CN203141817U - 镶块式分配器 - Google Patents
镶块式分配器 Download PDFInfo
- Publication number
- CN203141817U CN203141817U CN 201320186799 CN201320186799U CN203141817U CN 203141817 U CN203141817 U CN 203141817U CN 201320186799 CN201320186799 CN 201320186799 CN 201320186799 U CN201320186799 U CN 201320186799U CN 203141817 U CN203141817 U CN 203141817U
- Authority
- CN
- China
- Prior art keywords
- auxilliary
- die body
- runner
- insert block
- flow passage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本实用新型公开了镶块式分配器,包括有模体和分流芯棒,模体设置有加热器,模体上具有主进料口和辅进料口,分流芯棒内置在模体内,主进料口和辅进料口分别连通分流芯棒上主机流道和辅机流道,在模体内设置有主流道镶块组件和辅流道镶块组件,在主机流道和辅机流道上都采用了组合式镶块的设计,该流道设计的多种组合,通过更换分流芯棒以及相应的镶块便可以得到不同分层类型的制品组合形式,并且结构简单、成本较低、操作简便。
Description
技术领域
本实用新型涉及一种流体分配器,具体为应用于生产塑料片、薄膜挤出生产线,安装在挤出机和挤出模头之间的流体分配器。
背景技术
早期的塑料片和薄膜等产品通过模内共挤模头来实现,模头体积大,制造成本高而且缺乏更换制品类型受限。另比如摆叶型的分配器,此类分配器加工复杂,实际应用时对操作人员的技能要求较高等。
发明内容
本实用新型的目的是提供一种镶块式分配器,通过组合式流道镶块设计来控制组合层数的变更以及分层比例的变更,分配器结构简单、成本较低、操作简便。
上述目的通过如下技术方案实现:
镶块式分配器,包括有模体和分流芯棒,模体设置有加热器,模体上具有主进料口和辅进料口,分流芯棒内置在模体内,主进料口和辅进料口分别连通分流芯棒上主机流道和辅机流道,其特征在于:在模体内设置有主流道镶块组件和辅流道镶块组件,主流道镶块组件由两片镶块上下组合形成主内流道,主内流道一端连通分流芯棒上主机流道,另一端连通出料口,主内流道平行于主机流道,主流道镶块组件通过密封铜片和主流道镶块盖板固定在模体上;辅流道镶块组件由两片辅流道镶块左右组合形成辅内流道,辅内流道一端连通分流芯棒上辅机流道,另一端连通出料口,两对辅流道镶块组件对称设置在主流道镶块出口两侧,辅流道镶块组件通过辅流道盖板固定在模体上。
所述的出料口设置有出料口镶块和模头连接过渡板。
所述的辅流道镶块组件的进料端镶块上开有一进料孔,熔体通过进料孔进入镶块之间的辅内流道中,两块镶块之间通过凸缘和凹槽相互配合设置。
所述的加热器可采用内加热方式或外加热方式,其中外加热方式即外置加热板的形式;内加热方式可以是加热器由若干根加热棒组成,加热棒内置在模体中。
所述的加热棒相对均匀地分布在模体中,使得模体各部位温度保持均匀。
采用上述结构的分配器,在主机流道和辅机流道上都采用了组合式镶块的设计,该流道设计的多种组合,通过更换分流芯棒以及相应的镶块便可以得到不同分层类型的制品组合形式,并且结构简单、成本较低、操作简便。
附图说明
图1为本发明结构示意图;
图2为本发明结构分解图;
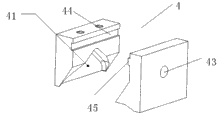
图3为辅流道镶块组件结构示意图;
图4为本发明分配器局部剖开示意图;
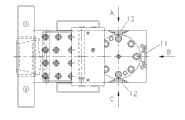
图5为本发明流道和加热棒分布示意图;
图6为本发明俯视方向示意图。
具体实施方式
下面结合附图对本发明作进一步说明。
如图1-6所示,镶块式分配器,包括有模体1和分流芯棒2,模体设置有加热器,模体1上具有主进料口11和辅进料口12,分流芯棒2通过密封铜片23和密封盖板24内置在模体1中,主进料口11和辅进料口12分别连通分流芯棒2上主机流道21和辅机流道22,在模体内设置有主流道镶块组件3和辅流道镶块组件4,主流道镶块组件3由两片镶块上下组合形成主内流道31,主内流道31一端连通分流芯棒上主机流道21,另一端连通出料口10,主内流道31平行于主机流道21,主流道镶块组件3通过密封铜片32和主流道镶块盖板33固定在模体1上。辅流道镶块组件4由两片辅流道镶块左右组合形成辅内流道41,辅内流道41一端连通分流芯棒上辅机流道22,另一端连通出料口10,两对辅流道镶块组件4对称设置在主流道镶块3出口两侧,辅流道镶块组件4通过辅流道盖板42固定在模体上。如图3所示,所述的辅流道镶块组件4的进料端镶块上开有一进料孔43,熔体通过进料孔43进入镶块之间的辅内流道41中,两块镶块之间通过其上的凸缘44和凹槽45相互配合设置。出料口10设置有出料口镶块101和模头连接过渡板5。
如图1-2-5-6所示,所述的模体1设置有加热器,在本实施例中,采用的是内加热方式。所述的加热器为若干根加热棒6组成,加热棒6相对均匀地分布在模体1中,使得模体1内各部位温度保持均匀,每根加热棒6的引出线7都接入一个接线盒8中,接线盒8再连接外部电源,接线盒8通过两根立柱81固定设置在模体1外部。其中在图1、2中只表示出一根加热棒6以及一根引出线7作为表示。图5、图6中可以清楚看到,主机流道21与主内流道31连通,主进料口11进入的是B熔体,辅进料口12分别进入的A熔体和C熔体,辅机流道22与辅内流道41连通,最后进过出料口10制成ABC多层复合的制品。
采用上述结构的分配器,在主机流道和辅机流道上都采用了组合式镶块的设计,该流道设计的多种组合,通过更换分流芯棒以及相应的镶块便可以得到不同分层类型的制品组合形式,并且结构简单、成本较低、操作简便。
Claims (5)
1.镶块式分配器,包括有模体和分流芯棒,模体设置有加热器,模体上具有主进料口和辅进料口,分流芯棒内置在模体内,主进料口和辅进料口分别连通分流芯棒上主机流道和辅机流道,其特征在于:在模体内设置有主流道镶块组件和辅流道镶块组件,主流道镶块组件由两片镶块上下组合形成主内流道,主内流道一端连通分流芯棒上主机流道,另一端连通出料口,主内流道平行于主机流道,主流道镶块组件通过密封铜片和主流道镶块盖板固定在模体上;辅流道镶块组件由两片辅流道镶块左右组合形成辅内流道,辅内流道一端连通分流芯棒上辅机流道,另一端连通出料口,两对辅流道镶块组件对称设置在主流道镶块出口两侧,辅流道镶块组件通过辅流道盖板固定在模体上。
2.如权利要求1所述的镶块式分配器,其特征在于:所述的出料口设置有出料口镶块和模头连接过渡板。
3.如权利要求1所述的镶块式分配器,其特征在于:所述的辅流道镶块组件的进料端镶块上开有一进料孔,熔体通过进料孔进入镶块之间的辅内流道中,两块镶块之间通过凸缘和凹槽相互配合设置。
4.如权利要求1所述的镶块式分配器,其特征在于:所述的加热器可采用内加热方式或外加热方式,其中外加热方式即外置加热板的形式;内加热方式可以是加热器由若干根加热棒组成,加热棒内置在模体中。
5.如权利要求4所述的镶块式分配器,其特征在于:所述的加热棒相对均匀地分布在模体中,使得模体各部位温度保持均匀。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320186799 CN203141817U (zh) | 2013-04-15 | 2013-04-15 | 镶块式分配器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320186799 CN203141817U (zh) | 2013-04-15 | 2013-04-15 | 镶块式分配器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203141817U true CN203141817U (zh) | 2013-08-21 |
Family
ID=48969370
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201320186799 Withdrawn - After Issue CN203141817U (zh) | 2013-04-15 | 2013-04-15 | 镶块式分配器 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203141817U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103203856A (zh) * | 2013-04-15 | 2013-07-17 | 浙江精诚模具机械有限公司 | 镶块式分配器 |
| CN108274723A (zh) * | 2018-01-31 | 2018-07-13 | 苏州杰威尔精密机械有限公司 | 共挤合流器 |
-
2013
- 2013-04-15 CN CN 201320186799 patent/CN203141817U/zh not_active Withdrawn - After Issue
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103203856A (zh) * | 2013-04-15 | 2013-07-17 | 浙江精诚模具机械有限公司 | 镶块式分配器 |
| CN103203856B (zh) * | 2013-04-15 | 2015-09-23 | 浙江精诚模具机械有限公司 | 镶块式分配器 |
| CN108274723A (zh) * | 2018-01-31 | 2018-07-13 | 苏州杰威尔精密机械有限公司 | 共挤合流器 |
| CN108274723B (zh) * | 2018-01-31 | 2023-09-08 | 苏州杰威尔精密机械有限公司 | 共挤合流器 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203818534U (zh) | 宽幅挤出平模头的改进结构 | |
| CN103203856A (zh) | 镶块式分配器 | |
| CN203172039U (zh) | 一种工业用塑料管材生产线 | |
| CN203141817U (zh) | 镶块式分配器 | |
| CN203760227U (zh) | 一种电缆挤出机机头 | |
| CN202473417U (zh) | 一种双色线用挤塑模具 | |
| CN103203885A (zh) | 一种工业用塑料管材生产线 | |
| CN102990896B (zh) | 多层复合中空板挤出模头 | |
| CN103331874B (zh) | 三层叠层模的热流道系统 | |
| CN203460421U (zh) | 一种热缩套管的自动化硅油涂覆设备 | |
| CN202702586U (zh) | 改进型渐变色分配器 | |
| CN202702585U (zh) | 渐变色分配器 | |
| CN203680780U (zh) | 共挤式夹芯挤出口模模具 | |
| CN203004275U (zh) | 多层复合中空板挤出模头 | |
| CN103144278B (zh) | 渐变色分配器 | |
| CN210082345U (zh) | 一种押出机进胶模具结构 | |
| CN103231489A (zh) | 精密型注塑机 | |
| CN203210602U (zh) | 双色注塑机 | |
| CN203236653U (zh) | 一种带有加热结构的汽车门板喇叭网孔注塑模具 | |
| CN201950797U (zh) | 双层塑料容器中空成型机 | |
| CN203600572U (zh) | 注塑模具二级温控进胶机构 | |
| CN202846822U (zh) | 塑胶模具分流道改型结构 | |
| CN202225412U (zh) | 塑料淋浴管负压成型装置 | |
| CN201712145U (zh) | 分流装置 | |
| CN203863938U (zh) | 用于汽车拉手的气辅成型模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20130821 Effective date of abandoning: 20150923 |
|
| RGAV | Abandon patent right to avoid regrant |