CN202224886U - 螺柱焊接用定位装置 - Google Patents
螺柱焊接用定位装置 Download PDFInfo
- Publication number
- CN202224886U CN202224886U CN2011203010628U CN201120301062U CN202224886U CN 202224886 U CN202224886 U CN 202224886U CN 2011203010628 U CN2011203010628 U CN 2011203010628U CN 201120301062 U CN201120301062 U CN 201120301062U CN 202224886 U CN202224886 U CN 202224886U
- Authority
- CN
- China
- Prior art keywords
- positioning
- hole
- welding
- template
- locating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Abstract
本实用新型的目的是提供一种螺柱焊接用定位装置,从根本上解决现有螺柱焊接存在的间距偏差大、工作效率低的问题,包括支撑焊枪的一个垂直度支脚杆和两个底部带内螺纹的定位支脚杆,其技术要点是:每个定位支脚杆的底部连接定位销的一端,定位销的另一端插入定位模板的定位孔内,定位模板上设置有对应排列的定位孔和磁环孔,每两个定位孔中心连线的垂直平分线与一个磁环孔的中心线在同一直线上,两个定位孔与一个磁环孔构成一焊接组,待焊螺柱固定在定位模板的磁环孔中。在焊接时,只要将定位销插入模板定位孔内,即可保证螺柱焊接后间距符合位置公差要求。因此,其结构简单,操作方便,定位快捷、准确,显著提高螺柱焊接质量和工作效率。
Description
技术领域
本实用新型涉及一种用于螺柱焊接设备的辅助工具,特别是一种可以保证焊接后多个螺柱的间距符合位置公差要求的螺柱焊接用定位装置,属于机械加工的焊接领域。
背景技术
近些年来,随着焊接技术的不断发展,螺柱焊接设备在各个领域得到广范应用。一般情况下多个螺柱焊接作业,因主要是靠纯手工划线找点定位螺柱进行操作,故生产效率很低。当对螺柱焊接后的间距有一定位置公差要求时,这种螺柱焊接设备的焊接作业方式间距偏差大,满足不了螺柱间距的位置公差要求,焊接质量难以保证。
实用新型内容
本实用新型的目的是提供一种螺柱焊接用定位装置,从根本上解决现有螺柱焊接存在的间距偏差大、工作效率低的问题,其结构简单,操作方便,定位快捷、准确,显著提高螺柱焊接质量和工作效率。
本实用新型的技术方案是:该螺柱焊接用定位装置包括支撑焊枪的一个垂直度支脚杆和两个底部带内螺纹的定位支脚杆,其技术要点是:每个所述定位支脚杆的底部利用螺纹连接定位销的一端,定位销的另一端插入定位模板的定位孔内,定位模板上设置有对应排列的定位孔和磁环孔,每两个定位孔中心连线的垂直平分线与一个磁环孔的中心线在同一直线上,两个定位孔与一个磁环孔构成一焊接组,待焊螺柱固定在定位模板的每个焊接组的磁环孔中。
本实用新型的优点及积极的技术效果是:由于本实用新型的定位模板将两个定位孔与一个磁环孔构成一焊接组,两个定位销通过螺纹连接在焊枪的定位支脚杆上,将待焊螺柱固定在定位模板的每个焊接组的磁环孔中,所以在焊接时,只要将两个定位销分别插入模板的两个定位孔内,即可保证螺柱焊接后间距符合位置公差要求。因此,该定位装置结构简单,操作方便,操作时只需将定位销插入定位模板的定位孔内,焊枪另一个支脚定位焊枪的垂直度。因定位模板通过其上定位孔的精度直接控制焊接后螺柱之间的间距,故定位快捷、准确,显著提高螺柱焊接质量和工作效率,进而从根本上解决现有螺柱焊接存在的间距偏差大、工作效率低的问题。
附图说明
结合附图对本实用新型作进一步说明:
图1是本实用新型的一种结构示意图;
图2是图1中定位模板的一种结构示意图;
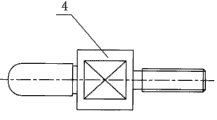
图3是图1中定位销的一种结构示意图;
图4是图3的侧视图。
图中序号说明:1焊枪、2定位支脚杆、3磁环座、4定位销、5定位模板、6垂直度支脚杆、7定位孔、8磁环孔、9减载孔。
具体实施方式
根据图1~4对本实用新型作详细描述。该螺柱焊接用定位装置包括支撑焊枪1的一个垂直度支脚杆6和两个底部带内螺纹的定位支脚杆2、定位销4和定位模板5等件。其中每个定位支脚杆2的底部利用螺纹连接定位销4带螺纹的一端,定位销4的另一端插入定位模板5的定位孔7内。定位模板5上设置有对应排列的定位孔7和磁环孔8,每两个定位孔7的中心连线的垂直平分线与一个磁环孔8的中心线在同一直线上。两个定位孔7与一个磁环孔8构成一焊接组。焊接组的数量应根据待焊螺柱的数量确定。为了减轻定位模板5的重量,在其上设置了一些减载孔9,减载孔9的规格和数量应根据实际需要设置。待焊螺柱焊接时,将其通过磁环(图中未示出)固定在定位模板5的每个焊接组的磁环孔8中。
该定位装置在焊接作业时,只要将连接在两个定位支脚杆2底部的两个定位销3插入定位模板4的两个定位孔5内即可。
本实用新型的加工、制作及作业的操作都非常简单方便,通过定位模板5上的定位孔7与磁环孔8的位置精度,定位快捷、准确,确保螺柱焊接后,完全满足位置公差的要求,从而显著提高螺柱焊接质量和工作效率。
Claims (1)
1.一种螺柱焊接用定位装置,包括支撑焊枪的一个垂直度支脚杆和两个底部带内螺纹的定位支脚杆,其特征在于:每个所述定位支脚杆的底部利用螺纹连接定位销的一端,定位销的另一端插入定位模板的定位孔内,定位模板上设置有对应排列的定位孔和磁环孔,每两个定位孔中心连线的垂直平分线与一个磁环孔的中心线在同一直线上,两个定位孔与一个磁环孔构成一焊接组,待焊螺柱固定在定位模板的每个焊接组的磁环孔中。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011203010628U CN202224886U (zh) | 2011-08-18 | 2011-08-18 | 螺柱焊接用定位装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011203010628U CN202224886U (zh) | 2011-08-18 | 2011-08-18 | 螺柱焊接用定位装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202224886U true CN202224886U (zh) | 2012-05-23 |
Family
ID=46075493
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011203010628U Expired - Fee Related CN202224886U (zh) | 2011-08-18 | 2011-08-18 | 螺柱焊接用定位装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202224886U (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104889546A (zh) * | 2015-06-05 | 2015-09-09 | 苏州梦之捷焊接技术有限公司 | 一种螺柱焊的螺柱定位装置及其在短周期螺柱焊中的应用 |
| CN105598564A (zh) * | 2016-03-30 | 2016-05-25 | 胡长建 | 一种实现t型焊钉全自动螺柱焊的装置 |
| CN105598565A (zh) * | 2016-03-30 | 2016-05-25 | 胡长建 | 一种适用于t型焊钉自动螺柱焊的装置 |
| CN107671393A (zh) * | 2017-11-13 | 2018-02-09 | 中国冶集团有限公司 | 接驳器焊接装置及焊接方法 |
| CN111278594A (zh) * | 2017-12-18 | 2020-06-12 | 喜利得股份公司 | 栓柱焊枪 |
| CN113695717A (zh) * | 2021-09-30 | 2021-11-26 | 北京电子科技职业学院 | 车身螺柱焊焊接模板制作及其优化 |
| CN114932298A (zh) * | 2022-06-29 | 2022-08-23 | 中国航发动力股份有限公司 | 一种用于曲面工件螺柱焊的定位夹具及其使用方法 |
-
2011
- 2011-08-18 CN CN2011203010628U patent/CN202224886U/zh not_active Expired - Fee Related
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104889546A (zh) * | 2015-06-05 | 2015-09-09 | 苏州梦之捷焊接技术有限公司 | 一种螺柱焊的螺柱定位装置及其在短周期螺柱焊中的应用 |
| CN105598564A (zh) * | 2016-03-30 | 2016-05-25 | 胡长建 | 一种实现t型焊钉全自动螺柱焊的装置 |
| CN105598565A (zh) * | 2016-03-30 | 2016-05-25 | 胡长建 | 一种适用于t型焊钉自动螺柱焊的装置 |
| CN107671393A (zh) * | 2017-11-13 | 2018-02-09 | 中国冶集团有限公司 | 接驳器焊接装置及焊接方法 |
| CN111278594A (zh) * | 2017-12-18 | 2020-06-12 | 喜利得股份公司 | 栓柱焊枪 |
| CN111278594B (zh) * | 2017-12-18 | 2023-03-10 | 喜利得股份公司 | 栓柱焊枪 |
| CN113695717A (zh) * | 2021-09-30 | 2021-11-26 | 北京电子科技职业学院 | 车身螺柱焊焊接模板制作及其优化 |
| CN114932298A (zh) * | 2022-06-29 | 2022-08-23 | 中国航发动力股份有限公司 | 一种用于曲面工件螺柱焊的定位夹具及其使用方法 |
| CN114932298B (zh) * | 2022-06-29 | 2023-08-25 | 中国航发动力股份有限公司 | 一种用于曲面工件螺柱焊的定位夹具及其使用方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202224886U (zh) | 螺柱焊接用定位装置 | |
| CN205967913U (zh) | 一种管道法兰焊接定位工装 | |
| CN202846183U (zh) | 一种用于连杆凸台面和螺栓孔的加工工具 | |
| CN103100901B (zh) | 薄壁弧面打斜孔定位工装 | |
| CN203622010U (zh) | 一种传动拐臂加工的快速装夹定位装置 | |
| CN201997784U (zh) | 一种叶冠叶根端面为偏心弧面的汽轮机导叶片加工夹具 | |
| CN204621437U (zh) | 采用夹具将船用纵壁板与球扁钢定位焊接的固定结构 | |
| CN110666535A (zh) | 批量加工多面体产品的装夹工具及方法 | |
| CN204471013U (zh) | 新型旁承底座工装 | |
| CN201815761U (zh) | 用于减速机齿轮的线切割对齿夹具 | |
| CN203599885U (zh) | 锥齿轮齿面定位夹具 | |
| CN102785103B (zh) | 一种用于电缆夹铣削加工的夹具 | |
| CN203390580U (zh) | 一种用于铣钩尾框两侧面的自动分中工装 | |
| CN204584791U (zh) | 异形件钻孔工装 | |
| CN203804615U (zh) | 一种提高十字孔钻孔垂直度精度的装置 | |
| CN205237240U (zh) | 加工大型齿轮零件的专用夹具 | |
| CN201769066U (zh) | 一种准备定位卡爪架 | |
| CN201862813U (zh) | 牙叉钻孔卡具 | |
| CN203556912U (zh) | 用于工件钻孔加工的组合钻模 | |
| CN204686117U (zh) | 一种精确定位钻套安装板 | |
| CN104924117A (zh) | 一种用于加工l型柴油机机体的模块化工装及其使用方法 | |
| CN204800323U (zh) | 一种用于加工l型柴油机机体的模块化工装 | |
| CN202964169U (zh) | 薄壁弧面打斜孔定位工装 | |
| CN204621436U (zh) | 采用夹具将船用纵壁板与扁钢定位焊接的固定结构 | |
| CN203437977U (zh) | 拨叉镗孔用定位工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20120523 Termination date: 20160818 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |