Embodiments of the present invention
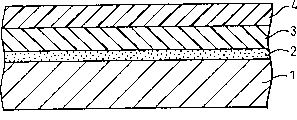
The present invention can realize in the following manner: form at least a chemical conversion coating as solids component that contains simultaneously in silane coupling agent, silicon-dioxide fine particle and tannin and the tannic acid on the one or both sides of metal sheet or plated metal sheet, and form the resin coating that contains the aluminophosphate-based pigment of 1-140 mass parts thereon in addition.Aluminophosphate-based pigment optimization is an aluminium dihydrogen tripolyphosphate because in molded process this coating scrape resistant more.In addition, used chemical conversion coating preferably also contains the vibrin as solids component in the precoat metal plate of the present invention because can improve the cohesive force of coating like this, and in the compression moulding process this coating scrape resistant more.
The resin coating that forms in precoat metal plate of the present invention preferably also comprises rust-stabilising pigment, because can improve the erosion resistance of precoat metal plate like this except aluminophosphate-based pigment.The suitable addition of these pigment is calculated as 140 mass parts or mass parts resin solid composition still less/100 with the total content of aluminophosphate-based pigment and rust-stabilising pigment.In addition, this rust-stabilising pigment is preferably calcium ion-exchanged silicon-dioxide, because can improve erosion resistance like this.
Preferably by applying at least a coating liquid that contains simultaneously in silane coupling agent, silicon-dioxide fine particle and tannin and the tannic acid or such coating liquid that contains vibrin in addition, and the coating liquid of drying coated and form chemical conversion coating in the precoat metal plate of the present invention, can prepare precoat metal plate of the present invention more effectively thus.In addition, preferably, can add thus and more effectively prepare precoat metal plate of the present invention by applying resin coating composition that contains aluminophosphate-based pigment or the resin coating material that contains aluminophosphate-based pigment and rust-stabilising pigment simultaneously, and dry and solidify the resin coating that this resin coating composition forms precoat metal plate of the present invention.
Precoat metal plate by the chromate-free that can be scratched by mould hardly in the compression moulding process its floating coat carries out multiple research, the inventor finds to contain tannin and/or the fine grain chemical conversion coating of tannic acid, silane coupling agent and silicon-dioxide simultaneously when forming on the metal sheet of metal sheet or plating as a result, and form when containing the coating of aluminophosphate-based pigment in addition thereon, can stop the generation that in the compression moulding process, causes the coating stripping phenomenon significantly owing to the scraping of mould.In the compression moulding process, coating is swiped by mould and the reason of peeling off the generation of phenomenon is considered to be in the heavy loading bed die and the coating of precoat metal plate is scratched and consequent shear action is caused on this coating.Therefore, think that two kinds of following methods can address this problem.First method is the cohesive strength that increases between coating and the metal.Second method is to make the shearing force that acts on coating be difficult to be passed to the release surface (interface between coating and the virgin metal plate) of coating.The coating of precoat metal plate of the present invention has the reason of anti-mould scraping performance in the compression moulding process still not fully aware of, but think and contain tannin and/or tannic acid simultaneously, silane coupling agent and silicon-dioxide fine particle and the chemical conversion coating with excellent adhesive property combine with the cold coating layer of the aluminium base pigment of phosphoric acid, thereby, and can stop because the mechanical properties of aluminophosphate-based pigment itself and the shearing force that produces in the coating when compression moulding is passed to the interface between coating and the metal sheet easily because synergy has significantly improved the cohesive force of coating.
Used metal sheet can be common known metal sheet or plated metal sheet in the precoat metal plate of the present invention, for example the steel plate galvanized of cold-rolled steel sheet, hot-rolled steel sheet, hot-dip galvanized steel sheet, electrogalvanizing steel plate, molten alloyization, Aludip, the steel plate of aluminizing-zinc alloy steel plate, being coated with aluminium-magnesium-zinc, the steel plate that is coated with Al-Si-Mg-zinc, stainless steel plate and aluminium sheet.Before chemical conversion is handled, can carry out for example hot water injection and use the alkali oil removing of conventional processing to these metal sheets.
The chemical conversion coating that forms in precoat metal plate of the present invention is characterised in that it contains tannin and/or tannic acid, silane coupling agent and silicon-dioxide fine particle.
Used tannin or tannic acid can be the products that hydrolyzable tannin, concentrated tannin or its part are decomposed.Tannin and tannic acid are had no particular limits, and the example comprises witch hazel tannin, Chinese Nutgalls tannin, gallotannins, myrobalan's tannin, the section's divi divi tannin of tanning, algarobilla tannin (algarobillatannic), ellagitannin (valonia tannic) and catecholtannins.When using " tannic acid: AL " (Fuji Kagaku Kogyo manufacturing), can improve the adhesive property of the processing part of coating especially.To the not special regulation of at least a addition in tannin or the tannic acid, but its content is preferably the 2-80 grams per liter in desiring to be coated on the metal sheet with the chemical conversion solution that forms coating.If at least a addition in tannin or the tannic acid is less than 2 grams per liters, then can not guarantee the rust-proof effect or the coating cohesiveness of coating, if instead it surpasses 80 grams per liters, then can reduce rust-proof effect or coating cohesiveness or tannin or tannic acid to a certain extent can not be dissolved in the aqueous solution.
The example of spendable silane coupling agent comprises γ-(2-aminoethyl) aminopropyl trimethoxysilane, γ-(2-aminoethyl) aminopropyl methyl dimethoxysilane, γ-(2-aminoethyl) aminopropyl triethoxysilane, γ-(2-aminoethyl) aminopropyl methyldiethoxysilane, γ-(2-aminoethyl) aminopropyl methyl dimethoxysilane, gamma-methyl allyl acyloxypropyl trimethoxysilane, the gamma-methyl allyl acyloxypropyl methyl dimethoxysilane, the gamma-methyl allyl acyloxypropyl triethoxyl silane, the gamma-methyl allyl acyloxypropyl methyldiethoxysilane, N-β-(N-vinyl benzyl amino-ethyl)-γ-An Bingjisanjiayangjiguiwan, N-β-(N-vinyl benzyl amino-ethyl)-γ-aminopropyl methyl dimethoxysilane, N-β-(N-vinyl benzyl amino-ethyl)-γ-An Bingjisanyiyangjiguiwan, N-β-(N-vinyl benzyl amino-ethyl)-γ-aminopropyl methyldiethoxysilane, γ-Huan Yangbingyangbingjisanjiayangjiguiwan, γ-epoxypropoxy methyl dimethoxysilane, γ-epoxypropoxy triethoxyl silane, γ-epoxypropoxy methyldiethoxysilane, γ-Qiu Jibingjisanjiayangjiguiwan, γ-sulfydryl propyl group methyl dimethoxysilane, γ-sulfydryl propyl-triethoxysilicane, γ-sulfydryl propyl group methyldiethoxysilane, methyltrimethoxy silane, dimethyldimethoxysil,ne, Union carbide A-162, dimethyldiethoxysilane, vinyl nitrilotriacetic base silane, γ-r-chloropropyl trimethoxyl silane, gamma-chloropropylmethyldimethoxysilane, γ-chloropropyl triethoxysilane, γ-chloropropyl methyldiethoxysilane, hexamethyldisilazane, γ-aniline propyl trimethoxy silicane, γ-aniline propyl group methyl dimethoxysilane, γ-aniline propyl-triethoxysilicane, γ-aniline propyl group methyldiethoxysilane, vinyltrimethoxy silane, the vinyl methyl dimethoxysilane, vinyltriethoxysilane, the vinyl methyldiethoxysilane, octadecyl dimethyl [3-(trimethoxysilyl) propyl group] ammonium chloride, octadecyl dimethyl [3-(methyl dimethoxy oxygen base silyl) propyl group] ammonium chloride, octadecyl dimethyl [3-(triethoxysilyl) propyl group] ammonium chloride, octadecyl dimethyl [3-(methyl diethoxy silyl) propyl group] ammonium chloride, gamma-chloropropylmethyldimethoxysilane, γ-sulfydryl propyl group methyl dimethoxysilane, METHYL TRICHLORO SILANE, dimethyldichlorosilane(DMCS) and trimethylchlorosilane.Particularly, when use has the γ-Huan Yangbingyangbingjisanjiayangjiguiwan of glycidyl ether group or γ-epoxypropoxy triethoxyl silane, can improve the adhesive property of coating processing part.In addition, when using triethoxy type silane coupling agent, can improve the storage stability of surface treatment agent.This is considered to because triethoxyl silane is relatively stable in the aqueous solution, and polyreaction is carried out under lower velocity.
To the not special regulation of the addition of silane coupling agent, but its content is preferably the 2-80 grams per liter in desiring to be coated on the metal sheet with the chemical conversion solution that forms chemical conversion coating.If the content of silane coupling agent is less than 2 grams per liters, then can not obtain in the course of processing, having the coating of abundant high cohesive force, and erosion resistance is not enough, if instead it surpasses 80 grams per liters, then can reduce the cohesive force of coating to a certain extent.
Be used for silicon-dioxide fine particle of the present invention and typically refer to silicon-dioxide, therefore when being scattered in it in water, can stably keep the water-dispersion state with molecule size.The fine grain example of spendable silicon-dioxide comprises commercially available silica gel for example " Snowtex N ", " Snowtex C ", " Snowtex Up ", " Snowtex pS (by Nissan Chemicals Industries; Ltd. makes) and " Adelite AT-20Q " (being made by Asahi Denka Kogyo K.K.), and for example " Aerosil#300 " (the Nippon Aerosil manufacturing) of powder silicon-dioxide.Can suitably select the silicon-dioxide fine particle according to needed property.When using even but the silicon-dioxide fine particle of stable dispersion is for example when " Snowtex C " at pH=4 or when bigger, the storage stability of surface treatment agent can be improved.This is considered to can be adjusted to 4 or bigger because of the pH that is chemical solution, therefore can be suppressed at the silane coupling agent that has the high reactivity reaction under the low pH value and react.
To the also not special regulation of the fine grain addition of silicon-dioxide, but its content is preferably the 1-40 grams per liter in desiring to be coated on the metal sheet with the chemical conversion solution that forms chemical conversion coating.If this content is less than 1 grams per liter, then the processing part adhesive property of coating is poor, if instead surpass 40 grams per liters, then the adhesive property of processing part and erosion resistance reach capacity, and this is disadvantageous.
Also contain vibrin as solids component in the preferred chemical conversion coating, because can improve the processing adhesive property better.To the also not special regulation of the addition of vibrin, but desiring to be coated on the metal sheet when being the 1-60 grams per liter, can improve the adhesive property of processing part biglyyer with the content in the chemical conversion solution of formation chemical conversion coating when it.If content is less than 1 grams per liter, then can not reach the effect of adding polyester, if instead surpass 60 grams per liters, then can reduce the adhesive property of coating processing part to a certain extent.The example of spendable vibrin comprises that " FINETEXES-650 ", " FINETEX ES-611 ", " FINETEX ES-670 ", " FINETEXES-675 " are (by Dai-Nippon Ink﹠amp; Chemicals, Inc. manufacturing), " VILONALMD-1200 ", " VILONAL MD-1220 ", " VILONAL MD-1250 ", " VILONAL MD-1100 ", " VILONAL MD-1330 " and " VILONALMD-1930 " (by Toyobo Co., Ltd. makes).
When being used to form chemical conversion coating of the present invention in the coated chemical conversion solution, can add acid, alkali waits and regulates pH, makes it to be in the scope that can not damage performance.
Preferably by above-mentioned chemical converting agent being coated on the metal sheet and chemical converting agent carried out roasting or heating/drying and on metal sheet, forming chemical conversion coating, because can enhance productivity like this.Preferably 50-250 ℃ of maturing temperature.If maturing temperature is lower than 50 ℃, then evaporation of water speed is slow, and can not obtain satisfied good film forming properties, antirust ability is not enough as a result, if instead maturing temperature is higher than 250 ℃, then as the tannin of organic materials or the moieties of tannic acid or silane coupling agent for example thermolysis of sex change can take place, and can reduce adhesive property or corrosion-resistant effect.Maturing temperature is more preferably 70-160 ℃.In hot-air dry, preferred dry 1-5 second is because can enhance productivity like this.
Coating method to chemical conversion solution has no particular limits, and can adopt common known method for example print roll coating, ring roller coat cloth (ringer roll coating), aerial spraying, hydraulic spraying or dipping.Preferably apply chemical conversion solution,, and can realize scale operation because can apply with good efficiency like this by the common continuous coating line (being called as volume coating line or plate coating line) that all is equipped with these coating equipments.
The solids content of the chemical conversion coating that forms is 10-500mg/m preferably
2If the amount that forms is less than 10mg/m
2, can not guarantee that then the processing part has sufficiently high adhesive property, otherwise, if should amount surpass 500mg/m
2, then can damage the adhesive property of processing part to a certain extent.
In precoat metal plate of the present invention, the resin that is used on chemical conversion coating forming coating can be any form of water type, solvent-borne type, powder-type etc.For the type of resin, can use common known resin for example polypropylene acyl group resin, polyolefin resin, polyurethane-based resin, epoxy, polyester-based resin, poly-butyral base resin and melamine-based resin with himself or the mode that makes up.
Aluminophosphate-based pigment/100 mass parts resin solid the compositions that must contain the 1-140 mass parts in the resin coating of precoat metal plate of the present invention.If the addition of aluminophosphate-based pigment is less than 1 mass parts, then in the compression moulding process, coating is not resisted the effect of scraping, and this is unfavorable.Increase along with the addition of aluminophosphate-based pigment can advantageously improve coating is resisted scraping in the machine-shaping process effect, if but addition surpasses 140 mass parts, and then the workability of precoat metal plate reduces greatly, and this is unfavorable.
The example of spendable aluminophosphate-based pigment comprises common known pigment for example aluminium dihydrogen tripolyphosphate and aluminium metaphosphate.In these pigment, obtain easily aluminium dihydrogen tripolyphosphate and preferred it.The example of spendable aluminium dihydrogen tripolyphosphate comprises " K-WHITE " that the commercially available product that gets is for example made by Tayca Corporation.
In the coating of precoat metal plate of the present invention, preferred interpolation can be brought into play the rust-stabilising pigment of rust inhibition except aluminophosphate-based pigment, because can improve corrosion resistance nature like this.Along with the increase of rust-stabilising pigment addition, can advantageously improve its effect, still, the suitable total content of rust-stabilising pigment and aluminophosphate-based pigment is 140 mass parts or still less/100 in the resin solid composition of mass parts.If the total addition level of aluminophosphate-based pigment and rust-stabilising pigment surpasses 140 mass parts, then can have problems, for example when precoat metal plate was bent, its processing characteristics reduced greatly, and this is not preferred.
