CN203254193U - 与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具 - Google Patents
与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具 Download PDFInfo
- Publication number
- CN203254193U CN203254193U CN 201320243910 CN201320243910U CN203254193U CN 203254193 U CN203254193 U CN 203254193U CN 201320243910 CN201320243910 CN 201320243910 CN 201320243910 U CN201320243910 U CN 201320243910U CN 203254193 U CN203254193 U CN 203254193U
- Authority
- CN
- China
- Prior art keywords
- milling cutter
- milling machine
- adjusting pole
- milling
- fixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Landscapes
- Milling Processes (AREA)
Abstract
一种与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具,万能铣床包括铣床主轴和铣床工作平台,工装夹具包括:底板,设在铣床工作平台上;第一和第二调整支架,设在底板的两端,在第一、第二调整支架的顶部设至少一第一、第二调整压板;导轨座,固定在底板的中部,其上构成一对导轨;固定夹模座与活动夹模座对应,在活动夹模座上配设螺杆滑套;螺杆,其一端与固定夹模座连接、另端与螺杆滑套配合,在探出螺杆滑套的螺杆的端部固定螺杆操纵手柄。方便制造、使用和维护,且廉价;满足对玻璃模具的合缝面上加工凹弧面的要求;加工效率高且作业强度轻;在由铣刀铣加工过程中不会出现松动情形;对不同规格的模具具有良好的适应性。
Description
技术领域
本实用新型属于工装夹具技术领域,具体涉及一种与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具。
背景技术
工装夹具在工业产品的生产中起着十分重要的作用,玻璃模具的加工也不例外。所谓的工装夹具,是指用于在机械加工中对工件进行夹持或定位,以达到一定工艺要求的特别的装备或工具。工装夹具通常需要满足在产品生产时无干涉现象、定位准确可靠和操纵方便等要求。由于工装夹具有制造某种产品的专属的特点,因此通用化程度低,往往由生产产品的厂商自行制作,玻璃模具生产厂商也大多以自制的方式配备各种工装夹具。由于玻璃模具尤其是瓶罐类玻璃模具基本以彼此对置的两半模的形式存在,并且由于考虑到模具在玻璃瓶罐成型机上热胀冷缩的原因,设计和加工玻璃模具时常常在合缝面预先进行铣削处理,并且铣削深度由合缝面的长度方向的居中位置向两侧渐渐变浅直至变为零,该道工序通常被业界称为“划平面”。而之所以要在玻璃模具的合缝面上铣削加工出自中部向两端渐渐变浅的凹弧面,是因为玻璃模具在服役过程中,中部的温度较高,膨胀系数大,即变形程度相对较大,因而通过设计的程度通常为0.1-0.35㎜的凹弧面予以补偿,藉以理想地体现两半模之间的合模效果,以保障瓶罐类玻璃制品的质量,否则会在瓶罐类玻璃制品上留下赫然可见的飞边(凸起于玻璃制品外壁表面的筋)而有损观瞻。
已有技术对玻璃模具合缝面上加工出凹弧面的加工方式主要有以下两种;一是由经验丰富的工人(钳工)用锉刀锉出,但是这种手工方式存在工人劳动强度大、效率低和质量难以保证的欠缺;二是利用数控加工中心铣加工,这种方式虽然能够在一定程度上弥补前者的手工锉加工的欠缺,但是由于从程序编制理论入手需将一个弧线或称弧段转换成若干直线段,因此铣削面的光洁度较差并且铣削加工效率依然较低。此外由于数控加工中心投资大,因此如果仅仅为了对玻璃模具的合缝面铣削加工凹弧面而购置昂贵的加工中心无疑会造成设备资源的浪费,并且作为普通的玻璃生产厂商对价格昂贵的数控加工中心往往望而却步(因制备投资大)。
毫无疑问,利用普通的万能铣床对玻璃模具合缝面铣削加工能使上述两种加工方式的欠缺有效弥补,但是由于目前缺乏与万能铣床配套的用于对玻璃模具可靠夹装的工装夹具,因而业界仍只能无奈地依赖手工加工即前述的由工人采用锉刀对合缝面锉加工。
鉴于上述已有技术,有必要加以改进,为此本申请人作了有益的设计,终于形成了下面将要介绍的技术方案,并且在采取了严格的保密措施下在本申请人厂区进行了模拟使用,结果证明是切实可行的。
发明内容
本实用新型的任务在于提供一种有助于显著简化结构而藉以降低制造难度并且降低使用成本以及体现方便操作与维护,有利于摆脱锉刀锉加工而藉以显著减轻工人的作业强度并且提高加工效率和有益于确保加工质量的与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具。
本实用新型的任务是这样来完成的,一种与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具,所述的万能铣床包括铣床主轴和铣床工作平台,在铣床主轴的末端固定有一铣刀固定盘,在铣刀固定盘上配设有铣刀,所述的玻璃模具合缝面铣加工用的工装夹具包括:一底板,该底板设置在所述铣床工作平台上;一第一调整支架和一第二调整支架,第一调整支架设置在所述底板的一端,并且在该第一调整支架的顶部设置有至少一枚第一调整压板,第二调整支架设置在底板的另一端,并且与第一调整支架相对应,在该第二调整支架的顶部同样设置有至少一枚第二调整压板;一导轨座,该导轨座固定在所述底板的中部,并且在该导轨座上构成有一对彼此并行的导轨;一固定夹模座和一活动夹模座,固定夹模座与活动夹模座彼此对应,并且固定夹模座在对应于所述一对导轨之间与所述导轨座的一端固定,而活动夹模座在对应于一对导轨之间与一对导轨滑动配合,其中:在所述活动夹模座上配设有一螺杆滑套;一螺杆,该螺杆的一端与固定夹模座转动连接,而螺杆的另一端与所述螺杆滑套相配合,并且探出螺杆滑套,在探出螺杆滑套的该螺杆的所述另一端的端部固定有一螺杆操纵手柄。
在本实用新型的一个具体的实施例中,所述的铣刀固定盘呈圆盘状,并且在该铣刀固定盘的中央位置构成有铣刀盘固定座,该铣刀盘固定座与所述铣床主轴固定连接,在铣刀固定盘上开设有至少一条铣刀位置调整槽,所述的铣刀在对应于铣刀位置调整槽的位置与铣刀固定盘固定。
在本实用新型的另一个具体的实施例中,所述的铣刀配设有一铣刀座,该铣刀座在对应于所述铣刀位置调整槽的部位连同铣刀与铣刀固定盘固定。
在本实用新型的又一个具体的实施例中,在所述的铣刀座上构成有一铣刀座固定螺杆,该铣刀座固定螺杆插入所述的铣刀位置调整槽,并且由配设在铣刀座固定螺杆上的螺杆固定螺母固定,在铣刀座固定螺杆上还配设有一与所述铣刀位置调整槽滑动配合的滑动螺母。
在本实用新型的再一个具体的实施例中,在所述底板的所述一端开设有一对彼此并行的第一支架调整槽,所述的第一调整支架在对应于第一支架调整槽的位置与底板的所述一端固定;在底板的所述另一端开设有一对相互并行的第二支架调整槽,所述的第二调整支架在对应于第二支架调整槽的位置与底板的所述另一端固定。
在本实用新型的还有一个具体的实施例中,在所述的第一调整压板上开设有第一调整槽,由第一调整螺钉在对于第一调整槽的位置将第一调整压板与第一调整支架的所述顶部固定,并且第一调整压板朝向所述第二调整压板的一端以水平状态探出第一调整支架朝向所述第二调整支架的一侧侧面;在所述的第二调整压板上开设有第二调整槽,由第二调整螺钉在对应于第二调整槽的位置将第二调整压板与第二调整支架的所述顶部固定,并且第二调整压板朝向所述第一调整压板的一端以水平状态探出第二调整支架朝向所述第一调整支架的一侧侧面。
在本实用新型的更而一个具体的实施例中,在所述的固定夹模座上并且朝向所述活动夹模座的一侧表面构成有第一夹模齿,而在活动夹模座上并且朝向固定夹模座的一侧表面构成有第二夹模齿。
在本实用新型的进而一个具体的实施例中,所述的第一调整支架和第二调整支架均呈中国汉字的口字形的构造。
在本实用新型的又更而一个具体的实施例中,所述的螺杆操纵手柄上固定有一手柄螺母,该手柄螺母与所述螺杆的所述另一端的端面固定。
本实用新型提供的技术方案所具有的技术效果之一,由于整体结构简练,因而可以方便制造、使用和维护,并且廉价;之二,由于提供的底板能与万能铣床的铣床工作平台相配合,因而能满足对玻璃模具的合缝面上加工凹弧面的要求并且确保加工质量;之三,由于无需人工锉加工,因而具有加工效率高并且显著减轻工人的作业强度的长处;之四,由于可由第一、第二调整压板的协同作用而对玻璃模具可靠定位夹住,因而玻璃模具在由铣刀铣加工过程中不会出现松动情形;之五,由于第一、第二调整支架的位置可在底板上调整,因而对不同规格的模具具有良好的适应性。
附图说明
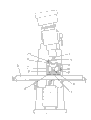
图1为本实用新型的实施例结构图。
图2为本实用新型的应用例示意图。
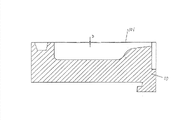
图3为利用本实用新型对玻璃模具的合缝面加工后的示意图。
具体实施方式
请参见图1和图2,给出了属于万能铣床的结构体系的铣床主轴1和铣床工作平台2,依据业界公知的技术常识,万能铣床的铣床主轴1的角度是可以任意调节的,因此随着铣床主轴1的倾斜角度的变化而由铣床主轴1带动与其固定的铣刀固定盘2的倾斜角度的变化。由图1所示,在圆盘状的铣刀固定盘11的中央位置构成有一铣刀盘固定座112,该铣刀盘固定座112与铣床主轴1上的平键固定,在铣刀固定盘11上开设有一对彼此分布于同一直线上的铣刀位置调整槽113,该一对铣刀位置调整槽113中的其中一条铣刀位置调整槽113位于铣刀盘固定座112的一侧,而另一条铣刀位置调整槽113位于铣刀盘固定座112的另一侧。在一对铣刀位置调整槽113中的任择一条铣刀位置调整槽113上固定有一铣刀111,也就是说铣刀111在对应于铣刀位置调整槽113的部位与铣刀固定盘11固定。铣刀固定盘11倾斜后能使固定其上的铣刀111倾斜,从而使其运动轨迹形成一个弧面。
由图1所示,前述的铣刀111配有一铣刀座1111,该铣刀座1111在对应于铣刀位置调整槽113的部位连同铣刀111与铣刀固定盘11固定。又,在铣刀座1111上固定有一铣刀座固定螺杆11111,并且在该铣刀座固定螺杆11111上配设有螺杆固定螺母11112a,当铣刀座固定螺杆11111置入于铣刀位置调整槽113后,即通过配设于铣刀座固定螺杆11111上的滑动螺母11112b与铣刀位置调整槽113配合后(在铣刀位置调整槽113上的位置确定后)由螺杆固定螺母11112a固定,因为螺杆固定螺母11112a对应于铣刀固定盘11的上方。铣刀111通过夹紧螺钉11112夹持固定于铣刀座1111上。
根据玻璃模具10的规格变化而可将铣刀座1111连同铣刀111在铣刀位置调整槽113上实施调整。
给出了属于本实用新型玻璃模具合缝面铣加工用的工装夹具的结构体系的一底板3,该底板3大体上呈长方体构造,在使用状态下配套于由图2示意的铣床工作平台2上。在该底板3的一端开设有一对彼此并行的第一支架调整槽31,而在底板3的另一端开设有一对相互并行的第二支架调整槽32,一对第一、第二支架调整槽31、32保持对应。
给出了属于工装夹具的结构体系的一第一调整支架4和一第二调整支架5,第一、第二调整支架4、5的几何形状均大体上呈中国汉字的“口”字形。在第一调整支架4的顶部设置有一对第一调整压板41,在各第一调整压板41上开设有一第一调整槽411,用第一调整螺钉4111在对应于第一调整槽411的位置将第一调整压板41与第一调整架4的顶部固定。第一调整支架4的下端用一对第一T形螺钉42在对应于一对第一支架调整槽31的位置与底板3的前述一端固定,并且由第一限定螺母421锁定。在第二调整支架5的顶部设置有一对第二调整压板51,在各第二调整压板51上开设有一第二调整槽511,用第二调整螺钉5111在对应于第二调整槽511的位置将第二调整压板51与第二调整支架5的顶部固定。第二调整支架5的下端用一对第二T形螺钉52在对应于一对第二支架调整槽32的位置与底板3的前述另一端固定,并且由第二限定螺母521锁定。
由图所示,在对图中示意的玻璃模具10的夹持状态下,前述的一对第一调整压板41朝向第二调整压板51的一端以水平状态探出第一调整支架4朝向第二调整支架5的一侧的侧面,同样,一对第二调整压板51朝向第一调整压板41的一端以水平状态探出第二调整支架5朝向第二调整支架4的一侧的侧面。第一调整压板41的调整范围取决于第一调整槽411的长度,第二调整压板51的调整范围取决于第二调整槽511的长度。又,第一调整支架4的调整范围取决于一对第一支架调整槽31的长度,第二调整支架5的调整范围取决于一对第二支架调整槽32的长度,是否需要调整则取决于玻璃模具10的变化与否。
给出了一导轨座6,该导轨座6固定在底板3的中部,即位于第一、第二调整支架4、5之间,在该导轨座6上构成有一对彼此并行的导轨61。不论是将导轨座6与底板3一体成形还是将导轨座6作为一个单列的部件固定于底板3,都应当视为本实用新型技术内容范畴。
给出了一固定夹模座7和一活动夹模座8,固定夹模座7与活动夹模座8彼此对应,并且固定夹模座7在对应于前述的一对导轨61之间(位于一对导轨61的一端)与导轨座6的一端固定,而活动夹模座8在对应于一对导轨61之间(位于一对导轨61的另一端)与一对导轨滑动配合。其中:活动夹模座8上设置有一螺杆滑套82。
为了体现对玻璃模具10的良好的夹住效果,在前述的固定夹模座7上并且朝向活动夹模座8的一侧的表面构成有第一夹模齿71,而在活动夹模座8上并且朝向固定夹模座7的一侧的表面构成有第二夹模齿81。由图1所示,固定夹模座7与活动夹模式座8彼此形成犹如英文字母的V字形的位置关系,也就是说固定夹模座7朝向活动夹模座8的一侧的壁体的上部形成优选为45°的倾斜壁体,而活动夹模座8朝向固定夹模座7的一侧的壁体的上部形成同样优选为45°的倾斜壁体。
为了使活动夹模座8相对于固定夹模座7斥开或向固定夹模座7的方向位移,因而给出了一螺杆9,该螺杆9的一端转动地连接在固定夹模座7上,而螺杆9的另一端连接在活动夹模座8上,更确切地讲与活动夹模座8上的螺杆滑套82配合并且探出螺杆滑套82,在螺杆9探出螺杆滑套82的端部各固定有一螺杆操纵手柄91。由图所示,螺杆操纵手柄91上固定有一手柄螺母911,该手柄螺母911与螺杆9的端部固定。
请见图3,该图3示意了在玻璃模具10的合缝面101上加工出深度通常为0.1-0.35㎜的凹弧面,并且该凹弧面从合缝面101的长度方向的居中位置向两端渐渐变浅直至为零。申请人在合缝面101的长度方向的居中位置标注了英文字母的D,即由D表示深度。
当需要对玻璃模具10的合缝面101铣削出凹弧面时,先将玻璃模具10以其模腔向上的状态置于固定夹模座7与活动夹模座8之间,玻璃模具10的一端的端面与第一调整支架4朝向第二调整支架5的一侧接触,而玻璃模具10的另一端的端面与第二调整支架5朝向第一调整支架4的一侧接触,并且将第一、第二调整压板41、51处于由图1和图2所示的状态,即对玻璃模具10的两端定位。由操作者通过对螺杆操纵手柄91的操作而使螺杆9带动活动夹模座8向着固定夹模座7的方向位移,由固定夹模座7配合活动夹模座8共同地将玻璃模具10的两侧夹住。在铣床主轴1的角度完成了调整的状态下,驱使万能铣床工作,由铣床主轴1带动铣刀固定盘11,由铣刀固定盘11带动固定在铣刀座1111上的铣刀111,由铣刀111在合缝面101上铣削出凹弧面,即完成前述的“划平面”。
综上所述,本实用新型提供的技术方案弥补了已有技术中的欠缺,顺利地完成了发明任务,体现了申请人在上面的技术效果栏中载述的技术效果。
Claims (9)
1.一种与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具,所述的万能铣床包括铣床主轴(1)和铣床工作平台(2),在铣床主轴(1)的末端固定有一铣刀固定盘(11),在铣刀固定盘(11)上配设有铣刀(111),其特征在于所述的玻璃模具合缝面铣加工用的工装夹具包括:一底板(3),该底板(3)设置在所述铣床工作平台(2)上;一第一调整支架(4)和一第二调整支架(5),第一调整支架(4)设置在所述底板(3)的一端,并且在该第一调整支架(4)的顶部设置有至少一枚第一调整压板(41),第二调整支架(5)设置在底板(3)的另一端,并且与第一调整支架(4)相对应,在该第二调整支架(5)的顶部同样设置有至少一枚第二调整压板(51);一导轨座(6),该导轨座(6)固定在所述底板(3)的中部,并且在该导轨座(6)上构成有一对彼此并行的导轨(61);一固定夹模座(7)和一活动夹模座(8),固定夹模座(7)与活动夹模座(8)彼此对应,并且固定夹模座(7)在对应于所述一对导轨(61)之间与所述导轨座(6)的一端固定,而活动夹模座(8)在对应于一对导轨(61)之间与一对导轨(61)滑动配合,其中:在所述活动夹模座(8)上配设有一螺杆滑套(82);一螺杆(9),该螺杆(9)的一端与固定夹模座(7)转动连接,而螺杆(9)的另一端与所述螺杆滑套(82)相配合,并且探出螺杆滑套(82),在探出螺杆滑套(82)的该螺杆(9)的所述另一端的端部固定有一螺杆操纵手柄(91)。
2.根据权利要求1所述的与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具,其特征在于所述的铣刀固定盘(11)呈圆盘状,并且在该铣刀固定盘(11)的中央位置构成有铣刀盘固定座(112),该铣刀盘固定座(112)与所述铣床主轴(1)固定连接,在铣刀固定盘(11)上开设有至少一条铣刀位置调整槽(113),所述的铣刀(111)在对应于铣刀位置调整槽(113)的位置与铣刀固定盘(11)固定。
3.根据权利要求2所述的与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具,其特征在于所述的铣刀(111)配设有一铣刀座(1111),该铣刀座(1111)在对应于所述铣刀位置调整槽(113)的部位连同铣刀(111)与铣刀固定盘(11)固定。
4.根据权利要求3所述的与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具,其特征在于在所述的铣刀座(1111)上构成有一铣刀座固定螺杆(11111),该铣刀座固定螺杆(11111)插入所述的铣刀位置调整槽(113),并且由配设在铣刀座固定螺杆(11111)上的螺杆固定螺母(11112a)固定,在铣刀座固定螺杆(11111)上还配设有一与所述铣刀位置调整槽(113)滑动配合的滑动螺母(11112b)。
5.根据权利要求1所述的与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具,其特征在于在所述底板(3)的所述一端开设有一对彼此并行的第一支架调整槽(31),所述的第一调整支架(4)在对应于第一支架调整槽(31)的位置与底板(3)的所述一端固定;在底板(3)的所述另一端开设有一对相互并行的第二支架调整槽(32),所述的第二调整支架(5)在对应于第二支架调整槽(32)的位置与底板(3)的所述另一端固定。
6.根据权利要求1所述的与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具,其特征在于在所述的第一调整压板(41)上开设有第一调整槽(411),由第一调整螺钉(4111)在对于第一调整槽(411)的位置将第一调整压板(41)与第一调整支架(4)的所述顶部固定,并且第一调整压板(41)朝向所述第二调整压板(51)的一端以水平状态探出第一调整支架(4)朝向所述第二调整支架(5)的一侧侧面;在所述的第二调整压板(51)上开设有第二调整槽(511),由第二调整螺钉(5111)在对应于第二调整槽(511)的位置将第二调整压板(51)与第二调整支架(5)的所述顶部固定,并且第二调整压板(51)朝向所述第一调整压板(41)的一端以水平状态探出第二调整支架(5)朝向所述第一调整支架(4)的一侧侧面。
7.根据权利要求1所述的与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具,其特征在于在所述的固定夹模座(7)上并且朝向所述活动夹模座(8)的一侧表面构成有第一夹模齿(71),而在活动夹模座(8)上并且朝向固定夹模座(7)的一侧表面构成有第二夹模齿(81)。
8.根据权利要求1或6所述的与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具,其特征在于所述的第一调整支架(4)和第二调整支架(5)均呈中国汉字的口字形的构造。
9.根据权利要求1所述的与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具,其特征在于所述的螺杆操纵手柄(91)上固定有一手柄螺母(911),该手柄螺母(911)与所述螺杆(9)的所述另一端的端面固定。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320243910 CN203254193U (zh) | 2013-05-08 | 2013-05-08 | 与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320243910 CN203254193U (zh) | 2013-05-08 | 2013-05-08 | 与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203254193U true CN203254193U (zh) | 2013-10-30 |
Family
ID=49466797
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201320243910 Expired - Lifetime CN203254193U (zh) | 2013-05-08 | 2013-05-08 | 与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203254193U (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103273344A (zh) * | 2013-05-08 | 2013-09-04 | 苏州东方模具科技股份有限公司 | 与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具 |
| CN104227456A (zh) * | 2014-07-19 | 2014-12-24 | 芜湖恒坤汽车部件有限公司 | 一种分流阀铣削用夹具 |
| CN106736185A (zh) * | 2017-01-19 | 2017-05-31 | 常熟市中恒自动化设备有限公司 | 玻璃模具自动焊接机的瓶模架回转装置 |
| CN106826051A (zh) * | 2017-01-19 | 2017-06-13 | 常熟市中恒自动化设备有限公司 | 玻璃模具自动焊接装置 |
| CN108526560A (zh) * | 2018-04-18 | 2018-09-14 | 阿坝铝厂 | 一种铝母排专用铣床 |
| CN109500634A (zh) * | 2018-12-28 | 2019-03-22 | 宜昌市蓝德光电机械有限公司 | 一种铣削加工薄铝板的加工模具及其加工方法 |
| CN112548607A (zh) * | 2020-12-02 | 2021-03-26 | 常熟建华模具科技股份有限公司 | 玻璃模具闷头夹具 |
-
2013
- 2013-05-08 CN CN 201320243910 patent/CN203254193U/zh not_active Expired - Lifetime
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103273344A (zh) * | 2013-05-08 | 2013-09-04 | 苏州东方模具科技股份有限公司 | 与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具 |
| CN104227456A (zh) * | 2014-07-19 | 2014-12-24 | 芜湖恒坤汽车部件有限公司 | 一种分流阀铣削用夹具 |
| CN106736185A (zh) * | 2017-01-19 | 2017-05-31 | 常熟市中恒自动化设备有限公司 | 玻璃模具自动焊接机的瓶模架回转装置 |
| CN106826051A (zh) * | 2017-01-19 | 2017-06-13 | 常熟市中恒自动化设备有限公司 | 玻璃模具自动焊接装置 |
| CN106826051B (zh) * | 2017-01-19 | 2018-03-06 | 太平洋纺织机械(常熟)有限公司 | 玻璃模具自动焊接装置 |
| CN106736185B (zh) * | 2017-01-19 | 2018-03-30 | 太平洋纺织机械(常熟)有限公司 | 玻璃模具自动焊接机的瓶模架回转装置 |
| CN108526560A (zh) * | 2018-04-18 | 2018-09-14 | 阿坝铝厂 | 一种铝母排专用铣床 |
| CN108526560B (zh) * | 2018-04-18 | 2020-05-22 | 阿坝铝厂 | 一种铝母排专用铣床 |
| CN109500634A (zh) * | 2018-12-28 | 2019-03-22 | 宜昌市蓝德光电机械有限公司 | 一种铣削加工薄铝板的加工模具及其加工方法 |
| CN109500634B (zh) * | 2018-12-28 | 2024-03-12 | 宜昌市蓝德光电机械有限公司 | 一种铣削加工薄铝板的加工模具及其加工方法 |
| CN112548607A (zh) * | 2020-12-02 | 2021-03-26 | 常熟建华模具科技股份有限公司 | 玻璃模具闷头夹具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203254193U (zh) | 与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具 | |
| CN103273344A (zh) | 与万能铣床配套的玻璃模具合缝面铣加工用的工装夹具 | |
| CN102554341B (zh) | 一种双边垂直切管机 | |
| CN105127790A (zh) | 玻璃模具外圆加工用的工装夹具 | |
| CN201792233U (zh) | 一种掘进机伸缩臂导轨加工装置 | |
| CN202291625U (zh) | 一种双锯片成品锯 | |
| CN203418323U (zh) | 一种用于线切割机床的加工夹具 | |
| CN201997722U (zh) | 用于电机端盖加工的组合刀架 | |
| CN105108537A (zh) | 工装夹具用的玻璃模具承载装置 | |
| CN104259905A (zh) | 成初模铣扁平面夹具 | |
| CN218168419U (zh) | 一种用于钣金筒体单双侧翻边立式气动模具 | |
| CN206795253U (zh) | 一种双z轴双工作台精雕机 | |
| CN105414621A (zh) | 一种压力面不对称的叶片榫头的加工方法 | |
| CN205764214U (zh) | 一种用平面磨床加工截骨锯片的装置 | |
| CN204277817U (zh) | 调节式台虎钳 | |
| CN103240606B (zh) | 边角拉伸成型双边矫正装置 | |
| CN208067120U (zh) | 修角抗皱拉延复合模具 | |
| CN208146922U (zh) | 一种用数控加工的弹簧卡口拔料器 | |
| CN102848039B (zh) | 配置于电火花机上的玻璃模具冲头加工用的夹具结构 | |
| CN202318392U (zh) | 一种胶管快速切割工装 | |
| CN202015883U (zh) | 一种齿轮的齿面加工设备 | |
| CN204686505U (zh) | 一种台式裁切机裁切平台上的物料固定装置 | |
| CN211915373U (zh) | 一种大型设备普通模锻用坯料定位装置 | |
| CN205380557U (zh) | 一种单面加强筋角度成型装置 | |
| CN203578968U (zh) | 线割大斜度滑块用抬升治具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20131030 |
|
| CX01 | Expiry of patent term |