CN202490983U - 非对称齿廓渐开线齿轮留磨滚刀 - Google Patents
非对称齿廓渐开线齿轮留磨滚刀 Download PDFInfo
- Publication number
- CN202490983U CN202490983U CN2012201028443U CN201220102844U CN202490983U CN 202490983 U CN202490983 U CN 202490983U CN 2012201028443 U CN2012201028443 U CN 2012201028443U CN 201220102844 U CN201220102844 U CN 201220102844U CN 202490983 U CN202490983 U CN 202490983U
- Authority
- CN
- China
- Prior art keywords
- working side
- gear
- cutter
- flank profil
- working
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005520 cutting process Methods 0.000 claims description 37
- 238000003754 machining Methods 0.000 claims description 14
- 238000012545 processing Methods 0.000 abstract description 36
- 238000000034 method Methods 0.000 abstract description 17
- 230000008569 process Effects 0.000 abstract description 10
- 230000007704 transition Effects 0.000 abstract description 5
- 238000013461 design Methods 0.000 description 20
- 238000012986 modification Methods 0.000 description 19
- 230000004048 modification Effects 0.000 description 19
- 241000271460 Crotalus cerastes Species 0.000 description 7
- 238000005452 bending Methods 0.000 description 4
- 238000012937 correction Methods 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 3
- 238000012938 design process Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 230000002337 anti-port Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000002457 bidirectional effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000005255 carburizing Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000019771 cognition Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000013507 mapping Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images

Landscapes
- Gear Processing (AREA)
Abstract
本实用新型提供了一种非对称齿廓渐开线齿轮留磨滚刀,该留磨滚刀的法向齿廓为非对称齿条齿廓,其中工作侧齿廓包括加工时包络生成轮齿工作侧渐开线的工作侧主刀刃、加工时生成轮齿工作侧齿根部位弧线的工作侧刀具齿顶圆弧及位于工作侧主刀刃与工作侧刀具齿顶圆弧之间的工作侧过渡刃;其中非工作侧齿廓包括加工时包络生成轮齿非工作侧渐开线的非工作侧主刀刃、加工时生成轮齿非工作侧齿根部位弧线的非工作侧刀具齿顶圆弧及位于非工作侧主刀刃与非工作侧刀具齿顶圆弧之间的非工作侧过渡刃;工作侧主刀刃的压力角范围为14°~40°,且工作侧主刀刃的压力角比非工作侧主刀刃的压力角大6°~18°。该滚刀可以滚齿加工出非对称齿廓渐开线齿轮。
