CN210231470U - 一种液压提升滑动移钢装置 - Google Patents
一种液压提升滑动移钢装置 Download PDFInfo
- Publication number
- CN210231470U CN210231470U CN201920371515.0U CN201920371515U CN210231470U CN 210231470 U CN210231470 U CN 210231470U CN 201920371515 U CN201920371515 U CN 201920371515U CN 210231470 U CN210231470 U CN 210231470U
- Authority
- CN
- China
- Prior art keywords
- billet
- steel
- unloading
- sliding
- roller way
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Metal Rolling (AREA)
Abstract
本实用新型涉及一种液压提升滑动移钢装置,属于冶金行业炼钢厂连铸机械设备技术领域。技术方案是:卸坯辊道由多根平行布置的卸坯辊(1)组成,卸坯辊道的一侧设有钢坯缓存架(6),卸坯辊(1)之间设有多个与卸坯辊(1)平行布置的滑轨(2),所述滑轨(2)的一端固定在纵梁(3)上,液压缸(5)与纵梁(3)驱动连接,滑轨(2)的另一端固定在旋转轴(4)上,所述旋转轴(4)设置在卸坯辊道设有钢坯缓存架(6)的一侧,所述滑轨(2)的上表面低于卸坯辊(1)的上表面。本实用新型的有益效果是:能够将连铸机生产出来的钢坯顺利的移送至钢坯缓存架上,避免了钢坯在缷坯过程中对卸坯辊道和其它移钢设备造成损坏。
Description
技术领域
本实用新型涉及一种液压提升滑动移钢装置,属于冶金行业炼钢厂连铸机械设备技术领域。
背景技术
横向移钢车(机)是炼钢厂中连铸机上的重要设备,横向移钢车(机)的功用是:把连铸机生产出的钢坯由缷坯辊道移到钢坯暂存架及冷床上,完成铸坯在运送通道和方向上的改变。
目前,最常缷坯辊道移钢方式是采用横向移钢车把钢坯从缷坯辊道移到暂存架及冷床上。横向移钢车采用高架轨道,车体安装在高架轨道上,车体上安装有电机、减速机及拨爪。靠电机、减速机直接拨动缷坯辊道上的铸坯并移动到暂存架及冷床上去,在缷坯辊道的一侧还安装有滑轨,铸坯在被横向移车推动过程中,容易被缷坯辊道的的轴承座、卸坯辊道端部辊沿与滑轨的联接处卡住,对缷坯辊道、滑轨甚至横钢车的电机、减速机造成损伤。
实用新型内容
本实用新型的目的是提供一种液压提升滑动移钢装置,能够将连铸机生产出来的钢坯顺利的移送至钢坯缓存架上,避免卸坯辊道和其它移钢设备受到损伤,解决背景技术中存在的问题。
本实用新型的技术方案是:
一种液压提升滑动移钢装置,包含卸坯辊道、滑轨、纵梁、旋转轴、液压缸和钢坯缓存架,所述卸坯辊道由多根平行布置的卸坯辊组成,卸坯辊道的一侧设有钢坯缓存架,卸坯辊之间设有多个与卸坯辊平行布置的滑轨,所述滑轨的一端固定在纵梁上,液压缸与纵梁驱动连接,滑轨的另一端固定在旋转轴上,所述旋转轴设置在卸坯辊道设有钢坯缓存架的一侧,所述滑轨的上表面低于卸坯辊的上表面。
所述钢坯缓存架包含与滑轨平行布置的多个滑板和滑板支撑座,多个滑板两端分别固定在滑板支撑座上。
所述钢坯缓存架中的滑板的上表面与卸坯辊的上表面在同一水平面上。
所述旋转轴通过轴承座固定在旋转轴支撑座上,旋转轴与滑轨垂直布置。
所述卸坯辊道中的卸坯辊通过减速机与电机连接。
所述纵梁与滑轨垂直布置,液压缸设置在纵梁的两端。
采用本实用新型,当连铸机生产出的钢坯进入缷坯辊道后,液压缸控制活塞杆伸出,驱动纵梁带动滑轨绕旋转轴向上抬起,同时缷坯辊道上钢坯被滑轨抬起,并在重力作用下滑到钢坯缓存架上,当钢坯滑动到位后,液压缸的活塞杆收回,驱动纵梁带动滑轨绕旋转轴向下转动,使滑轨回到初始位置,完成钢坯的滑动移钢。
本实用新型的有益效果是:能够将连铸机生产出来的钢坯顺利的移送至钢坯缓存架上,避免了钢坯在缷坯过程中对卸坯辊道和其它移钢设备造成损坏,结构简单、紧凑,占地面积小,故障率小,尤其适用于多流连铸机卸坯辊道的缷坯工序。
附图说明
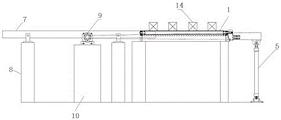
图1为本实用新型的俯视图;
图2为本实用新型的A-A视图;
图3为本实用新型工作状态示意图;
图中:卸坯辊1、滑轨2、纵梁3、旋转轴4、液压缸5、钢坯缓存架6、滑板7、滑板支撑座8、轴承座9、缷坯轴承座11、旋转轴支撑座10、减速机12、电机13、钢坯14。
具体实施方式
以下结合附图,通过实例对本实用新型作进一步说明。
参照附图1、2、3,一种液压提升滑动移钢装置,包含卸坯辊道、滑轨2、纵梁3、旋转轴4、液压缸5和钢坯缓存架6,所述卸坯辊道由多根平行布置的卸坯辊1组成,卸坯辊道的一侧设有钢坯缓存架6,卸坯辊1之间设有多个与卸坯辊1平行布置的滑轨2,所述滑轨2的一端固定在纵梁3上,液压缸5与纵梁3驱动连接,滑轨2的另一端固定在旋转轴4上,所述旋转轴4设置在卸坯辊道设有钢坯缓存架6的一侧,所述滑轨2的上表面低于卸坯辊1的上表面。
在本实施例中:参照附图1、2、3,连铸机为四机四流连铸机,其缷坯辊道由六根相同的卸坯辊1组成,每一根缷坯辊1分别由减速机12和电机13驱动。
在卸坯辊1之间设置与卸坯辊1平行布置的三根滑轨2,三根滑轨2的一端分别固定在一根纵梁3上,纵梁3由两个液压缸5驱动,三根滑轨2的另一端安装在一个旋转轴4上,旋转轴4通过四个轴承座9固定在旋转轴支撑座10上,纵梁3和旋转轴4均与滑轨2垂直布置,三根滑轨2的上表面低于缷坯辊4的上表面。
钢坯缓存架6设置在旋转轴4的一侧,钢坯缓存架6包含与滑轨2平行布置的四个滑板7和滑板支撑座8,四个滑板7的两端分别固定在滑板支撑座8上,四个滑板7的上表面与卸坯辊道的上表面在同一平面上。
本实用新型的工作过程如下:
当四机四流连铸机生产的四根钢坯14进入缷坯辊道后,液压缸5由液压系统控制活塞杆伸出,驱动纵梁3带动三根滑轨2绕旋转轴4向上抬起,同时缷坯辊道上的四根钢坯14也被三根滑轨2抬起,并在重力作用下滑到钢坯缓存架6上,四根钢坯14滑动到位后,液压缸5的活塞杆在液压系统作用下收回,驱动纵梁3带动三根滑轨2绕旋转轴4向下转动,当液压缸5的活塞杆回收到位后,三根滑轨2的上表面低于缷坯辊1的上表面,回到初始位置,做好下一次移钢准备。
钢坯缓存架6用于临时存放钢坯14,钢坯缓存架6上的钢坯14由冷床拨钢机构移到冷床上进行冷却、矫直。
Claims (6)
1.一种液压提升滑动移钢装置,其特征在于:包含卸坯辊道、滑轨(2)、纵梁(3)、旋转轴(4)、液压缸(5)和钢坯缓存架(6),所述卸坯辊道由多根平行布置的卸坯辊(1)组成,卸坯辊道的一侧设有钢坯缓存架(6),卸坯辊(1)之间设有多个与卸坯辊(1)平行布置的滑轨(2),所述滑轨(2)的一端固定在纵梁(3)上,液压缸(5)与纵梁(3)驱动连接,滑轨(2)的另一端固定在旋转轴(4)上,所述旋转轴(4)设置在卸坯辊道设有钢坯缓存架(6)的一侧,所述滑轨(2)的上表面低于卸坯辊(1)的上表面。
2.根据权利要求1所述的一种液压提升滑动移钢装置,其特征在于:所述钢坯缓存架(6)包含与滑轨(2)平行布置的多个滑板(7)和滑板支撑座(8),多个滑板(7)的两端分别固定在滑板支撑座(8)上。
3.根据权利要求2所述的一种液压提升滑动移钢装置,其特征在于:所述钢坯缓存架(6)中的滑板(7)的上表面与卸坯辊(1)的上表面在同一水平面上。
4.根据权利要求1所述的一种液压提升滑动移钢装置,其特征在于:所述旋转轴(4)通过轴承座(9)固定在旋转轴支撑座(10)上,旋转轴(4)与滑轨(2)垂直布置。
5.根据权利要求1所述的一种液压提升滑动移钢装置,其特征在于:所述卸坯辊道中的卸坯辊(1)通过减速机(12)与电机(13)连接。
6.根据权利要求1所述的一种液压提升滑动移钢装置,其特征在于:所述纵梁(3)与滑轨(2)垂直布置,液压缸(5)设置在纵梁(3)的两端。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920371515.0U CN210231470U (zh) | 2019-03-22 | 2019-03-22 | 一种液压提升滑动移钢装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920371515.0U CN210231470U (zh) | 2019-03-22 | 2019-03-22 | 一种液压提升滑动移钢装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210231470U true CN210231470U (zh) | 2020-04-03 |
Family
ID=69962033
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920371515.0U Active CN210231470U (zh) | 2019-03-22 | 2019-03-22 | 一种液压提升滑动移钢装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210231470U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109877286A (zh) * | 2019-03-22 | 2019-06-14 | 宣化钢铁集团有限责任公司 | 一种液压提升滑动移钢装置及移钢方法 |
-
2019
- 2019-03-22 CN CN201920371515.0U patent/CN210231470U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109877286A (zh) * | 2019-03-22 | 2019-06-14 | 宣化钢铁集团有限责任公司 | 一种液压提升滑动移钢装置及移钢方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN209815290U (zh) | 一种旋转式冷轧钢卷打包系统 | |
| CN112141873A (zh) | 一种木制柜体转运设备 | |
| CN110668085A (zh) | 移料输送系统 | |
| CN109384041B (zh) | 一种两侧翻转上料机械手 | |
| CN212291502U (zh) | 一种四柱式升降换模台车 | |
| CN210231470U (zh) | 一种液压提升滑动移钢装置 | |
| CN214933379U (zh) | 一种高线运卷小车 | |
| CN212442581U (zh) | 一种带自动分钢功能的铸坯上料装置 | |
| CN106181547B (zh) | 送料机械手及抛丸剪切上下料自动系统 | |
| CN210593954U (zh) | 一种辊道推进装置 | |
| JPH0223241B2 (zh) | ||
| CN210080685U (zh) | 步进拉坯冷床 | |
| CN110861872A (zh) | 一种双工位卷材转运装置及方法 | |
| CN215433173U (zh) | 一种铸锻件毛刺打磨自动线 | |
| CN215236931U (zh) | 一种操作侧移动式矫直机组合机架 | |
| CN213968332U (zh) | 一种重轨及异型型钢自动取钢机 | |
| CN211225041U (zh) | 一种双工位卷材转运装置 | |
| CN109877286A (zh) | 一种液压提升滑动移钢装置及移钢方法 | |
| CN210824474U (zh) | 钢板堆垛装置 | |
| CN113522992B (zh) | 一种带自动分钢功能的铸坯上料装置 | |
| CN107892158B (zh) | 用于装卸车轴的装卸料机 | |
| CN210937046U (zh) | 一种大方坯连铸机步进冷床下线收集装置 | |
| CN110733857A (zh) | 矩形框架钢筋夹持运输装置 | |
| CN109848220A (zh) | 四辊轧机的轧辊更换方法 | |
| CN217616852U (zh) | 一种电液组合式分钢装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |