CN203061703U - 一种v形折弯模具 - Google Patents
一种v形折弯模具 Download PDFInfo
- Publication number
- CN203061703U CN203061703U CN 201320047109 CN201320047109U CN203061703U CN 203061703 U CN203061703 U CN 203061703U CN 201320047109 CN201320047109 CN 201320047109 CN 201320047109 U CN201320047109 U CN 201320047109U CN 203061703 U CN203061703 U CN 203061703U
- Authority
- CN
- China
- Prior art keywords
- groove
- concentric
- lower die
- die holder
- fixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Press Drives And Press Lines (AREA)
Abstract
一种V形折弯模具,包括对应设置的上模和下模,上模由上模座和设置在上模座上的V形冲头组成,下模包括下模座、支撑座、翻板、同心连接块、铰链块和浮料装置,下模座的顶面设有一个凹槽,浮料装置设在凹槽内,两个支撑座平行设置在下模座上,并位于凹槽的两侧,两个支撑座相对的面均为一个斜面,两个支撑座的顶面上对应设有两个相平行的翻板,每个翻板的两端固定在翻板端部的同心连接块的卡槽内,两个翻板同一端的两个同心连接块通过各自的同心连接孔与铰链块上的旋转轴连接,铰链块固定在下模座上。本实用新型结构简单,装卸方便,板材成形过程中不易产生磨痕,尺寸精度较高,保障了产品品质。
Description
技术领域
本实用新型涉及冲压模具领域,尤其涉及一种V形折弯模具。
背景技术
在冲压模具领域,如电脑机箱的外壳中,往往存在一些较多“L”形折弯。目前,常用的实现产品“L”形成型有两种成型工艺,主要是V折成形和翻板成形,这两种成形工艺均需用到相应的模具,而现有的V折成形模具容易使产品产生磨痕,且尺寸精度不高,但其有成形空间小的特点;而翻板成形模具可使产品表面无痕迹,尺寸精度高,但所需成形空间大,造成机台吨位大,增加了能耗。
实用新型内容
为了克服上述两种模具各自的缺点,本实用新型提供一种新的V形折弯模具,结构简单,装卸方便,而且具有V折成形和翻板成形两者的优点。
为达到上述目的,本实用新型的技术方案为:一种V形折弯模具,包括对应设置的上模和下模,上模由上模座和设置在上模座上的V形冲头组成,下模包括下模座、支撑座、翻板、同心连接块、铰链块和浮料装置,下模座的顶面设有一个凹槽,浮料装置设在凹槽内,两个支撑座平行设置在下模座上,并位于凹槽的两侧,两个支撑座相对的面均为一个斜面,两个支撑座的顶面上设有两个相平行的翻板,两个翻板与两个支撑座对应设置,每个翻板的两端均设置一个同心连接块,翻板的两端固定在同心连接块的卡槽内,两个翻板同一端的两个同心连接块相对设置,两个同心连接块的相对端均设有一个同心连接孔,两个同心连接块通过各自的同心连接孔与铰链块上的旋转轴连接,铰链块固定在下模座上。
所述浮料装置包括自上而下依次连接的浮料块、传力销和弹簧,浮料装置的下端通过止副螺丝固定在凹槽内。
有益效果:本实用新型结构简单,装卸方便,结合了V折成形和翻板成形两者的优点,使板材成形过程中不易产生磨痕,尺寸精度较高,保障了产品品质;而且本实用新型成形空间小,在吨位较低的冲床上就能完成,降低了能耗。
附图说明
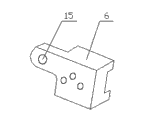
图1为本实用新型的下模的结构示意图。
图2为本实用新型的结构原理示意图。
图3为本实用新型的同心连接块的结构示意图。
图中标记为:1、上模座,2、V形冲头,3、下模座,4、支撑座,5、翻板,6、同心连接块,7、铰链块,8、浮料装置,9、旋转轴,10、浮料块,11、传力销,12、弹簧,13、止副螺丝,14、凹槽,15、同心连接孔,16、板材。
具体实施方式
下面结合附图对本实用新型进一步说明。
一种V形折弯模具,包括对应设置的上模和下模,上模由上模座1和设置在上模座1上的V形冲头2组成,下模包括下模座3、支撑座4、翻板5、同心连接块6、铰链块7和浮料装置8,下模座3的顶面设有一个凹槽14,浮料装置8设在凹槽14内,两个支撑座4平行设置在下模座3上,并位于凹槽14的两侧,两个支撑座4相对的面均为一个斜面,两个斜面不接触但呈V形设置,浮料装置8的上部位于两个斜面之间,两个支撑座4的顶面上设有两个相平行的翻板5,两个翻板5与两个支撑座4对应设置,两个翻板5的对称轴线与两个支撑座4的对称轴线位于一个竖直平面内,每个翻板5的两端均设置一个同心连接块6,翻板5的两端固定在同心连接块6的卡槽内,两个翻板5同一端的两个同心连接块6相对设置,两个同心连接块6的相对端均设有一个同心连接孔15,两个同心连接块6通过各自的同心连接孔15与铰链块7上的旋转轴9连接,铰链块7固定在下模座3上。
所述浮料装置8包括自上而下依次连接的浮料块10、传力销11和弹簧12,浮料装置8的下端通过止副螺丝13固定在凹槽14内。
在成形过程中,固定在上模座1上的V形冲头2随冲床向下运动,与成形板材16接触,在V形冲头2力的作用下,两个翻板5和各自端部的同心连接块6一起绕旋转轴9向下旋转,进而使浮料块10向下运动,传力销11向下运动,弹簧12压缩。当翻板5向下旋转到支撑座4的斜面处时,成形过程完成,板材16折弯成V形,之后,上模座1在冲床的带动下向上运动,在弹簧12力的作用下,传力销11和浮料块10向上运动,进而带动翻板5绕旋转轴9旋转并一起向上运动,各个组成部分复位,取出板材16,开始新的过程。
Claims (2)
1.一种V形折弯模具,包括对应设置的上模和下模,其特征在于:上模由上模座(1)和设置在上模座(1)上的V形冲头(2)组成,下模包括下模座(3)、支撑座(4)、翻板(5)、同心连接块(6)、铰链块(7)和浮料装置(8),下模座(3)的顶面设有一个凹槽(14),浮料装置(8)设在凹槽(14)内,两个支撑座(4)平行设置在下模座(3)上,并位于凹槽(14)的两侧,两个支撑座(4)相对的面均为一个斜面,两个支撑座(4)的顶面上设有两个相平行的翻板(5),两个翻板(5)与两个支撑座(4)对应设置,每个翻板(5)的两端均设置一个同心连接块(6),翻板(5)的两端固定在同心连接块(6)的卡槽内,两个翻板(5)同一端的两个同心连接块(6)相对设置,两个同心连接块(6)的相对端均设有一个同心连接孔(15),两个同心连接块(6)通过各自的同心连接孔(15)与铰链块(7)上的旋转轴(9)连接,铰链块(7)固定在下模座(3)上。
2.如权利要求1所述的一种V形折弯模具,其特征在于:所述浮料装置(8)包括自上而下依次连接的浮料块(10)、传力销(11)和弹簧(12),浮料装置(8)的下端通过止副螺丝(13)固定在凹槽(14)内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320047109 CN203061703U (zh) | 2013-01-29 | 2013-01-29 | 一种v形折弯模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320047109 CN203061703U (zh) | 2013-01-29 | 2013-01-29 | 一种v形折弯模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203061703U true CN203061703U (zh) | 2013-07-17 |
Family
ID=48760529
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201320047109 Expired - Fee Related CN203061703U (zh) | 2013-01-29 | 2013-01-29 | 一种v形折弯模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203061703U (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108580598A (zh) * | 2017-12-26 | 2018-09-28 | 芜湖市恒浩机械制造有限公司 | 一种v形钣金件冲压成型装置 |
| CN109647939A (zh) * | 2018-12-29 | 2019-04-19 | 苏州协朗精密机械有限公司 | 一种应用于板件的无痕折弯模具 |
| CN114653833A (zh) * | 2022-04-15 | 2022-06-24 | 江苏奔宇车身制造有限公司 | 一种无痕折弯模具 |
-
2013
- 2013-01-29 CN CN 201320047109 patent/CN203061703U/zh not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108580598A (zh) * | 2017-12-26 | 2018-09-28 | 芜湖市恒浩机械制造有限公司 | 一种v形钣金件冲压成型装置 |
| CN109647939A (zh) * | 2018-12-29 | 2019-04-19 | 苏州协朗精密机械有限公司 | 一种应用于板件的无痕折弯模具 |
| CN109647939B (zh) * | 2018-12-29 | 2023-10-17 | 苏州协朗精密机械有限公司 | 一种应用于板件的无痕折弯模具 |
| CN114653833A (zh) * | 2022-04-15 | 2022-06-24 | 江苏奔宇车身制造有限公司 | 一种无痕折弯模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202779384U (zh) | 凸模可水平移动的冲孔模 | |
| CN105522057A (zh) | 一种汽车配件模具 | |
| CN104139099A (zh) | 板材弯曲成型模具 | |
| CN204074947U (zh) | 新型侧推压平模具 | |
| CN202356516U (zh) | 锂电池铝盖板的一次成型模具 | |
| CN201493401U (zh) | 半圆形厚钢板补偿式压制组合模具 | |
| CN203061703U (zh) | 一种v形折弯模具 | |
| CN207668289U (zh) | 一种侧冲孔模具 | |
| CN201735620U (zh) | 零部件冷挤压成型模具 | |
| CN203711612U (zh) | 一种汽车塞子成型加工磨具 | |
| CN204934350U (zh) | 一种模具件 | |
| CN203281734U (zh) | 一种汽车雨刮器安装支架的拉伸模具 | |
| CN206366606U (zh) | 一种不锈钢电池盖内扣成型模具 | |
| CN208303640U (zh) | 一种针对高张力板材的汽车成型类冲压模具 | |
| CN203281735U (zh) | 刹车片拉簧连接弯条的一体成型冲压模具 | |
| CN203002937U (zh) | 双斜楔冲压模 | |
| CN202861135U (zh) | 一种凸包冲压模具结构 | |
| CN203426285U (zh) | 一种角钢制弯模具 | |
| CN202701152U (zh) | 一种导轨前板的成型模 | |
| CN202367063U (zh) | 一种大型折弯机压板模具 | |
| CN205270619U (zh) | 独立弹簧箱 | |
| CN202239180U (zh) | 一种壳体的连续模具 | |
| CN114192674A (zh) | 一种汽车电驱动后桥电机安装支架旋转式无痕弯曲模具及其加工工艺 | |
| CN202741592U (zh) | 一种过滤器外壳用翻板整形模具 | |
| CN202725769U (zh) | 一种自动模压模切机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130717 Termination date: 20140129 |