Description
技术领域
本实用新型涉及一种齿轮留磨滚刀,尤其涉及一种非对称齿廓渐开线齿轮留磨滚刀,属于齿轮刀具技术领域。
背景技术
传统渐开线齿轮的轮齿两侧的齿廓是完全对称的,基本参数有压力角、齿顶高系数、顶隙系数、齿顶圆角系数等。为了刀具的统一,国内外都制订有渐开线齿轮基本齿廓的标准。如ha—齿顶高,ha = han*·m,其中:m — 模数,对斜齿轮为法向模数;han*—齿顶高系数。
对于绝大多数齿轮来说,正反转时的载荷是不同的,有的只是单一方向运转,有的虽是双向运转,但反向运转的时间和载荷都要比正向低得多。完全对称的齿廓设计,造成主承载面因为参数限制使得性能受到制约,而反面则因为不适用、少使用或轻载使用而造成浪费。
近年来,非对称齿廓渐开线齿轮已经从研究逐渐步入应用阶段。公开号为CN201851630U的中国实用新型即涉及一种非对称齿廓渐开线齿轮。由于非对称齿廓齿轮通过削弱非受载或受轻载侧的齿廓以增强主受载侧齿廓的途径,实现显著提高提高齿轮承载能力效果,具有很强的生命力和极好的应用前景。
但是,受齿廓加工成形方法的限制,目前的非对称齿廓渐开线齿轮的应用主要还局限于采用模具成型齿轮的范围内,如塑料齿轮、铸造齿轮、粉末冶金齿轮和模锻齿轮等。而能采用机械加工生产的非对称齿廓渐开线齿轮的方法很少,已见报道的有线切割齿轮,这种方法受加工成本、效率和精度的限制,很难在各工业领域获得大规模的推广应用。
另一方面,渗碳淬火磨齿的硬齿面齿轮已在现阶段齿轮产品中占据的主导地位。由于这种齿轮是经热处理后才磨齿,所用滚刀必须是带有一定挖根量的留磨滚刀(也称凸头滚刀或磨前滚刀),在磨齿时把留磨量部分磨掉,才能保证磨齿后所磨得的齿廓能和不需要磨也不应该磨的齿根部位弧线部分有良好的过度,不产生磨齿台阶,不伤齿根。同时,为了减小应力集中,在保证渐开线生成长度能满足齿轮啮合要求的条件下,齿轮齿根部位弧线的半径(齿根部位弧线和滚刀刀头的圆角部分共轭生成)越大越好,即滚刀刀头的圆角R越大越好,这一点,现在许多标准的对称齿廓齿轮的滚刀也没能完全做到。
严格来说,渐开线齿轮留磨滚刀的法向齿廓应该包括三个部分:主刀刃(其压力角等于所加工齿轮的压力角,加工时包络生成轮齿两侧的渐开线)、滚刀刀头的圆弧(加工时生成轮齿齿根的圆弧和过度曲线)和过度刃(其压力角小于所加工齿轮的压力角,加工时包络生成轮齿留磨量终点组成的渐开线)。如果要设计非对称齿廓渐开线齿轮留磨滚刀,其法向齿廓也同样要包括上述三部分,也同样要满足齿轮齿根部位弧线的半径R尽可能大的要求。
实用新型内容
本实用新型的目的在于,克服现有技术中存在的问题,提出一种非对称齿廓渐开线齿轮留磨滚刀,可以加工出非对称齿廓渐开线齿轮。
为解决以上技术问题,本实用新型所提供的一种非对称齿廓渐开线齿轮留磨滚刀,所述滚刀的法向齿廓为非对称齿条齿廓,其中工作侧齿廓包括加工时包络生成轮齿工作侧渐开线的工作侧主刀刃、加工时生成轮齿工作侧齿根部位弧线的工作侧刀具齿顶圆弧及位于所述工作侧主刀刃与所述工作侧刀具齿顶圆弧之间的工作侧过渡刃;其中非工作侧齿廓包括加工时包络生成轮齿非工作侧渐开线的非工作侧主刀刃、加工时生成轮齿非工作侧齿根部位弧线的非工作侧刀具齿顶圆弧及位于所述非工作侧主刀刃与所述非工作侧刀具齿顶圆弧之间的非工作侧过渡刃;所述工作侧主刀刃的压力角范围为14°~40°,且所述工作侧主刀刃的压力角比所述非工作侧主刀刃的压力角大6°~18°。
相对于现有技术,本实用新型取得了以下有益效果:该滚刀可以滚齿加工出非对称齿廓渐开线齿轮,其中工作侧主刀刃和非工作侧主刀刃可以对应切出轮齿的工作侧渐开线和非工作侧渐开线,工作侧刀具齿顶圆弧和非工作侧刀具齿顶圆弧可以对应切出轮齿的工作侧齿根部位弧线和非工作侧齿根部位弧线;采用该齿廓的滚刀,可解决两侧压力角14°~40°范围内的非对称齿廓齿轮的滚齿加工,实现磨齿后齿根圆滑过渡。
作为本实用新型的优选方案,所述工作侧刀具齿顶圆弧的半径大于所述非工作侧刀具齿顶圆弧的半径。可达到比它的压力角小10°的标准对称齿廓滚刀的R值,提高所加工齿轮的齿根的抗弯强度。
作为本实用新型的优选方案,所述工作侧齿廓及非工作侧齿廓的齿顶高ha与所加工齿轮的模数m之间的关系为1.0 m≤ha≤1.45m。所加工齿轮可以是长齿廓,也可以是短齿廓。
作为本实用新型的优选方案,所述工作侧齿廓和所述非工作侧齿廓都留有挖根量。可保证磨齿后不磨到齿根。
作为本实用新型的另一种优选方案,所述工作侧齿廓和所述非工作侧齿廓的挖根量为零。挖根量为零作为带挖根量的特例,可以用于不带留磨量的非对称齿廓渐开线齿轮的滚齿。
附图说明
下面结合附图对本实用新型作进一步的说明。
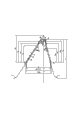
图1为本实用新型非对称齿廓渐开线齿轮留磨滚刀的法向齿廓。
图中:1—工作侧主刀刃,2—工作侧过渡刃,3—工作侧刀具齿顶圆弧,4—非工作侧刀具齿顶圆弧,5—非工作侧过渡刃,6—非工作侧主刀刃,ha0—刀具齿顶高,Δ—挖根量, H—刀具齿全高,Sn—刀具中线齿厚,αg—工作侧压力角,Rg—工作侧刀具齿顶圆弧半径,αgg—工作侧过渡刃压力角, hA—工作侧Δ=0的αg压力角线和刀具齿顶圆角切点A的高度,R—刀具齿根圆角半径,αf—非工作侧压力角,Rf—非工作侧刀具齿顶圆弧半径,αfg—非工作侧过渡刃压力角, hAf—非工作侧Δ=0的αg压力角线和刀具齿顶圆角切点A的高度。注:本说明书以大压力角侧为工作侧,以小压力角侧为非工作侧。
图2为非对称齿廓渐开线齿轮留磨滚刀的法向齿廓求解参考图。
图中:和图1相同的符号不再赘述,仅对图1没出现过的符号说明如下:
A、Af—工作侧、非工作侧压力角线和刀具齿顶圆角的切点;
C、Cf—工作侧、非工作侧过渡刃和刀具齿顶圆角的切点;
B、Bf—工作侧、非工作侧主刀刃和过渡刃的交点,hB、hBf—为相应高度;
Δ0—刀具中线上πmn/2点(无侧隙齿厚)到主刀刃Δ方向的距离;
Δ1—齿厚上偏差到主刀刃在Δ方向的距离,S、Sf—工作侧、非工作侧齿厚上偏差线和过度刃的交点,hS、hSf—为S、Sf点的相应高度,该点即是决定磨齿磨到齿厚上偏差时渐开线的起始点的点。如果磨齿磨到齿厚上偏差时渐开线的起始点能够满足齿轮啮合要求,则磨齿磨到其它位置时就全都能满足齿轮能够啮合要求(齿厚下偏差时渐开线的起始点就更能够满足齿轮的啮合要求),故除特别需求外,刀具设计时一般仅求出S、Sf点及相应高度即可。
图中其它点和线为求解作图的辅助线和生成的点,将在实施例中说明,此处不再赘述。
图3为非对称外齿轮齿部主要参数示意图。
图中:dj—尖圆直径,da—齿顶圆直径,d—分度圆直径,dbg、db f—齿轮工作齿面、非工作齿面的基圆直径;
αjg、αjf—工作齿面、非工作齿面尖角,S—分度圆弧厚度;
Eg、Ef—工作齿面、非工作齿面啮合起始点,dEg、dE f—齿轮工作齿面、非工作齿面啮合起始圆直径;
Fg、Ff—工作齿面、非工作齿面加工生成的渐开线起始点,dFg、dF f—齿轮工作齿面、非工作齿面加工生成的渐开线起始圆直径。
具体实施方式
如图1所示,本实用新型的非对称齿廓渐开线齿轮留磨滚刀,滚刀的法向齿廓为非对称齿条齿廓,其中工作侧齿廓包括加工时包络生成轮齿工作侧渐开线的工作侧主刀刃1、加工时生成轮齿工作侧齿根部位弧线的工作侧刀具齿顶圆弧3及位于工作侧主刀刃1与工作侧刀具齿顶圆弧3之间的工作侧过渡刃2;其中非工作侧齿廓包括加工时包络生成轮齿非工作侧渐开线的非工作侧主刀刃6、加工时生成轮齿非工作侧齿根部位弧线的非工作侧刀具齿顶圆弧4及位于非工作侧主刀刃6与非工作侧刀具齿顶圆弧4之间的非工作侧过渡刃5;工作侧主刀刃1的压力角范围为14°~40°,且工作侧主刀刃1的压力角比非工作侧主刀刃6的压力角大6°~18°。
工作侧齿廓及非工作侧齿廓的齿顶高ha与所加工齿轮的模数m之间的关系为1.0 m≤ha≤1.45m。所加工齿轮可以是长齿廓,也可以是短齿廓。
工作侧齿廓和非工作侧齿廓都留有挖根量,可保证磨齿后不磨到齿根。挖根量为零作为带挖根量的特例,可以用于不带留磨量的非对称齿廓渐开线齿轮的滚齿。
设计顺序参考图2、图3:
1,根据齿轮参数确定刀具的齿顶高ha0,计算两轮的工作侧和非工作侧的啮合起始圆直径dEg、dEf ,最终加工生成渐开线起始圆dFg、dFf必须满足要求。
2,确定挖根量Δ、公法线长度留磨量ΔW、πmn/2点相对于刀具的位置(Δ0的量)。两侧的取值应相同。
3,按πMn/2,加上(Δ-Δ0)/cosαg和(Δ-Δ0)/cosαf为中线底边长,以(90-αg)、(90-αf)为两底角作三角形,得三顶点Ⅰ、Ⅱ、Ⅲ。过顶点Ⅰ作底边的垂线。用正弦定理求出另两边的边长。
4,以刀具的齿顶高ha0为高作底边Ⅱ—Ⅲ的平行线,分别交三角形两边于P、N点,过大压力角侧边的P点作∠APN的角平分线P—O1。
