CN210359087U - 一种用于导通板自动上料铆接设备 - Google Patents
一种用于导通板自动上料铆接设备 Download PDFInfo
- Publication number
- CN210359087U CN210359087U CN201920354510.7U CN201920354510U CN210359087U CN 210359087 U CN210359087 U CN 210359087U CN 201920354510 U CN201920354510 U CN 201920354510U CN 210359087 U CN210359087 U CN 210359087U
- Authority
- CN
- China
- Prior art keywords
- plate
- rivet
- fixed
- cylinder
- riveting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Insertion Pins And Rivets (AREA)
Abstract
本实用新型公开了一种用于导通板自动上料铆接设备,包括机架,所述机架上分别设有左工作板和右工作板,所述左工作板上固定设有导通板铆接装置、铜片夹取装置和铜片送料装置;所述铜片送料装置固定于导通板铆接装置的前端,所述铜片夹取装置固定在铜片送料装置的上方,所述导通板铆接装置通过铆压大底板固定在左工作板的后部,所述右工作板上固定设有铆钉取料装置和导通帽振动盘,所述导通帽振动盘固定在右工作板的前端;本实用新型自动化程度高,稳定性强,安全系数高,减小了人工投入,提高了工作效率,具有良好的市场应用价值。
Description
技术领域
本实用新型涉及到铆接领域,尤其涉及到一种用于导通板自动上料铆接设备。
背景技术
导通板分为铜片和导通帽,目前导通板的铆接是先通过人工手动的将铜片摆放在导通帽上的连接孔出,在把铆钉贯穿铜片和导通帽固定好放置在冲压设备上,通过冲压设备完成铆接;这种生产方式极大的增加了工人的工作强度,且铆接完成的产品合格率较低,在铜片或铆钉歪斜时需要工人停机手动去扶正,安全性较低。
因此,现有技术存在缺陷,需要改进。
实用新型内容
本实用新型提供一种用于导通板自动上料铆接设备,通过在机架上设置铜片夹取装置和铆钉送料组件,可以代替人工对铜片和导通帽的定位摆放,同时铜片夹取装置和铆钉送料组件与铆钉取料装置和导通帽振动盘之间的配合使用,减小了人工投入,提高工作效率来解决的上述问题。
为解决上述问题,本实用新型提供的技术方案如下:
一种用于导通板自动上料铆接设备,包括机架,所述机架上分别设有左工作板和右工作板,所述左工作板高于右工作板,所述左工作板上固定设有导通板铆接装置、铜片夹取装置和铜片送料装置;所述铜片送料装置固定于导通板铆接装置的前端,所述铜片夹取装置固定在铜片送料装置的上方,所述导通板铆接装置通过铆压大底板固定在左工作板的后部,所述导通板铆接装置包括铆钉振动盘、铆压支撑组件、铆钉送料组件和铆钉冲压装置;所述铆钉振动盘固定在左工作板的后端,所述铆钉送料组件固定于铆钉振动盘的前端,所述铆压支撑组件固定于铆钉送料组件的右端,所述铆钉冲压装置通过L形气缸板固定在铆压支撑组件的后端;所述右工作板上固定设有铆钉取料装置和导通帽振动盘,所述导通帽振动盘固定在右工作板的前端,所述铆钉取料装置固定与导通帽振动盘的后端;出料道固定与左、右工作板之间。
优选的,所述铜片夹取装置包括夹取支撑架、夹取支撑板、夹取滑动座、第一伸缩气缸和第二伸缩气缸;所述夹取支撑架固定在左工作板上,所述夹取支撑板固定在夹取支撑架的顶端,所述夹取滑动座与夹取支撑板上的滑轨滑动连接,所述第一伸缩气缸的通过送料气缸座固定在夹取支撑板的一端,且所述第一伸缩气缸的输出端固定连接夹取滑动座;所述夹取滑动座的左右两端均垂直套接滑动导轨,所述滑动导轨的上下两端通过导板固定连接,下端的导板固定连接第一拇指气缸,所述第二伸缩气缸垂直固定在夹取滑动座的中部,且所述第二伸缩气缸的输出端固定连接下端的导板。
优选的,所述铜片送料装置包括输送线和减速马达,所述输送线的左右两端转动连接传动轮,所述传动轮上套接传送带;所述减速马达固定在输送线的左端,且所述减速马达的输出端与左端的传动轮固定连接,所述传送带上均匀设有多个铜片卡槽。
优选的,所述铆钉送料组件包括导向板滑座、下压组件、推动气缸和第二拇指气缸;所述导向板滑座与铆压大底板上的滑轨滑动连接,所述下压组件固定在所述导向板滑座的顶端,所述推动气缸固定在导向滑动座的左端,且所述推动气缸的输出端固定连接导向滑动座;所述下压组件包括驱动下压导向板、立柱、第一驱动电机和电机固定板,所述下压导向板固定在导向板滑座的顶端,所述立柱固定在下压导向板的前后两端,所述电机固定板固定在立柱的顶端,所述第一驱动电机垂直固定在电机固定板的中部,所述立柱的中部通过直线轴承套接气爪安装板,所述第一驱动电机的输出转轴套接在气爪安装板的中部,所述气爪安装板的左端固定连接第二拇指气缸,所述第二拇指气缸的输出端固定连接第一夹爪,所述第一夹爪位于铆钉振动盘出料口的上方。
优选的,所述铆压支撑组件包括铆压垫板;所述铆压垫板固定在铆压大底板的中部,所述铆压垫板的顶端从前到后依次固定支撑块支撑下模和定位工装。
优选的,所述铆钉冲压装置包括第三伸缩气缸、气缸接头、冲压导板、压模法兰和压模头;所述第三伸缩气缸固定在L形气缸板的顶端,所述冲压导板通过冲压滑座与L形气缸板上的滑轨滑动连接,所述第三伸缩气缸的输出端固定连接气缸接头,所述气缸接头贯穿冲压导板和固定在冲压导板底端的压模法兰与压模头固定连接。
优选的,所述铆钉取料装置包括铆钉取料固定架、铆钉取料底板、第二驱动电机、铆钉取料滑动板、铆钉取料升降板、铆钉取料气爪安装板和旋转气缸;所述铆钉取料固定架固定在右工作板的后端,所述铆钉取料顶板固定在铆钉取料固定架的顶端,所述第二驱动电机通过铆钉取料马达座固定在铆钉取料底板的右端,所述铆钉取料滑动板与铆钉取料底板上表面上的滑轨滑动连接,所述第二驱动电机的输出端固定连接滚珠丝杆,所述滚珠丝杆与固定在铆钉取料滑动板底部的丝杆螺母套接;所述铆钉取料升降板通过加强板垂直固定在铆钉取料滑动板的前端,所述铆钉取料升降板的顶端固定连接铆钉取料气缸座,所述铆钉取料气缸座上固定设有下压气缸,所述铆钉取料气爪安装板通过铆钉取料升降滑动板与铆钉取料升降板中部的滑轨滑动连接,所述下压气缸的输出端固定连接铆钉取料升降滑动板,所述铆钉取料气爪安装板的底部固定连接旋转气缸,所述旋转气缸的输出端固定连接拇指支撑板,所述拇指气缸板底部的左右两端分别固定连接第三拇指气缸和第四拇指气缸。
相对于现有技术的有益效果是,采用上述方案,本实用新型通过在机架上设置铜片夹取装置和铆钉送料组件,可以代替人工对铜片和导通帽的定位摆放,同时铜片夹取装置和铆钉送料组件与铆钉取料装置和导通帽振动盘之间的配合使用,完成了对导通板的铆接工作;本实用新型自动化程度高,稳定性强,安全系数高,减小了人工投入,提高了工作效率,具有良好的市场应用价值。
附图说明
为了更清楚的说明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需使用的附图作简单介绍,显而易见的,下面描述中的附图仅仅是实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
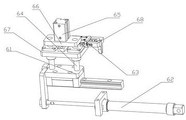
图1为本实用新型的整体结构示意图;
图2为本实用新型的铜片夹取装置结构示意图;
图3为本实用新型的铆钉冲压装置结构示意图;
图4为本实用新型的铆钉取料装置结构示意图;
以上图例所示:1、机架;2、导通板铆接装置;3、铜片夹取装置;4、铜片送料装置;5、铆钉振动盘;6、铆钉送料组件;7、铆钉冲压装置;8、铆压支撑组件;9、铆钉取料装置;10、导通帽振动盘;11、L形气缸板;61、导向板滑座;62、推动气缸;63、第二拇指气缸;64、立柱;65、第一驱动电机;66、电机固定板;67、气爪安装板;68、第一夹爪;81、第三伸缩气缸;82、气缸接头;83、冲压导板;84、压模法兰;85、压模头;91、铆钉取料固定架;92、铆钉取料底板;93、第二驱动电机;94、铆钉取料滑动板;95、铆钉取料升降板;96、铆钉取料气爪安装板;97、滚珠丝杆;98、下压气缸;99、旋转气缸;910、拇指支撑板;911、第三拇指气缸;912、第四拇指气缸。
具体实施方式
为了便于理解本实用新型,下面结合附图和具体实施例,对本实用新型进行更详细的说明。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“固定”、“一体成型”、“左”、“右”以及类似的表述只是为了说明的目的,在图中,结构相似的单元是用以相同标号标示。
除非另有定义,本说明书所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本说明书中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本实用新型。
如图1所示,本实用新型的一个实施例是:
一种用于导通板自动上料铆接设备,包括机架1,所述机架1上分别设有左工作板和右工作板,所述左工作板高于右工作板,所述左工作板上固定设有导通板铆接装置2、铜片夹取装置3和铜片送料装置4;所述铜片送料装置4固定于导通板铆接装置2的前端,所述铜片夹取装置3固定在铜片送料装置4的上方,所述导通板铆接装置2通过铆压大底板固定在左工作板的后部,所述导通板铆接装置2包括铆钉振动盘5、铆压支撑组件8、铆钉送料组件6和铆钉冲压装置7;所述铆钉振动盘5固定在左工作板的后端,所述铆钉送料组件6固定于铆钉振动盘5的前端,所述铆压支撑组件8固定于铆钉送料组件6的右端,所述铆钉冲压装置7通过L形气缸板11固定在铆压支撑组件8的后端;所述右工作板上固定设有铆钉取料装置9和导通帽振动盘10,所述导通帽振动盘10固定在右工作板的前端,所述铆钉取料装置9固定与导通帽振动盘10的后端;出料道固定与左、右工作板之间。
优选的,所述铜片夹取装置3包括夹取支撑架、夹取支撑板、夹取滑动座、第一伸缩气缸和第二伸缩气缸;所述夹取支撑架固定在左工作板上,所述夹取支撑板固定在夹取支撑架的顶端,所述夹取滑动座与夹取支撑板上的滑轨滑动连接,所述第一伸缩气缸的通过送料气缸座固定在夹取支撑板的一端,且所述第一伸缩气缸的输出端固定连接夹取滑动座;所述夹取滑动座的左右两端均垂直套接滑动导轨,所述滑动导轨的上下两端通过导板固定连接,下端的导板固定连接第一拇指气缸,所述第二伸缩气缸垂直固定在夹取滑动座的中部,且所述第二伸缩气缸的输出端固定连接下端的导板。
优选的,所述铜片送料装置4包括输送线和减速马达,所述输送线的左右两端转动连接传动轮,所述传动轮上套接传送带;所述减速马达固定在输送线的左端,且所述减速马达的输出端与左端的传动轮固定连接,所述传送带上均匀设有多个铜片卡槽。
如图2所示,优选的,所述铆钉送料组件6包括导向板滑座61、下压组件、推动气缸62和第二拇指气缸63;所述导向板滑座与铆压大底板上的滑轨滑动连接,所述下压组件固定在所述导向板滑座的顶端,所述推动气缸62固定在导向滑动座的左端,且所述推动气缸62的输出端固定连接导向滑动座;所述下压组件包括驱动下压导向板、立柱64、第一驱动电机65和电机固定板66,所述下压导向板固定在导向板滑座的顶端,所述立柱64固定在下压导向板的前后两端,所述电机固定板66固定在立柱64的顶端,所述第一驱动电机65垂直固定在电机固定板66的中部,所述立柱64的中部通过直线轴承套接气爪安装板67,所述第一驱动电机65的输出转轴套接在气爪安装板67的中部,所述气爪安装板67的左端固定连接第二拇指气缸63,所述第二拇指气缸63的输出端固定连接第一夹爪68,所述第一夹爪68位于铆钉振动盘5出料口的上方。
优选的,所述铆压支撑组件8包括铆压垫板;所述铆压垫板固定在铆压大底板的中部,所述铆压垫板的顶端从前到后依次固定支撑块支撑下模和定位工装。
如图3所示,优选的,所述铆钉冲压装置7包括第三伸缩气缸81、气缸接头82、冲压导板83、压模法兰84和压模头85;所述第三伸缩气缸81固定在L形气缸板11的顶端,所述冲压导板83通过冲压滑座与L形气缸板11上的滑轨滑动连接,所述第三伸缩气缸81的输出端固定连接气缸接头82,所述气缸接头82贯穿冲压导板83和固定在冲压导板83底端的压模法兰84与压模头85固定连接。
如图4所示,优选的,所述铆钉取料装置9包括铆钉取料固定架91、铆钉取料底板92、第二驱动电机93、铆钉取料滑动板94、铆钉取料升降板95、铆钉取料气爪安装板96和旋转气缸99;所述铆钉取料固定架91固定在右工作板的后端,所述铆钉取料顶板固定在铆钉取料固定架91的顶端,所述第二驱动电机93通过铆钉取料马达座固定在铆钉取料底板92的右端,所述铆钉取料滑动板94与铆钉取料底板92上表面上的滑轨滑动连接,所述第二驱动电机93的输出端固定连接滚珠丝杆97,所述滚珠丝杆97与固定在铆钉取料滑动板94底部的丝杆螺母套接;所述铆钉取料升降板95通过加强板垂直固定在铆钉取料滑动板94的前端,所述铆钉取料升降板95的顶端固定连接铆钉取料气缸座,所述铆钉取料气缸座上固定设有下压气缸98,所述铆钉取料气爪安装板96通过铆钉取料升降滑动板与铆钉取料升降板95中部的滑轨滑动连接,所述下压气缸98的输出端固定连接铆钉取料升降滑动板,所述铆钉取料气爪安装板96的底部固定连接旋转气缸99,所述旋转气缸99的输出端固定连接拇指支撑板910,所述拇指气缸板底部的左右两端分别固定连接第三拇指气缸911和第四拇指气缸912。
工作原理:
导通帽振动盘10把导通帽送至振动盘的出料口处,第二驱动电机93驱动铆钉取料滑动板94向前运动,下压气缸98下压铆钉取料升降滑动板下压,第三拇指气缸911夹取导通帽,随后第二驱动电机93把第三拇指气缸911送至铆压支撑组件8上的定位工装上方,把导通帽扣接在定位工装上,随后第二驱动电机93驱动铆钉取料滑动板94复位,铜片夹取装置3上的第一伸缩气缸把夹取滑动座推动至铜片送料装置4的传送带上方,第二伸缩气缸把第一拇指气缸下压,由第一拇指气缸夹取传送带上的铜片,随后第二伸缩气缸回升,第一伸缩气缸把夹取滑动座拉送至铆压支撑组件8上方,第一伸缩气缸下压,第一拇指气缸把铜片放置导通帽的通孔处,随后铆钉振动盘5把铆钉送至振动盘的出料口,铆钉送料组件6上的第一驱动电机65转动,使固定在气爪安装板67上的第二拇指气缸63下压,第二拇指气缸63驱动第一夹爪68夹取铆钉,第一驱动电机65回升,第三伸缩气缸81推动导向板滑座61把第二拇指气缸63推送至定位工装上方,第一驱动电机65转动,由第二拇指气缸63把铆钉嵌入导通帽的通孔内,铆钉冲压装置7对铆钉进行冲压,完成冲压后铆钉取料装置9上的第四拇指气缸912夹取一个待冲压的导通帽,第二驱动电机93驱动拇指气缸板运动到定位工装上方,第三拇指气缸911夹取冲压完成的产品后,旋转气缸99旋转,把第四拇指气缸912旋转至定位工装上,第四拇指气缸912把导通帽送至定位工装上,随后第三拇指气缸911把冲压完成的导通帽送至出料道内。
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本实用新型说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
Claims (7)
1.一种用于导通板自动上料铆接设备,包括机架,所述机架上分别设有左工作板和右工作板,所述左工作板高于右工作板,其特征在于,所述左工作板上固定设有导通板铆接装置、铜片夹取装置和铜片送料装置;所述铜片送料装置固定于导通板铆接装置的前端,所述铜片夹取装置固定在铜片送料装置的上方,所述导通板铆接装置通过铆压大底板固定在左工作板的后部,所述导通板铆接装置包括铆钉振动盘、铆压支撑组件、铆钉送料组件和铆钉冲压装置;所述铆钉振动盘固定在左工作板的后端,所述铆钉送料组件固定于铆钉振动盘的前端,所述铆压支撑组件固定于铆钉送料组件的右端,所述铆钉冲压装置通过L形气缸板固定在铆压支撑组件的后端;所述右工作板上固定设有铆钉取料装置和导通帽振动盘,所述导通帽振动盘固定在右工作板的前端,所述铆钉取料装置固定与导通帽振动盘的后端;出料道固定与左、右工作板之间。
2.根据权利要求1所述一种用于导通板自动上料铆接设备,其特征在于,所述铜片夹取装置包括夹取支撑架、夹取支撑板、夹取滑动座、第一伸缩气缸和第二伸缩气缸;所述夹取支撑架固定在左工作板上,所述夹取支撑板固定在夹取支撑架的顶端,所述夹取滑动座与夹取支撑板上的滑轨滑动连接,所述第一伸缩气缸的通过送料气缸座固定在夹取支撑板的一端,且所述第一伸缩气缸的输出端固定连接夹取滑动座;所述夹取滑动座的左右两端均垂直套接滑动导轨,所述滑动导轨的上下两端通过导板固定连接,下端的导板固定连接第一拇指气缸,所述第二伸缩气缸垂直固定在夹取滑动座的中部,且所述第二伸缩气缸的输出端固定连接下端的导板。
3.根据权利要求1所述一种用于导通板自动上料铆接设备,其特征在于,所述铜片送料装置包括输送线和减速马达,所述输送线的左右两端转动连接传动轮,所述传动轮上套接传送带;所述减速马达固定在输送线的左端,且所述减速马达的输出端与左端的传动轮固定连接,所述传送带上均匀设有多个铜片卡槽。
4.根据权利要求1所述一种用于导通板自动上料铆接设备,其特征在于,所述铆钉送料组件包括导向板滑座、下压组件、推动气缸和第二拇指气缸;所述导向板滑座与铆压大底板上的滑轨滑动连接,所述下压组件固定在所述导向板滑座的顶端,所述推动气缸固定在导向滑动座的左端,且所述推动气缸的输出端固定连接导向滑动座;所述下压组件包括驱动下压导向板、立柱、第一驱动电机和电机固定板,所述下压导向板固定在导向板滑座的顶端,所述立柱固定在下压导向板的前后两端,所述电机固定板固定在立柱的顶端,所述第一驱动电机垂直固定在电机固定板的中部,所述立柱的中部通过直线轴承套接气爪安装板,所述第一驱动电机的输出转轴套接在气爪安装板的中部,所述气爪安装板的左端固定连接第二拇指气缸,所述第二拇指气缸的输出端固定连接第一夹爪,所述第一夹爪位于铆钉振动盘出料口的上方。
5.根据权利要求1所述一种用于导通板自动上料铆接设备,其特征在于,所述铆压支撑组件包括铆压垫板;所述铆压垫板固定在铆压大底板的中部,所述铆压垫板的顶端从前到后依次固定支撑块支撑下模和定位工装。
6.根据权利要求1所述一种用于导通板自动上料铆接设备,其特征在于,所述铆钉冲压装置包括第三伸缩气缸、气缸接头、冲压导板、压模法兰和压模头;所述第三伸缩气缸固定在L形气缸板的顶端,所述冲压导板通过冲压滑座与L形气缸板上的滑轨滑动连接,所述第三伸缩气缸的输出端固定连接气缸接头,所述气缸接头贯穿冲压导板和固定在冲压导板底端的压模法兰与压模头固定连接。
7.根据权利要求1所述一种用于导通板自动上料铆接设备,其特征在于,所述铆钉取料装置包括铆钉取料固定架、铆钉取料底板、第二驱动电机、铆钉取料滑动板、铆钉取料升降板、铆钉取料气爪安装板和旋转气缸;所述铆钉取料固定架固定在右工作板的后端,所述铆钉取料顶板固定在铆钉取料固定架的顶端,所述第二驱动电机通过铆钉取料马达座固定在铆钉取料底板的右端,所述铆钉取料滑动板与铆钉取料底板上表面上的滑轨滑动连接,所述第二驱动电机的输出端固定连接滚珠丝杆,所述滚珠丝杆与固定在铆钉取料滑动板底部的丝杆螺母套接;所述铆钉取料升降板通过加强板垂直固定在铆钉取料滑动板的前端,所述铆钉取料升降板的顶端固定连接铆钉取料气缸座,所述铆钉取料气缸座上固定设有下压气缸,所述铆钉取料气爪安装板通过铆钉取料升降滑动板与铆钉取料升降板中部的滑轨滑动连接,所述下压气缸的输出端固定连接铆钉取料升降滑动板,所述铆钉取料气爪安装板的底部固定连接旋转气缸,所述旋转气缸的输出端固定连接拇指支撑板,拇指气缸板底部的左右两端分别固定连接第三拇指气缸和第四拇指气缸。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920354510.7U CN210359087U (zh) | 2019-03-20 | 2019-03-20 | 一种用于导通板自动上料铆接设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920354510.7U CN210359087U (zh) | 2019-03-20 | 2019-03-20 | 一种用于导通板自动上料铆接设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210359087U true CN210359087U (zh) | 2020-04-21 |
Family
ID=70245766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920354510.7U Active CN210359087U (zh) | 2019-03-20 | 2019-03-20 | 一种用于导通板自动上料铆接设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210359087U (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112247515A (zh) * | 2020-10-19 | 2021-01-22 | 许昌学院 | 一种电脑散热盘自动组装设备 |
| CN112653303A (zh) * | 2020-12-18 | 2021-04-13 | 深圳市糠帝科技有限公司 | 一种微电机转轴转子入轴设备 |
| CN114309300A (zh) * | 2021-12-29 | 2022-04-12 | 广东嘉和微特电机股份有限公司 | 一种刷盒支架和接线片自动铆接装置 |
-
2019
- 2019-03-20 CN CN201920354510.7U patent/CN210359087U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112247515A (zh) * | 2020-10-19 | 2021-01-22 | 许昌学院 | 一种电脑散热盘自动组装设备 |
| CN112653303A (zh) * | 2020-12-18 | 2021-04-13 | 深圳市糠帝科技有限公司 | 一种微电机转轴转子入轴设备 |
| CN114309300A (zh) * | 2021-12-29 | 2022-04-12 | 广东嘉和微特电机股份有限公司 | 一种刷盒支架和接线片自动铆接装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210359087U (zh) | 一种用于导通板自动上料铆接设备 | |
| CN108910434B (zh) | 全自动环形组装流水线 | |
| CN211613961U (zh) | 一种自动化冲压设备 | |
| CN116673430A (zh) | 一种铆接体外检测发光仪安装支架的高效铆接机 | |
| CN218430067U (zh) | 一种汽车水切组立专机 | |
| CN214934866U (zh) | 一种钢绳废料收卷装置 | |
| CN214683903U (zh) | 一种外箱底板自动压铆机 | |
| CN215431378U (zh) | 一种机械式零件压合装置 | |
| CN212094204U (zh) | 铰链铆接机的铆接装置 | |
| CN210618724U (zh) | 一种自动贴标签设备 | |
| CN112653303A (zh) | 一种微电机转轴转子入轴设备 | |
| CN213997679U (zh) | 机器人植钉机 | |
| CN219653257U (zh) | 一种布料出料装置 | |
| CN219703371U (zh) | 一种箱包滑轮的自动装配装置 | |
| CN219444036U (zh) | 一种钣金焊接定位器 | |
| CN221087946U (zh) | 一种多功能定位打孔装置 | |
| CN221087021U (zh) | 一种具有定位装夹功能的压铆机 | |
| CN217166566U (zh) | 一种缸体加工用具有紧固加压结构的加工装置 | |
| CN221581934U (zh) | 一种钣金加工压铆设备 | |
| CN221390390U (zh) | 一种金属冲压件表面处理装置 | |
| CN220372254U (zh) | 一种板材钻孔装置 | |
| CN218656389U (zh) | 一种钢管自动冲孔装置 | |
| CN220177953U (zh) | 一种金属件冲孔装置 | |
| CN215965857U (zh) | 一种便于使用的脚板生产模具 | |
| CN111716205B (zh) | 一种木工机械用木杯加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20230628 Address after: 528000 Longyan Village, Leliu Street, Shunde District, Foshan City, Guangdong Province, No. 1-6 Longsheng 1st Road, Longyan Industrial Zone (Residence Declaration) Patentee after: Foshan Kangna Kete Machinery Equipment Co.,Ltd. Address before: 518000 1st floor, building a, 1st floor, building B, 54 Meibao Road, Dalang community, Dalang street, Longhua District, Shenzhen City, Guangdong Province Patentee before: SHENZHEN KUNYA ELECTRONIC Co.,Ltd. |
|
| TR01 | Transfer of patent right |