CN201235481Y - 偏光片磨边设备 - Google Patents
偏光片磨边设备 Download PDFInfo
- Publication number
- CN201235481Y CN201235481Y CNU2008200777941U CN200820077794U CN201235481Y CN 201235481 Y CN201235481 Y CN 201235481Y CN U2008200777941 U CNU2008200777941 U CN U2008200777941U CN 200820077794 U CN200820077794 U CN 200820077794U CN 201235481 Y CN201235481 Y CN 201235481Y
- Authority
- CN
- China
- Prior art keywords
- programme
- last item
- theatrical performance
- polaroid
- turntable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images











Abstract
本实用新型提供了一种偏光片磨边设备,解决了现有设备就剪切后的偏光片叠成一叠后对其侧边进行镜面切削加工时定位不准确,造成废品率的升高和生产效率低的问题,包括机架(61)、工作台、电器控制柜(59)和刀具运动机构;工作台设置在机架(61)的左半部分上,切削机构设置在机架(61)的右半部分上,在工作台底座(1)上设置有转台(3),在压台支架(2)上设置有压台(4),且转台(3)和压台(4)上下垂直对应设置,工作台底座(1)上设置有旋转组件和与转台(3)配合的定位机构,压台支架(2)上设置有压台(4)的旋转部件的定位机构;在机架(61)上还固定设置有对偏光片进行切削的刀具运动机构,达到了对偏光片高端产品的要求。
Description
技术领域
本发明涉及一种液晶偏光片的切削加工设备,特别涉及一种对中小尺寸的液晶偏光片的侧边加工设备。
背景技术
液晶偏光片是电脑、手机等显示屏的组成部分。目前中小尺寸偏光片主要采用剪切加工工艺,其侧边尺寸精度和加工表面质量不能满足高端产品的要求。偏光片侧边加工设备就是将剪切后的偏光片叠成一叠后对其侧边进行镜面切削加工。由于偏光片是层状结构,层间涂有粘性材料,每一片偏光片厚度小,表面又很光滑,当压力较小时压不紧,无法进行切削作业,当压力较大时又容易使被压的偏光片相互之间出现滑移甚至从中间崩溃,同时由于偏光片一般为长方形,在对一叠偏光片的一组对边切削加工后需要旋转90度对另一组对边切削加工,在旋转过程中很难保持偏光片的准确定位,同时对一摞偏光片切削过程中常常由于偏光片的定位不准确,造成废品率的升高,另外现有的中小尺寸偏光片侧边加工设备仅限于单工位形式,加工效率很低,目前还没能应用于批量生产,该行业急需多工位中小尺寸偏光片磨边设备。
发明内容
本发明解决了现有中小尺寸偏光片侧边加工设备就剪切后的偏光片叠成一叠后对其侧边进行镜面切削加工时定位不准确,造成废品率的升高,以及现有的中小尺寸偏光片侧边加工设备仅限于单工位形式,不能满足行业的要求的技术问题。
本发明是通过以下方案解决以上问题的:
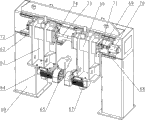
本发明包括机架61、工作台、电器控制柜59和刀具运动机构;工作台设置在机架61的左半部分上,刀具运动机构设置在机架61的右半部分上,在机架61上从左端到右端安装有一副导轨付75,工作台的工作台底座1可在导轨付75上可以左右移动;电器控制柜59中设置有工作控制程序;在工作台底座1上设置有转台3,在工作台底座1上固定设置有压台支架2,在压台支架2上设置有压台4,且转台3和压台4上下垂直对应设置,在该工作台上可设置多组对应的转台3和压台4;所述的工作台底座1上设置有旋转组件和与转台3配合的定位机构,所述的压台支架2上设置有压台4的旋转部件的定位机构;在机架61上还固定设置有工作台驱动电机82、工作台丝杠76和工作台丝杠联轴器80,在工作台上固定安装有丝母连接座77,工作台丝杠螺母78与丝母连接座77固定连接在一起,工作台驱动电机82驱动工作台丝杠76旋转时,工作台丝杠螺母78带动工作台完成向刀具运动机构的直线进给和退出运动;在机架61的右半部上设置有龙门架60,在龙门架60的左立柱上固定设置有左刀具运动机构,在龙门架60的右立柱上固定设置有右刀具运动机构,当工作台进给到龙门架60下时左、右刀具运动机构对偏光片进行切削。