5,初定大压力角侧滚刀齿顶圆弧半径Rg的最大值,以ha0-Rg为高作底边Ⅱ—Ⅲ的另一条平行线,与∠APN的角平分线P—O1交于O1点,过O1作底边的垂线交线段P—N于M点。以O1点为圆心以MO1为半径作圆弧与大压力角边Ⅰ-Ⅱ切于A点。M点为刀具齿顶的最高点。
6,过N点作∠PNⅢ的角平分线N—O2交线段M—O1于O2点,以O2点为圆心以MO2为半径作圆弧与边Ⅰ—Ⅲ切于Af点,则MO2为小压力角侧滚刀齿顶圆弧半径Rf的最大值。
7,给定两侧过度刃压力角,分别作两侧滚刀齿顶圆弧的过度刃切线。判断大、小压力角侧滚刀齿顶圆弧Rg和Rf能否满足要求、按齿厚上偏差磨齿时(刀具过度刃上的S和Sf点生成的渐开线起始圆)能否满足啮合要求,如果不能满足要求,则可用调整刀具的齿顶高ha0或减小大压力角侧滚刀齿顶圆弧Rg值的办法来重新设计。
8,作出主刀刃线,算出主刀刃和过度刃交点的高度。算出刀具中线的齿厚。
9,当所加工的非对称齿轮两侧的变位系数不同时,用修正一侧刀具齿厚的办法来设计刀具,使得达到按非修正侧齿轮的变位系数加工齿轮时,修正侧刀刃加工出来的齿面就是按原来设计的变位系数加工出来的齿面。按修正一侧的刀具齿厚修改该侧的主刀刃,并重新计算因修正引起的尺寸变化。
10,确定齿根高度和齿根圆角等尺寸,完成齿廓设计。
现以设计加工一对Mn=10mm的非对称齿轮为例,具体说明分别设计加工大小齿轮的非对称齿轮留磨滚刀的方法。
实施例一
非对称齿轮参数如下(参考图3):
小齿轮齿数21、大齿轮齿数92;工作侧压力角αg =34°, 非工作侧压力角αf =16°;螺旋角13.8°,中心距585.5mm;顶隙Cn *=0.25;
小齿轮齿顶圆直径da1=243.0mm,分度圆直径d1=216.242mm,工作侧变位系数xg1 =0.3187,非工作侧变位系数xf1=0.3187,尖圆直径dj1=247.549mm,工作侧尖角αjg=44.15524°, 非工作侧尖角αjf=33.0941°, 工作侧啮合起始圆直径dE!g=201.795 mm,非工作侧啮合起始圆直径dE!f=207.751mm;跨3齿测量时的公法线长度W3= 81.405mm,上偏差-0.089mm、下偏差-0.136mm;
大齿轮齿顶圆直径da2=971.0mm,分度圆直径d2=947.346mm,工作侧变位系数xg2 =0.0543,非工作侧变位系数xf2=0.0651,尖圆直径dj2=978.886mm,工作侧尖角αjg=37.3577°, 非工作侧尖角αjf=21.84952°, 工作侧啮合起始圆直径dE2g= 930.788 mm,非工作侧啮合起始圆直径dE2f=936.776mm;跨10齿测量时的公法线长度W10= 304.615mm,上偏差-0.164mm、下偏差-0.24mm;
设计可按以下步骤(参考图2):
加工大、小齿轮的刀具要分别设计。
设计加工小齿轮的刀具:
1,根据齿轮参数按普通刀具的设计方法确定刀具的齿顶高ha0=13.808mm,取ha0=14.00mm。
计算齿轮的工作侧和非工作侧的啮合起始圆直径,工作侧dE!g=201.795mm,非工作侧啮合起始圆直径dE!f=207.751mm;,最终加工生成渐开线起始圆dF1 g、dF1 f必须满足要求。
2,取挖根量Δ=0.35mm、Δ0=0.222mm,则Δ1=0.222+公法线长度上偏差0.089/2 =0.2665mm,Δ-Δ0=0.35-0.222=0.128 mm,公法线长度留磨量ΔW =0.58mm,两侧的取值相同。
留磨滚刀挖根量和留磨量的取值原则是:滚小齿轮的滚刀的挖根量小,滚大齿轮的滚刀的挖根量大;滚小齿轮的留磨量大,滚大齿轮的的留磨量小。Δ0则是由ΔW决定的。由于这些量的数值在国内尚未有统一的标准,理解和认识有差异,实际执行比较混乱。比如对公法线长度留磨量的理解就不一样,往往造成制造和使用间存在一定的偏差。本实施例的留磨量是按公法线长度的中差计算的。因此,挖根量和留磨量的具体数值主要是根据齿轮参数和热处理的控制水平按设计经验确定,是留磨滚刀设计的一般原则。
3,按LⅡⅢ=πMn/2+(Δ-Δ0)/cosαg+(Δ-Δ0)/cosαf=π×10/2 +0.128/cos34° +0.128/cos16° =15.9956mm为中线底边长,以(90-αg)=90-34=56°,(90-αf)=90-16=74°为两底角作三角形,得三顶点Ⅰ、Ⅱ、Ⅲ。过顶点Ⅰ作底边的垂线,
用正弦定理求出另两边的边长LⅠⅡ=20.0718mm, LⅠⅢ=17.3109mm。三角形高 hⅠ = 16.6403mm。
4,以刀具的齿顶高ha0=14mm为高作底边Ⅱ—Ⅲ的平行线,分别交两边于P、N点,过大压力角侧边的P点作∠APN的角平分线P—O1。
5,初定大压力角侧滚刀齿顶圆弧Rg的最大值Rg =3mm;,以ha0-Rg =14 -3 = 11mm为高作底边Ⅱ—Ⅲ的另一条平行线,与两边分别交于P点和N点,与∠APN的角平分线P—O1交于O1,过O1作底边的垂线交线段P—N于M点。以O1点为圆心以MO1=3mm为半径作圆弧与大压力角边Ⅰ-Ⅱ切于A点。M点为刀具齿顶的最高点。
∠APO1=∠MPO1=(180-56)/2 =62°,
线段LPN=(hⅠ-ha0)/hⅠ×LⅡⅢ=(16.6403-14)/16.6403×15.9956=2.538mm,
LPM = LMO1×tan(∠PO1M)=3×tan(90-62)=1.5951mm,
LMN = LPN-LPM =2.538-1.5951=0.9429mm
6,过N点作∠PNⅢ的角平分线N—O2交线段M—O1于O2点,以O2点为圆心以MO2为半径作圆弧与边Ⅰ—Ⅲ切于Af点,则线段MO2的长度就是小压力角侧滚刀齿顶圆弧半径Rf的最大值。
∠MNO2=∠AfNO2=(180-74)/2=53°,
LMO2= LMN×tan(∠MNO2)= 0.9429×tan53°=1.251mm,
Rf = LMO2=1.251mm。因为该侧为非工作面,齿根圆角部分受的力是压应力,R稍小不会明显影响齿根弯曲强度,Rf 可以满足要求。
7,给定大压力角侧过度刃压力角αg g=15°,小压力角侧过度刃压力角αf g=8°,分别作两侧滚刀齿顶圆弧的过度刃切线,按公法线长度的上偏差(Δ1=0.2665 mm)作两边的平行线,分别与两边过度刃交于S和Sf点,按相关公式计算出两点到刀具中线的高度:
hs =12.05mm, hsf = 12.499mm。
以该高度值作为齿条的齿顶高分别和该齿轮的两侧齿面相啮合所得的啮合起始点圆即是按上偏差磨齿时所得到的渐开线起始圆,其直径分别为:
大压力角侧 dF1 g= 200.03mm <dE!g=201.795mm,
小压力角侧 dF1f = 207.40mm <dE!f=207.751mm;
采用该参数滚刀滚齿后,即使按上偏差磨齿,所生成的渐开线起始点也可以满足齿轮啮合要求(按其它偏差磨齿,都可以满足齿轮啮合要求)。
如果不能满足要求,则可用调整刀具的齿顶高ha0或减小大压力角侧滚刀齿顶圆弧Rg值的办法来重新设计。
8,作出主刀刃线,算出主刀刃和过度刃交点B和Bf点的高度,
hB= 11.223mm, hBf= 10.519mm。
A和Af点的高度,hA= 12.678mm, hAf= 13.094mm。
计算刀具中线齿厚(两侧主刀刃间长度)
S= LⅡⅢ-Δ/cosαg -Δ/cosαf = 15.9956-0.35/cos34°-0.35/cos16°=15.209mm
9,因为该小齿轮的两侧的变位系数相同,滚齿时两侧可以同时滚到尺寸,不需要用修正一侧的刀具齿厚的办法来设计刀具。
10,经计算,要加工出该齿轮的两侧齿顶圆处的齿廓,分别需要刀具的齿根有效高度为8.93mm和6.07mm,考虑的余量和齿根圆角等因素,取全齿高H= 2.6mn = 26mm, 刀具齿根圆角R==0.15mn=1.5mm,完成滚刀齿廓设计。
加工大齿轮的刀具和加工小齿轮的刀具的设计顺序和方法基本相同,几个区别点:
1,如前所述,加工大齿轮的刀具的挖根量要比加工小齿轮的刀具的量大,留磨量要比加工小齿轮的刀具的量小。因为大齿轮的渐开线起始圆直径更容易保证,所以加工大齿轮的刀具的齿顶圆角半径可以比比加工小齿轮的刀具的值取得大。
2,本实施例的大齿轮两侧的变位系数不同,必须用修正一侧的刀具齿厚的办法来设计刀具,使得达到按非修正侧齿轮的变位系数加工齿轮时,修正侧刀刃加工出来的齿面就是按原来设计的变位系数加工出来的齿面。按修正一侧的刀具齿厚修改该侧的主刀刃,并重新计算相关参数变化后的值。
大齿轮滚刀计算结果如下:
1,刀具的齿顶高ha0=14.00 mm
齿轮的工作侧和非工作侧的啮合起始圆直径,工作侧dE!g=930.788mm,非工作侧啮合起始圆直径dE!f=936.776mm。
挖根量Δ=0.5mm、Δ0=0.105mm,则Δ-Δ0=0.395mm,Δ1=0.187mm,ΔW= 0.45mm,两侧的取值相同。
滚刀齿顶圆弧半径,大压力角侧Rg=3.6mm;,小压力角侧Rf = 1.624mm。
过度刃压力角,大压力角侧αg g=15°,小压力角侧αf g=8°,
S和Sf点的高度:hs = 10.993mm, hsf =10.67mm。
渐开线起始圆直径分别为:
大压力角侧 dF1 g= 926.628mm <dE!g=930.778mm,
小压力角侧 dF1f = 928.594mm <dE!f=936.776mm;
渐开线起始点可以满足齿轮啮合要求。
A和Af点的高度,hA= 12.413mm, hAf= 12.824mm。
B和Bf点的高度,hB= 10.430mm, hBf= 9.157mm。
刀具中线齿厚S= 15.472mm
全齿高H=2.6mn=26mm, 刀具齿根圆角R==0.15mn=1.5mm。
2,对刀具齿厚的修正
齿轮工作侧变位系数xg2 =0.0543,非工作侧变位系数xf2=0.0651。
非工作侧比工作侧变位系数大Δx = xf2- xg2 =0.0651-0.0543=0.0108,
滚齿时非工作侧比工作侧径向要少滚的深度为Δh =Δx·mn =0.0108×10=0.108mm。
如果齿轮按非工作侧变位系数xf2=0.0651加工,则非工作侧齿面加工到位后,刀具还要二次进刀Δh = 0.108mm才能把工作侧齿面加工到位;为了避免再二次进刀,可以对工作侧刀的齿厚加厚ΔSg =Δh·2·tanαg= 0.108×2×tan34°= 0.1457 mm。
也可以按齿轮工作侧变位系数xg2 =0.0543加工,则工作侧齿面加工到位时,非工作侧齿面已经超深进刀了Δh = 0.108mm,这时必须对非工作侧刀的齿厚减薄ΔSf =Δh·2·tanαf= 0.108×2×tan16°=0.0619mm,才能保证工作侧齿面加工到位时,非工作侧齿面也同时加工到位。
两种修正齿厚的方法可随意选择,本实施例采用按齿轮工作侧变位系数xg2 =0.0543加工,非工作侧刀的齿厚减薄ΔSf =0.0619mm的办法对刀具进行修正。
同时,还要把非工作侧刀的齿顶圆角半径减小ΔSf ·cosαf=0.0619×cos16°=0.0595mm。
修正后刀具非工作侧刀的齿顶圆角半径Rf = 1.624-0.0595=1.5645mm。
修正后刀具齿厚S =15.472-0.0619=15.41mm。
重算非工作侧Bf点的高度, hBf=9.204mm;Af点的高度, hAf= 12.867mm。
用本实施例所要加工的齿轮两侧的压力角差高达18°,具有很大的加工难度,采用本实施例设计的滚刀不但可以完成其加工,而且可保证所加工的齿轮经热处理后磨齿时不磨到齿根,实现齿根圆滑过度。本实施例把加工小齿轮滚刀34°大压力角侧的齿顶圆角半径设计成3mm=0.3mn,已达到25°压力角对称齿留磨滚刀的齿顶圆角半径~0.3mn的极限值;把加工大齿轮滚刀34°大压力角侧的齿顶圆角半径设计成3.6mm=0.36mn,已接近20°压力角对称齿留磨滚刀的齿顶圆角半径~0.4mn的常用值;可明显提高齿根的抗弯强度。同时,虽然本实施例所要加工的大齿轮两侧齿廓的变位系数不同,采用本实施例所设计的滚刀,可以做到一次进刀后同时完成两侧齿面加工,为此类齿轮的加工提供了方便和简捷。
总之,本实用新型提出了一种打破传统规范的非对称齿廓齿轮留磨滚刀,采用该形式齿廓的滚刀,不仅可解决两侧压力角14°~40°的范围内的非对称齿廓齿轮的滚齿加工,实现磨齿后齿根圆滑过度;还可以较大幅度地加大大压力角侧的齿根圆角半径,明显提高齿根的抗弯强度;加工两侧齿廓的变位系数不同的齿轮时,可以做到一次进刀后同时完成两侧齿面加工,加工方便和简捷。
以上所述仅为本发明之较佳可行实施例而已,非因此局限本发明的专利保护范围。除上述实施例外,本发明还可以有其他实施方式,例如两侧压力角的差值在特殊需要时可突破6°~18°范围。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围内。
Claims (5)
1.一种非对称齿廓渐开线齿轮留磨滚刀,其特征在于,所述滚刀的法向齿廓为非对称齿条齿廓,其中工作侧齿廓包括加工时包络生成轮齿工作侧渐开线的工作侧主刀刃、加工时生成轮齿工作侧齿根部位弧线的工作侧刀具齿顶圆弧及位于所述工作侧主刀刃与所述工作侧刀具齿顶圆弧之间的工作侧过渡刃;其中非工作侧齿廓包括加工时包络生成轮齿非工作侧渐开线的非工作侧主刀刃、加工时生成轮齿非工作侧齿根部位弧线的非工作侧刀具齿顶圆弧及位于所述非工作侧主刀刃与所述非工作侧刀具齿顶圆弧之间的非工作侧过渡刃;所述工作侧主刀刃的压力角范围为14°~40°,且所述工作侧主刀刃的压力角比所述非工作侧主刀刃的压力角大6°~18°。
2.根据权利要求1所述的非对称齿廓渐开线齿轮留磨滚刀,其特征在于,所述工作侧刀具齿顶圆弧的半径大于所述非工作侧刀具齿顶圆弧的半径。
3.根据权利要求1所述的非对称齿廓渐开线齿轮留磨滚刀,其特征在于,所述工作侧齿廓及非工作侧齿廓的齿顶高ha与所加工齿轮的模数m之间的关系为1.0 m≤ha≤1.45m。
4.根据权利要求1或2或3所述的非对称齿廓渐开线齿轮留磨滚刀,其特征在于,所述工作侧齿廓和所述非工作侧齿廓都留有挖根量。
5.根据权利要求1或2或3所述的非对称齿廓渐开线齿轮留磨滚刀,其特征在于,所述工作侧齿廓和所述非工作侧齿廓的挖根量为零。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012201028443U CN202490983U (zh) | 2012-03-19 | 2012-03-19 | 非对称齿廓渐开线齿轮留磨滚刀 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012201028443U CN202490983U (zh) | 2012-03-19 | 2012-03-19 | 非对称齿廓渐开线齿轮留磨滚刀 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202490983U true CN202490983U (zh) | 2012-10-17 |
Family
ID=46997226
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012201028443U Expired - Fee Related CN202490983U (zh) | 2012-03-19 | 2012-03-19 | 非对称齿廓渐开线齿轮留磨滚刀 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202490983U (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103009028A (zh) * | 2012-12-18 | 2013-04-03 | 贵州黎阳航空动力有限公司 | 一种挖根齿轮滚齿刀具的变模数折线齿廓设计方法 |
| CN103071862A (zh) * | 2012-12-24 | 2013-05-01 | 贵州黎阳航空动力有限公司 | 直齿锥齿轮不磨齿根的加工方法 |
| CN104889505A (zh) * | 2015-06-08 | 2015-09-09 | 南车戚墅堰机车车辆工艺研究所有限公司 | 非对称滚刀及其设计方法 |
| CN104889501A (zh) * | 2015-06-08 | 2015-09-09 | 南车戚墅堰机车车辆工艺研究所有限公司 | 非完全对称渐开线齿轮及其专用切齿滚刀和加工方法 |
| CN106180911A (zh) * | 2016-08-22 | 2016-12-07 | 荆州恒隆汽车技术(检测)中心 | 一种三角花键滚齿刀具的设计方法 |
| CN108136525A (zh) * | 2015-10-15 | 2018-06-08 | 丹佛斯动力系统责任有限公司 | 用于切削具有不对称齿的齿轮的旋转机械刀具和方法 |
-
2012
- 2012-03-19 CN CN2012201028443U patent/CN202490983U/zh not_active Expired - Fee Related
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103009028A (zh) * | 2012-12-18 | 2013-04-03 | 贵州黎阳航空动力有限公司 | 一种挖根齿轮滚齿刀具的变模数折线齿廓设计方法 |
| CN103071862A (zh) * | 2012-12-24 | 2013-05-01 | 贵州黎阳航空动力有限公司 | 直齿锥齿轮不磨齿根的加工方法 |
| CN104889505A (zh) * | 2015-06-08 | 2015-09-09 | 南车戚墅堰机车车辆工艺研究所有限公司 | 非对称滚刀及其设计方法 |
| CN104889501A (zh) * | 2015-06-08 | 2015-09-09 | 南车戚墅堰机车车辆工艺研究所有限公司 | 非完全对称渐开线齿轮及其专用切齿滚刀和加工方法 |