The rust-stabilising pigment that adds in the resin coating of precoat metal plate of the present invention can be common known rust-stabilising pigment.The example comprises (1) phosphate rust-stabilising pigment for example zinc phosphate and tertiary iron phosphate, (2) for example calcium molybdate, molybdic acid aluminium and barium molybdate of molybdic acid base rust-stabilising pigment, (3) vanadium base rust-stabilising pigment vanadium oxide for example, (4) for example strontium yellow, zinc chromate, yellow ultramarine, potassiumchromate and baryta yellow of chromate-based rust-stabilising pigment, and (5) fine-particle silicon dioxide be the dispersible silicon-dioxide of water, pyrolytic silicon dioxide and calcium ion-exchanged silicon-dioxide for example.But, preferably do not use the chromic salt rust-stabilising pigment of (4), because there is environmental problem in it.In the silicon dioxide base pigment in (5), preferred calcium ion-exchanged silicon-dioxide is because this silicon-dioxide environmental sound and have good rust-proof effect can have been given play to higher rust-proof effect when adding it as rust-stabilising pigment.The example of spendable calcium ion-exchanged silicon-dioxide comprises " Shieldex " that Grace makes.The rust-stabilising pigment that adds can be the composition of multiple pigment.
In the coating of precoat metal plate of the present invention, can use the known pigment that is commonly called " pigment extender " or be used for painted tinting pigment, and it can be used in combination with those aluminophosphate-based pigment and rust-stabilising pigment." pigment extender " this technical term is meant to improving for example coating fragility or cover the pigment that performance is added of multiple performance that coating must have.The example comprises the silicon-dioxide that can play the talcum of filling or making the inferior light action of coating, be used to improve the titanium white of covering performance (titanium oxide) of coating and make the inferior light of coating or improve its scraping performance.When adding this pigment extender, can advantageously improve above-mentioned multiple performance.The example of spendable tinting pigment comprises common known tinting pigment, and this comprises for example titanium oxide (TiO of mineral dye
2), zinc oxide (ZnO), zirconium white (ZrO
2), lime carbonate (CaCO
3), barium sulfate (BaSO
4), aluminum oxide (Al
2O
3), kaolin, carbon black and ferric oxide (Fe
2O
3, Fe
3O
4) and pigment dyestuff.Preferred combination is used has the multiple pigment extender and the tinting pigment of different-effect, because can bring into play effect separately like this.When adding pigment extender and tinting pigment, the addition of all pigment is that the summation of aluminophosphate-based pigment, rust-stabilising pigment, pigment extender and tinting pigment is suitably 140 mass parts or the resin solid composition of mass parts coating composition still less/100.If the addition of all pigment surpasses 140 mass parts, then can have problems, for example when precoat metal plate was bent, its processability reduced greatly.
In precoat metal plate of the present invention, to the not special regulation of the coat-thickness that contains aluminophosphate-based pigment, yet the multiple performance of coating can change along with the variation of bed thickness, therefore, must suitably select bed thickness according to situation.
In precoat metal plate of the present invention, preferably by preparation in advance contain pigment coating composition (amount of its consumption) for stipulating among the present invention based on the resin solid composition, and apply, dry and solidify this coating composition and form the resin coating that contains aluminophosphate-based pigment, enhance productivity more thus.Coating composition can use with any form in the coating composition of the coating composition of solvent-based coating composition, water type coating composition, fusion coating composition, powder-type coating composition, electrodeposition coating composition, ultraviolet curable and electron beam curable.Can be by for example flow coating (curtain flow coating), the coating of roll-type curtain (roller curtain coating), mould coating, aerial spraying, hydraulic spraying, galvanic deposit coating, powder coated, dipping, the bar type coating or brush cloth and come the applying coating composition of print roll coating, curtain coating of common known coating method.Preferably by being equipped with conventional coating line continuously (being called as volume coating line or plate coating line) the applying coating composition of print roll coating, the mobile coating of curtain coating or roll-type curtain painting equipment, because can apply with good efficiency like this, and can realize scale operation.Dry solidification method that can be by common inhibition for example hotblast stove, direct combustion stove, far-infrared oven or induction heater is come dry, roasting and curing coating composition.When coating composition is the coating composition of ultraviolet curable, can use common known uv-radiation equipment, when coating composition is the coating composition of electron beam curable, can use common known electron beam irradiation equipment.
In precoat metal plate of the present invention, can provide Topcoating on the resin coating of aluminophosphate-based pigment in addition containing.By appearance of coat, color outward appearance, design outward appearance and other coating performance that provides Topcoating can advantageously further improve precoat metal plate.Can form Topcoating by applying common known Topcoating composition and dry, roasting and this coating composition of curing.The example of common known Topcoating composition comprises polyester based Topcoating composition, epoxy group(ing) Topcoating composition, polyurethane-base Topcoating composition, acryl resin and melamine-based Topcoating composition.The Topcoating composition can use with any kind of form in the coating composition of the coating composition of solvent-based coating composition, water type coating composition, powder-type coating composition, electrodeposition coating composition, ultraviolet curable and electron beam curable.The Topcoating composition can contain for example titanium oxide (TiO of common known tinting pigment and pigment extender
2), zinc oxide (ZnO), zirconium white (ZrO
2), lime carbonate (CaCO
3), barium sulfate (BaSO
4), aluminum oxide (Al
2O
3), kaolin, carbon black and ferric oxide (Fe
2O
3, Fe
3O
4), talcum and silicon-dioxide.For the Topcoating composition, also can use common known design coating composition, for example orange peel shape Topcoating composition, wrinkle shape Topcoating composition, mallear stria shape Topcoating composition, entanglement shape (mattedtone) Topcoating composition, metal shape Topcoating composition, pearl shape Topcoating composition or reticulate pattern coating composition.
Can by common known coating method for example print roll coating, curtain coating flow coating, the coating of roll-type curtain, mould coating, aerial spraying, hydraulic spraying, galvanic deposit coating, powder coated, dipping, bar type is coated with or brushing cloth comes the top coating coating composition.Preferably by being equipped with conventional coating line continuously (being called as volume coating line or plate coating line) the top coating coated coating of print roll coating, the mobile coating of curtain coating or roll-type curtain painting equipment, because can apply with good efficiency like this, and can realize scale operation.Can for example hotblast stove, direct combustion stove, far-infrared oven or induction heater come dry, roasting and curing Topcoating composition by common known drying and curing.When the Topcoating composition is the coating composition of ultraviolet curable, can use common known uv-radiation equipment, when the Topcoating composition is the coating composition of electron beam curable, can use common known electron beam irradiation equipment.
Embodiment
To describe the material that is utilized in the experiment below in detail.
1. metal sheet
Following metal sheet is used as the material of testing in the experiment.
Hot-dip galvanized steel sheet (GI)
Thickness of slab: 0.6mm, the applied amounts of zinc: 60g/cm is gone up on each surface
2(two surfaces are all by plating).
Electrogalvanizing steel plate (EG)
Thickness of slab: 0.6mm, the applied amounts of zinc: 20g/cm is gone up on each surface
2(two surfaces are all by plating).
55% aluminizes-zinc alloy steel plate(GL)
Thickness of slab: 0.6mm, in the applied amounts of zinc: 90g/cm is gone up on each surface
2(two surfaces are all by plating).
Zinc-11% aluminium-3% magnesium-0.2% plating silicon steel sheet (SD)
Thickness of slab: 0.6mm, in the applied amounts of zinc: 60g/cm is gone up on each surface
2(two surfaces are all by plating).
Cold-rolled steel sheet (CR)
Thickness of slab: 0.6mm.
2. chemical conversion solution
Prepare the chemical conversion solution of following solution as test material in the experiment.
Chemical conversion solution (A)
The preparation contain 20 grams per liter tannic acids, 40 grams per liter silane coupling agents and the fine grain aqueous solution of 20 grams per liter silicon-dioxide, and with it as pretreating agent to metal.The tannic acid that uses is that FujiKagaku Kogyo makes " tannic acid: AL ", silane coupling agent is a γ-Huan Yangbingyangbingjisanjiayangjiguiwan, the silicon-dioxide fine particle is Nissan Chemicals Industries, " Snowtec-N " that Ltd. makes.
Chemical conversion solution (B)
The preparation contain the aqueous solution of 20 grams per liter tannic acids, 40 grams per liter silane coupling agents, 20 grams per liter silicon-dioxide fine particles and 20 grams per liter polyester and with it as pretreating agent to metal.The tannic acid that uses is that Fuji Kagaku Kogyo makes " tannic acid: AL ", silane coupling agent is a γ-Huan Yangbingyangbingjisanjiayangjiguiwan, the silicon-dioxide fine particle is Nissan ChemicalsIndustries, Ltd. " Snowtec-N " of Zhi Zaoing, and vibrin is Dai-NipponInk﹠amp; Chemicals, the FINETEX ES-650 that Inc. makes ".
Chemical conversion solution (C)
For relatively, uses commercially available get by Nihon Parkerizing Co., the chromate treating liquid " ZM-1300AN " of Ltd. manufacturing.
Chemical conversion solution (D)
For relatively, uses commercially available get by Nihon Parkerizing Co., the zinc phosphate treatment solution " PALBOND " of Ltd. manufacturing.
3. the coating composition that contains aluminum phosphate
In the clarification coating composition of the commercially available polyester based, polyurethane-base and the epoxy group(ing) that do not contain pigment fully each is added aluminophosphate-based pigment and rust-stabilising pigment if desired, and stirs them with the preparation coating composition.The aluminophosphate-based pigment that uses is that Tayca Corporation makes " K-G105 ".The rust-stabilising pigment that uses is the phosphoric acid zinc-base rust-stabilising pigment " NP-530 " (being expressed as " zinc phosphate " in the table) of Toho Ganryo manufacturing, calcium ion-exchanged silicon-dioxide " Shieldex-C303 " (being expressed as " Ca-Si " in the table) or the commercially available strontium yellow as chromium base rust-stabilising pigment that gets (being expressed as " Sr-Cr " in the table) that Grace makes.These pigment addition separately has been shown in the table 1.In addition, can use pigment extender if desired, the pigment extender of use is " Aerosil#300 " (being expressed as " silicon-dioxide " in the table) of making as the Nippon Aerosil of the commercially available fine-particle silicon dioxide that gets or the titanium oxide " CR-95 " (being expressed as " titanium white " in the table) made as the Ishihara Sangyo Kaisha Ltd. of white pigment.These pigment addition separately has been shown in the table 1.
4. Topcoating composition
Use the commercially available Nippon Paint Co. that gets, the polyester based Topcoating composition " FL100HQ " that Ltd. makes.Color is a white.
5. backside coatings composition
Use the commercially available Nippon Paint Co. that gets, the polyester based Topcoating composition " FL100HQ " that Ltd. makes.Color is a grey.
6. the manufacturing of precoat metal plate
It is that 2 quality %, temperature are in 60 ℃ the FC-364S aqueous solution (Nihon Parkerizing Co., Ltd. make) 10 seconds and make its degreasing that every metal sheet is immersed in concentration, washes with water then and dry.With chemical conversion solution (A), (B), (C) or (D) be coated on the two sides of every metal sheet, and dry and obtain chemical conversion coating in hot-air drying stove by roll coater.For the amount of chemical conversion solution, when chemical conversion solution is (A), (B) or (D) time, the amount of the chemical conversion solution of the whole desciccator diaphragm that applies is 200mg/m
2The amount that applies chemical conversion solution is 50mg/m in chromium metal
2In the sample that adopts chemical conversion solution (E), be immersed in the chemical conversion solution (E) 2 minutes and the dry chemical conversion coating that obtains in hot-air drying stove by metal sheet with degreasing.It is 2mg/m that the chemical conversion solution (E) that applies should make the applied amounts of zinc phosphate
2Chemical conversion and the soleplate temperature when dry are set at 60 ℃.Afterwards, the resin coating solution that applies the aluminium base pigment of phosphoric acid by roll coater on the one side of metal sheet reaches 5 microns dry thickness, and applies back resin coating composition by roll coater on the another side of metal sheet and reach 5 microns dry thickness.Dry and solidify these resin coating compositions in the induction heater, in stove, be blown into hot blast simultaneously, condition is that to make the soleplate temperature of metal sheet be 210 ℃, thus the coating of obtaining.Water cools off this plate by spraying water on dry and the metallic sheet that solidified.On the resin coating of the aluminium base pigment of phosphoric acid, apply the Topcoating composition of 15 microns dry thickness subsequently by roll coater, make its dry and curing in induction heater then, and in stove, being blown into simultaneously hot blast, condition is that to make the soleplate temperature of metal sheet be 230 ℃.Water cools off this plate by spraying water on dry and the metallic sheet that solidified.Obtain thus as the precoat metal plate of test with material.
The precoat metal plate that obtains is thus carried out following assessment test.In any test, the resin-coated surface of adopting the resin coating composition formation that contains aluminophosphate-based pigment is as the assessment surface.
1. the test of the adhesive property of coating processing part
Make crooked 180 ° of every precoat metal plate, and, have or do not exist the crackle of coating with detection by the coating that 20 times magnifying glass is observed the processing part.In crooked test, flecition should make scribble the resin coating composition that comprises aluminophosphate-based pigment the surface outwardly.In addition, Pressuresensitive Tape is fixed on the processing part, and firmly it is peeled off, the Restzustand of range estimation coating.In this test, carry out twice band and peel off.In 20 ℃ atmosphere, (ECCA-27) carries out bending operation by the OT bending.
When the assessment coating crack, coating does not have the situation of crackle to be cited as ◎ fully, coating has the individual very situation of crackle of about 1-3 and is cited as zero, occur on the whole coating very that the situation of crackle is cited as △, the whole processing part of coating occur promptly using range estimation also the situation of apparent big crackle be cited as *.
When the assessment band is peeled off the Restzustand of back coating, the situation that coating is not stripped from and is stayed on the steel plate is cited as ◎, the situation that the part of coating is slightly peeled off is cited as zero, the situation that the part of coating is seriously peeled off is cited as △, almost can be observed the situation that coating is stripped to be cited as in whole processing part *.
Every precoat metal plate through the OT bending be impregnated in the hot water 1 hour, took out then, place 24 hours and be with and peel off.When the Restzustand of assessment coating, the situation that coating is not stripped from all and is stayed on the coated steel sheet is cited as ◎, the situation that the part of coating is slightly peeled off is cited as zero, the situation that the part of coating is seriously peeled off is cited as △, almost observe the situation that coating is stripped to be cited as in whole processing part *.
2. coating is by the test of ball (bead) scraping
Carry out " Test Method of Coating Scratching by bead " (referring to TechnicalDisclosure Publication (Kokai-Giho) No.95-1078), this testing method is: the coating to the precoat metal plate of being swiped by mould in the compression moulding process of precoat metal plate and producing repeats to peel off.At first, the precoat metal plate of preparation is cut into the sample of 30mm (wide) * 300mm (length).With this sample be sandwiched in the flat metal mould and above have between the metal die of 3mmR ball.At this moment, clamp sample and make the ball of metal die be crushed on the resin coating surface of the aluminium base pigment of phosphoric acid of sample (assessment surface), and apply 1 ton of load, so that the ball of metal die partly pushes the assessment surface of precoat metal plate.Under this state, pull out precoat metal plate with the speed of 200mm/min, and estimate and be evaluated at the state of peeling off that coating is gone up on the precoat metal plate assessment surface of being swiped by ball.
In assessment, the situation that coating is not stripped from all is cited as ◎, the situation that the few part of coating is stripped from is cited as zero, in the part of being swiped by ball about 20% or the more long-pending coating of the multiaspect situation of being stripped from be cited as △, the situation that coating is stripped from fully is cited as *.
3. the test of corrosion resistance nature
On the surface that scribbles the aluminium base pigment coated composition of phosphoric acid of the precoat metal plate for preparing, with cutting tool cutting coating and pass coating and reach metal sheet.In addition, the edge section of cutting plate scribbles resin-coated surface, back (less burr) so that the burr that cutting forms reaches.Preparation is used for the sample of erosion resistance test thus.According to the described method of JIS K5400-9.1 sample is carried out the salt spray test then.Salt solution is sprayed on the surface that scribbles the aluminium base pigment coated composition of phosphoric acid of metal sheet.When the former base of precoat metal plate is cold-rolled steel sheet, test duration is 120 hours, when the contrast sample is electrogalvanizing steel plate, test duration is 240 hours, and when former base was the steel plate of hot-dip galvanized steel sheet, 55% plate golding aluminium zinc alloy steel plate or zinc-11% aluminium-3% magnesium-0.2% plating silicon, the test duration was 360 hours.
When the coating cutting part is assessed, when the maximum foaming width of otch one side is cited as ◎ during less than 1mm, when this width is that 2mm-is cited as zero during less than 3mm, when this width is that 3mm-is cited as △ during less than 5mm, and when this width be 5mm or be cited as when bigger *.
When the cut end face portion is assessed, when the maximum foaming width from end face is 2mm or more hour is cited as ◎, when this width is that 2mm-is cited as zero during less than 3mm, when this width is that 3mm-is cited as △ during less than 5mm, and when this width be 5mm or be cited as when bigger *.
Table
| | Sequence number | Metal sheet | The pre-treatment of metal | The coating composition of the aluminium base pigment of phosphoric acid |
| Resinous type | The addition of aluminophosphate-based pigment coating (umbers of per 100 mass parts resin solid compositions) | Rust-stabilising pigment | Pigment extender | |
| Type | Addition (mass parts/100 mass parts resins) | Type | Addition (mass parts/100 mass parts resins) | All pigment total amounts (mass parts/100 mass parts resins) of adding |
| The embodiment of the invention | ????1 | ????GI | ????A | Polyester | ????20 | ????Ca-Si | ????50 | Do not add | ????- | ????80 |
| ????2 | ????GI | ????B | Polyester | ????1 | Do not add | ????- | Do not add | ????- | ????1 |
| ????3 | ????GI | ????B | Polyester | ????10 | Do not add | ????- | Do not add | ????- | ????10 |
| ????4 | ????GI | ????B | Polyester | ????20 | Do not add | ????- | Do not add | ????- | ????20 |
| ????5 | ????GI | ????B | Polyester | ????50 | Do not add | ????- | Do not add | ????- | ????50 |
| ????6 | ????GI | ????B | Polyester | ????100 | Do not add | ????- | Do not add | ????- | ????100 |
| ????7 | ????GI | ????B | Polyester | ????140 | Do not add | ????- | Do not add | ????- | ????140 |
| ????8 | ????GI | ????B | Polyester | ????20 | ????Ca-Si | ????10 | Do not add | ????- | ????30 |
| ????9 | ????GI | ????B | Polyester | ????20 | ????Ca-Si | ????20 | Do not add | ????- | ????40 |
| ????10 | ????GI | ????B | Polyester | ????20 | ????Ca-Si | ????50 | Do not add | ????- | ????70 |
| ????11 | ????GI | ????B | Polyester | ????20 | ????Ca-Si | ????100 | Do not add | ????- | ????120 |
| ????12 | ????GI | ????B | Polyester | ????20 | ????Ca-Si | ????50 | Silicon-dioxide | ????10 | ????80 |
| ????13 | ????GI | ????B | Polyester | ????20 | ????Ca-Si | ????100 | Silicon-dioxide | ????40 | ????160 |
| ????14 | ????GI | ????B | Polyester | ????20 | ????Ca-Si | ????50 | Titanium white | ????10 | ????80 |
| ????15 | ????GI | ????B | Polyester | ????20 | Zinc phosphate | ????50 | Do not add | ????- | ????70 |
| ????16 | ????GI | ????B | Polyester | ????20 | ????Sr-Cr | ????50 | Do not add | ????- | ????70 |
| ????17 | ????GI | ????B | Urethane | ????20 | ????Ca-Si | ????50 | Do not add | ????- | ????70 |
| ????18 | ????GI | ????B | Resins, epoxy | ????20 | ????Ca-Si | ????50 | Do not add | ????- | ????70 |
| ????19 | ????EG | ????B | Polyester | ????20 | ????Ca-Si | ????50 | Do not add | ????- | ????70 |
| ????20 | ????GL | ????B | Polyester | ????20 | ????Ca-Si | ????50 | Do not add | ????- | ????70 |
| ????21 | ????SD | ????B | Polyester | ????20 | ????Ca-Si | ????50 | Do not add | ????- | ????70 |
| ????22 | ????CR | ????B | Polyester | ????20 | ????Ca-Si | ????50 | Do not add | ????- | ????70 |
| The comparative example | ????23 | ????GI | ????B | Polyester | Do not add | Do not add | ????- | Do not add | ????- | ????0 |
| ????24 | ????GI | ????B | Polyester | ????0.5 | Do not add | ????- | Do not add | ????- | ????0.5 |
| ????25 | ????GI | ????B | Polyester | ????150 | Do not add | ????- | Do not add | ????- | ????150 |
| ????26 | ????GI | ????C | Polyester | ????20 | ????Ca-Si | ????50 | Do not add | ????- | ????70 |
| ????27 | ????GI | ????C | Polyester | ????20 | ????Sr-Cr | ????50 | Do not add | ????- | ????70 |
| ????28 | ????GI | ????D | Polyester | ????20 | ????Ca-Si | ????50 | Do not add | ????- | ????70 |
| ????29 | ????GI | ????E | Polyester | ????20 | ????Ca-Si | ????50 | Do not add | ????- | ????70 |
Table (continuous table)
| | Sequence number | The assessment test result | Remarks |
| The processing adhesive property test of coating | Ball is to the scraping of coating | The corrosion resistance nature test |
| The crackle assessment | Peel off assessment | Cutting part | End face part |
| The embodiment of the invention | ????1 | ????◎ | ????◎ | ????○ | ????△ | ????× | - |
| ????2 | ????◎ | ????◎ | ????△ | ????× | ????× | - |
| ????3 | ????◎ | ????◎ | ????○ | ????△ | ????× | - |
| ????4 | ????◎ | ????◎ | ????◎ | ????△ | ????× | - |
| ????5 | ????◎ | ????◎ | ????◎ | ????△ | ????× | - |
| ????6 | ????◎ | ????◎ | ????◎ | ????△ | ????× | - |
| ????7 | ????○ | ????◎ | ????◎ | ????△ | ????× | - |
| ????8 | ????◎ | ????◎ | ????◎ | ????○ | ????△ | - |
| ????9 | ????◎ | ????◎ | ????◎ | ????◎ | ????○ | - |
| ????10 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | - |
| ????11 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | - |
| ????12 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | The scraping performance has improvement |
| ????13 | ????△ | ????◎ | ????◎ | ????◎ | ????◎ | The scraping performance has improvement |
| ????14 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | Whiteness has improvement |
| ????15 | ????◎ | ????◎ | ????◎ | ????○ | ????△ | - |
| ????16 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | - |
| ????17 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | - |
| ????18 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | - |
| ????19 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | - |
| ????20 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | - |
| ????21 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | - |
| ????22 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | - |
| The comparative example | ????23 | ????◎ | ????◎ | ????× | ????× | ????× | - |
| ????24 | ????◎ | ????◎ | ????× | ????× | ????× | - |
| ????25 | ????△ | ????◎ | ????◎ | ????△ | ????× | - |
| ????26 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | - |
| ????27 | ????◎ | ????◎ | ????◎ | ????◎ | ????◎ | - |
| ????28 | ????◎ | ????◎ | ????× | ????◎ | ????◎ | - |
| ????29 | ????○ | ????○ | ????× | ????△ | ????△ | - |
Describe assessment result below in detail.
Provided the assessment test result of precoat metal plate in the table.Compare with the metal sheet (comparative example 28) that adopts traditional chromate-free chemical conversion to handle for example zinc phosphate processing, precoat metal plate of the present invention (embodiment 1-22) less is stripped from the test floating coat with the ball scratch coating, and this illustrates precoat metal plate excellent performance of the present invention.In addition, do not add the situation or the aluminophosphate-based pigment coating addition of aluminophosphate-based pigment coating (comparative example 23) compares less than the situation (comparative example 24) of 1 mass parts/100 mass parts resin solid compositions with resin coating on the chemical conversion coating, coating less is stripped from the test of ball scratch coating the time, and this illustrates precoat metal plate excellent performance of the present invention.In precoat metal plate of the present invention, when chemical conversion coating contains vibrin, the adhesive property of coating processing part is improved, and when using the test of ball scratch coating, coating is difficult to peel off (the contrast embodiment of the invention 1 and embodiment 10), and therefore more preferably chemical conversion coating contains vibrin.When except aluminophosphate-based pigment coating, also having added rust-stabilising pigment in the coated material when (embodiments of the invention 8-22), (embodiment of the invention 2-7) compares with the coated material that does not add rust-stabilising pigment, corrosion resistance nature improves to some extent, and therefore preferably adds rust-stabilising pigment in coating composition in addition.Especially, when rust-stabilising pigment is calcium ion-exchanged silicon-dioxide (embodiment of the invention 1,8-14 and 17-22), corrosion resistance nature has bigger improvement, and the performance when corrosion resistance nature and interpolation traditional chromic acid alkali rust-stabilising pigment (contrast embodiments of the invention 16 and comparative example 26) is suitable, therefore, preferred rust-stabilising pigment is a calcium ion-exchanged silicon-dioxide.