CN203125156U - 一种圆柱形零件快速装夹及定位夹具 - Google Patents
一种圆柱形零件快速装夹及定位夹具 Download PDFInfo
- Publication number
- CN203125156U CN203125156U CN 201220344247 CN201220344247U CN203125156U CN 203125156 U CN203125156 U CN 203125156U CN 201220344247 CN201220344247 CN 201220344247 CN 201220344247 U CN201220344247 U CN 201220344247U CN 203125156 U CN203125156 U CN 203125156U
- Authority
- CN
- China
- Prior art keywords
- main body
- locating
- clamping
- cylindrical component
- locating slot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Abstract
本实用新型公开了一种圆柱形零件快速装夹及定位夹具,包括主体,在该主体前部设有V型定位槽,上部设有定位孔,一悬臂梁与该主体活动连接,一组定位片定位在该主体后部。本实用新型具有高重复定位精度和重复利用率的特点,能无缝衔接各加工工序,将各工序组成柔性制造单元,从而延长产生直接价值的机器工作时间,缩短了不产生价值的设定时间,降低加工成本,同时能足大部分圆柱形零件的精密加工要求。
Description
技术领域
本发明涉及一种圆柱形零件快速装夹及定位夹具,应用于机械加工领域。
背景技术
目前,线切割在加工圆柱形工件时主要有2种装夹方法。
第一种,是用平口钳夹持住工件的圆柱面,然后用机床的电接触来定位。缺点是装夹以及调平工件所需时间较长,且定位精度低,一般用于加工位置精度为0.02mm的工件。
第二种方法,是找一块比所需加工的圆柱工件大得多的材料,在其上面加工一个直径与所需加工工件一样大小的孔,公差控制在0—0.005mm,然后将待加工工件嵌入孔内加工。由于是同一次设定和装夹,被加工工件的位置度可以达到0.005mm的精度。但是,它的缺点是浪费较大,如材料的浪费和加工定位孔的时间的浪费;另外,该定位孔的重复利用率极低,一旦从机床上卸下后,就不能再达到所需的精度了,而且只能用于直径大小相同的几批型号零件的加工。一旦工件的直径有所变化,只能重新加工定位孔。
发明内容
发明目的:为克服现有技术的不足,本发明提供一种定位快速准确的圆柱形零件快速装夹及定位夹具。
技术方案:为解决上述技术问题,本发明提出的一种圆柱形零件快速装夹及定位夹具,包括主体,在该主体前部设有V型定位槽,上部设有定位孔,一悬臂梁与该主体活动连接,一组第一定位片、第二定位片定位在该主体后部。
在该主体的两侧设有一组与悬臂梁配合的定位槽。
悬臂梁呈U型,在其底部设有螺栓孔,两角上设有定位卡块,锁紧螺栓与悬臂梁连接。
在主体侧方设有一组垂直度基准定位块。
所述的定位片通过一组定位角螺栓和定位角定位在主体上。
在V型定位槽内设有工件挂台避让槽。
在V型定位槽内设有退刀槽。
有益效果:与现有技术相比本发明的提出的一种圆柱形零件快速装夹及定位夹具,具有以下优点:
1.利用V型定位槽实现对圆柱形工件进行效装夹,通过定位孔能实现快速准确定位,实现对圆柱形工件有效、可靠的装夹和高精度的位置定位,定位精度可达到0.005mm,且只需一次装夹就可应用于不同的加工工序,各工序间的重复定位精度可达0.002mm。
2.无缝衔接各加工工序,将各工序组成柔性制造单元,从而延长产生直接价值的机器工作时间,缩短了不产生价值的设定时间。
3. 缩短加工周期,降低加工成本,同时能足大部分圆柱形零件的精密加工要求。
附图说明
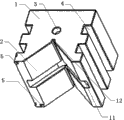
图1为本发明主体结构示意图;
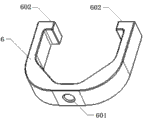
图2为本发明悬臂梁结构示意图;
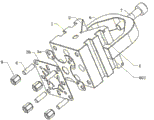
图3为本发明结构示意图。
具体实施方式
下面结合附图对本发明作更进一步的说明。
如图1所示,本发明的主体1前部设有V型定位槽2,上部设有定位孔3,两侧分别设有两道定位槽4,在主体1侧方设有一组垂直度基准定位块5。在V型定位槽2内设有工件挂台避让槽11,由于一般圆柱形零件在实际使用和安装时的有3个约束条件,第一,同轴约束靠外圆周面;第二,轴线方向的移动靠挂台;第三,绕着轴线的旋转约束靠止转装置,本发明中的避让槽11用于避让厚度为2—10mm的挂台,同时可以上下同时夹持两个相同的工件,避免了零件的挂台影响其安装。V型定位槽2内还设有退刀槽12,在制造此夹具的过程中由于设置退刀槽12,从而减少铣床和磨床的切削量;同时,在使用该夹具的时候保证了零件与此夹具绝对没有安装干涉,即保证工件的外圆周面与V型定位槽2的正确贴合。
如图2所示,悬臂梁6呈U型,在其底部设有螺栓孔601,两角上设有定位卡块602。
如图3所示,主体1前部设有V型定位槽2,圆柱形工件置于槽内,利用V型定位槽2对其有效装夹,悬臂梁6通过定位卡块602垂直卡入定位槽4,由于在主体1两侧分别设有两道定位槽4,悬臂梁6可根据圆柱形工件的尺寸卡入适合的定位槽4中,锁紧螺栓7插入螺栓孔601,通过旋钮该锁紧螺栓7将圆柱形工件紧固在V型定位槽2内。一组第一定位片3a、第二定位片3b,通过一组定位角螺栓8和定位角9定位在主体后部,上述第一定位片3a、第二定位片3b通过精密冲压模一次冲压成型,以保证其上四个方孔的相对位置准确;在轮廓方面,其上各个独立的方孔的轮廓度要满足0.005mm的要求,四个方孔中心连成的交线必须垂直,角度控制在89°58’ 到90°02’之间。
定位孔3是一个经过精密加工的孔,具有很高的表面粗糙度,圆度也达到0.002mm,且其中心与V型定位槽2之间的相对位置为常数。在机床上定位时,利用机床的测头(类似三坐标机床的测头)找到定位孔3的中心,从而间接得到V型定位槽2的位置。而所需加工的圆柱工件的直径很容易测得,通过三角函数运算可得到圆柱工件的中心到定位孔3中心的距离,而且直径不同的工件反复装夹时,不用反复去定位工件,而只需对定位孔3进行一次定位即可。
垂直度基准定位块5是用于线切割的一个设计。通过线切割电极丝对垂直度基准定位块的电接触碰边感应,得出电极丝倾斜的数据。以此数据为依据,更改机床参数,从而校正电极丝的垂直度。
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
Claims (7)
1.一种圆柱形零件快速装夹及定位夹具,其特征在于:包括主体(1),在该主体(1)前部设有V型定位槽(2),上部设有定位孔(3),一悬臂梁(6)与该主体(1)活动连接,一组第一定位片(3a)、第二定位片(3b)定位在该主体(1)后部。
2.根据权利要求1所述的一种圆柱形零件快速装夹及定位夹具,其特征在于:在该主体(1)的两侧设有一组与悬臂梁(6)配合的定位槽(4)。
3.根据权利要求1所述的一种圆柱形零件快速装夹及定位夹具,其特征在于:在悬臂梁(6)呈U型,在其底部设有螺栓孔(601),两角上设有定位卡块(602),锁紧螺栓(7)与悬臂梁(6)连接。
4.根据权利要求1所述的一种圆柱形零件快速装夹及定位夹具,其特征在于:在主体(1)侧方设有一组垂直度基准定位块(5)。
5.根据权利要求1所述的一种圆柱形零件快速装夹及定位夹具,其特征在于:所述的定位片(3a、3b)通过一组定位角螺栓(8)和定位角(9)定位在主体(1)上。
6.根据权利要求1所述的一种圆柱形零件快速装夹及定位夹具,其特征在于:在V型定位槽内设有工件挂台避让槽(11)。
7.根据权利要求1所述的一种圆柱形零件快速装夹及定位夹具,其特征在于:在V型定位槽(2)内设有退刀槽(12)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220344247 CN203125156U (zh) | 2012-07-17 | 2012-07-17 | 一种圆柱形零件快速装夹及定位夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220344247 CN203125156U (zh) | 2012-07-17 | 2012-07-17 | 一种圆柱形零件快速装夹及定位夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203125156U true CN203125156U (zh) | 2013-08-14 |
Family
ID=48933177
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220344247 Expired - Lifetime CN203125156U (zh) | 2012-07-17 | 2012-07-17 | 一种圆柱形零件快速装夹及定位夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203125156U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102744622A (zh) * | 2012-07-17 | 2012-10-24 | 裕克施乐塑料制品(太仓)有限公司 | 一种圆柱形零件快速装夹及定位夹具 |
| CN114309846A (zh) * | 2022-01-27 | 2022-04-12 | 凯迈(洛阳)测控有限公司 | 一种轴类零件内孔加工的轴心找正方法 |
-
2012
- 2012-07-17 CN CN 201220344247 patent/CN203125156U/zh not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102744622A (zh) * | 2012-07-17 | 2012-10-24 | 裕克施乐塑料制品(太仓)有限公司 | 一种圆柱形零件快速装夹及定位夹具 |
| CN114309846A (zh) * | 2022-01-27 | 2022-04-12 | 凯迈(洛阳)测控有限公司 | 一种轴类零件内孔加工的轴心找正方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102744622A (zh) | 一种圆柱形零件快速装夹及定位夹具 | |
| CN103949909B (zh) | 一种cnc加工球形件组合夹具及装夹方法 | |
| CN204771709U (zh) | 整体叶轮五轴加工角向防错定位夹具 | |
| CN203343750U (zh) | 一种圆弧形工件加工用工装夹具 | |
| CN101870004A (zh) | 汽模固定座批量加工治具 | |
| CN108058041B (zh) | 一种高密度微细缝隙薄板结构铣削加工用装夹定位装置 | |
| CN205147887U (zh) | 一种轴承支架的机械加工夹具 | |
| CN203210026U (zh) | 一种用于模具电极加工的通用t型夹具 | |
| CN203125156U (zh) | 一种圆柱形零件快速装夹及定位夹具 | |
| CN203045333U (zh) | 一种薄壁弯管端面加工夹具 | |
| CN101733663A (zh) | 一种新型通用键槽铣削夹具 | |
| CN203527020U (zh) | 一种保证夹条类零件端面加工精度的夹具 | |
| CN112658720A (zh) | 左右侧梁内腔快速装夹定位工装及定位方法 | |
| CN202114498U (zh) | 突缘叉锪四孔专用工装 | |
| CN203817834U (zh) | 一种薄板件加工夹具 | |
| CN103331627A (zh) | 一种用于批量加工电极的固定装置 | |
| CN104400475B (zh) | 一种定位装夹工具及方法 | |
| CN204053584U (zh) | 一种偏心轴定位夹紧装置 | |
| CN102357822B (zh) | 汽车空调模具环切刀的加工治具 | |
| CN204893453U (zh) | 圆柱形工件垂直孔加工工装 | |
| CN105081908B (zh) | 高精度半圆弧夹具及其半圆弧内孔加工方法 | |
| CN103949712A (zh) | 孔内键槽插削过程中保证形位公差的加工方法 | |
| CN204235192U (zh) | 立式加工中心加工辊锻模的夹具 | |
| CN202742061U (zh) | 一种自动钻孔铣削夹具 | |
| CN203471009U (zh) | 盘式铣刀 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20130814 |
|
| CX01 | Expiry of patent term |