CN202606908U - 一种自动定心快速夹紧装置 - Google Patents
一种自动定心快速夹紧装置 Download PDFInfo
- Publication number
- CN202606908U CN202606908U CN 201220113515 CN201220113515U CN202606908U CN 202606908 U CN202606908 U CN 202606908U CN 201220113515 CN201220113515 CN 201220113515 CN 201220113515 U CN201220113515 U CN 201220113515U CN 202606908 U CN202606908 U CN 202606908U
- Authority
- CN
- China
- Prior art keywords
- fore
- displacement disc
- wedge shape
- return spring
- holes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images







Landscapes
- Gripping Jigs, Holding Jigs, And Positioning Jigs (AREA)
Abstract
一种自动定心快速夹紧装置,由滑筒、移动盘、楔形夹爪、筒盖、顶柱、回位弹簧和紧固螺钉组成。安装时,顶柱分别安装在移动盘上的三个顶柱安装孔内,顶柱与移动盘上顶柱安装孔采用盈移配合,楔形夹爪分别安装在移动盘上的三个楔形夹爪腔内,楔形夹爪上的矩形滑块与移动盘上的楔形夹爪腔底部的矩形滑槽相配合,移动盘安装在滑筒上设有移动盘安装孔内,移动盘上的顶柱与滑筒上的顶柱孔采用动配合,筒盖通过紧固螺钉安装在滑筒上,回位弹簧分别安装在移动盘的回位弹簧安装孔和筒盖的回位弹簧安装孔内。
Description
技术领域
本实用新型涉及一种自动定中心夹紧装置,特别是一种适用于棒料零件快速夹紧的装置。
背景技术
在机械加工行业中,棒料零件的夹紧方式多种多样,目前行业中棒料的自动定中心夹紧方式主要有以下三种:机械式三爪卡盘、液压式多爪卡盘、弹簧夹头夹紧。以车床为例,在这三种装夹方式中,机械式三爪卡盘多用于普通车床,该夹紧结构简单,通用性强,维护成本低、但生产效率低;液压式多爪卡盘多用于数控车床,该夹紧通用性强,但结构复杂,维护成本高;弹簧夹头夹紧多适用于中、小杆径零件的大批量生产线上,该夹紧生产效率高,结构简单,维护成本低、但通用性差,弹簧夹头结构在产品杆径相差较大时就必须更换相对应的弹簧夹头,才能满足生产需求。
发明内容
本实用新型的目的是克服现有技术的上述不足而提供一种自动定心夹紧装置,特别是一种适用于棒料零件快速夹紧的装置。
本实用新型的技术方案是:一种自动定心快速夹紧装置,由滑筒、移动盘、楔形夹爪、筒盖、顶柱、回位弹簧和紧固螺钉组成。
所述的滑筒上设有移动盘安装孔,在滑筒的一个端面上设有六个螺纹孔,六个螺纹孔均匀布置在滑筒的端面上,在滑筒的另一个端面上设有三个顶柱孔,三个顶柱孔均匀布置在滑筒的端面上。
所述的移动盘上设有三个楔形夹爪腔,三个楔形夹爪腔均匀布置在移动盘上,在每个楔形夹爪腔的底部设有矩形滑槽,在移动盘的端面上的两个楔形夹爪腔之间分别设有三个回位弹簧安装孔,三个回位弹簧安装孔均匀布置在两个楔形夹爪腔之间,在移动盘的另一个端面上设有三个顶柱安装孔。
所述的楔形夹爪上设有与楔形夹爪腔的底部矩形滑槽相配合的矩形滑块。
所述的筒盖上设有六个螺钉安装孔,六个螺钉安装孔均匀布置在筒盖上,在筒盖上还设有九个回位弹簧安装孔,九个回位弹簧安装孔与移动盘的九个回位弹簧安装孔相对应。
安装时,顶柱分别安装在移动盘上的三个顶柱安装孔内,顶柱与移动盘上顶柱安装孔采用盈移配合,楔形夹爪分别安装在移动盘上的三个楔形夹爪腔内,楔形夹爪上的矩形滑块与移动盘上的楔形夹爪腔底部的矩形滑槽相配合,移动盘安装在滑筒上设有移动盘安装孔内,移动盘上的顶柱与滑筒上的顶柱孔采用动配合,筒盖通过紧固螺钉安装在滑筒上,回位弹簧分别安装在移动盘的回位弹簧安装孔和筒盖的回位弹簧安装孔内。
工作时,油缸通过顶柱推动移动盘向前移动,迫使楔形夹爪往径向方向移动夹紧工件,卸去油缸推力,移动盘在回位弹簧弹簧力的作用下复位,迫使楔形夹爪往回移动,松开装夹。
本实用新型与现有技术相比具有如下特点:
1、本实用新型提供的自动定心快速夹紧装置结构简单, 通用性强,夹紧的棒料直径可相差几个毫米,甚至更大;
2、自动定心快速夹紧装置采用气动或液压施力,随着移动盘向前移动,迫使三个楔形夹爪以相同的径向移动快速夹紧棒料,自动定心精度较高,夹紧效率高,夹紧力的大小可以在较宽范围内调节;
3、三个楔形夹爪的相对运动接触面都是平面,磨损比较均匀,不会因为出现磨损而导致精度降低现象,使用寿命长。
以下结合附图和具体实施方式对本实用新型的详细结构作进一步描述。
附图说明
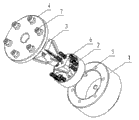
附图1为本实用新型提供的自动定心快速夹紧装置爆炸示意图;
附图2为本实用新型提供的自动定心快速夹紧装置结构示意图;
附图3为移动盘的结构示意图;
附图4为附图3中的A-A剖视图;
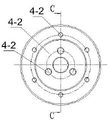
附图5为筒盖的结构示意图;
附图6为附图5中的B-B剖视图;
附图7为滑筒的结构示意图;
附图8为附图7中的C-C剖视图;
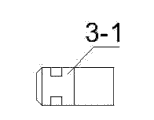
附图9为楔形夹爪的结构示意图;
附图10为附图9中的左视图;
附图11为附图9中的俯视图。
具体实施方式
一种自动定心快速夹紧装置,由滑筒1、移动盘2、楔形夹爪3、筒盖4、顶柱5、回位弹簧6和紧固螺钉7组成。
所述的滑筒1上设有移动盘安装孔1-1,在滑筒1的一个端面上设有六个螺纹孔1-2,六个螺纹孔1-2均匀布置在滑筒1的端面上,在滑筒1的另一个端面上设有三个顶柱孔1-3,三个顶柱孔1-3均匀布置在滑筒1的端面上。
所述的移动盘2上设有三个楔形夹爪腔2-3,三个楔形夹爪腔2-3均匀布置在移动盘2上,在每个楔形夹爪腔2-3的底部设有矩形滑槽2-4,在移动盘2的端面上的两个楔形夹爪腔2-3之间分别设有三个回位弹簧安装孔2-1,三个回位弹簧安装孔2-1均匀布置在两个楔形夹爪腔2-3之间,在移动盘2的另一个端面上设有三个顶柱安装孔2-2。
所述的楔形夹爪3上设有与楔形夹爪腔2-3的底部矩形滑槽2-4相配合的矩形滑块3-1。
所述的筒盖4上设有六个螺钉安装孔4-1,六个螺钉安装孔4-1均匀布置在筒盖4上,在筒盖4上还设有九个回位弹簧安装孔4-2,九个回位弹簧安装孔4-2与移动盘2的九个回位弹簧安装孔2-1相对应。
安装时,顶柱5分别安装在移动盘2上的三个顶柱安装孔2-2内,顶柱5与移动盘2上顶柱安装孔2-2采用盈移配合,楔形夹爪3分别安装在移动盘2上的三个楔形夹爪腔2-3内,楔形夹爪3上的矩形滑块3-1与移动盘2上的楔形夹爪腔2-3底部的矩形滑槽2-4相配合,移动盘2安装在滑筒1上设有移动盘安装孔2-1内,移动盘2上的顶柱5与滑筒1上的顶柱孔1-3采用动配合,筒盖4通过紧固螺钉7安装在滑筒1上,回位弹簧6分别安装在移动盘2的回位弹簧安装孔2-1和筒盖4的回位弹簧安装孔4-2内。
Claims (1)
1.一种自动定心快速夹紧装置,其特征是:由滑筒、移动盘、楔形夹爪、筒盖、顶柱、回位弹簧和紧固螺钉组成;
所述的滑筒上设有移动盘安装孔,在滑筒的一个端面上设有六个螺纹孔,六个螺纹孔均匀布置在滑筒的端面上,在滑筒的另一个端面上设有三个顶柱孔,三个顶柱孔均匀布置在滑筒的端面上;
所述的移动盘上设有三个楔形夹爪腔,三个楔形夹爪腔均匀布置在移动盘上,在每个楔形夹爪腔的底部设有矩形滑槽,在移动盘的端面上的两个楔形夹爪腔之间分别设有三个回位弹簧安装孔,三个回位弹簧安装孔均匀布置在两个楔形夹爪腔之间,在移动盘的另一个端面上设有三个顶柱安装孔;
所述的楔形夹爪上设有与楔形夹爪腔的底部矩形滑槽相配合的矩形滑块;
所述的筒盖上设有六个螺钉安装孔,六个螺钉安装孔均匀布置在筒盖上,在筒盖上还设有九个回位弹簧安装孔,九个回位弹簧安装孔与移动盘的九个回位弹簧安装孔相对应;
安装时,顶柱分别安装在移动盘上的三个顶柱安装孔内,顶柱与移动盘上顶柱安装孔采用盈移配合,楔形夹爪分别安装在移动盘上的三个楔形夹爪腔内,楔形夹爪上的矩形滑块与移动盘上的楔形夹爪腔底部的矩形滑槽相配合,移动盘安装在滑筒上设有移动盘安装孔内,移动盘上的顶柱与滑筒上的顶柱孔采用动配合,筒盖通过紧固螺钉安装在滑筒上,回位弹簧分别安装在移动盘的回位弹簧安装孔和筒盖的回位弹簧安装孔内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220113515 CN202606908U (zh) | 2012-03-23 | 2012-03-23 | 一种自动定心快速夹紧装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220113515 CN202606908U (zh) | 2012-03-23 | 2012-03-23 | 一种自动定心快速夹紧装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202606908U true CN202606908U (zh) | 2012-12-19 |
Family
ID=47340640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220113515 Withdrawn - After Issue CN202606908U (zh) | 2012-03-23 | 2012-03-23 | 一种自动定心快速夹紧装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202606908U (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102601404A (zh) * | 2012-03-23 | 2012-07-25 | 湖南天雁机械有限责任公司 | 一种自动定心快速夹紧装置 |
| CN103567628A (zh) * | 2013-11-19 | 2014-02-12 | 江苏无锡建华机床附件集团有限公司 | 一种弹簧提供动力的摩擦焊接用动力卡盘 |
| CN103990982A (zh) * | 2014-05-19 | 2014-08-20 | 上海大学 | 可调偏心的工装夹具 |
| CN105935818A (zh) * | 2016-06-30 | 2016-09-14 | 吴中区横泾博尔机械厂 | 电磁阀阀盖加工设备的丝攻连接器 |
| CN106392552A (zh) * | 2016-11-17 | 2017-02-15 | 苏州冠浩斯精密机械有限公司 | 电磁阀隔磁组件装配机的拧入组件 |
-
2012
- 2012-03-23 CN CN 201220113515 patent/CN202606908U/zh not_active Withdrawn - After Issue
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102601404A (zh) * | 2012-03-23 | 2012-07-25 | 湖南天雁机械有限责任公司 | 一种自动定心快速夹紧装置 |
| CN102601404B (zh) * | 2012-03-23 | 2016-03-30 | 湖南天雁机械有限责任公司 | 一种自动定心快速夹紧装置 |
| CN103567628A (zh) * | 2013-11-19 | 2014-02-12 | 江苏无锡建华机床附件集团有限公司 | 一种弹簧提供动力的摩擦焊接用动力卡盘 |
| CN103567628B (zh) * | 2013-11-19 | 2015-10-21 | 江苏无锡建华机床附件集团有限公司 | 一种弹簧提供动力的摩擦焊接用动力卡盘 |
| CN103990982A (zh) * | 2014-05-19 | 2014-08-20 | 上海大学 | 可调偏心的工装夹具 |
| CN103990982B (zh) * | 2014-05-19 | 2016-05-25 | 上海大学 | 可调偏心的工装夹具 |
| CN105935818A (zh) * | 2016-06-30 | 2016-09-14 | 吴中区横泾博尔机械厂 | 电磁阀阀盖加工设备的丝攻连接器 |
| CN106392552A (zh) * | 2016-11-17 | 2017-02-15 | 苏州冠浩斯精密机械有限公司 | 电磁阀隔磁组件装配机的拧入组件 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202606908U (zh) | 一种自动定心快速夹紧装置 | |
| CN109986591B (zh) | 一种可快速调整卡爪位置的抓取机构及使用方法 | |
| CN201970105U (zh) | 一种油缸夹紧机构 | |
| CN102990433A (zh) | 机用虎钳的辅助定位装置 | |
| CN203900958U (zh) | 一种同步夹 | |
| CN104416385A (zh) | 快速夹紧装置 | |
| CN202411913U (zh) | 一种定位工装 | |
| CN102601404B (zh) | 一种自动定心快速夹紧装置 | |
| CN209812347U (zh) | 一种可快速调整卡爪位置的抓取机构 | |
| CN109926857B (zh) | 一种夹紧装置的驱动方法 | |
| CN202174415U (zh) | 一种车铣复合机床的工作台夹紧装置 | |
| CN202571903U (zh) | 一种高精度重复装夹圆棒工件的夹具 | |
| CN105522418A (zh) | 一种铣槽夹具 | |
| CN202037353U (zh) | 发动机机体钻孔加工机床 | |
| CN203003524U (zh) | 油泵壳体车床夹具 | |
| CN104551797A (zh) | 短型大口径镶嵌式定心夹具 | |
| CN103121171B (zh) | 一种t型导轨榫铣夹具 | |
| CN204546065U (zh) | 短型大口径镶嵌式定心夹具 | |
| CN201645176U (zh) | 端盖粗铣气动夹具 | |
| CN202097565U (zh) | 改进型转动压板 | |
| CN104668994A (zh) | 工件夹紧结构 | |
| CN209239361U (zh) | 一种新型汽车焊接夹具多工作面滑移机构 | |
| CN202283667U (zh) | 夹紧装置及车铣复合机床 | |
| CN205996606U (zh) | 一种夹具 | |
| CN202147025U (zh) | 动力卡盘总成 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20121219 Effective date of abandoning: 20160330 |
|
| C25 | Abandonment of patent right or utility model to avoid double patenting |