CN203356667U - 油缸法兰安装螺孔的加工工装 - Google Patents
油缸法兰安装螺孔的加工工装 Download PDFInfo
- Publication number
- CN203356667U CN203356667U CN 201320292343 CN201320292343U CN203356667U CN 203356667 U CN203356667 U CN 203356667U CN 201320292343 CN201320292343 CN 201320292343 CN 201320292343 U CN201320292343 U CN 201320292343U CN 203356667 U CN203356667 U CN 203356667U
- Authority
- CN
- China
- Prior art keywords
- flange
- tool
- mounting screw
- frock
- installation screw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Abstract
油缸法兰安装螺孔的加工工装,涉及一种生产工装。包括与油缸法兰大小、形状相同的法兰工装,法兰工装的中心设置有与油缸直径相同的中心通孔,法兰工装环周设置与法兰安装螺孔位置相对应的通孔,法兰工装环周通孔的直径大于法兰安装螺孔的直径,法兰工装环周通孔内设置有圆形嵌件,圆形嵌件与法兰工装环周通孔过盈配合,圆形嵌件分别设置有与法兰安装螺孔相对应的中心通孔。本实用新型结构简单,可以实现油缸法兰安装螺孔的批量加工效率较高,减轻了劳动强度。
Description
技术领域
本实用新型涉及一种生产工装,具体为一种油缸法兰安装螺孔的加工工装。
背景技术
现有技术中的油缸法兰安装螺孔的加工工艺较为复杂,每个法兰安装螺孔都需要一一划线、打眼,劳动强度较大,生产效率较低,难以实现批量化生产。
实用新型内容
本实用新型的目的是解决现有技术中油缸法兰安装螺孔加工工艺复杂的问题,提供一种加工效率高,结构简单的油缸法兰安装螺孔的加工工装。
实现上述目的的技术方案是:油缸法兰安装螺孔的加工工装,其特征在于:包括与油缸法兰大小、形状相同的法兰工装,法兰工装的中心设置有与油缸直径相同的中心通孔,法兰工装环周设置与法兰安装螺孔位置相对应的通孔,法兰工装环周通孔的直径大于法兰安装螺孔的直径,法兰工装环周通孔内设置有圆形嵌件,圆形嵌件与法兰工装环周通孔过盈配合,圆形嵌件分别设置有与法兰安装螺孔相对应的中心通孔。
所述法兰工装的四周外侧壁的中部分别设置有加固镶边。
使用时,将本实用新型置于待加工法兰上,使待加工法兰的中心通孔与油缸法兰安装螺孔的加工工装的中心通孔相对应,按照圆形嵌件中心通孔的位置加工法兰安装螺孔。
本实用新型结构简单,可以实现油缸法兰安装螺孔的批量加工效率较高,减轻了劳动强度。
本实用新型在长期使用过程中会出现嵌件中心通孔变大的现象,操作人员只需要更换新的嵌件,而不需要更换整个工装,节约了成本。
由于本实用新型的四周的侧壁较薄,本实用新型在法兰工装的四周外侧壁的中部分别设置有加固镶边,提高了工装的强度,延长了使用寿命。
附图说明
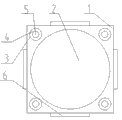
图1为本实用新型的结构示意图。
具体实施方式
如图1所示,本实用新型包括与油缸法兰大小、形状相同的法兰工装1,法兰工装1的中心设置有与油缸直径相同的中心通孔2,法兰工装1环周设置与法兰安装螺孔位置相对应的通孔3,法兰工装环周通孔3的直径大于法兰安装螺孔的直径,法兰工装环周通孔3内设置有圆形嵌件4,圆形嵌件4与法兰工装环周通孔3过盈配合,圆形嵌件4分别设置有与法兰安装螺孔相对应的中心通孔5。
法兰工装1的四周外侧壁的中部分别设置有加固镶边6。
Claims (2)
1.油缸法兰安装螺孔的加工工装,其特征在于:包括与油缸法兰大小、形状相同的法兰工装,法兰工装的中心设置有与油缸直径相同的中心通孔,法兰工装环周设置与法兰安装螺孔位置相对应的通孔,法兰工装环周通孔的直径大于法兰安装螺孔的直径,法兰工装环周通孔内设置有圆形嵌件,圆形嵌件与法兰工装环周通孔过盈配合,圆形嵌件分别设置有与法兰安装螺孔相对应的中心通孔。
2.根据权利要求1所述的油缸法兰安装螺孔的加工工装,其特征在于:所述法兰工装的四周外侧壁的中部分别设置有加固镶边。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320292343 CN203356667U (zh) | 2013-05-27 | 2013-05-27 | 油缸法兰安装螺孔的加工工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320292343 CN203356667U (zh) | 2013-05-27 | 2013-05-27 | 油缸法兰安装螺孔的加工工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203356667U true CN203356667U (zh) | 2013-12-25 |
Family
ID=49804488
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201320292343 Expired - Fee Related CN203356667U (zh) | 2013-05-27 | 2013-05-27 | 油缸法兰安装螺孔的加工工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203356667U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108620631A (zh) * | 2018-05-15 | 2018-10-09 | 界首市皖俊轴承有限公司 | 一种轴承生产用精确定位钻孔设备 |
-
2013
- 2013-05-27 CN CN 201320292343 patent/CN203356667U/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108620631A (zh) * | 2018-05-15 | 2018-10-09 | 界首市皖俊轴承有限公司 | 一种轴承生产用精确定位钻孔设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203664528U (zh) | 管件旋转冲压装置 | |
| CN202498261U (zh) | 一种分板机切片系统 | |
| CN203356667U (zh) | 油缸法兰安装螺孔的加工工装 | |
| CN104128519B (zh) | 管件旋转冲压装置 | |
| CN203495013U (zh) | 一种翻边垫片冲压模具 | |
| CN204344692U (zh) | 一种一体式铜合金圆柱保持架 | |
| CN203542522U (zh) | 轮毂轴承外圈压装模具 | |
| CN204253640U (zh) | 一种带齿形座的轴承组件 | |
| CN202555698U (zh) | 大型复冲模具凹模拼块总成 | |
| CN105171056A (zh) | 可互换法兰的安装孔加工模板 | |
| CN204148812U (zh) | 一种机油泵装配工具 | |
| CN205020886U (zh) | 可互换法兰的安装孔加工模板 | |
| CN204231065U (zh) | 一种电机用端盖 | |
| CN202398701U (zh) | 轴承座模具的上模板 | |
| CN204353308U (zh) | 一种冲孔夹具 | |
| CN204357950U (zh) | 一种带有自带装球缺口隔离块的大型深沟球轴承 | |
| CN203265518U (zh) | 锻造铝合金轮圈的多功能旋轮 | |
| CN103555898A (zh) | 一种高档锥压淬模具 | |
| CN204035464U (zh) | 改进的压铆机模具底座 | |
| CN202205666U (zh) | 一种gis断路器静弧触头的装配工装 | |
| CN203466688U (zh) | 一种新型的辐板轴焊接结构 | |
| CN202812105U (zh) | 用于纺机的对应齿轮 | |
| CN202514068U (zh) | 组装式扬声器 | |
| CN205064764U (zh) | 一种便于安装的齿轮 | |
| CN204202507U (zh) | 百分表齿轮固定架 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20131225 Termination date: 20200527 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |