CN202052967U - 一种钻床夹具 - Google Patents
一种钻床夹具 Download PDFInfo
- Publication number
- CN202052967U CN202052967U CN 201120093159 CN201120093159U CN202052967U CN 202052967 U CN202052967 U CN 202052967U CN 201120093159 CN201120093159 CN 201120093159 CN 201120093159 U CN201120093159 U CN 201120093159U CN 202052967 U CN202052967 U CN 202052967U
- Authority
- CN
- China
- Prior art keywords
- base
- workpiece
- seat
- shaped
- jig
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Drilling And Boring (AREA)
- Jigs For Machine Tools (AREA)
Abstract
一种钻床夹具,属金属加工技术领域,其技术方案是:该夹具构成中包括矩形底座以及安装在底座上的导向定位装置和移动压板,所述底座的一端中部设置有横截面为T型的条状豁口;所述导向定位装置包括两个开口相对的V型定位块,第一V型定位块与条状豁口内的T型键固接,其两臂内侧各设有一个工件夹紧块,两工件夹紧块与底座上垂直于条状豁口的滑槽滑动连接,在条状豁口的外端设置有平行于条状豁口的压紧螺钉;第二V型定位块通过可调支座固定于底座的另一端,所述移动压板压在两V型定位块之间的工件上并通过螺栓与底座连接。同传统钻床夹具相比,本实用新型具有操作简单,定位精度好、定位速度快等优点,可大大提高工件的加工质量和加工效率。
Description
技术领域
本实用新型涉及一种可对形状不规则的条状工件进行自动定位、装夹的钻床夹具,属金属加工技术领域。
背景技术
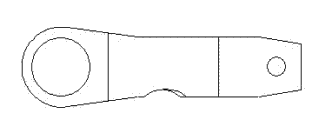
使用钻床对工件进行钻削加工时,应先将工件精确装夹在夹具上,装夹的定位精度直接影响到加工精度。传统的钻床夹具装夹工件时一般是采用划线法确定工件位置,然后利用移动压板将工件压紧。但对于形状不规则的条状工件(例如图1、图2所示的工件),这种夹具很难保证工件的位置精度,严重影响了钻床的加工精度,而且操作复杂,装夹效率低。
实用新型内容
本实用新型的目的在于克服现有技术的不足、提供一种操作简单、装夹精度高、速度快的钻床夹具。
本实用新型所称问题是以下述技术方案实现的:
一种钻床夹具,构成中包括矩形底座以及安装在底座上的导向定位装置和移动压板,所述底座的一端中部设置有横截面为T型的条状豁口;所述导向定位装置包括两个开口相对的V型定位块,第一V型定位块与条状豁口内的T型键固接,其两臂内侧各设有一个工件夹紧块,两工件夹紧块通过定位键与底座上垂直于条状豁口的滑槽滑动连接,在条状豁口的外端设置有平行于条状豁口的第一V型定位块压紧螺钉;第二V型定位块通过可调支座固定于底座的另一端,所述移动压板压在两V型定位块之间的工件上并通过螺栓与底座连接。
上述钻床夹具,所述可调支座包括阶梯螺杆和筒状螺杆座,所述筒状螺杆座固定于底座端部且与条状豁口平行,其外端固定有封板,所述阶梯螺杆的中部位于筒状螺杆座内,其直径较小的一端从封板的中心孔穿出并设置有蝶形螺母,另一端与第二V型定位块固接,在阶梯螺杆与筒状螺杆座之间设置有压缩弹簧和圆柱销,所述圆柱销一端位于阶梯螺杆侧壁上的销孔内,另一端位于筒状螺杆座内壁上的轴向导槽内。
上述钻床夹具,构成中还包括翻转钻模,所述翻转钻模由钻模板和钻模座组成,所述钻模座固定于底座上且位于工件的一侧,所述钻模板通过转轴与钻模座转动连接,钻模板上设置有与工件上的孔位相对应的钻套和/或铰套,在钻模座上靠近钻模板边缘处还固定有竖直螺栓,所述竖直螺栓上设置有菱形螺母。
上述钻床夹具,在底座上还设置有工件高度调节螺栓,所述工件高度调节螺栓位于第二V型定位块的下方。
本实用新型以工件外形作为定位基准,利用两个V型定位块和两个工件夹紧块自动完成工件的对中和定位,使工件上的孔位与钻模板上的钻套或铰套相对,然后由移动压板将工件压紧。同传统钻床夹具相比,本实用新型具有操作简单,定位精度好、定位速度快等优点,可大大提高工件的加工质量和加工效率。
附图说明
下面结合附图对本实用新型作进一步详述。
图1是一种工件的结构示意图;
图2是图1的俯视图;
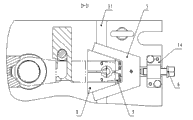
图3是本实用新型的结构示意图;
图4是B-B剖视图;
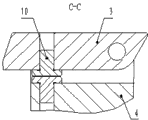
图5是C-C剖视图;
图6是D-D剖视图;
图7是H-H剖视图;
图8是M-M剖视图;
图9是工件的装夹示意图。
图中各标号为:1、蝶形螺母;2、底座;3、钻模板;4、钻模座;5、第一V型定位块;6、压紧螺钉;7、阶梯螺杆;8、工件夹紧块;9、挡板;10、支承;11、转轴;12、菱形螺母;13、螺栓;14、固定座;15、定位键;16、固定钻套;17、钻套螺钉;18、工件高度调节螺栓;19、快换钻套及铰套;20、衬套;21、移动压板;22、T型键;23、第二V型定位块;24、圆柱销;25、筒状螺杆座;26、压缩弹簧;27、压紧盘;28、封板;29、工件;30、条状豁口;31、滑槽。
具体实施方式
参看图3~图8,本实用新型主要由底座2、钻模板3、第一V型定位块5、压紧螺钉6、阶梯螺杆7、工件夹紧块8、移动压板21、第二V型定位块23、筒状螺杆座25、压缩弹簧26组成。第二V型定位块23通过可调支座固定在底座2上,钻模板3通过钻模座4与底座2连接,第一V型定位块5通过T型键22与底座2连接,两个工件夹紧块8通过定位键15与底座2连接。
本实用新型以工件外形作为定位基准,采用导向定位装置和移动压板21定位,第二V型定位块23通过阶梯螺杆7和筒状螺杆座25与底座2连接,其右端为第一V型定位块5,第一V型定位块5通过T型键22与底座2连接,而工件夹紧块8通过定位键15与底座2连接,旋转压紧螺钉6推动第一V型定位块5,第一V型定位块5推动两个工件夹紧块8在第一V型定位块5移动方向的垂直方向移动,这样,将工件自动对中定位,保证两孔在同一轴线。移动压板21用于压紧工件,为斜面设计,压紧时可与工件紧密贴合。翻转钻模主要由钻模板3、钻模座4、支承10、转轴11、菱形螺母12、固定钻套16、快换钻套及铰套19及衬套20组成,钻模板3与钻模座4由转轴11连接,钻模座4与底座2连接,装夹工件时将钻模板3立起,工件装夹完成,将钻模板3放下,靠支承10定位,拧紧菱形螺母12,将钻模板3位置固定,依靠固定钻套16、快换钻套及铰套19的导向钻孔及铰孔。
Claims (4)
1.一种钻床夹具,其特征在于,该夹具构成中包括矩形底座(2)以及安装在底座(2)上的导向定位装置和移动压板(21),所述底座(2)的一端中部设置有横截面为T型的条状豁口(30);所述导向定位装置包括两个开口相对的V型定位块,第一V型定位块与条状豁口(30)内的T型键(22)固接,其两臂内侧各设有一个工件夹紧块(8),两工件夹紧块(8)通过定位键(15)与底座(2)上垂直于条状豁口(30)的滑槽(31)滑动连接,在条状豁口(30)的外端设置有平行于条状豁口(30)的第一V型定位块压紧螺钉(6);第二V型定位块(23)通过可调支座固定于底座(2)的另一端,所述移动压板(21)压在两V型定位块之间的工件(29)上并通过螺栓与底座(2)连接。
2.根据权利要求1所述钻床夹具,其特征在于,所述可调支座包括阶梯螺杆(7)和筒状螺杆座(25),所述筒状螺杆座(25)固定于底座(2)端部且与条状豁口(30)平行,其外端固定有封板(28),所述阶梯螺杆(7)的中部位于筒状螺杆座(25)内,其直径较小的一端从封板(28)的中心孔穿出并设置有蝶形螺母(1),另一端与第二V型定位块(23)固接,在阶梯螺杆(7)与筒状螺杆座(25)之间设置有压缩弹簧(26)和圆柱销(24),所述圆柱销(24)一端位于阶梯螺杆(7)侧壁上的销孔内,另一端位于筒状螺杆座(25)内壁上的轴向导槽内。
3.根据权利要求1或2所述钻床夹具,其特征在于,构成中还包括翻转钻模,所述翻转钻模由钻模板(3)和钻模座(4)组成,所述钻模座(4)固定于底座(2)上且位于工件(29)的一侧,所述钻模板(3)通过转轴(11)与钻模座(4)转动连接,钻模板(3)上设置有与工件(29)上的孔位相对应的钻套和/或铰套,在钻模座(4)上靠近钻模板(3)边缘处还固定有竖直螺栓,所述竖直螺栓上设置有菱形螺母(12)。
4.根据权利要求3所述钻床夹具,其特征在于,在底座(2)上还设置有工件高度调节螺栓(18),所述工件高度调节螺栓(18)位于第二V型定位块(23)的下方。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201120093159 CN202052967U (zh) | 2011-04-01 | 2011-04-01 | 一种钻床夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201120093159 CN202052967U (zh) | 2011-04-01 | 2011-04-01 | 一种钻床夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202052967U true CN202052967U (zh) | 2011-11-30 |
Family
ID=45012954
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201120093159 Expired - Fee Related CN202052967U (zh) | 2011-04-01 | 2011-04-01 | 一种钻床夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202052967U (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103223607A (zh) * | 2013-05-17 | 2013-07-31 | 常州大学 | 一种多工序一体化连杆夹具 |
| CN103934706A (zh) * | 2014-03-25 | 2014-07-23 | 常州大学 | 工件斜孔加工装置 |
| CN107570763A (zh) * | 2017-11-10 | 2018-01-12 | 禹州市伟朔机械制造厂 | 一种上限位装置 |
| CN108098398A (zh) * | 2016-11-24 | 2018-06-01 | 上海国上机电科技有限公司 | 一种加工轴承销用数控连接装置 |
| CN108188450A (zh) * | 2018-03-12 | 2018-06-22 | 吉林大学 | 一种汽车前刹车调整臂壳体快速夹紧钻床夹具 |
-
2011
- 2011-04-01 CN CN 201120093159 patent/CN202052967U/zh not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103223607A (zh) * | 2013-05-17 | 2013-07-31 | 常州大学 | 一种多工序一体化连杆夹具 |
| CN103934706A (zh) * | 2014-03-25 | 2014-07-23 | 常州大学 | 工件斜孔加工装置 |
| CN103934706B (zh) * | 2014-03-25 | 2016-04-13 | 常州大学 | 工件斜孔加工装置 |
| CN108098398A (zh) * | 2016-11-24 | 2018-06-01 | 上海国上机电科技有限公司 | 一种加工轴承销用数控连接装置 |
| CN107570763A (zh) * | 2017-11-10 | 2018-01-12 | 禹州市伟朔机械制造厂 | 一种上限位装置 |
| CN108188450A (zh) * | 2018-03-12 | 2018-06-22 | 吉林大学 | 一种汽车前刹车调整臂壳体快速夹紧钻床夹具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201304576Y (zh) | 钻床主轴钻孔装置 | |
| CN202052967U (zh) | 一种钻床夹具 | |
| CN204171743U (zh) | 分度旋转铣夹具 | |
| CN204843063U (zh) | 用于加工活塞顶斜油孔的钻夹具 | |
| CN202200004U (zh) | 一种用于发动机连杆衬套的压入工具 | |
| CN205020850U (zh) | 一种自动对头钻床 | |
| CN202010810U (zh) | 一种铣床夹具 | |
| CN102962489B (zh) | 大托板弹孔钻机及其使用方法 | |
| CN207155279U (zh) | 圆环夹具 | |
| CN203184702U (zh) | 快速转动模板式钻模 | |
| CN202949331U (zh) | 一种电机转子磁钢装配的工装 | |
| CN205614064U (zh) | 用于车削长杆类零件的车床 | |
| CN202825253U (zh) | 易定位式方箱夹紧装置 | |
| CN102430936B (zh) | 自适应夹毛坯外形机构 | |
| CN202291529U (zh) | 批量加工等分孔装置 | |
| CN203470974U (zh) | 轴承座端盖两侧安装孔钻削夹具 | |
| CN202964191U (zh) | 一种钻床用简易夹具 | |
| CN202825342U (zh) | 一种用于加工中小型行星架的简易夹具 | |
| CN205270952U (zh) | 一种减速器箱体的机械加工夹具 | |
| CN205342559U (zh) | 一种用于连杆体卡瓦槽加工的装置 | |
| CN204504745U (zh) | 一种微小孔径销孔钻孔与销钉冲压两工位夹具 | |
| CN204748132U (zh) | 用于多个零件同时镗孔的夹具装置 | |
| CN203738449U (zh) | 一种工件斜孔加工装置 | |
| CN207735958U (zh) | 数控机床加工夹具 | |
| CN105458344A (zh) | 一种连杆定位钻模 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20111130 Termination date: 20170401 |