在每组上下垂直对应设置的转台3和压台4之间可活动设置一料盒53,该料盒53为门字形,其内腔与偏光片形状相同,内腔尺寸与偏光片外形尺寸成间隙配合,在料盒内底部活动设置有活动垫块54,在该活动垫块54上可装入一摞偏光片55,在料盒53底部设置有装料定位槽56;在转台3和压台4之间可活动设置一转动叉58,在转动叉58的下叉头处活动设置有U形尼龙叉57,尼龙叉57设置在料盒53下面将料盒53垫起,实现对一摞偏光片的切削前的定位。
本发明的有益效果是提供了一种中小尺寸偏光片加工设备,可使其侧边尺寸精度、相邻侧边的垂直度和加工表面质量达到偏光片高端产品的要求,其多工位的生产方式,大大提高了生产效率,满足了偏光片生产的生产的要求。
附图说明
图1为本发明的总体结构示意图
图2为本发明的工作台驱动部分主视图
图3为本发明的工作台驱动部分左视图
图4为本发明的工作台结构示意图
图5为本发明的旋转组件主视图
图6为本发明的旋转组件A向视图
图7为本发明的转台结构示意图
图8为本发明的与转台配合的旋转定位机构结构示意图
图9为本发明的压台组件结构示意图
图10为本发明的压台结构示意图
图11为本发明的压台上的旋转部件定位机构示意图
图12为本发明的压台结构示意图
图13为本发明的料盒结构示意图
图14为本发明的尼龙叉结构示意图
图15为本发明的转动叉结构示意图
图16为本发明的切削机构结构示意图
其中:1-工作台底座 2-压台支架 3-转台 4-压台 5-电机安装座6-电机 7-连轴器 8-固定支撑 9-活动支撑 10-丝杠 11-导轨付12-齿条安装板 13-丝杠螺母 14-连接板 15-齿条 16-不完全齿轮 17-转台座 18-转轴 19-转台焊接架 20-转台安装板 21-转盘 22-下深沟球轴承 23-下交叉滚子轴承 24-转台活动定位块25-转台方柱 26-定位气缸 27-定位导轨 28-定位滑块 29-U形叉 30-转台固定定位块 31-压台锁紧气缸座 32-压台固定定位块33-杯形上压台 34-油缸 35-压台安装基板 36-油缸安装基板37-侧板 38-推杆安装座 39-压台方柱 40-滑块 41-滑块导轨42-上交叉滚子轴承 43-上深沟球轴承 44-尼龙镶块 45-压台轴46-通过孔 47-万向结 48-锁紧气缸 49-压台活动定位块A 50-圆形压块 51-压台活动定位块B 52-推杆 53-料盒 54-活动垫块55-偏光片 56-装料定位槽 57-尼龙叉 58-转动叉 59-控制器60-龙门架 61-机架 62-左刀具运动导轨 63-左刀盘安装架64-左主轴电机 65-左刀盘 66-右刀盘安装架 67-右主轴电机68-右刀具运动导轨 69-刀架移动电机安装座 70-刀架移动电机71-刀架移动固定支撑 72-刀架移动活动支撑 73-刀架移动丝杠74-右旋螺母 75-工作台移动导轨付 76-工作台丝杠77-丝母连接座 78-工作台丝杠螺母 79-工作台丝杠固定支撑80-工作台丝杠联轴器 81-工作台电机安装座 82-工作台驱动电机
具体实施方式
下面结合附图对本发明进行说明:
偏光片磨边设备包括机架61、工作台、电器控制柜59和刀具运动机构,在电器控制柜59中设置有控制整个设备工作的程序;
本发明装置大致可分为三部分,即机架61、在机架61的左半部分上设置的工作台部分和在机架61的右半部分上设置的刀具运动机构部分。在机架61上安装有导轨付75,工作台在该导轨付75上可从左半部移动到刀具运动机构的龙门架60的下方,待偏光片被切削后再从龙门架下退出到机架的左半部。整个移动和切削工作由电器控制柜59中的程序自动控制。
在机架61上还固定设置有电机安装座81,工作台驱动电机82固定安装在电机安装座81的一侧,工作台丝杠固定支承79固定安装在电机安装座81的另一侧,工作台丝杠76通过工作台丝杠联轴器80与工作台驱动电机82连接在一起。工作台上固定安装有丝母连接座77,工作台丝杠螺母78与丝母连接座77固定连接在一起,工作台底座1与工作台移动导轨付75上的滑块固定连接在一起。工作台驱动电机82驱动工作台丝杠76旋转时,工作台丝杠螺母78带动工作台完成向刀具运动机构的直线进给和退出运动,从而完成对偏光片的侧边的切削工作。
在机架61的右半部上设置有龙门架60,在龙门架60的左立柱上固定设置有左刀具运动导轨62,在左刀具运动导轨62上活动设置有左刀盘安装架63,左刀盘安装架63的下端固定设置有左主轴电机64,其输出轴上设置有左刀盘65,在龙门架60的右立柱上固定设置有右刀具运动导轨68,在右刀具运动导轨68上活动设置有右刀盘安装架66,右刀盘安装架66的下端固定设置有右主轴电机67,其输出轴上设置有右刀盘,在龙门架60的横梁上的右侧固定设置有刀架移动电机安装座69、刀架移动固定支撑71和刀架移动活动支撑72,在刀架移动固定支撑71和刀架移动活动支撑72中设置有刀架移动丝杠73,刀架移动丝杠73通过右旋螺母74与左刀盘安装架63的上端固定连接在一起,刀架移动丝杠73通过左旋螺母与右刀盘安装架66的上端固定连接在一起,刀架移动电机70驱动刀架移动丝杠73转动,刀架移动丝杠73带动左、右旋螺母,左旋螺母带动右刀盘安装架66右旋螺母带动左刀盘安装架63,实现对偏光片的切削。
工作台包括工作台底座1、压台支架2、转台3和压台4。在该工作台上可设置多组转台3和压台4。在机架1上固定设置有电机安装座5、该电机安装座上固定安装有电机6,电机6的输出轴通过连轴器7与连接在固定支撑8和活动支撑9上的丝杠10连接在一起,在工作台底座1上固定设置有导轨付11,在该导轨付11上设置有可沿导轨付11左右滑动的齿条安装板12。在丝杠10上设置有丝杠螺母13,丝杠螺母13固定设置在连接板14的一端,连接板14的另一端与齿条安装板12固定连接在一起;电机6驱动丝杠10转动,丝杠10带动丝杠螺母13左右移动,丝杠螺母13通过连接板14带动齿条安装板12沿导轨付11实现左右移动,在齿条安装板12上设置有齿条15,齿条15与不完全齿轮16啮合;在机架1上固定设置有转台3,转台3的转台座17固定设置在机架1上,转台座17中活动设置有转轴18,在转台座17内上端处设置有下交叉滚子轴承23,在转台座17内下端处设置有下深沟球轴承22,转轴18与转台座17通过下交叉滚子轴承23和下深沟球轴承22配合,且转轴18从转台座17中通过,在转轴18的下端部设置有不完全齿轮16,该不完全齿轮16在外力作用下可驱动转轴18转动,在转轴18上端固定设置有一转盘21,转盘21上固定设置有转台方柱25,在转盘21外边缘下侧处设置有转台活动定位块24,在机架1上固定设置有转台焊接架19,在转台焊接架19上固定设置有转台安装板20,在转台安装板20上及转台3的侧面设置有定位气缸26,在转台安装板20上固定设置有定位导轨27,该定位导轨27上设置有定位滑块28,该定位滑块28上设置有U形叉29,该U形叉29一端与定位气缸26的输出轴连接在一起,在转台安装板20上及转台3的侧面还固定设置有转台固定定位块30,当转台3中的转盘转动到使其上的转台活动定位块24与转台固定定位块30相接触时,U形叉29在定位气缸26的推动下向前运动,U形叉29的叉头将转台活动定位块24与转台固定定位块30叉紧,从而保证了转台3上的转盘的准确定位。在转盘21外边缘下侧处还设置有另一转台活动定位块,该转台活动定位块与转台活动定位块24成90度角,用以实现当转台与压台压紧偏光片时旋转90度后的转台的准确定位
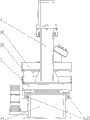
在工作台底座1正上方的压台支架2上固定设置有水平安装的压台安装基板35,在压台安装基板35中央处设置有通过孔46,在压台安装基板35的两侧上方固定设置有左、右侧板37,在左、右37上端固定设置有油缸安装基板36,油缸安装基板36上固定设置有油缸34,左侧板与一副导轨付的滑块40固定连接,该导轨付的滑块导轨41固定在压台轴45上,右侧板与另一副导轨付的滑块固定连接,该导轨付的滑块导轨固定在压台轴45的另一面,压台轴45的上端通过万向结47与油缸34的输出轴固定连接在一起,压台轴45的下端头部穿出压台安装基板35的通过孔46,在伸出压台安装基板35的通过孔46的压台轴45的下端头部外部设置有杯形上压台33,在该杯形上压台33的内侧上端设置有上交叉滚子轴承42,在杯形上压台33的内侧下端设置有上深沟球轴承43,压台轴45的下头部通过这两个轴承与杯形上压台33配合,实现杯形上压台33围绕压台轴45的旋转,在杯形上压台33的底部与压台方柱39固定连接,压台方柱39下部固定设置有尼龙镶块44用以压住偏光片。在压台安装基板35左侧下方固定设置有压台锁紧气缸座31,在压台安装基板35右侧下方固定设置有推杆安装座38,在压台锁紧气缸座31上固定设置有锁紧气缸48,锁紧气缸48的输出轴与推杆52的一端固定连接,推杆的另一端活动设置在推杆安装座38上,在推杆52上固定设置一圆形压块50,在杯形上压台33的外侧设置有压台活动定位块B,锁紧气缸48推动推杆52及其上的圆形压块50与杯形上压台33的外侧设置有压台活动定位块B配合实现压台的准确定位。在杯形上压台33的外侧还设置有压台活动定位块A,压台活动定位块A与压台活动定位块B成90度角,用以实现当转台与压台压紧偏光片时旋转90度后的压台的准确定位。
转台3带动压台上的杯形上压台33转动90度角是通过一个活动的转动叉58来实现的,该转动叉58由立柱及在立柱两端部设置的插头组成,转动叉58的下叉头可活动的插入转台方柱25上,转动叉的上插头可同时插入压台4的压台方柱39上,不完全齿轮16可带动转轴18转动,转轴18带动转台方柱25,转台方柱25将力通过转动叉传给杯形上压台33,使杯形上压台33、压台方柱39和转台方柱25一起同步转动,从而实现一摞偏光片55在压紧状态下的上下同步旋转。
料盒53为门字形,其内腔与偏光片形状相同,内腔尺寸与偏光片大外形尺寸成间隙配合,在料盒内底部活动设置有活动垫块54,在该活动垫块54上可装入一摞偏光片55,在料盒53底部设置有装料定位槽56。尼龙叉57为U形,活动设置在转动叉58的下叉头的上,将料盒53垫起,当油缸34的输出轴向下运动通过压台轴45、压台方柱39和尼龙镶块44将一摞偏光片压紧后,先将尼龙叉57从侧面抽出,再将转动叉58抽出后将料盒53向下移动到转台3处,从侧面抽出料盒55,从而完成一摞偏光片的切削前的定位。
Claims (2)
1、一种偏光片磨边设备,包括机架(61)、工作台、电器控制柜(59)和刀具运动机构;工作台设置在机架(61)的左半部分上,切削机构设置在机架(61)的右半部分上,在机架(61)上从左端到右端安装有一副导轨付(75),工作台的工作台底座(1)可在导轨付(75)上可以左右移动;电器控制柜(59)中设置有工作控制程序;其特征在于,在工作台底座(1)上设置有转台(3),在工作台底座(1)上固定设置有压台支架(2),在压台支架(2)上设置有压台(4),且转台(3)和压台(4)上下垂直对应设置,在该工作台上可设置多组对应的转台(3)和压台(4);所述的工作台底座(1)上设置有旋转组件和与转台(3)配合的定位机构,所述的压台支架(2)上设置有压台(4)的旋转部件的定位机构;在机架(61)上还固定设置有工作台驱动电机(82)、工作台丝杠(76)和工作台丝杠联轴器(80),在工作台上固定安装有丝母连接座(77),工作台丝杠螺母(78)与丝母连接座(77)固定连接在一起,工作台驱动电机(82)驱动工作台丝杠(76)旋转时,工作台丝杠螺母(78)带动工作台完成向刀具运动机构的直线进给和退出运动;在机架(61)的右半部上方设置有龙门架(60),在龙门架(60)的左立柱上固定设置有左刀具运动机构,在龙门架(60)的右立柱上固定设置有右刀具运动机构,当工作台进给到龙门架(60)下时左、右刀具运动机构对偏光片进行切削。
2、根据权利要求1所述的一种偏光片磨边设备,其特征在于,在每组上下垂直对应设置的转台(3)和压台(4)之间可活动设置一料盒(53),该料盒(53)为门字形,其内腔与偏光片形状相同,内腔尺寸与偏光片外形尺寸成间隙配合,在料盒内底部活动设置有活动垫块(54),在该活动垫块(54)上可装入一摞偏光片(55),在料盒(53)底部设置有装料定位槽(56);在转台(3)和压台(4)之间可活动设置一转动叉(58),在转动叉(58)的下叉头处活动设置有U形尼龙叉(57),尼龙叉(57)设置在料盒(53)下面将料盒(53)垫起,实现对一摞偏光片的切削前的定位。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2008200777941U CN201235481Y (zh) | 2008-07-03 | 2008-07-03 | 偏光片磨边设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2008200777941U CN201235481Y (zh) | 2008-07-03 | 2008-07-03 | 偏光片磨边设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201235481Y true CN201235481Y (zh) | 2009-05-13 |
Family
ID=40648218
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNU2008200777941U Expired - Lifetime CN201235481Y (zh) | 2008-07-03 | 2008-07-03 | 偏光片磨边设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201235481Y (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102303156A (zh) * | 2011-09-02 | 2012-01-04 | 王兆国 | 导光板镜面加工专用机 |
| CN103692312A (zh) * | 2013-12-13 | 2014-04-02 | 东莞市传进机械有限公司 | 一种龙门磨边机构以及应用其的自动打磨机 |
| CN107877292A (zh) * | 2017-12-28 | 2018-04-06 | 深圳市新昂慧科技有限公司 | 一种直边异形磨边机 |
-
2008
- 2008-07-03 CN CNU2008200777941U patent/CN201235481Y/zh not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102303156A (zh) * | 2011-09-02 | 2012-01-04 | 王兆国 | 导光板镜面加工专用机 |
| CN103692312A (zh) * | 2013-12-13 | 2014-04-02 | 东莞市传进机械有限公司 | 一种龙门磨边机构以及应用其的自动打磨机 |
| CN107877292A (zh) * | 2017-12-28 | 2018-04-06 | 深圳市新昂慧科技有限公司 | 一种直边异形磨边机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100579722C (zh) | 偏光片磨边设备 | |
| CN100574947C (zh) | 一种用于加工单螺杆压缩机转子的铣床 | |
| CN102320055B (zh) | 直线切割机 | |
| CN104308538B (zh) | 一种数控锁芯组合机 | |
| CN202079628U (zh) | 直线切割机 | |
| CN201235481Y (zh) | 偏光片磨边设备 | |
| CN112405061A (zh) | 一种轮毂去毛边自动化设备 | |
| CN204221362U (zh) | 一种数控锁芯组合机 | |
| CN212705571U (zh) | 一种差速箱体圆盘铣双向固定工装 | |
| CN206869192U (zh) | 轻型多功能自动平板铣边机 | |
| CN101398500B (zh) | 一种加工偏光片的旋转定位机构 | |
| CN205437138U (zh) | 一种压机下压台及使用该旋转压台的冷压机 | |
| CN207372835U (zh) | 一种刀具自动刃磨设备 | |
| CN100579755C (zh) | 一种加工偏光片的压紧装置 | |
| CN109108657A (zh) | 一种可多工件夹持的数控机床 | |
| CN214517846U (zh) | 一种冰箱背板裁切设备 | |
| CN107813193A (zh) | 一种刀具自动刃磨设备及其刃磨方法 | |
| CN211162842U (zh) | 具有急停装置的模具加工工作台 | |
| CN201237650Y (zh) | 一种加工偏光片的旋转定位机构 | |
| CN202571497U (zh) | 数控齿轮倒角机 | |
| CN215395637U (zh) | 一种纸圆裁切机 | |
| CN204735937U (zh) | 专用于加工车用换挡感力块的组合机床 | |
| CN219748208U (zh) | 一种板材加工裁切打孔装置 | |
| CN220881548U (zh) | 一种用于金属制品加工的钻孔装置 | |
| CN217223952U (zh) | 一种碳钢管道切割装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Effective date of abandoning: 20080703 |
|
| C25 | Abandonment of patent right or utility model to avoid double patenting |