CN202492474U - 管壳自动排序机 - Google Patents
管壳自动排序机 Download PDFInfo
- Publication number
- CN202492474U CN202492474U CN2012200595916U CN201220059591U CN202492474U CN 202492474 U CN202492474 U CN 202492474U CN 2012200595916 U CN2012200595916 U CN 2012200595916U CN 201220059591 U CN201220059591 U CN 201220059591U CN 202492474 U CN202492474 U CN 202492474U
- Authority
- CN
- China
- Prior art keywords
- bed die
- plate
- cylinder
- shell
- table top
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000012546 transfer Methods 0.000 claims abstract description 15
- 238000005096 rolling process Methods 0.000 claims abstract description 13
- 238000001514 detection method Methods 0.000 claims abstract description 11
- 238000007639 printing Methods 0.000 claims description 15
- 230000007306 turnover Effects 0.000 claims description 9
- 230000000694 effects Effects 0.000 claims description 8
- 238000007723 die pressing method Methods 0.000 claims description 6
- 230000008878 coupling Effects 0.000 claims description 3
- 238000010168 coupling process Methods 0.000 claims description 3
- 238000005859 coupling reaction Methods 0.000 claims description 3
- 238000012423 maintenance Methods 0.000 claims description 3
- 239000011435 rock Substances 0.000 claims description 3
- 238000000034 method Methods 0.000 abstract description 9
- 230000008569 process Effects 0.000 abstract description 8
- 230000005540 biological transmission Effects 0.000 abstract description 5
- 238000000926 separation method Methods 0.000 abstract description 3
- 239000002360 explosive Substances 0.000 abstract description 2
- 238000004519 manufacturing process Methods 0.000 abstract description 2
- 238000009776 industrial production Methods 0.000 abstract 1
- 230000009471 action Effects 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 230000006641 stabilisation Effects 0.000 description 2
- 238000011105 stabilization Methods 0.000 description 2
- 230000003245 working effect Effects 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000012797 qualification Methods 0.000 description 1
- 238000012163 sequencing technique Methods 0.000 description 1
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Landscapes
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
本实用新型涉及一种管壳自动排序机,主要应用于炸药制造领域。并且适用于各种工业生产行业。包括管壳传递装置、漏排管检测装置、料仓、滚动体组及动力装置,台面与架体连接;管壳传递装置实现了上下模具合模以及分模后进行传输的过程。所述滚动体组共有4个滚动体,在料仓震动的过程中起到了平稳和导向的作用。优点在于:结构新颖、简单,使用方便。采用用人机界面进行操作,具有操作简单、直观,使用安全、可靠,降低劳动强度等特点。实现了管壳自动排序,漏排管检测,模具传输,上下模具分离等功能,实用性强。
Description
技术领域
本实用新型主要应用于炸药制造领域,特别涉及一种管壳类自动排序机。
背景技术
目前,国内的管壳自动排序机都是半自动半人工的工作方式,排序机将管壳排序后,人工运走模具、分离模具的工作过程。此种方式存在工作形势复杂、品种单一而且很难减少安全定员,劳动强度大等缺点。
发明内容
本实用新型的目的在于提供一种管壳自动排序机,解决了现在技术存在的作形势复杂、品种单一而且很难减少安全定员,劳动强度大等问题。本实用新型自动排管、自动送模、上下模具自动分离,能适应各种管壳。这在生产线中起到了及其重要的作用。该设备用人机界面进行操作,具有操作简单、直观,使用安全、可靠,降低劳动强度等特点。实现了管壳自动排序,漏排管检测,模具传输,上下模具分离等功能。
本实用新型的上述目的通过以下技术方案实现:
管壳自动排序机,包括管壳传递装置、漏排管检测装置、料仓、滚动体组及动力装置,台面2与架体1连接;所述管壳传递装置包括支撑板3、左挡板4、进出模底板5、挡边Ⅰ6、合模板7、右挡板8、气缸支架Ⅰ9、支撑垫块Ⅰ21、推块Ⅱ27、分模刀28、垫块Ⅰ29、垫块Ⅱ30、气缸支架Ⅲ31、滑道34、气缸支架Ⅱ40、支撑垫块Ⅱ41、挡边42、短滑道43及两个气缸,所述支撑板3、左挡板4、右挡板8、气缸支架Ⅰ9、支撑垫块Ⅰ21、气缸支架Ⅲ31、气缸支架Ⅱ40、支撑垫块Ⅱ41、挡边42、滑道34、短滑道43分别与台面2连接,所述进出模底板5与支撑板3连接,挡边Ⅰ6与进出模底板5连接,合模板7与气缸连接,气缸与台面2连接,气缸支架Ⅰ9与台面2连接、气缸支架Ⅱ40分别与左、右挡板4、8连接;所述推块Ⅱ27与气缸连接,分模刀28功能挡边42连接,垫块Ⅰ29、垫块Ⅱ30分别与台面2连接。管壳传递装置实现了上下模具合模以及分模后进行传输的过程。分模及管壳传递装置的连接是整台设备的难点之一,在国内的排管机中还没有能实现此功能的。
所述漏排管检测装置包括检测板10、导套11、导柱12、导向条37、气缸连接框38、承接板39及气缸,所述导向条37与承接板39连接,承接板39与台面2连接,连接框38与承接板39连接,检测板10与气缸连接,导套11、导柱12分别与气缸连接框(38)连接。通过漏排管检测装置可以知道漏排了多少管壳,在模具哪个位置漏排了。
所述料仓由组合框13、活动体14及底板15构成,料仓与轴承座Ⅰ16连接,活动体14在排管壳的过程中起阻挡管壳跳到排满模具处的作用。
所述滚动体组包括轴承座Ⅰ16、辊轮17、导向轴18、导向轴轴座19、支架35、压轮36、端盖45、轴套46、小轴47、轴向挡圈及轴承,所述轴承座Ⅰ16、辊轮17、轴套46、小轴47、轴承、轴用弹性挡圈相互连接,辊轮17与导向轴18相连,导向轴18与导向轴轴座19连接,导向轴座19、支架35分别与台面2连接,压轮36与支架35连接。本实用新型共有4个滚动体,在料仓震动的过程中起到了平稳和导向的作用,它在整台设备中起到了很大的作用,管壳能否排序成功,主要看振动的频率及振动的稳定性,而振动的稳定性取决于4个滚动体的运动稳定。
所述动力装置包括安装架23、轴承座Ⅱ24、偏心轴25、连杆结构26、轴承、带轮、三角带、减速机及电机,所述安装架23与底板15连接,连杆机构26分别与偏心轴25及安装架23连接,偏心轴25与轴承座Ⅱ24连接,轴承座Ⅱ24与台面2连接,三角带、带轮、减速机分别与偏心轴和架体1连接,减速机通过联轴器与电机相连,电机与架体1连接。在电机的带动下料仓振动进行排管壳。
所述料仓内设置下模具22,所述下模具22包括定位销221、加强板222、弹簧223、下模具导柱224、下模具承接柱225、下模具底板226、下模具压板227、下模具上板228及橡胶垫229,所述定位销221安装在下模具底板226内,下模具导柱224与下模具上板228连接,下模具底板226在定位销221内滑动;下模具承接柱225与下模具压板227配合,在橡胶垫229作用下使下模具承接柱225垂直于垫板并且不晃动;管壳在下模具上板228上经过其倒角导向扣在下模具承接柱225上,当有反向管壳时管壳底部会顶在下模具承接柱225上,经过振动反向管壳会反转后扣到下模具承接柱225上。所述定位销221与下模具底板226地步加装加强板222,防止在使用过程中由于地板226的材质而降低整个模具的使用寿命。下模具导柱224的一端安装弹簧223,在弹簧223的作用力下,使得导柱224连接的上板228保持水平。
气缸支架20分别与气缸和台面连接,气缸把上模具推出管壳自动排序机外。推块Ⅰ30、推块Ⅲ32、垫块Ⅲ33、挡边44与分别气缸和台面2连接,在两个气缸作用下完成下模具传输到自动排序装置处。推块Ⅳ29与气缸连接完成下模具进料仓的动作。
本实用新型在实际使用时,人工将管壳放置在料仓内,启动自动排序程序→ 管壳自动排序到下模具内→模具传输通道启动→下模具传输到检测装置处→检测装置下降→检测是否有漏排管壳→检测装置上升→模具传输通道传输下模具至管壳传递装置处→管壳传递装置上升→管壳传递到上模具内→上模具传输到管壳自动排序机外→下模具传输到自动排序装置处。这一系列的动作就完成了管壳自动排序动作。
本实用新型的有益效果在于:结构新颖、简单,使用方便。采用用人机界面进行操作,具有操作简单、直观,使用安全、可靠,降低劳动强度等特点。实现了管壳自动排序,漏排管检测,模具传输,上下模具分离等功能,实用性强。
附图说明
此处所说明的附图用来提供对本实用新型的进一步理解,构成本申请的一部分,本实用新型的示意性实例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
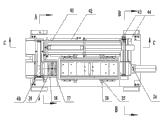
图1为本实用新型的主视结构示意图;
图2为图1的D-D剖视示意图;
图3为本实用新型的俯视示意图;
图4为图3的A-A剖视示意图;
图5为图3的B-B剖视示意图;
图6为图3的C-C剖视示意图;
图7为图3的E-E剖视示意图;
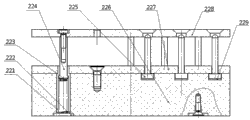
图8为本实用新型的下模具的结构示意图。
具体实施方式
下面结合附图进一步说明本实用新型的详细内容及其具体实施方式。
参见图1至图7,本实用新型的管壳自动排序机,包括管壳传递装置、漏排管检测装置、料仓、滚动体组及动力装置,台面2与架体1连接;所述管壳传递装置包括支撑板3、左挡板4、进出模底板5、挡边Ⅰ6、合模板7、右挡板8、气缸支架Ⅰ9、支撑垫块Ⅰ21、推块Ⅱ27、分模刀28、垫块Ⅰ29、垫块Ⅱ30、气缸支架Ⅲ31、滑道34、气缸支架Ⅱ40、支撑垫块Ⅱ41、挡边42、短滑道43及两个气缸,所述支撑板3、左挡板4、右挡板8、气缸支架Ⅰ9、支撑垫块Ⅰ21、气缸支架Ⅲ31、气缸支架Ⅱ40、支撑垫块Ⅱ41、挡边42、滑道34、短滑道43分别与台面2连接,所述进出模底板5与支撑板3连接,挡边Ⅰ6与进出模底板5连接,合模板7与气缸连接,气缸与台面2连接,气缸支架Ⅰ9与台面2连接、气缸支架Ⅱ40分别与左、右挡板4、8连接;所述推块Ⅱ27与气缸连接,分模刀28功能挡边42连接,垫块Ⅰ29、垫块Ⅱ30分别与台面2连接。管壳传递装置实现了上下模具合模以及分模后进行传输的过程。分模及管壳传递装置的连接是整台设备的难点之一,在国内的排管机中还没有能实现此功能的。
所述漏排管检测装置包括检测板10、导套11、导柱12、导向条37、气缸连接框38、承接板39及气缸,所述导向条37与承接板39连接,承接板39与台面2连接,连接框38与承接板39连接,检测板10与气缸连接,导套11、导柱12分别与气缸连接框(38)连接。通过漏排管检测装置可以知道漏排了多少管壳,在模具哪个位置漏排了。
所述料仓由组合框13、活动体14及底板15构成,料仓与轴承座Ⅰ16连接,活动体14在排管壳的过程中起阻挡管壳跳到排满模具处的作用。
所述滚动体组包括轴承座Ⅰ16、辊轮17、导向轴18、导向轴轴座19、支架35、压轮36、端盖45、轴套46、小轴47、轴向挡圈及轴承,所述轴承座Ⅰ16、辊轮17、轴套46、小轴47、轴承、轴用弹性挡圈相互连接,辊轮17与导向轴18相连,导向轴18与导向轴轴座19连接,导向轴座19、支架35分别与台面2连接,压轮36与支架35连接。本实用新型共有4个滚动体,在料仓震动的过程中起到了平稳和导向的作用,它在整台设备中起到了很大的作用,管壳能否排序成功,主要看振动的频率及振动的稳定性,而振动的稳定性取决于4个滚动体的运动稳定。
所述动力装置包括安装架23、轴承座Ⅱ24、偏心轴25、连杆结构26、轴承、带轮、三角带、减速机及电机,所述安装架23与底板15连接,连杆机构26分别与偏心轴25及安装架23连接,偏心轴25与轴承座Ⅱ24连接,轴承座Ⅱ24与台面2连接,三角带、带轮、减速机分别与偏心轴和架体1连接,减速机通过联轴器与电机相连,电机与架体1连接。在电机的带动下料仓振动进行排管壳。
参见图8,所述料仓内设置下模具22,所述下模具22包括定位销221、加强板222、弹簧223、下模具导柱224、下模具承接柱225、下模具底板226、下模具压板227、下模具上板228及橡胶垫229,所述定位销221安装在下模具底板226内,下模具导柱224与下模具上板228连接,下模具底板226在定位销221内滑动;下模具承接柱225与下模具压板227配合,在橡胶垫229作用下使下模具承接柱225垂直于垫板并且不晃动;管壳在下模具上板228上经过其倒角导向扣在下模具承接柱225上,当有反向管壳时管壳底部会顶在下模具承接柱225上,经过振动反向管壳会反转后扣到下模具承接柱225上。所述定位销221与下模具底板226地步加装加强板222,防止在使用过程中由于地板226的材质而降低整个模具的使用寿命。下模具导柱224的一端安装弹簧223,在弹簧223的作用力下,使得导柱224连接的上板228保持水平。
气缸支架20分别与气缸和台面连接,气缸把上模具推出管壳自动排序机外。推块Ⅰ30、推块Ⅲ32、垫块Ⅲ33、挡边44与分别气缸和台面2连接,在两个气缸作用下完成下模具传输到自动排序装置处。推块Ⅳ29与气缸连接完成下模具进料仓的动作。
以上所述仅为本实用新型的优选实例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (6)
1.一种管壳自动排序机,其特征在于:包括管壳传递装置、漏排管检测装置、料仓、滚动体组及动力装置,台面2与架体1连接;所述管壳传递装置包括支撑板(3)、左挡板(4)、进出模底板(5)、挡边Ⅰ(6)、合模板(7)、右挡板(8)、气缸支架Ⅰ(9)、支撑垫块Ⅰ(21)、推块Ⅱ(27)、分模刀(28)、垫块Ⅰ(29)、垫块Ⅱ(30)、气缸支架Ⅲ(31)、滑道(34)、气缸支架Ⅱ(40)、支撑垫块Ⅱ(41)、挡边(42)、短滑道(43)及两个气缸,所述支撑板(3)、左挡板(4)、右挡板(8)、气缸支架Ⅰ(9)、支撑垫块Ⅰ(21)、气缸支架Ⅲ(31)、气缸支架Ⅱ(40)、支撑垫块Ⅱ(41)、挡边(42)、滑道(34)、短滑道(43)分别与台面(2)连接,所述进出模底板(5)与支撑板(3)连接,挡边Ⅰ(6)与进出模底板(5)连接,合模板(7)与气缸连接,气缸与台面(2)连接,气缸支架Ⅰ(9)与台面(2)连接、气缸支架Ⅱ(40)分别与左、右挡板(4、8)连接;所述推块Ⅱ(27)与气缸连接,分模刀(28)功能挡边(42)连接,垫块Ⅰ(29)、垫块Ⅱ(30)分别与台面(2)连接。
2.根据权利要求1所述的管壳自动排序机,其特征在于:所述的漏排管检测装置包括检测板(10)、导套(11)、导柱(12)、导向条(37)、气缸连接框(38)、承接板(39)及气缸,所述导向条(37)与承接板(39)连接,承接板(39)与台面(2)连接,连接框(38)与承接板(39)连接,检测板(10)与气缸连接,导套(11)、导柱(12)分别与气缸连接框(38)连接。
3.根据权利要求1所述的管壳自动排序机,其特征在于:所述的料仓由组合框(13)、活动体(14)及底板(15)组合而成,料仓与轴承座Ⅰ(16)连接。
4.根据权利要求1所述的管壳自动排序机,其特征在于:所述的滚动体组包括轴承座Ⅰ(16)、辊轮(17)、导向轴(18)、导向轴轴座(19)、支架(35)、压轮(36)、端盖(45)、轴套(46)、小轴(47)、轴向挡圈及轴承,所述轴承座Ⅰ(16)、辊轮(17)、轴套(46)、小轴(47)、轴承及轴用弹性挡圈相互连接,所述辊轮(17)与导向轴(18)相连,导向轴(18)与导向轴轴座(19)连接,导向轴座(19)、支架(35)分别与台面(2)连接,压轮(36)与支架(35)连接。
5.根据权利要求1所述的管壳自动排序机,其特征在于:所述的动力装置包括安装架(23)、轴承座Ⅱ(24)、偏心轴(25)、连杆结构(26)、轴承、带轮、三角带、减速机及电机,所述安装架(23)与底板(15)连接,连杆机构(26)分别与偏心轴(25)及安装架(23)连接,偏心轴(25)与轴承座Ⅱ(24)连接,轴承座Ⅱ(24)与台面(2)连接,三角带、带轮、减速机分别与偏心轴和架体(1)连接,减速机通过联轴器与电机相连,电机与架体(1)连接。
6.根据权利要求1或3所述的管壳自动排序机,其特征在于:所述的料仓内设置下模具(22),所述下模具(22)包括定位销(221)、加强板(222)、弹簧(223)、下模具导柱(224)、下模具承接柱(225)、下模具底板(226)、下模具压板(227)、下模具上板(228)及橡胶垫(229),所述定位销(221)安装在下模具底板(226)内,下模具导柱(224)与下模具上板(228)连接,下模具底板(226)在定位销(221)内滑动;下模具承接柱(225)与下模具压板(227)配合,在橡胶垫(229)作用下使下模具承接柱(225)垂直于垫板并且不晃动;管壳在下模具上板(228)上经过其倒角导向扣在下模具承接柱225上;所述定位销(221)与下模具底板(226)底部加装加强板222,下模具导柱(224)的一端安装弹簧(223),在弹簧(223)的作用力下,使得导柱(224)连接的上板(228)保持水平。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012200595916U CN202492474U (zh) | 2012-02-23 | 2012-02-23 | 管壳自动排序机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012200595916U CN202492474U (zh) | 2012-02-23 | 2012-02-23 | 管壳自动排序机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202492474U true CN202492474U (zh) | 2012-10-17 |
Family
ID=46998710
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012200595916U Expired - Fee Related CN202492474U (zh) | 2012-02-23 | 2012-02-23 | 管壳自动排序机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202492474U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108362178A (zh) * | 2018-02-01 | 2018-08-03 | 西安核发机电系统工程有限公司 | 自动装管壳装置以及方法 |
-
2012
- 2012-02-23 CN CN2012200595916U patent/CN202492474U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108362178A (zh) * | 2018-02-01 | 2018-08-03 | 西安核发机电系统工程有限公司 | 自动装管壳装置以及方法 |
| CN108362178B (zh) * | 2018-02-01 | 2023-07-04 | 西安核发机电系统工程有限公司 | 自动装管壳装置以及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202967517U (zh) | 一种铆接轴自动送料装置 | |
| CN103846659A (zh) | 变速器壳体定位销及轴承全自动压装机组 | |
| CN105817869A (zh) | 一种头壳压装轴承装置 | |
| CN202492474U (zh) | 管壳自动排序机 | |
| CN205519680U (zh) | 一种数控车床的自动送料机构 | |
| CN100355557C (zh) | 全钢丝子午线工程轮胎成型机 | |
| CN204183220U (zh) | 一种轴瓦壁厚自动精镗机 | |
| CN203438016U (zh) | 一种无心磨自动上料机 | |
| CN101530925A (zh) | 双头双工位平头机 | |
| CN203751854U (zh) | 轴承内圈打磨装置 | |
| CN205927358U (zh) | 一种管件快速倒内外角平端面刀盘 | |
| CN1935598B (zh) | 多功能软管钻孔铝箔封口上盖机 | |
| CN205471238U (zh) | 一种定量圆盘给料机 | |
| CN202607712U (zh) | 一种纸管自动切割机 | |
| CN106787486A (zh) | 汽车发电机转子装配设备 | |
| CN206898741U (zh) | 一种弯板销片装配装置 | |
| CN205587507U (zh) | 一种管桩冲孔设备 | |
| CN211441662U (zh) | 一种书封勒口机进书装置 | |
| CN203806699U (zh) | 封罐机的罐盖输送辅助装置 | |
| CN202187182U (zh) | 缝纫机上轴右轴套 | |
| CN201511127U (zh) | 一种双工位式浇注结构 | |
| CN209505091U (zh) | 纸芯自动夹条机 | |
| CN106041127A (zh) | 一种管件自动倒内外角平端面机床 | |
| CN201415275Y (zh) | 一种大型法兰平面径向切削装置 | |
| CN105598688A (zh) | 绘图仪轴杆自动组装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20121017 Termination date: 20160223 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |