CN202087867U - Single-shaft multistation deep hole drilling machine - Google Patents
Single-shaft multistation deep hole drilling machine Download PDFInfo
- Publication number
- CN202087867U CN202087867U CN2011200801069U CN201120080106U CN202087867U CN 202087867 U CN202087867 U CN 202087867U CN 2011200801069 U CN2011200801069 U CN 2011200801069U CN 201120080106 U CN201120080106 U CN 201120080106U CN 202087867 U CN202087867 U CN 202087867U
- Authority
- CN
- China
- Prior art keywords
- slide carriage
- drilling machine
- deep hole
- drill bit
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Abstract
The utility model provides a single-shaft multistation deep hole drilling machine which comprises a transverse guide rail, a drill driving device and a workpiece clamping feed system, wherein the transverse guide rail is transversely arranged on a lathe bed of the drilling machine; the drill driving device is fixed at one end of the guide rail; a drill is connected on the drill driving device; and the workpiece clamping feed system is arranged in a pointing direction of the drill on the guide rail. In the single-shaft multistation deep hole drilling machine, the transverse movement of a workpiece to be machined is realized by the adopting of the combination of a slide carriage and a linear guide rail; the per se axial arbitrary rotation of the workpiece is realized by the using of an indexing head clamp; and the coordination machining of different stations of the workpiece and a gun drill is realized through the combination of transverse movement and rotation, thereby realizing the machining of a single-shaft multistation deep hole.
Description
Technical field
The utility model relates to a kind of drilling machine, relates in particular to a kind of single shaft multistation deep hole drilling machine.
Background technology
Deep hole machining is the important component part of machining, because processing parts is longer, the draw ratio of machining hole is bigger, and at special workpiece to be processed and station requirement, generally all design specialized lathe and cutter are processed.
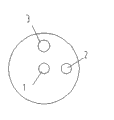
Fig. 1 is the structural representation of present common deep hole drilling machine, under the driving of drive motors 101, drill bit knife rest 102 is along guide rail direction of arrow straight-line feed, drill bit 103 rotation drillings, clamping device 104 and positioning clamping device 106 all are fixed on guide rail or the lathe bed, clampings that be positioned of processing rod member 105, drill bit 103 rotations and straight-line feed to rod member boring process.In addition, deep hole drilling machine also is furnished with drill bit guiding support device and chip removal cooling system mostly.This common deep hole drilling machine station is more single, drill bit can only be along the guide rail straight-line feed, positioning clamping device also can only carry out length adjustment along the guide rail direction, generally require drill bit and processing rod member central shaft concentric, promptly can only process the centre bore of rod member, but in actual process, the hole to be processed on the rod member may not be all on the rod member axle center.Below with shown in Figure 2 be example for workpiece, use existing common driller processing shown in Figure 1, on the end face of workpiece to be processed, have three holes to need processing, hole 1 is the centre bore of workpiece, also all there is clear and definite status requirement in hole 2 and hole 3.In order to realize processing, following several different methods can be arranged to porous:
1: adopt multivariant cutter driving device: the multiple degrees of freedom structure by the drill bit drive unit realizes that the multistation of drill bit moves, and changes the relative position of drill bit on workpiece processing end face, and then realizes the multistation processing to workpiece.Multivariant process tool is all very common on common apparatus such as building-block machine, machining center, but in deep hole drilling machine, use also fewer.At first its topmost shortcoming still is that cost is too high, and complicated structure causes regular maintenance and breakdown maintenance cost higher; Simultaneously, elongated stability of bit is relatively poor, and it is stable, firmly to make every effort to drive unit, also will be furnished with support guide and cooling chip removal device simultaneously, and a whole set of complicated structure is not suitable for multiple degrees of freedom and drives.
2: the mode of employing multiple clamping changes the relative position of workpiece and cutter: promptly at each processing stations, all to change installation way one time, realize cooperating of workpiece different station and drill bit by multiple clamping, and then realize multistation processing workpiece.This method major defect: need multiple clamping in the operating process, what have also needs to design special fixture at each station, and operation is loaded down with trivial details, the amount of labour is big, efficient is low, influence machining accuracy.
In order to capture this difficult problem, a lot of businessmans have released different separately schemes, for example, the utility model patent (patent publication No. is 200920241699.5) that name is called " a kind of continous drilling machine " shows a kind of drilling machine with a plurality of stations, but, this drilling machine is that the adjusting by universal joint realizes the multistation operation, though this design can realize the purpose of multistation processing, but the inconvenient common laborer's operation of the design of drilling machine, it is complicated that its structure still shows slightly, and a plurality of drill bits are used to process and cause cost higher being unfavorable for to promote the use of.
Therefore, be necessary to provide a kind of multistation processing time of can realizing, frame for movement is simple, easy-to-use and practical deep hole machining drilling machine.
The utility model content
The purpose of this utility model is to solve present single shaft deep hole machining drilling machine complicated operation, the not enough simple question of structure, avoid adding the too much duplication of labour in man-hour, shortcoming at prior art, the utility model provides a kind of single shaft multistation deep hole drilling machine, comprise horizontal cross slide way on the drilling machine lathe bed, be fixed on the drill bit drive unit of guide rail one end, connect a drill bit on the described drill bit drive unit, wherein, comprise that also one is installed in the clamping workpiece feed system on the bit heading direction on the described cross slide way, described clamping workpiece feed system comprises:
Can be along the following slide carriage of described cross slide way translation, described slide carriage top panel down is provided with longitudinal rail;
Can be described relatively down slide carriage make the last slide carriage of longitudinal translation, the described slide carriage lower panel of going up is provided with the longitudinal fluting that adapts to described longitudinal rail, the described slide carriage top panel of going up is provided with twice inverted T-shaped groove, be placed with some bolts in the described inverted T-shaped groove, the screw rod end of described bolt exposes described upper surface of going up slide carriage;
Location expansion chuck with a base, described base connects the described bolt that is placed in the inverted T-shaped groove by nut, is fixed on described going up on the slide carriage;
The front end clamping device is positioned at the side of described location expansion chuck near described drill bit, and by connecting described described the going up on the slide carriage that be bolted to that is placed in the inverted T-shaped groove, the height and position of corresponding described drill bit has and is used for the through hole that workpiece passes.
Above-mentioned single shaft multistation deep hole drilling machine, wherein, described slide carriage down and described ball-screw and the rotary handle that is provided with vertical adjusting between the slide carriage of going up.
Above-mentioned single shaft multistation deep hole drilling machine wherein, also comprises gripper shoe, and by connecting described being bolted on the slide carriage in the inverted T-shaped groove that be placed on, described gripper shoe is between described location expansion chuck and described front end clamping device.
Above-mentioned single shaft multistation deep hole drilling machine, wherein, described gripper shoe comprises that the side all has the V-type opening upper plate and the lower plate base in U-shaped hole, at least one bolt passes described U-shaped hole attaching nut with the fixing combined altitudes of V-type opening upper plate and lower plate base.
Above-mentioned single shaft multistation deep hole drilling machine, wherein, the one division dish is by its main shaft worm and gear described location expansion chuck that is in transmission connection, and described calibration card connects a turning handle.
The utility model has the advantages that:
1, simple in structure, easy to maintenance, need not complicated drill bit and drive and free degree control device, without the design specialized anchor clamps, all adopt universal architecture and part;
2, the range of work is wide, can be applicable to that different length, different-diameter axial workpiece axially process;
3, multistation processing, one-time positioning clamping can realize the multistation processing to part, can hole to the optional position on the part processing end face.
Description of drawings
By reading the detailed description of non-limiting example being done with reference to following accompanying drawing, it is more obvious that other features, objects and advantages of the present utility model will become:
Fig. 1 illustrates according to of the present utility model, the structural representation of the deep hole drilling machine that a kind of prior art is common;
Fig. 2 illustrates according to of the present utility model, the workpiece planarization schematic diagram of a generation processing;
Fig. 3 illustrates according to of the present utility model, a kind of perspective view of single shaft multistation deep hole drilling machine; And
Fig. 4 illustrates according to of the present utility model, a kind of local enlarged diagram of workpiece clamp feed system of single shaft multistation deep hole drilling machine.
The specific embodiment
Below in conjunction with the drawings and the specific embodiments the utility model is further elaborated.The specific embodiment described herein only is used to explain the utility model, and is not used in qualification protection domain of the present utility model.
Fig. 3 illustrates according to of the present utility model, a kind of perspective view of single shaft multistation deep hole drilling machine.Particularly, single shaft multistation deep hole drilling machine comprises horizontal cross slide way 302 on the drilling machine lathe bed, is fixed on the drill bit drive unit 301 of guide rail one end, connects a drill bit 304 on the drill bit drive unit, and 304 on drill bit rotates.
Comprise that also one is installed in the clamping workpiece feed system 305 of bit heading direction on the guide rail, preferably, comprise that also one is installed in the guiding gripper shoe 303 on the guide rail, drill bit 304 passes guiding gripper shoe 303, clamping workpiece feed system 305 is carried out left and right sides lateral adjustments by ball-screw 306 as shown in the figure, the supporting role of 304 guiding of 303 pairs of drill bits of guiding gripper shoe.
In a specific embodiment, the reference of clamping workpiece feed system 305 go out as shown in Figure 4 according to of the present utility model, a kind of local enlarged diagram of workpiece clamp feed system of single shaft multistation deep hole drilling machine, comprise front end clamping device 501, workpiece support plate 502, location expansion chuck 504, workpiece 503 is installed between front end clamping device 501 and the location expansion chuck 504 as shown in the figure, workpiece support plate 502, dividing head 505, following slide carriage 506, last slide carriage 507, longitudinal rail 508, and ball-screw 509.Wherein, article two, longitudinal rail 508 is arranged on down on the slide carriage 506, last slide carriage 507 is installed in down on the slide carriage 506 by ball-screw 509, make that going up slide carriage 507 can descend slide carriage 506 to vertically move relatively, last slide carriage 507 upper surfaces are provided with two inverted T shape grooves (unnumbered among the figure), further, front end clamping device 501, workpiece support plate 502 and location expansion chuck 504 are bolted on the slide carriage 507 by some respectively, preferably, bolt one end is placed in the inverted T shape groove, makes front end clamping device 501, and workpiece support plate 502 and location expansion chuck 504 all can be in last slide carriage 507 adjusting lateral attitudes.Further, front end clamping device 501 is installed in a side of close drill bit 304 on the slide carriage 507, location expansion chuck 504 is installed on the slide carriage 507 side away from drill bit 304, and workpiece support plate 502 is installed on the slide carriage 507 front end clamping device 501 and locatees between the expansion chuck 504.Wherein, dividing head 505 is used to control workpiece and does axially rotation, and dividing head 505 is provided with handle and is used for operation.
Present embodiment is when processing parts, and clamping workpiece feed system 305 drives by ball-screw 306, achieves traverse feed and retreats, and finishes the boring processing and the withdrawing of drill bit.
In sum, bit location of the present utility model is fixed, drill gun only rotates, and by the workpiece straight-line feed: the fixed reamer head grasping drive unit can guarantee the positioning accuracy and the stability of drill bit to greatest extent, with the supporting guider of drill bit also simple and stable more.On the other hand, multistation processing of the present utility model realizes by location of workpiece conversion: drill bit and rod member central shaft to be processed are positioned at same horizontal plane, the traverse feed of workpiece energy, can also vertically move, be equipped with simultaneously and rotatablely move, guaranteed to match with drill bit in arbitrary coordinate position on the workpiece processing end face to process.
More than specific embodiment of the utility model is described.It will be appreciated that the utility model is not limited to above-mentioned specific implementations, wherein method of not describing in detail to the greatest extent and processing procedure are construed as with the common mode in this area and are implemented; Those skilled in the art can make various distortion or modification within the scope of the claims, and this does not influence flesh and blood of the present utility model.
Claims (4)
1. single shaft multistation deep hole drilling machine, comprise horizontal cross slide way on the drilling machine lathe bed, be fixed on the drill bit drive unit of guide rail one end, connect a drill bit on the described drill bit drive unit, it is characterized in that, comprise that also one is installed in the clamping workpiece feed system on the bit heading direction on the described cross slide way, described clamping workpiece feed system comprises:
Can be along the following slide carriage of described cross slide way translation, described slide carriage top panel down is provided with longitudinal rail;
Can be described relatively down slide carriage make the last slide carriage of longitudinal translation, the described slide carriage lower panel of going up is provided with the longitudinal fluting that adapts to described longitudinal rail, the described slide carriage top panel of going up is provided with twice inverted T-shaped groove, be placed with some bolts in the described inverted T-shaped groove, the screw rod end of described bolt exposes described upper surface of going up slide carriage;
Location expansion chuck with a base, described base connects the described bolt that is placed in the inverted T-shaped groove by nut, is fixed on described going up on the slide carriage;
The front end clamping device is positioned at the side of described location expansion chuck near described drill bit, and by connecting described described the going up on the slide carriage that be bolted to that is placed in the inverted T-shaped groove, the height and position of corresponding described drill bit has and is used for the through hole that workpiece passes;
The one division dish is by its main shaft worm and gear described location expansion chuck that is in transmission connection, and described calibration card connects a turning handle.
2. single shaft multistation deep hole drilling machine according to claim 1 is characterized in that, described slide carriage down and described ball-screw and the rotary handle that is provided with vertical adjusting between the slide carriage of going up.
3. single shaft multistation deep hole drilling machine according to claim 1, it is characterized in that, also comprise gripper shoe, by connecting described being bolted on the slide carriage in the inverted T-shaped groove that be placed on, described gripper shoe is between described location expansion chuck and described front end clamping device.
4. single shaft multistation deep hole drilling machine according to claim 3, it is characterized in that, described gripper shoe comprises that the side all has the V-type opening upper plate and the lower plate base in U-shaped hole, and at least one bolt passes described U-shaped hole attaching nut with the fixing combined altitudes of V-type opening upper plate and lower plate base.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011200801069U CN202087867U (en) | 2011-03-24 | 2011-03-24 | Single-shaft multistation deep hole drilling machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011200801069U CN202087867U (en) | 2011-03-24 | 2011-03-24 | Single-shaft multistation deep hole drilling machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202087867U true CN202087867U (en) | 2011-12-28 |
Family
ID=45362964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011200801069U Expired - Fee Related CN202087867U (en) | 2011-03-24 | 2011-03-24 | Single-shaft multistation deep hole drilling machine |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202087867U (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102658383A (en) * | 2012-05-09 | 2012-09-12 | 浙江凯吉汽车零部件制造有限公司 | Machine tool for machining rocker arm bore of bearing cap of cylinder of automobile engine and method thereof |
| CN103658762A (en) * | 2013-12-09 | 2014-03-26 | 沈阳航空航天大学 | Radial precise drilling clamp for straight cylindrical parts |
| CN103302535B (en) * | 2013-07-11 | 2016-01-20 | 南京东华传动轴有限公司 | For fixture and the processing fork shaft method thereof of fork shaft fork centre bore |
| CN105904522A (en) * | 2016-06-21 | 2016-08-31 | 佛山市顺德区新马木工机械设备有限公司 | Horizontal multi-shaft woodworking deep hole drilling machine |
| CN107175726A (en) * | 2017-07-20 | 2017-09-19 | 无锡红中红木业有限公司 | Round log puncher |
| CN107252910A (en) * | 2017-07-24 | 2017-10-17 | 重庆奔隆机械有限公司 | A kind of lathe with drilling function |
| CN107571409A (en) * | 2017-10-26 | 2018-01-12 | 中建材衢州金格兰石英有限公司 | The deep hole drilling apparatus and its deep hole processing method of quartz glass tube |
| CN109332756A (en) * | 2018-11-28 | 2019-02-15 | 宜昌江峡船用机械有限责任公司 | Deep hole drilling apparatus and method |
| CN112059235A (en) * | 2020-08-10 | 2020-12-11 | 浙江汇丰汽车零部件股份有限公司 | Shaft body deep hole machining system and using method thereof |
| CN114570962A (en) * | 2020-12-01 | 2022-06-03 | 杭州云模科技有限公司 | Novel transverse drilling machine |
| CN114603645A (en) * | 2022-04-26 | 2022-06-10 | 广州想象智能科技发展有限公司 | Drilling device capable of machining deep and long holes and manufacturing method of process fence |
-
2011
- 2011-03-24 CN CN2011200801069U patent/CN202087867U/en not_active Expired - Fee Related
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102658383A (en) * | 2012-05-09 | 2012-09-12 | 浙江凯吉汽车零部件制造有限公司 | Machine tool for machining rocker arm bore of bearing cap of cylinder of automobile engine and method thereof |
| CN103302535B (en) * | 2013-07-11 | 2016-01-20 | 南京东华传动轴有限公司 | For fixture and the processing fork shaft method thereof of fork shaft fork centre bore |
| CN103658762A (en) * | 2013-12-09 | 2014-03-26 | 沈阳航空航天大学 | Radial precise drilling clamp for straight cylindrical parts |
| CN103658762B (en) * | 2013-12-09 | 2015-12-02 | 沈阳航空航天大学 | The radial drill precise holes fixture of a kind of linear cylindrical class part |
| CN105904522B (en) * | 2016-06-21 | 2018-10-26 | 佛山市顺德区新马木工机械设备有限公司 | A kind of Horizontal multi-shaft carpenter deep hole drilling machine |
| CN105904522A (en) * | 2016-06-21 | 2016-08-31 | 佛山市顺德区新马木工机械设备有限公司 | Horizontal multi-shaft woodworking deep hole drilling machine |
| CN107175726A (en) * | 2017-07-20 | 2017-09-19 | 无锡红中红木业有限公司 | Round log puncher |
| CN107252910A (en) * | 2017-07-24 | 2017-10-17 | 重庆奔隆机械有限公司 | A kind of lathe with drilling function |
| CN107571409A (en) * | 2017-10-26 | 2018-01-12 | 中建材衢州金格兰石英有限公司 | The deep hole drilling apparatus and its deep hole processing method of quartz glass tube |
| CN107571409B (en) * | 2017-10-26 | 2023-05-16 | 中建材衢州金格兰石英有限公司 | Deep hole machining device and deep hole machining method for quartz glass tube |
| CN109332756A (en) * | 2018-11-28 | 2019-02-15 | 宜昌江峡船用机械有限责任公司 | Deep hole drilling apparatus and method |
| CN109332756B (en) * | 2018-11-28 | 2023-11-28 | 宜昌江峡船用机械有限责任公司 | Deep hole machining device and method |
| CN112059235A (en) * | 2020-08-10 | 2020-12-11 | 浙江汇丰汽车零部件股份有限公司 | Shaft body deep hole machining system and using method thereof |
| CN114570962A (en) * | 2020-12-01 | 2022-06-03 | 杭州云模科技有限公司 | Novel transverse drilling machine |
| CN114603645A (en) * | 2022-04-26 | 2022-06-10 | 广州想象智能科技发展有限公司 | Drilling device capable of machining deep and long holes and manufacturing method of process fence |
| CN114603645B (en) * | 2022-04-26 | 2023-01-20 | 广州想象智能科技发展有限公司 | Drilling device capable of machining deep and long holes and manufacturing method of process fence |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202087867U (en) | Single-shaft multistation deep hole drilling machine | |
| CN103962602B (en) | numerical control multi-shaft gantry drilling and milling machine tool | |
| CN203696007U (en) | Drilling machine for steel tubes | |
| CN101954501B (en) | Drilling platform of pipe numerical control drilling machine | |
| CN104647045B (en) | Processing device of automobile brake caliper support | |
| CN105537641A (en) | Drilling and chambering combined machine tool | |
| CN110899755B (en) | Multi-station numerical control drilling center | |
| CN116748881B (en) | Hot rolling U rib system of processing for bridge | |
| CN203726125U (en) | Full-automatic numerical control combined lathe | |
| CN106735430A (en) | A kind of large-sized boiler drum and header high-speed numeric control drilling machine | |
| CN109623387A (en) | It is a kind of for processing the automatic drilling slotter of lock pin | |
| CN105537949A (en) | Drilling and milling combined machine tool | |
| CN202114317U (en) | Special multi-head milling machine | |
| CN202070787U (en) | Deep hole drilling equipment | |
| CN202498234U (en) | Numerical control drilling machine | |
| CN206702591U (en) | A kind of magnetic floats the automatic drilling and milling device of H type sleepers | |
| CN103692529B (en) | The timber flexible compound processing unit (plant) of the two spindle combinations formulas of a kind of double-manipulator | |
| CN203437682U (en) | Double-drill-bit horizontal drilling machine | |
| CN207696137U (en) | A kind of drilling machine fixing device | |
| CN106964806A (en) | One kind automation beveler | |
| CN111659918A (en) | Perforating device for building based on multidirectional drilling technique | |
| CN207086958U (en) | A kind of automatic double-head drilling machine | |
| CN201744901U (en) | Multistation machine tool | |
| CN214867444U (en) | Deep hole drilling machine capable of processing connecting holes at edge part of workpiece | |
| CN106964987A (en) | A kind of magnetic floats the automatic milling drill method of H type sleepers and device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20111228 Termination date: 20140324 |