| CN104889501B (zh) * | 2015-06-08 | 2017-04-12 | 南车戚墅堰机车车辆工艺研究所有限公司 | 非完全对称渐开线齿轮及其专用切齿滚刀和加工方法 |
| CN104889505B (zh) * | 2015-06-08 | 2017-07-21 | 中车戚墅堰机车车辆工艺研究所有限公司 | 非对称滚刀及其设计方法 |
| CN108136525A (zh) * | 2015-10-15 | 2018-06-08 | 丹佛斯动力系统责任有限公司 | 用于切削具有不对称齿的齿轮的旋转机械刀具和方法 |
| CN108136525B (zh) * | 2015-10-15 | 2019-06-18 | 丹佛斯动力系统责任有限公司 | 用于切削具有不对称齿的齿轮的旋转机械刀具和方法 |
| US11338380B2 (en) | 2015-10-15 | 2022-05-24 | Danfoss Power Solutions S.R.L. | Rotating machine tool and process for cutting gearwheels with asymmetrical teeth |
| CN106180911A (zh) * | 2016-08-22 | 2016-12-07 | 荆州恒隆汽车技术(检测)中心 | 一种三角花键滚齿刀具的设计方法 |
| CN106180911B (zh) * | 2016-08-22 | 2018-01-26 | 荆州恒隆汽车技术(检测)中心 | 一种三角花键滚齿刀具的设计方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202490983U (zh) | 非对称齿廓渐开线齿轮留磨滚刀 | |
| CN102451938B (zh) | 一种数铣加工螺纹刀具的加工方法 | |
| CN101774029B (zh) | 环面蜗杆螺旋面的车削方法 | |
| CN103418822B (zh) | 汽轮机转子轮槽粗铣刀及其制造工艺 | |
| CN103252687B (zh) | 一种轮槽精拉刀齿形数控磨削工艺 | |
| US20130045058A1 (en) | Drilling tool | |
| CN103551674A (zh) | 用于微线段齿轮加工的磨前滚刀 | |
| CN106270812A (zh) | 一种数控车床加工环面蜗杆螺旋面的方法 | |
| CN102430817A (zh) | 平面二次包络环面蜗杆五轴侧铣加工方法 | |
| CN204818285U (zh) | 一种带锯条 | |
| CN203509232U (zh) | 用于微线段齿轮加工的磨前滚刀 | |
| CN105252029A (zh) | 改进型螺纹刀片及其实现方法 | |
| CN103817381B (zh) | 一种渐开线内花键找正工装及找正方法 | |
| CN202162437U (zh) | 一种纵树形成型铣刀 | |
| CN105014308A (zh) | 一种微型钢球的制造方法 | |
| CN101837484B (zh) | 环面蜗杆螺旋面的铣削方法 | |
| CN103350260A (zh) | 一种剃齿刀修形方法 | |
| CN201470969U (zh) | 一种汽轮机叶片的叶根外槽与倒角三面刃铣刀 | |
| CN202304720U (zh) | 插齿机刀轴的蜗杆齿形的粗加工检测量具 | |
| CN201625804U (zh) | 不等分立铣刀 | |
| CN103170811A (zh) | 一种曲轴正时齿轮的制造方法 | |
| CN100522438C (zh) | 一种对剃齿刀进行修形的方法 | |
| CN107116346A (zh) | 一种螺旋伞齿轮的精加工方法 | |
| CN105728871B (zh) | 一种半蜗轮模具型腔的制作方法 | |
| RU103084U1 (ru) | Сборный инструмент для снятия фасок и заусенцев с торцов зубьев зубчатых колес |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20121017 Termination date: 20170319 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |