包括移动模和固定模,所述移动模设有移动模支撑装置,所述固定模设有固定模支撑装置,所述移动模和所述固定模相互配合,所述移动模设有移动模模芯,所述固定模上设有固定模模芯,其特征在于,还包括导向组件、水道装置和定位结构,所述移动模包括弹性装置、第二次移动机构和限位装置,所述第二次移动机构通过所述导向组件、所述限位装置、所述弹性装置与所述移动模活动连接,所述移动模的模芯通过所述定位结构定位在所述移动模的所述支撑装置上,所述固定模的模芯通过所述定位结构定位在所述支撑装置上,所述水道装置分布在所述移动模内和所述固定模内,所述限位装置将所述弹性装置压缩在第二次移动机构与所述移动模的所述支撑装置之间。
2.根据权利要求1所述具有弹性装置的活动型腔模具,其特征在于:还包括排气装置,所述第二次移动机构包括移动承载装置、镶件组合和连接件,所述镶件组合通过所述连接件固定在所述移动承载装置上,所述镶件组合和所述模芯组成活动型腔,所述排气装置设在所述活动型腔周围,所述镶件组合直接或者间接地通过所述定位结构定位在所述移动模的所述支撑装置上。
3.根据权利要求2所述具有弹性装置的活动型腔模具,其特征在于:所述排气装置包括气槽、排气间隙和排气通道,所述排气间隙与所述气槽联通,所述排气间隙分为两个或者两个以上,所述每一个排气间隙的大小根据所述排气间隙所在模具位置的不同来设定。
4.根据权利要求3所述具有弹性装置的活动型腔模具,其特征在于:所述排气间隙的大小从离模具的进料口最近端到离模具的进料口最远端依次变化或者所述排气间隙的大小从模具成型最容易的位置到模具成型最难的位置依次变化。
5.根据权利要求1所述具有弹性装置的活动型腔模具,其特征在于:所述定位结构包括唧嘴镶件和进料口镶件,所述唧嘴镶件通过定位销安装在所述固定模的中心位置,所述进料口镶件通过定位销安装在所述移动模的中心位置。
6.根据权利要求2所述具有弹性装置的活动型腔模具,其特征在于:所述定位结构包括唧嘴镶件和进料口镶件,所述唧嘴镶件通过定位销安装在所述固定模的中心位置,所述进料口镶件通过定位销安装在所述移动模的中心位置。
7.根据权利要求3所述具有弹性装置的活动型腔模具,其特征在于:所述定位结构包括唧嘴镶件和进料口镶件,所述唧嘴镶件通过定位销安装在所述固定模的中心位置,所述进料口镶件通过定位销安装在所述移动模的中心位置。
8.根据权利要求4所述具有弹性装置的活动型腔模具,其特征在于:所述定位结构包括唧嘴镶件和进料口镶件,所述唧嘴镶件通过定位销安装在所述固定模的中心位置,所述进料口镶件通过定位销安装在所述移动模的中心位置。
9.根据权利要求8所述具有弹性装置的活动型腔模具,其特征在于:所述活动型腔是一个或者一个以上。
10.根据权利要求9所述具有弹性装置的活动型腔模具,其特征在于:所述排气间隙的大小为L,0.005mm≤L≤0.05mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920808959.6U CN210705739U (zh) | 2019-05-30 | 2019-05-30 | 一种具有弹性装置的活动型腔模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920808959.6U CN210705739U (zh) | 2019-05-30 | 2019-05-30 | 一种具有弹性装置的活动型腔模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210705739U true CN210705739U (zh) | 2020-06-09 |
Family
ID=70925232
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920808959.6U Active CN210705739U (zh) | 2019-05-30 | 2019-05-30 | 一种具有弹性装置的活动型腔模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210705739U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110126201A (zh) * | 2019-05-30 | 2019-08-16 | 开平市盈光机电科技有限公司 | 一种具有弹性装置的活动型腔模具 |
-
2019
- 2019-05-30 CN CN201920808959.6U patent/CN210705739U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110126201A (zh) * | 2019-05-30 | 2019-08-16 | 开平市盈光机电科技有限公司 | 一种具有弹性装置的活动型腔模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1032196C (zh) | 注塑成型方法及其设备 | |
| CN210705739U (zh) | 一种具有弹性装置的活动型腔模具 | |
| CN210121947U (zh) | 一种具有活动型腔的模具 | |
| CN211221771U (zh) | 一种包括中框的手机后盖胚料的成型模具 | |
| CN210121948U (zh) | 一种自带液压装置的活动型腔模具 | |
| CN210999761U (zh) | 通过弹簧调节活动型腔的有中框的手机后盖胚料成型模具 | |
| CN203888132U (zh) | 一种注塑模具 | |
| CN211165037U (zh) | 一种自带液压装置的包括中框的手机后盖胚料成型模具 | |
| CN110355944B (zh) | 一种通过弹簧调节活动型腔的包括中框的手机后盖胚料成型模具 | |
| CN110126202A (zh) | 一种具有活动型腔的模具 | |
| CN214188285U (zh) | 一种可快速成型的手机内板注塑模具 | |
| CN101195266A (zh) | 注塑机双重压缩成型方法 | |
| CN110126174A (zh) | 一种通过弹簧调节活动型腔的成型工艺 | |
| CN110126200A (zh) | 一种自带液压装置的活动型腔模具 | |
| CN110126175A (zh) | 一种产品的成型工艺 | |
| CN110126201A (zh) | 一种具有弹性装置的活动型腔模具 | |
| CN110126177A (zh) | 一种通过弹簧调节活动型腔的包括中框的手机后盖胚料的成型工艺 | |
| CN208946570U (zh) | 一种一模四腔式相机壳盖注塑模具 | |
| CN113815179B (zh) | 汽车后视镜面罩及其注塑模具和注塑方法 | |
| CN211993999U (zh) | 一种防触电插芯插座注塑模具 | |
| CN219130744U (zh) | 一种便于脱模的模具 | |
| CN207630420U (zh) | 一种外盖注塑模具 | |
| CN220517383U (zh) | 一种用于生产音箱外壳的注塑机 | |
| CN110315676A (zh) | 一种自带液压装置模具的成型工艺 | |
| CN218139552U (zh) | 一种双层内高压注塑模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |