CN1260024C - 逆重力的离心铸造 - Google Patents
逆重力的离心铸造 Download PDFInfo
- Publication number
- CN1260024C CN1260024C CNB02813351XA CN02813351A CN1260024C CN 1260024 C CN1260024 C CN 1260024C CN B02813351X A CNB02813351X A CN B02813351XA CN 02813351 A CN02813351 A CN 02813351A CN 1260024 C CN1260024 C CN 1260024C
- Authority
- CN
- China
- Prior art keywords
- die cavity
- rising head
- head passage
- mold
- deposite metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D13/00—Centrifugal casting; Casting by using centrifugal force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D13/00—Centrifugal casting; Casting by using centrifugal force
- B22D13/04—Centrifugal casting; Casting by using centrifugal force of shallow solid or hollow bodies, e.g. wheels or rings, in moulds rotating around their axis of symmetry
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/06—Vacuum casting, i.e. making use of vacuum to fill the mould
Abstract
逆重力铸造多个产品的方法和装置,其中,所提供的陶瓷铸模(10)具有一个直立的冒口通道(12)和多个沿着冒口通道(12)的长度在不同的高度上设置的型腔(16),每个型腔(16)通过一个浇口通道(14)与冒口通道(12)相通,其中,驱动熔化金属从一个源头向上流入冒口通道(12)中,通过它们的浇口通道(14)来供给型腔(16),其中铸模旋转,因此存留在浇口通道中的熔化金属在朝着型腔(16)的方向上受到离心作用,型腔(16)和浇口通道中的熔化金属凝固之前,将冒口通道中的熔化金属排出,使冒口通道排空,浇口通道中至少部分注入熔化金属,以便在金属收缩时向型腔(16)提供熔化的金属。
Description
技术领域
本发明涉及金属和合金的逆重力离心铸造。
背景技术
在3 863 706、3 900 064、4 589 466号美国专利中对一种在透气的陶瓷壳模中进行熔模铸造的逆重力铸造工艺进行了描述。陶瓷壳模由已知的“熔模”工艺形成,并且包括一个直立的冒口通道,在冒口通道周围,设置了形状为将要制造的铸件产品的型腔阵列。型腔沿着近似从底部到顶部的冒口通道的长度方向放置,每个型腔通过一个或更多的非常狭窄的进料浇口通道与冒口通道相通,这些进料浇口通道取决于型腔的结构。陶瓷铸模设置在一个真空容器中,一个注入管道与冒口通道的底部相通并且伸出容器之外,以浸入下方的熔化金属池。当注入管道浸入金属池后,在容器中形成一个相对真空(低于环境的压力),用来将熔化的金属向上吸入冒口铸口并进入浇口通道及型腔中。在典型的商业产品生产中,浇口通道和型腔中熔化的金属在容器中的真空释放前凝固,虽然美国3 863 706号专利披露,在浇口通道和型腔中熔化的金属凝固后释放容器中的真空,用以产生单个的铸造产品并且允许冒口通道中仍旧熔化的金属返回下方的金属池中进行再利用。
陶瓷壳模可以设置在真空容器的颗粒支撑介质中,例如干铸模砂,如美国5 069 271号专利中所描述的一样。通过在真空容器中使用支撑介质,可以减小壳模壁的厚度。使用真空头可以在容器中产生真空,当容器中形成低于环境的压力时,该真空头也压缩了壳模周围的支撑介质。
逆重力铸造方法导致浇注位于直立的冒口铸口的不同高度上的相同型腔中的时间发生很大的变化。注满同一壳模的型腔所需要的时间会发生变化,这取决于以下这些参数中的某一个或两个因素,例如型腔沿冒口通道的位置、颗粒支撑介质的透气性、陶瓷壳模的透气性、容器抽空的速度、容器中最终的真空水平以及其它参数。例如,最低的型腔需要最长的时间来注满熔化的金属,而最高的型腔需要最短的时间注满熔化的金属。推迟注满最低型腔可能导致熔化金属的不完全注满。快速注入最高的型腔可能导致在那些型腔中形成的凝固铸造产品中出现内部气泡缺陷。遗憾的是,尝试改善这些问题(推迟注满或快速注满)中的一个会进一步促使另一个问题产生有害的结果。
逆重力铸造方法还能导致型腔中压力发生很大的变化。每个型腔中的压力等于容器抽空时作用在熔化的金属池表面上的环境压力减去冒口通道中熔化金属的静态压力,其中该熔化金属的静态压力与作用在金属池表面上的环境压力相反。因此,型腔中的压力取决于型腔沿着冒口通道长度方向上的高度;特别是,压力取决于熔化的金属池表面和型腔入口之间高度的差值。壳模越高,型腔周围沿着铸口长度方向上的压力的差值越大。压降增加了沿着冒口通道方向上较高处型腔的收缩和内部气泡缺陷。
当被向上吸引的熔化金属到达冒口通道的较高闭合端时,上部型腔可能还没有完全注满熔化金属。当冒口通道注入到顶端时,熔化金属压紧冒口通道的顶端,因此在上部型腔的浇口通道上产生了压力差值波动,使得上部型腔快速注满。冒口通道中熔化金属中的大部分气体被带入型腔中,在型腔中气体可以保留在型腔中形成的凝固的铸造产品中。
为了防止熔化金属从型腔和浇口通道中倒流,注入管道保持浸入熔化金属池中足够的长度,这是为了使熔化金属在型腔和浇口通道中凝固。保持注入管道的浸入可以延缓铸造循环时间并且要求铸模随着池中熔化金属的水平而下降,这样铸模越来越暴露在用来加热金属池的感应场中。感应场可以延缓、或者改变铸模中的凝固状态,并且使靠近注入管道的容器部分扭曲,结果是使得气流进入型腔的较低部分。浇口的设计成为这样一种权衡,既要使浇口通道具有足够的空间以注入型腔,又要足够狭窄以便及时凝固其中熔化的金属。另外,浇口设计上的这些约束限制了可以根据3 863 706号美国专利上所述的工艺来制造的铸造产品的尺寸,使得它们通常小于一磅。
在逆重力铸造较大的产品中,为了能够接收冒口通道中熔化的金属,需要对这种方法和装置进行修改。例如,在4 589 466号专美国利中披露的一种改进中包括通过夹紧关闭金属注入管道,当铸模注满后,熔化金属通过这种注入管道进入铸模中。也可以使用注入管道中的陶瓷涂层球阀或制动器来实现这个目的。在3 774 668号美国专利中描述了这种工艺。4 961 455号美国专利披露了对“单向阀”的改进,该专利提出使用由磁铁施力的铁磁性、陶瓷涂层球体来密封注入熔化金属的管道。也曾经试图通过在注入管道中使用虹吸管,和在铸造后倒转铸模来实现这个目的。还披露了在倒转铸模时,使用在4 982 777号美国专利中描述的陶瓷过滤器、或5 146 973号美国专利中描述的过滤器和旋绕通道的结合体、或在5 903 762号美国专利中描述的注入管道中的单个的虹吸管状,来延缓冒口通道中的合金的回流。这些修改在一定程度上阻碍了合金流动进入冒口管道并且导致铸模注入缓慢。所有的这些工艺都要求冒口通道中的熔化金属发生凝固,使得熔化金属的利用率相当低。在所有的这些工艺中,铸件的几何形状,亦即,可以设置在冒口通道周围的模具的数目,是受在冒口通道的周围留出足够的空间以便铸件从冒口通道上分离所限制的。4 112 997号美国专利提出在通道上设置“稳定的”保护屏。要求模腔中的压力回复到环境压力后,保护屏能保持合金处于型腔中。如果确实可行并具有经济性,就能通过去除冒口通道自身而使这种工艺免受几何形状上的限制,这种限制是需要将铸件从凝固的冒口通道上切割下来而造成的。
本发明的一个目的是提供一种逆重力离心铸造的方法和装置,这种方法和装置克服了以上描述的问题并且解决了与沿着冒口通道长度方向在不同高度注满型腔相关的问题。
本发明的另一个目的是提供一种铸造方法和装置,这种方法和装置可以通过离心作用将熔化金属或合金吸入型腔和通道中,同时允许熔化金属从冒口中排空,使得铸件与冒口分离。
发明内容
本发明在一个实施例中提供一种用来逆重力铸造多个产品的方法和装置,其中提供一种陶瓷铸模,该陶瓷铸铸模有一个直立的冒口通道和多个沿着冒口通道的长度在不同高度上设置的型腔,每个型腔通过一个浇口通道和冒口通道相通,其中,使熔化金属从一个源头向上流入冒口通道,以便通过它们的浇口通道进入型腔,其中铸模是旋转的,因此存留在浇口通道中的熔化金属在朝着型腔的方向上容受到离心作用,在型腔和浇口通道中熔化金属完全凝固之前,冒口通道中熔化的金属排出,使冒口通道排空,使浇口通道至少部分注入熔化的金属,这些熔化金属在容器旋转过程响应于型腔中的熔化金属发生凝固而产生的收缩提供到型腔中。在旋转容器的同时型腔中的熔化金属凝固以便在型腔中形成多个单独的固化产品。熔化金属在型腔中凝固后,可以停止铸模的旋转。通过实施本发明,可以实现80%或更多的金属或合金的较高的产量。采用本发明,可以铸造由于收缩减少从而密度增加的较多数量尺寸较大的产品。
当冒口通道排空后,其中呈现环境压力,这样部分注入浇口通道和注入型腔的仍然熔化的金属受到环境压力以及由于容器的离心运动所产生的压力的作用,其结果是通过降低收缩而密度得以增加。在冒口通道排空以减少或防止熔化金属从浇口通道中倒流的情况下,存留在浇口通道中的熔化金属迅速凝固。
在本发明的一种优选实施例中,当铸造容易产生收缩问题的熔化金属时,使熔化金属向上流入冒口通道的步骤和旋转铸模的步骤是在注入型腔的期间同时进行的。使熔化金属向上流动注入型腔后,随着铸模旋转的开始,可以按次序进行步骤。铸模可以绕着铸模的纵轴或者偏离铸模的纵轴并与之完全平行的轴线旋转。
在本发明的另一种实施例中,每个型腔在冒口通道的方向上是细长的并且相对于冒口通道这样定位(例如,倾斜放置),从而使得由铸模旋转所提供的理论熔化面在排空冒口通道期间仅仅通过浇口通道而不通过型腔,因此当冒口通道排空时,熔化金属不会从型腔中排空。
在本发明的另一种实施例中,每个型腔在冒口通道的方向上都是细长的并且通过多个位于冒口通道不同高度上的浇口通道连接到冒口通道上。熔化金属首先在冒口通道之间的型腔中的区域凝固,从而将仍然熔化的金属限制在凝固区域之间的型腔中的许多个或多或少的隔间内,因此在容器旋转期间由于熔化金属凝固而产生收缩时,部分注入熔化金属的浇口通道将向相应的隔间提供仍然熔化的金属。
本发明可以使用透气的和不透气的铸模实现。进一步地,在铸造透气性铸模以减少或去除型腔中的内部气泡时,本发明更为有用。
在本发明的一种特殊装置的实施例中,陶瓷铸模支撑在可排空的容器中的一种颗粒介质中,例如干的铸造用砂。容器排空后达到低于环境压力,以迫使熔化金属向上进入铸模的冒口通道中,并且通过设置在支撑机座上的旋转驱动装置而旋转,容器安装在该支撑机座上以便于旋转。
本发明可以体现为本发明的另一种实施例,在该实施例中用消失模来代替陶瓷铸模。在容器中消失模由颗粒介质来支撑,并且包括一个直立的冒口通道形成部分和多个沿着冒口通道形成部分的长度在不同高度上设置的型腔形成部分。每个型腔形成部分通过一个浇口通道形成部分与冒口通道形成部分相通。熔化的金属逐渐破坏消失模,在这种颗粒的介质中形成冒口通道、型腔和浇口通道。
本发明可以在注入所有高度上的型腔时实现更加一致的时间及以及在型腔内实现更加一致的压力,并且降低了上部型腔附近的压力波动,减少了铸造产品中的内部气泡。
参考下面的附图,随着本发明的进一步详细的描述,本发明的优点和目的将得到更好的理解。
附图说明
图1为按照本发明的一种实施例的、在熔化的金属注入陶瓷壳模之前的装置的截面侧视图,这种装置是用来进行逆重力离心铸造。
图1A和1B为按照本发明的另一种实施例的装置的透视图。图1C为容器轴承和半月体装置的放大的截面图。
图2为图1中的装置在熔化的金属铸入壳模之后、冒口通道排空之前的截面侧视图。
图3为图1中的装置在熔化金属从冒口通道中排空之后的截面侧视图。
图3A为当熔化金属从冒口通道中排空并且通过恰好铸模的浇口通道底部时,具有呈活塞形状型腔的铸模的图1的装置的截面侧视图。
图4为铸模冒口通道、浇口通道、型腔的放大的部分截面图,在图中,图4的左侧示出了熔化金属刚从冒口中排空后,在浇口通道和型腔中的熔化金属,图4的右侧示出了浇口通道和型腔中的凝固的金属。
图5为铸模冒口通道和多孔罩的上端区域的放大的部分截面图,图中显示了熔化金属表面,该熔化金属表面是在不充分的压差情况下铸模的旋转作用在熔化金属柱上来完全注满冒口通道而形成的,因此柱体在多孔罩的下方。
图6为冒口通道放大的部分截面图,图中显示了一个细长的型腔,型腔通过多个不同高度上的浇口通道与冒口通道相通。
图7A为放大的冒口通道部分截面图,图中显示了一个相对于冒口通道放置的细长的型腔,由铸模旋转所提供的理论熔化面在排空冒口通道期间通过多个不同的高度上的浇口通道,但不通过型腔。
图7B为放大的冒口通道部分截面图,图中显示了一个相对于冒口通道放置的型腔,由铸模旋转所提供的理论熔化面在排空冒口通道期间通过多个不同的高度上的浇口通道,而不通过型腔。
图8A为横截面图,图中显示了铸模和注入管道的配置,这种配置能使铸模围绕偏离冒口通道的纵轴旋转。
图8B为沿着图8A上的线8B-8B剖开的铸模和注入管道的纵向剖面图。
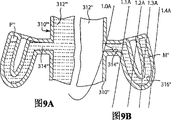
图9A为局部截面侧视图,图中显示了一个不透气的铸模,该铸模可以按照本发明的另一种实施例进行铸造。
图9B为局部截面侧视图,图中显示了一个相同的不透气的铸模,该铸模可以按照传统方式进行铸造。
图10为按照本发明的另一种实施例的装置的截面侧视图,该装置用来进行逆重力的离心铸造,在这种装置中,用一种消失模代替了壳模。
优选实施方式
本发明提供一种方法和装置,这种方法和装置使用多种金属和合金逆重力离心铸造多种不同类型和形状的部件,其中前文中和下文中所使用的术语“金属”包括金属和合金。为了阐述的目的然而不限于此,可以通过逆重力离心铸造的典型部件包括车辆的(例如汽车的)内燃机活塞、摇杆、座位安全带部件、预燃室;燃气轮机电机喷嘴和涡轮叶片;导弹弹头、叶片、鸭式构件、尾翅致动装置、枪部件、金棒、手工工具部件、医学植入体、以及许多其它部件。这些金属和合金包括铁、钢、不锈钢、铝、镍合金以及其它金属,但是不限于此。本发明与相似的铸造设备一样对于逆重力离心铸造小的和大的熔模铸件很有用,这些相似的铸造设备与本发明不同之处在于所使用的陶瓷壳模、快速铸造循环周期、沿着冒口通道的型腔的较高载荷、以及铸造金属的高利用率。
参考图1-3,透气性陶瓷壳模10是根据已知的熔模工艺加工而成的,在这种熔模工艺中,铸模10的一种消失模(例如蜡)模组(图中未显示)浸入陶瓷熔浆中(例如,如硅酸乙酯或硅溶胶的液体粘结剂中的如锆石、铝、熔融硅石的悬浮液等的耐火粉料),多余的熔浆从模组中排出,用干燥粗糙的耐火材料颗粒(例如粒状锆石、熔融硅石、模来石、熔融氧化铝等)撒满或涂刷覆有熔浆的模组,然后反复风干,以便在模组上建立壳模10。然后通过加热(例如进通过蒸气压力)或其它适合的模具去除装置将模组从壳模上去掉,然后在升高的温度中对壳模进行烧制,以提高铸模的强度,烧制温度取决于壳模制作时所使用的耐火成分。5 069 271号美国专利描述了在实现本发明时,在模组上制造薄壁陶瓷壳模的熔模工艺,其内容通过参考并入此处。产生的壳模10具有多孔的、透气的铸模壁10W。
陶瓷壳模10包括一个直立的冒口通道12,冒口通道12通过相应侧面的浇口通道14与相应的型腔16相通,型腔16具有将要铸造的部件的形状。在实施本发明时,多个单独的型腔16可以在沿着冒口通道12的长度方向的不同的高度(例如不同轴向位置)上绕冒口通道12的外围(例如圆周)相互隔开,如图1-3所示。例如,图1中,设置八个浇口通道14,将熔化金属供给八个型腔16,八个型腔16在沿着冒口通道12的长度方向的每个高度(轴向位置)上围绕冒口通道的外围相互分隔开。因此在铸模10中总共设置112个型腔16。
通常,当铸造较小的铸件时,在每个高度上设置6-12个型腔。为了铸造较大的铸件,例如图3A中的汽车活塞,图中相同的参考数字表示相同的特征,可以在给定的铸模高度上沿着铸模10的高度的3-5行上设置3-4个型腔16。在本实施例中,浇口通道14通常比图1-3中所示的宽得多。在凝固过程中,需要给宽的浇口通道14提供充足的原料金属。1到2英寸的浇口通道14不常用;例如,见图3A。
另一种情况,可以在冒口通道12的周围,在沿着冒口通道的长度的不同高度上设置一个环状型腔(图中未显示),并且每个环状型腔通过一个或多个浇口通道与冒口通道12相通。例如,具有燃气轮机喷嘴环形状的环状型腔可以沿着冒口通道的长度设置在不同的轴向位置,因此,在铸模10中可以铸造多个喷嘴环。
按照本发明的一种实施例,陶瓷壳模10位于可旋转的金属(例如钢)真空瓶或容器20中。铸模10的下部开放下端10a位于密封环23上,密封环位于直立的管状注入管道24的密封环24a上,注入管道24通过底部壁20w的开口20a伸出容器之外。尽管下端10a可以直接放置在密封环24a上,由在任何间隙内凝固的金属提供原位置的密封,但也可以在下端10a和密封环24a之间设置热塑性胶或陶瓷纤维垫片。密封环24a在下部包括环状密封垫片24b,密封垫片24b面对着容器的下壁20w。通常,注入管道包括一种陶瓷材料(例如,当铸造铁合金材料时为模来石材料),尽管注入管道可以包括任何与所要铸造的熔化金属相兼容的材料。可以有选择地将多孔透气的耐火罩26放置在冒口通道12的上部开放端12c上并通过热塑性粘结剂进行粘结,以封闭上端。也可以使用不透气的罩或塞子封闭开放端12c。
在本发明的一种优选实施例中,通过耐火颗粒支撑介质22(例如,干燥的自由流动的铸造介质,例如湖底沙)在旋转的真空容器20中包围并支撑铸模10。通常,颗粒介质22通过容器的上部开放端20se引入壳模10的容器20中,同时容器20振动以帮助颗粒围绕铸模沉积并压实。然后将可移动的顶部的真空钟或顶盖32安装在容器的开放端20se中。真空顶盖32包括一个环状充气密封32a,该密封气密地密封容器的直立的侧壁20s。真空顶盖32的多孔板或多孔筛32b朝着颗粒介质22。真空顶盖32连接在真空导管34上,该导管34具有一个传统的可旋转的真空连接或接头37,当排空容器20的内部时,接头37使得导管34和容器20相对于导管35旋转。在实施本发明时,可采用的可旋转的接头可以通过商业途径得到,如从伊利诺州沃基根市的Deublin公司购买2英寸的可旋转的真空接头。通过一个连接在不能旋转的导管35上的真空泵pp将容器20的内部排空到低于环境压力,导管35通过接头37与导管34相通。导管34包括一个或多个开孔34a,开孔34a将真空泵pp和真空顶盖32的内部连接起来,导管34通过多孔板或多孔筛32b与容器20的内部相通。当在容器20中建立部分真空(低于环境压力)时,真空钟或顶盖32沿轴向相对于容器运动,以压缩铸模10周围的颗粒介质22,如在以上并入此处的5069271号美国专利中所述。当在容器20中建立起真空(低于环境压力)后,通过颗粒介质22、铸模壁10w、及端部耐火罩26的透气性,将冒口通道12、浇口通道14和型腔16排空,使之低于环境压力。
在本发明的一种实施例中,容器20可以旋转,并设置在机座40上。机座40包括一个焊接在容器20的外壁20s上端的上部环状机座挡圈或法兰元件41。法兰元件41支撑着容器及容器中包含之物的重量,并且通过一个传统的上部耐磨向心止推轴承43将载荷传递到圆柱形机座的壳模构件42上,向心止推轴承43设置在管状壳模构件42的凹形肩部42s1上。壳模构件42适合通过机械夹具A夹在外侧上。轴承43包括一个内圈43a、外圈43b和多个位于二者之间的滚珠43c。一个传统的下部耐磨轴承44设置并保持在构件42和下部环状机座的挡圈元件45之间的管状构件42的下部环状凹形肩部42s2上,挡圈元件45通过夹紧件固定在构件42上。轴承44包括一个内圈44a、外圈44b和多个位于二者之间的滚珠44c,如图1C所示。构件41、42、45连接在容器20上形成一个组件或卡盘,用于具有夹具A的机械操纵器的铸造设备。
容器20容纳在管状构件42中,同时耐磨轴承43、44的内圈43a、44a可以旋转并支撑着容器20,因此容器20大致可以相应于冒口通道12的中心纵向轴绕轴线(图1中的垂直轴L)旋转。容器20包括一个较厚的顶壁区域20s1和底壁区域20s2,顶壁区域20s1和底壁区域20s2分别容纳在轴承43、44的内圈43a、44a中并与之接合。三个传统的沿圆周方向分隔的半月体47中的每个都具有槽形安装孔,并通过螺栓48固定在容器20s的侧面。每个半月体包括一个锥形表面47f,锥形表面47f与容器壁的一个与之互补的锥形表面20f相配合,如图1C所示。半月体用来消除环状接触轴承43、44之间的间隙。当卡盘上下颠倒时,半月体47还用来支撑容器20s的重量。
容器通过电机50在机座40上旋转,电机50具有一个驱动链轮50a来驱动皮带52,皮带52沿着容器壁20s的外表面20o伸展并通过摩擦驱动与之配合。皮带52延伸通过构件42上的槽42o。虽然电气、流体或其它驱动电机的任何类型都可以用于实现本发明,电机50可以包含一个可变速的直流(DC)电机。Reliance电气公司生产的型号为T56S2013的1HP(马力)变速DC电机可以用于实施本发明。通过夹紧件54和固定板56将电机50固定在构件42上。皮带52可以包括1英寸宽、1/2英寸节距、114个齿,可以从Gates Rubber公司购买型号为570H100的同步皮带,这种型号的同步齿形带可以通过由Daimler Chrysler公司生产的Dodge 16H100TLA的同步滑轮驱动并且与容器外表面摩擦接合,因此由链轮50a使皮带产生的旋转可以转动容器20和其中容纳的物体。
通过铸造设备(图中未显示)的机械夹臂A来夹紧并移动机座40。特别是,夹持器A与管状壳模构件42的中部相配合。本发明不限于这种夹臂,其它装置例如机械移动装置、或通过工人进行手工移动都可以用来移动支座40和上面的容器20。例如,另一种情况下,臂A可以作为4 874 029号美国专利中所公开类型的铸造设备的一部分,该技术通过参考并入此处。
另外,本发明不限于图中显示并进行描述的特殊的容器20和机座40。例如仅仅参考图1A和1B,图中相同的参考数字用来表示图1-3中相同的特征,图1A和1B中显示的容器20′和支座40′具有某些不同的结构。容器20′包括一个位于直立壁20s′上的锥形外部壁区域20s1′并中止于在径向伸展的上部突出部分20g′。耐用轴承43′、44′设置在内环41a′和外环41b′之间。每个轴承43′和44′包括内圈43a′、44a′和外圈43b′、44b′及滚珠43c′、44c′。一个下部环状保持器47′固定在内环41a′上,以支撑轴承44′。外环41b′固定地安装(例如焊接)在细长的支撑构件40a′上,支撑构件40a′固定(例如焊接)在臂A′上。内环41a′由轴承43′、44′支撑,并且通过同步皮带52′使其旋转。电气或其它形式的电机50′安装在细长的机座40′上,并且包括一个主动链轮50a′,主动链轮50a′通过摩擦接触内环41a′驱动皮带52′,使得容器20′旋转,如图1A所示。例如,当内环41a′旋转时,通过容器20′与容器之间的摩擦力使容器20′旋转。图示的机座40′被铸造设备的臂A′支撑并运动。臂A′互相相对地固定并且与构件40a′的下侧相配合,如图1B所示。如上所述,在实施本发明时,容器20′和机座40′可以用来代替图1-3中容器20和机座40。容器20′可以按上述方式容纳一个壳模10、围绕铸模的颗粒介质22、真空顶盖32,但是为了方便起见,图1A和1B中未显示。
容器20(或20′)从装载装置(图中未显示)处移到铸造位置,在装载位置处,铸模10、颗粒介质22、真空顶盖32安装在其中,如图1所示,在铸造位置处,容器20(20′)由铸造设备的臂A(A′)定位在将要进入铸模10中铸造的熔化金属的源头S上。图示的源头S包括一个熔化金属池P(例如,熔化金属或合金),熔化金属池放置在一个熔锅C中并由感应线圈(图中未显示)加热,关于熔锅的一个例子可以参考3 863 706号美国专利,该技术通过参考并入此处。
按照本发明的一种实施例,在图1中的铸造位置处,当注入管道24浸入金属池P之前或之后,通过电机50的驱动使容器20旋转。例如,一个说明性的运动次序包括使容器20在金属池P上旋转,然后将注入管道24浸入金属池P中,然后通过真空泵PP的驱动将容器20排空并给容器20提供低于环境的压力。另一个说明性的次序包括将注入管道24浸入金属池P中,然后通过容器的旋转将容器20排空并给容器20提供低于环境的压力。也可以使用其它的次序。实施本发明时,容器中低于环境的压力可以在13英寸汞柱(Hg)到18英寸汞柱(Hg)的范围内,使150磅或更多的熔化金属或合金向上流入铸模10中,但是本发明不限于容器20中的其它真空水平,和/或增加金属池P的熔化金属表面的压力来给金属池P中提供高于环境的压力,容器20中可以是也可以不是低于环境的压力,本发明的使用取决于所使用的逆重力铸造参数、所使用的铸模设置、进行铸造的熔化金属或合金。容器的旋转速度部分地取决于冒口通道12的尺寸(例如直径)并且旋转速度可以在150到300rpm的范围内。为了阐述的目的并且不仅仅局限于此,具有3英寸直径的冒口通道12可以采用300rpm的旋转速度。具有5英寸直径的冒口通道12可以采用150-200rpm的旋转速度。本发明不限于任何特定的旋转速度,旋转速度的选择可以取决于所使用的逆重力铸造参数、所使用的包括冒口通道尺寸的铸模设置、及进行铸造的熔化金属。由离心运动所产生的金属静力学顶点不依赖于合金的成分。例如,由旋转所产生的液态铝的自由表面与相同铸模转数下的液态钢的自由表面相同。因为钢的密度很大,因此钢的离心压力将会更高,因此金属静力学顶点的离心压力将会与液态铝的离心压力相同。
按照上述第一种运动次序,旋转容器20(20′)和下面的熔化金属或合金M的源头S发生相对移动,将注入管道24的开放端浸入熔化金属M中,使得熔化金属或合金M注入铸模10。通常,通过臂A(A′)将容器20(20′)降低,使其将注入管道24浸入固定池P中,尽管熔锅C也可以单独移动或和容器20(20′)移动到该端。然后在容器20中提供低于环境的压力并且该压力足以产生一个压差(例如,金属池P中的环境压力和容器及铸模中低于环境的压力),当容器同步旋转时,能够有效地驱动熔化金属从金属池P中向上流动进入冒口通道12、通过浇口通道14进入型腔16,并在其中注入熔化的金属,如图2所示。
存留在每个浇口通道14中的熔化金属在朝着与之相通的型腔16的方向上受到离心力作用。容器20和铸模10的旋转运动阻止了冒口通道12中熔化金属的凝固并且阻止了型腔16中单个铸件熔化为冒口金属。旋转运动导致在浇口通道14中的熔化金属中产生剪切力并且产生轻微的抽吸作用以及在朝着相关的型腔16的方向上产生熔化金属的运动来阻止冒口通道12中凝壳的形成(在冒口通道表面上熔化金属的凝固)。作用在存留于冒口通道12、浇口通道14、和型腔16中的熔化金属上的离心力增加了通过所有的浇口通道14上的熔化金属的压力,而不管它们在冒口通道12上的高度,因此能够改善型腔16的填满。这样能够使速度减小,在该速度下,熔化金属柱在冒口通道12中升高以延迟熔化金属圆柱顶端到达上部闭合端(罩26)的时间,直到多数或全部型腔16都注满后。在冒口通道的不同高度上具有型腔的铸模的逆重力铸造中可以看到,通过型腔的上部少数几行的入口的压力尖峰能够减小或完全去掉。
为了阐述且不限于此,典型的注入型腔16的时间小于4秒,通常为11/2秒,时间取决于所使用的逆重力铸造参数、所使用的铸模设置、以及将在铸模10中铸造的熔化金属的数量。
铸模的旋转运动在任何移动通过冒口通道的液态金属中产生剪切力。剪切力同旋转铸模和设备的微小的不平衡产生的振动一起,延迟冒口中熔化金属的凝固,使其晚于一个点,在该点上,如果铸模不旋转就开始形成凝壳。如果对工艺有利,这种现象允许熔化金属比不旋转的铸模中的熔化金属在冒口装置中保留更长的时间,或者允许在较低温度下进行金属和合金的铸造,同时保留这种避免凝固冒口的优点。
另外,通过正确选择容器20中真空度(低于环境压力)为小于注入冒口罩26中所要求的真空,熔化金属可以在冒口通道12中向上流动一段较短的(例如,在下方)距离,该距离比图5中所示的冒口通道12的上部闭合端(罩26)的中心区域短,并且具有与图1-3中所示的不同的结构。例如,罩26附近的熔化柱体成一个内部空间V,这个空间V是由等压面SF在一个给定的旋转速度下形成的,并且通常是作为容器20(20′)和铸模10的旋转运动的结果,围绕冒口通道12的纵轴形成。熔化金属柱体的上端中内部空间V的存在能减少冒口通道12附近的上部闭合端(罩26)处通过浇口通道14的压力波动。如果空间V不存在,当熔化金属完全弄湿罩26时,冒口通道12中的熔化金属在入口14内产生压力波动。内部空间V也设置一个溢出路径或空间,这样在熔化圆柱的上端附近,熔化金属中的内部气泡可以逸出以减少注入上部型腔的熔化金属中的内部气泡,因此减少了型腔中凝固的铸件的内部气泡。离心作用使熔化金属将冒口通道12中的内部气泡转移到冒口通道的中部,在这里内部气泡不容易进入型腔中。
一旦铸模注入金属池P中的熔化金属,而容器20(20′)和铸模10仍然旋转,同时注入管道24浸入池中时,在型腔16和浇口通道12中熔化金属M凝固之前,冒口通道12中仍然熔化的金属排入池P中。通过停止容器中的真空度将冒口通道12排空,例如可以通过关闭真空泵PP并打开真空管道中的通气阀VV,如图2所示,通气阀VV与环境压力相通来为容器中提供环境压力。冒口通道12中熔化柱体的压力相等,因此冒口通道12中的熔化金属由于重力作用流回到池中以重新利用。因此,与以前的逆重力铸造工艺相比,实施本发明可以取得80%或以上的金属或合金的更高产量,在以前的工艺中,冒口通道12中的熔化金属与浇口通道和型腔中的熔化金属一同凝固。由于在实施本发明时不需要从凝固的冒口装置中分离铸口所需的分离几何体,因此更多和更大尺寸的型腔16可以放置在冒口通道12周围。因此,在实施本发明时,可以在每个铸模10中铸造更大尺寸的铸造产品。
当熔化金属从冒口通道12中排出时,浇口通道14从新的空冒口通道12中分离出来。依靠由容器20(20′)和铸模10的旋转所产生的离心作用,熔化金属保留在浇口通道14中,至少是部分地注入通道,如图4的左侧所示。部分注入浇口通道14和完全注入型腔16中的熔化金属受到冒口通道12中的周围(例如环境的)压力及由于容器20(20′)和型腔10的旋转运动导致的离心作用所产生的压力,因此通过浇口通道14的压力通常相等,而与它们沿着冒口通道12的高度不同无关。例如,在容器以300rpm旋转时,可以测定与空的冒口通道12的中心轴距离5英寸的型腔16中的压力为22.7psi,并且在沿着冒口通道12的长度(28英寸长)的所有高度上的型腔中的压力都是如此。因此,通过所有的浇口通道14的补缩压力是相同的,这就提高了从铸模10的顶部到底部进入型腔的一致性。在这一点上,型腔完全注满。注满型腔是指熔化金属从冒口通道中流动以注满型腔。补缩是指随后在金属在型腔16中凝固和热收缩期间,从浇口通道14中供应熔化金属以注入相变所产生的空间。
亦即,可以将浇口通道14中存留的熔化金属相应于当容器20(20′)旋转时熔化金属凝固所产生的收缩供给型腔16,如图4的右侧所示。特别是,由于当容器旋转时在一个或更多型腔16中的金属凝固并收缩,与之相连的浇口通道14中的熔化金属向与之相通的型腔16中流动以补偿收缩,来产生改善了密度(例如减少收缩孔隙)的铸造产品ART。通常,缩孔SK在一个或更多的浇口通道14中的凝固金属中形成,而不是在型腔中凝固的金属铸造产品(铸件)ART中形成,如图4的右侧所示。因此在不与冒口通道12连接的型腔16中产生多个单个的、明显凝固的铸造产品ART。图3显示了铸模10中凝固的金属,为了方便起见省略了缩孔SK。由于周围的(例如环境的)压力及通过所有的浇口通道14中的离心压力,因此铸造产品ART中的内部气泡产生的气孔减少,离心压力是依靠减少金属中内部气泡空间的容量所产生的压力而引起。在实施本发明时,可以在每个铸模10中铸造更多数量的铸造产品ART,而只有很少或没有缩孔。
在实施本发明时,通过正确设计入口,浸入熔化金属池P中的注入管道24的停留时间减少,注入管道需要浸入金属池P中的时间仅仅为注满型腔的时间,之后冒口通道12中的熔化金属可以被排空。当注入管道从池中移走后,可以产生铸件和浇口通道的凝固。实施本发明也减少了容器20暴露于池P处的辐射热和炉子感应线圈的感应热,因此延长了容器的使用寿命。另外,由于浇口通道14在与空的浇口通道12连接点附近比热的熔化金属存留在冒口通道时更快地冷却(凝固),因此在实施本发明时凝固时间减少。
通过实施本发明,可以得到90%及以上的较高的金属产量(形成由金属铸件分成铸模10的铸造产品ART的金属)。另外,在实施本发明时,随着收缩减少而使密度增加,可以铸造出更多数量及更大尺寸的铸造产品。作为一个例子,在实施本发明之前,26.1磅的熔化金属需要产生28个特殊类型的铸件,并且铸模保留在容器20中10分钟。实施本发明,要求仅仅18.9磅相同的熔化金属获得相同类型铸件56个,并且铸模仅仅保留在容器中3分钟。
使用非常贵重的合金,在需要更长的铸造周期的情况下,金属产量可以得到进一步的增加。浇口通道14的横截面和长度可以减小,熔化金属从冒口通道12中的进入可以保持,直到冒口通道中的金属开始凝固之前。如果在这一点上,熔化金属从冒口通道12中排空,铸模的旋转继续进行一段很短的时间以允许浇口通道14凝固,可以得到带有非常小的铸口的单个的铸件。使用这种技术,可以达到97%的金属产量。
当熔化金属在型腔16中凝固后,真空顶盖32被去掉,带有凝固的铸件(铸造产品ART)的容器20(20′)可以用臂A(A′)移到落砂台(图中未显示),然后为了进一步的铸造工艺将颗粒介质22和铸造产品ART去掉。
为了阐述本发明并且不仅仅局限于此,制造的壳模10在一个28英寸高、5英寸直径的冒口通道12周围具有84个型腔(每个型腔可以容纳1.27磅钢合金)。每个型腔通过一个单个的浇口通道14与冒口通道相通,浇口通道14的尺寸为1/2英寸宽、1/2英寸高、2英寸长。长度为8英寸、直径为2.5英寸的陶瓷注入管道连接在冒口通道的底部并且浸入钢合金池P的表面下4英寸。当排空冒口通道,使型腔中的金属凝固后,容器20被排空到17英寸Hg并且在150rpm下旋转,用来在1.8秒内注入型腔中,同时旋转继续进行45秒。
在前述本发明的实施例中,在注入型腔16期间,当铸造凝固期间容易产生收缩问题的熔化金属时,使熔化金属从池P中向上流入冒口通道12中的步骤和旋转容器20(20′)的步骤同时进行。优选地,按照本发明的另一种实施例,当向上驱动熔化金属进入冒口通道12中以注入型腔16中后,随着容器20(20′)和其中的铸模10的旋转运动开始,这些步骤可以按次序进行。本发明的这种实施例减少了流入型腔16中熔化金属的流动。
虽然以上的实施例涉及容器20(20′)和铸模10绕着铸模10和容器20(20′)的冒口通道12的中心纵轴L旋转,但是本发明并不限于此,因为铸模可以绕着旋转轴AR″旋转,旋转轴AR″偏离铸模10″的冒口通道12″的纵轴L″并且与之完全平行,如图8A、8B所示,在图8A、8B中,带有双标记的相同的参考数字用来表示前面图中相似的特征。轴AR″与注入管道24″和铸模设置在其中的容器中的纵轴相对应。通过以偏移方式在容器中安装铸模10″可以实现这一点,因此当容器旋转时,铸模10″绕轴线AR″旋转,轴线AR″偏离铸模冒口通道12″的纵轴L″的距离为X″,并且与之完全平行。绕偏离轴的旋转可以进一步延迟冒口通道12″中凝壳的形成。
另外,虽然本发明在前面描述了具有型腔16的铸模10,每个型腔通过单个的浇口通道14与冒口通道12相通,但是本发明不仅仅局限于此,因为每个型腔可以包括多个浇口通道。例如,参考图6,为了生产细长的铸件,这种铸件具有相当薄和厚的邻近横截面区域,通常,多个型腔216中的每一个都在冒口通道212的方向上是细长的。每个型腔216通过多个(图中为3个)沿着冒口通道212的不同高度上的浇口通道214相通,冒口通道212的位置能确保熔化金属进入每个型腔的相当厚的区域。当冒口通道212排空后,注入伸长的型腔216中的熔化金属的头部能够克服周围压力及离心作用,因此熔化金属能够从较低的浇口通道214进入空的冒口通道212中。
在实施本发明的另一种实施例时,当容器20(20′)和铸模210的旋转时,位于浇口通道214之间的每个型腔216的相当薄的区域中的熔化金属凝固,通过在冒口通道212中保留足够长度的熔化金属,可以克服从一个或更多个伸长的型腔216中多余的排出物。当熔化金属从冒口通道212中排回到池P中,如前所述,相当薄的凝固区域216b将型腔分隔成仍然熔化的金属的辅助型腔216c,辅助型腔通过薄的凝固区域216b与另一个相互分隔,因此辅助型腔216c表现为单独的单入口型腔,用来限制仍然熔化的金属位于凝固区域216b之间的辅助型腔或间隔中,并且防止仍然熔化的金属从型腔216的最低处的浇口通道214处回流。相应于容器20(20′)如前述那样旋转时由于熔化金属凝固而产生收缩,冒口通道212排空熔化金属时,部分地注入熔化金属的浇口通道214将仍然熔化的金属供应到各自的辅助型腔或间隔中。
在实施本发明的另一种实施例中,如图7A所示,通过将铸模210″的伸长的型腔216″定位于相对于冒口通道212″处,因此在排空冒口通道212″期间,由铸模旋转所提供的理论熔化面SF″通过浇口通道214″,而不通过型腔216″,这样就可以克服前面的从伸长的型腔中排出的多余的排出物。在图7A中,通过增加浇口通道216″沿着冒口通道212″的高度增加方向上的长度,可以实现这种定位。例如,参考图7A,图中所示的较低的浇口通道216″与那些中间部分的浇口通道214″相比,具有相当短的长度,而中间部分的浇口通道214″比上部的浇口通道214″具有更短的长度。事实上,每个型腔216″的纵轴LA″在外部的锐角AA″上应用浇口通道214″的不同长度,相对于浇口通道212″的纵轴L″定位。
相反,图7B图示了一个相似的铸模210,按照本发明,如图7A所示,铸模中型腔216不倾斜,因此如果冒口通道212排空而每个型腔216中的大部分的熔化金属保持不凝固,然后在冒口通道排空期间,由铸模旋转所提供的理论熔化面SF将通过浇口通道214和型腔216,如图所示。理论熔化面SF通过的型腔216中的区域将排空熔化金属并且产生废损的铸件。按照本发明的一种实施例,图7A克服了从型腔中熔化金属的多余的排出。
虽然本发明描述了关于使用透气性铸模10(10″,及其他)的实施例,但是本发明不仅仅局限于此,并且可以使用不透气的铸模进行实践,例如,由铸铁、钢、石墨或其他材料制成的铸模。
图9A例示了这种不透气铸模312″的一部分,这种不透气铸模312″可以用来逆重力离心铸造一种带有熔化金属的炮弹形状的型腔316″,如前所述。图中所示的压力梯度线1.0A、1.1A、1.2A、1.3A、1.4A表示在铸模310″中熔化金属排空后,铸模310″以300rpm旋转,铸模形成冒口通道312″,同时熔化金属在型腔316″中仍然为液态时环境中的压力梯度。因为每个型腔316″都注满,只要型腔316″中的气体在朝着型腔316″的浇口通道314″方向上压力降低时具有一条无阻碍的路径,压力梯度将使熔化金属M″在型腔316″中通过相连的浇口通道314″转移气体。
图9B例示了一个相似的通过重力沉积(作用)或传统的(非离心)逆重力铸造注入熔化金属的不透气型腔316,该例不是根据本发明得出的。气体将出现在浇口通道314上方的型腔区域中。例如,气袋P出现在型腔316的顶部。按照一种实施例的图9A克服了内部气泡的问题。
参考图10,图示了本发明的另一种实施例,其中在容器20中出现了一种消失模410来取代壳模10。消失模包括一个带有顶部多孔罩426的中空的冒口通道形成部分412,冒口通道形成部分412通过浇口通道形成部分414连接在多个型腔形成部分416上。消失模410包含多个粘结在一起的泡沫塑料模型圈417,并且形成冒口通道形成部分412的每个模型圈通过浇口通道形成部分414连接在多个型腔形成部分416上。模型圈417互相堆叠起来并且通过一种合适的粘结剂粘结起来以形成消失模410。模型圈417可以从展开的聚苯乙烯板坯料上切割而成,或使用可展开的聚苯乙烯珠通过传统的扩散泡沫技术铸造出来。消失模410的外表面上涂上耐火熔浆以形成热绝缘、透气性的耐火涂层420。在实施本发明时使用的耐火涂层可以这样得到,例如从Borden化学公司可以得到的Polyshield3600。耐火涂层包含云母和石英耐火材料。涂层420的应用可以通过将消失模410浸入耐火材料熔浆中、排出多余的熔浆、使熔浆通宵晾干而得到,并且涂层420在消失模的外表面上设置透气性的耐火涂层,其厚度在0.010到0.020英寸的范围内。
在实施本发明的方法中可以使用具有消失模410的容器20来取代图1-3中的容器20和铸模10,如前所述。随着容器20旋转,在进行前述的铸造期间,依靠熔化金属M上周围的(环境的)压力和容器20中低于环境的压力,熔化金属M被驱动从池P中向上流入消失模410的中空的冒口通道形成部分412。熔化金属向上流动,破坏并代替了颗粒介质22中的消失模410,在原处形成与冒口通道12相似的冒口通道、与浇口通道14相似的浇口通道、与型腔16相似的型腔,如前所述。离心压力将加快熔化金属以可蒸发的方式运动到在这里形成的型腔的外周。型腔将从外部注入,因此液态和气态形式的材料(例如液态和气态的苯乙烯)将朝着冒口通道被移走,在冒口通道中,至少一部分从入口处排出。如前所述,为了补偿容器旋转时熔化金属凝固所产生的收缩,型腔和浇口通道中的熔化金属凝固之前,冒口通道中的熔化金属被排出,剩下浇口通道至少部分注入熔化金属,以便供给型腔。旋转容器时,型腔中的熔化金属凝固,以便在型腔中形成多个单个凝固的铸造产品。当熔化金属在型腔和浇口通道中凝固后,铸模的旋转可以被中止。
虽然本发明用特定的实施例来进行描述,但是并不是限于这些实施例,而只受随后权利要求中所述内容的限制。
Claims (20)
1.一种逆重力铸造多个产品的方法,包括:
提供一个陶瓷铸模,该陶瓷铸模支撑在一个容器中,并且该陶瓷铸模有一个直立的冒口通道和多个沿着所述的冒口通道的长度在不同高度上设置的型腔,每个型腔通过浇口通道与所述的冒口通道相通,
使熔化金属从源头向上流入所述的冒口通道中,以通过它们的浇口通道供给到所述的型腔,
旋转所述的铸模,使得存留在所述浇口通道中的熔化金属在朝着所述型腔的方向上受到离心作用,
在所述的型腔和所述的浇口通道中的熔化金属凝固之前,从所述冒口通道中排出熔化金属,使所述的浇口通道至少部分填充熔化的金属,以便在所述铸模旋转时响应于熔化金属在型腔中发生凝固而产生的收缩而向型腔提供熔化的金属,
在旋转所述铸模的同时在所述型腔中凝固熔化的金属以便在所述型腔中形成多个单个的凝固铸造产品,以及
当熔化金属在所述型腔中凝固后,终止所述铸模的旋转。
2.如权利要求1所述的方法,其特征在于,在注入型腔期间,使熔化金属向上流入所述冒口通道中的步骤和旋转所述铸模的步骤同时进行。
3.如权利要求1所述的方法,其特征在于,所述铸模包括一个注入管道,这个注入管道与所述冒口通道相通并且浸入所述金属源中,所述熔化金属通过所述注入管道向上流入所述冒口通道中。
4.如权利要求1所述的方法,其特征在于,当冒口通道排出熔化金属后,其中呈现环境压力,因此部分注入所述浇口通道及注入所述型腔中的熔化金属受到所述环境压力及由于所述铸模的离心运动产生的压力。
5.如权利要求1所述的方法,其特征在于,所述铸模绕所述铸模的纵轴旋转。
6.如权利要求1所述的方法,其特征在于,所述铸模绕偏移所述铸模的纵轴并与之完全平行的轴旋转。
7.如权利要求1所述的方法,其特征在于,所述熔化金属在所述冒口通道中、所述冒口通道的上部闭合端的中心区域之下向上流动。
8.如权利要求7所述的方法,其特征在于,接近于所述上部闭合端的熔化金属包括一个内部空间,作为所述铸模的离心运动的结果,这个内部空间大致围绕着所述冒口通道的纵轴形成。
9.如权利要求8所述的方法,其特征在于,所述熔化金属中的内部空间减少了接近所述冒口通道的上部闭合端处横穿所述浇口通道的压力波动。
10.如权利要求1所述的方法,其特征在于,每个型腔在所述冒口通道的方向上细长的,并且通过多个浇口通道连接到冒口通道上。
11.如权利要求10所述的方法,包括相对于冒口通道定位每个型腔的位置,由铸模旋转所提供的理论熔化面在排空冒口通道期间仅仅通过浇口通道而不通过型腔,因此当冒口通道排空时,不能从型腔中排空熔化金属。
12.如权利要求10所述的方法,其特征在于,熔化金属首先在位于所述浇口通道之间的区域凝固,因而将仍然熔化的金属限制于多个所述型腔中的隔间中,在所述铸模旋转时响应于熔化金属在其中的凝固而产生的收缩,部分注有熔化金属的所述浇口通道向相应的隔间提供熔化的金属。
13.如权利要求1所述的方法,其特征在于,所述金属源是熔化金属池,并且所述方法包括:
将与所述冒口通道相通的注入管道浸入熔化金属池中,在容器中建立一个低于环境的压力,使得熔化金属向上流入所述浇口通道中,以便通过浇口通道将熔化金属供给到所述型腔,其中在容器中围绕所述铸模设置有颗粒介质,
旋转所述的容器及设置在其中的所述铸模,同时所述注入管道浸入所述池中,因此存留在所述浇口通道中的熔化金属在朝着所述型腔的方向上受到离心力作用,
在所述的型腔和所述的浇口通道中的熔化金属凝固之前,从所述冒口通道中排出熔化金属,使接近于所述浇口通道的所述冒口通道排空,使浇口通道至少部分填充熔化的金属,这些熔化的金属在所述容器和所述铸模旋转时,响应于型腔中的熔化金属凝固而产生的收缩,提供到所述型腔,当旋转所述容器和所述铸模时,从所述池中收回所述注入管道。
14.一种逆重力铸造多个产品的方法,包括:
提供一个消失模,这种消失模具有一个直立的冒口通道形成部分和多个沿着所述冒口通道形成部分的长度设置的型腔形成部分,每个型腔形成部分通过浇口通道形成部分与所述的冒口通道形成部分连接起来,
在容器中围绕所述消失模设置的颗粒介质,
使熔化金属从源头向上流入所述的冒口通道形成部分中,以通过它们的浇口通道形成部分供给到所述的型腔形成部分,
旋转所述的容器和所述消失模,因此存留在所述浇口通道形成部分中的熔化金属在朝着所述型腔形成部分的方向上受到离心力作用,
由所述型腔形成部分和所述浇口通道形成部分的破坏而产生的型腔和浇口通道中的熔化金属凝固之前,从冒口通道中排出熔化金属,该冒口通道是由所述冒口通道形成部分破坏而形成的,从而使得所述浇口通道至少部分填充熔化的金属,这些熔化金属在所述容器转动时,响应于型腔中的熔化金属凝固而发生的收缩,提供到型腔,
在旋转所述容器的同时在所述型腔中凝固熔化的金属以便在所述型腔中形成多个单个的凝固铸造产品,以及
当熔化金属在所述型腔中凝固后,终止所述容器的旋转。
15.如权利要求14所述的方法,其特征在于,所述消失模包括一个与所述冒口通道形成部分相通并且浸入源头的注入管道,所述熔化金属通过所述注入管道向上流动进入所述冒口通道形成部分。
16.如权利要求14所述的方法,其特征在于,当所述冒口通道排空熔化金属后,其中呈现环境压力,因此部分注入所述浇口通道和所述型腔中的熔化金属受到所述环境压力及由于所述容器的离心运动所产生的压力的作用。
17.如权利要求14所述的方法,其特征在于,所述容器绕所述消失模的纵轴旋转。
18.如权利要求14所述的方法,其特征在于,所述容器绕偏离所述消失模的纵轴并与之完全平行的轴旋转。
19.如权利要求14所述的方法,其特征在于,每个型腔形成部分在所述冒口通道形成部分的方向上是细长的并且通过多个浇口通道形成部分连接在所述冒口通道形成部分。
20.如权利要求19所述的方法,包括相对于冒口通道定位每个型腔形成部分的位置,由铸模旋转所提供的理论熔化面在排空冒口通道期间仅仅通过浇口通道而不通过型腔,因此当冒口通道排空时,不能从型腔中排空熔化金属。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/932,847 | 2001-08-17 | ||
| US09/932,847 US6499529B1 (en) | 2001-08-17 | 2001-08-17 | Centrifugal countergravity casting |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1522182A CN1522182A (zh) | 2004-08-18 |
| CN1260024C true CN1260024C (zh) | 2006-06-21 |
Family
ID=25463048
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB02813351XA Expired - Fee Related CN1260024C (zh) | 2001-08-17 | 2002-08-14 | 逆重力的离心铸造 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US6499529B1 (zh) |
| EP (1) | EP1417062B1 (zh) |
| JP (1) | JP4678633B2 (zh) |
| KR (1) | KR100947948B1 (zh) |
| CN (1) | CN1260024C (zh) |
| AU (1) | AU2002324714B2 (zh) |
| BR (1) | BR0210315B1 (zh) |
| CA (1) | CA2447994C (zh) |
| HK (1) | HK1067333A1 (zh) |
| MX (1) | MXPA04001426A (zh) |
| RU (1) | RU2278765C2 (zh) |
| WO (1) | WO2003015958A1 (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103470375A (zh) * | 2012-06-05 | 2013-12-25 | 通用电气公司 | 铸造超合金压力密闭容器 |
| CN107891136A (zh) * | 2017-12-21 | 2018-04-10 | 重庆麦纳昇科技有限公司 | 一种离心铸造机自动控制系统 |
| CN110871266A (zh) * | 2018-08-31 | 2020-03-10 | 复盛应用科技股份有限公司 | 高尔夫球杆头铸造法 |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITTO20010287A1 (it) * | 2001-03-27 | 2002-09-27 | Teksid Spa | Apparecchiatura di colata per la produzione di getti metallici mediante tecnologia "lost-foam". |
| BR0106345B1 (pt) * | 2001-12-13 | 2009-05-05 | arranjo de mancalização para molde de injeção por centrifugação. | |
| ITBS20030068A1 (it) * | 2003-07-07 | 2005-01-08 | Meccanica Bassi S P A | Banco, conchiglia e procedimento di colata, in particolare per testa cilindri di motore. |
| GB2409423B (en) * | 2003-12-23 | 2007-04-11 | Doncasters Ltd | Metal casting apparatus and method |
| US8312913B2 (en) * | 2005-02-22 | 2012-11-20 | Milwaukee School Of Engineering | Casting process |
| US8820390B2 (en) * | 2011-02-25 | 2014-09-02 | Raytheon Company | Methods and composition for boride distribution in metal matrix composite |
| US8701742B2 (en) * | 2012-09-27 | 2014-04-22 | Apple Inc. | Counter-gravity casting of hollow shapes |
| US9802247B1 (en) | 2013-02-15 | 2017-10-31 | Materion Corporation | Systems and methods for counter gravity casting for bulk amorphous alloys |
| US9364890B2 (en) * | 2013-03-11 | 2016-06-14 | Ati Properties, Inc. | Enhanced techniques for centrifugal casting of molten materials |
| US9221096B2 (en) | 2013-03-11 | 2015-12-29 | Ati Properties, Inc. | Centrifugal casting apparatus and method |
| US9452473B2 (en) | 2013-03-14 | 2016-09-27 | Pcc Structurals, Inc. | Methods for casting against gravity |
| US8936066B2 (en) * | 2013-03-15 | 2015-01-20 | Metal Casting Technology, Inc. | Method of using a refractory mold |
| CN104043773A (zh) * | 2013-03-15 | 2014-09-17 | 成霖企业股份有限公司 | 易脱模陶瓷铸型的制备、应用方法及其浇铸的铜合金铸件 |
| KR101367200B1 (ko) * | 2013-05-08 | 2014-02-26 | 지정욱 | 이중 주조 방법 및 장치 |
| TWI483758B (zh) * | 2013-09-30 | 2015-05-11 | Fusheng Prec Co Ltd | 含活性金屬之鋼類高爾夫球桿頭的製造方法 |
| TWI483761B (zh) * | 2013-09-30 | 2015-05-11 | Fusheng Prec Co Ltd | 不鏽鋼高爾夫球桿頭的製造方法 |
| TWI483762B (zh) * | 2013-10-24 | 2015-05-11 | Fusheng Prec Co Ltd | 鈦合金高爾夫球桿頭的製造方法 |
| TWI483764B (zh) * | 2013-12-31 | 2015-05-11 | Fusheng Prec Co Ltd | 低密度鋼類高爾夫球木桿頭的製造方法 |
| TWI483763B (zh) * | 2013-12-31 | 2015-05-11 | Fusheng Prec Co Ltd | 高強度鋼類高爾夫球木桿頭的製造方法 |
| TWI483765B (zh) * | 2014-01-03 | 2015-05-11 | Fusheng Prec Co Ltd | 鑄包異材的高爾夫球桿頭製造方法及其殼模 |
| US10668529B1 (en) | 2014-12-16 | 2020-06-02 | Materion Corporation | Systems and methods for processing bulk metallic glass articles using near net shape casting and thermoplastic forming |
| CN106513635B (zh) * | 2016-12-16 | 2019-02-05 | 上海华培动力科技股份有限公司 | 用于耐高温合金真空吸铸工艺的双层空心筒熔模模壳结构 |
| WO2019084378A2 (en) | 2017-10-27 | 2019-05-02 | United Technologies Corporation | COUNTER-GRAVITY CASTING APPARATUS AND DESULFURIZATION METHODS |
| CN107855487B (zh) * | 2017-12-21 | 2020-04-14 | 重庆麦纳昇科技有限公司 | 一种离心铸造机 |
| RU2685935C1 (ru) * | 2018-01-09 | 2019-04-23 | Иосиф Исаакович Фейман | Способ изготовления заготовок поршневых колец |
| CN109175305A (zh) * | 2018-10-12 | 2019-01-11 | 珠海格力电器股份有限公司 | 一种叶轮铸造工艺及叶轮 |
| CN109128097A (zh) * | 2018-10-17 | 2019-01-04 | 南昌航空大学 | 一种真空差压铸造分级加压凝固开始加压熔体温度方法 |
| CN109909478B (zh) * | 2019-02-25 | 2020-12-22 | 镇江市吉玛铸造科技有限公司 | 一种梯度复合材料刹车盘的制作方法 |
| CA3139661A1 (en) * | 2019-05-09 | 2020-11-12 | Dustin Eplee | Fluidized bed rotational molding |
| US11117292B2 (en) | 2019-05-09 | 2021-09-14 | Dustin Eplee | Fluidized bed rotational molding |
| CN110328351B (zh) * | 2019-08-13 | 2021-06-04 | 西安西工大超晶科技发展有限责任公司 | 一种反重力浇注熔模铸件免水玻璃砂造型的工艺方法 |
| CN112548036A (zh) * | 2021-01-06 | 2021-03-26 | 洛阳佳会机械科技有限公司 | 一种用于消失模离心铸造的生产工艺 |
| CN117161358B (zh) * | 2023-11-03 | 2024-01-30 | 无锡永兴机械制造有限公司 | 一种叶轮的铸造装置及其铸造工艺 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL15051C (zh) | 1923-08-09 | |||
| US2497160A (en) | 1938-10-08 | 1950-02-14 | Fejmert Erik Valdemar | Machine for manufacturing hollow bodies of plastic material |
| US2450832A (en) | 1943-07-05 | 1948-10-05 | Theodore C Kuhlman | Centrifugal casting |
| US2450755A (en) | 1944-06-10 | 1948-10-05 | Allis Chalmers Mfg Co | Method of centrifugal casting |
| US2997756A (en) | 1956-07-17 | 1961-08-29 | Griffin Wheel Co | Method and apparatus for casting ingots |
| FR1587403A (zh) | 1968-09-17 | 1970-03-20 | Lajoye Pierre | |
| NL6905546A (zh) | 1969-02-28 | 1970-09-01 | ||
| US3900064A (en) | 1972-12-04 | 1975-08-19 | Hitchiner Manufacturing Co | Metal casting |
| US3863706A (en) | 1972-12-04 | 1975-02-04 | Hitchiner Manufacturing Co | Metal casting |
| FR2296483A1 (fr) | 1975-01-02 | 1976-07-30 | Lajoye Pierre | Procede pour la fusion et la coulee centrifuge sous vide de metaux, dispositif pour sa mise en oeuvre et pieces obtenues |
| US4392805A (en) | 1980-10-31 | 1983-07-12 | Golyak Oleg L | Centrifugal casting apparatus |
| GB8301616D0 (en) | 1983-01-21 | 1983-02-23 | Steel Castings Res | Ceramic shell moulds |
| US4589466A (en) | 1984-02-27 | 1986-05-20 | Hitchiner Manufacturing Co., Inc. | Metal casting |
| US4791977A (en) | 1987-05-07 | 1988-12-20 | Metal Casting Technology, Inc. | Countergravity metal casting apparatus and process |
| US4874029A (en) | 1988-05-09 | 1989-10-17 | General Motors Corporation | Countergravity casting process and apparatus using destructible patterns suspended in an inherently unstable mass of particulate mold material |
| US5179995A (en) | 1989-07-17 | 1993-01-19 | Limb Stanley R | Combination vacuum assist centrifugal casting apparatus and method |
| US5069271A (en) | 1990-09-06 | 1991-12-03 | Hitchiner Corporation | Countergravity casting using particulate supported thin walled investment shell mold |
| DE9416731U1 (de) | 1994-10-18 | 1995-01-12 | Escher Wyss Gmbh | Stoffauflauf für eine Papiermaschine |
| JP2000225455A (ja) * | 1999-02-03 | 2000-08-15 | Toyota Motor Corp | 鋳鉄の鋳造方法及びその装置 |
-
2001
- 2001-08-17 US US09/932,847 patent/US6499529B1/en not_active Expired - Lifetime
-
2002
- 2002-08-14 EP EP02759373.0A patent/EP1417062B1/en not_active Expired - Lifetime
- 2002-08-14 MX MXPA04001426A patent/MXPA04001426A/es active IP Right Grant
- 2002-08-14 RU RU2004107898/02A patent/RU2278765C2/ru active
- 2002-08-14 AU AU2002324714A patent/AU2002324714B2/en not_active Ceased
- 2002-08-14 JP JP2003520503A patent/JP4678633B2/ja not_active Expired - Lifetime
- 2002-08-14 WO PCT/US2002/025994 patent/WO2003015958A1/en active Application Filing
- 2002-08-14 BR BRPI0210315-0A patent/BR0210315B1/pt not_active IP Right Cessation
- 2002-08-14 CA CA002447994A patent/CA2447994C/en not_active Expired - Lifetime
- 2002-08-14 KR KR1020047002249A patent/KR100947948B1/ko active IP Right Grant
- 2002-08-14 CN CNB02813351XA patent/CN1260024C/zh not_active Expired - Fee Related
-
2004
- 2004-12-28 HK HK04110264A patent/HK1067333A1/xx not_active IP Right Cessation
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103470375A (zh) * | 2012-06-05 | 2013-12-25 | 通用电气公司 | 铸造超合金压力密闭容器 |
| CN107891136A (zh) * | 2017-12-21 | 2018-04-10 | 重庆麦纳昇科技有限公司 | 一种离心铸造机自动控制系统 |
| CN110871266A (zh) * | 2018-08-31 | 2020-03-10 | 复盛应用科技股份有限公司 | 高尔夫球杆头铸造法 |
| CN110871266B (zh) * | 2018-08-31 | 2021-10-29 | 复盛应用科技股份有限公司 | 高尔夫球杆头铸造法 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR0210315B1 (pt) | 2011-09-06 |
| JP2004538152A (ja) | 2004-12-24 |
| HK1067333A1 (en) | 2005-04-08 |
| BR0210315A (pt) | 2004-09-14 |
| KR20040030112A (ko) | 2004-04-08 |
| EP1417062A1 (en) | 2004-05-12 |
| RU2004107898A (ru) | 2005-06-10 |
| CA2447994C (en) | 2009-06-23 |
| KR100947948B1 (ko) | 2010-03-15 |
| EP1417062B1 (en) | 2016-10-19 |
| JP4678633B2 (ja) | 2011-04-27 |
| WO2003015958A1 (en) | 2003-02-27 |
| CN1522182A (zh) | 2004-08-18 |
| EP1417062A4 (en) | 2005-09-07 |
| US6499529B1 (en) | 2002-12-31 |
| RU2278765C2 (ru) | 2006-06-27 |
| CA2447994A1 (en) | 2003-02-27 |
| AU2002324714B2 (en) | 2007-10-25 |
| MXPA04001426A (es) | 2004-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1260024C (zh) | 逆重力的离心铸造 | |
| JP2004538152A5 (zh) | ||
| AU2002324714A1 (en) | Centrifugal countergravity casting | |
| CA1058814A (en) | Method for producing a tubular multi-layered porous barrier | |
| EP0341486B1 (en) | Countergravity casting process and apparatus using destructible patterns suspended in an inherently unstable mass of particulate mold material | |
| US4733714A (en) | Method of and apparatus for casting | |
| FI77998B (fi) | Precisionsgjutfoerfarande och gjutform. | |
| CN1027427C (zh) | 反重力铸造方法及其设备 | |
| EP0183761A1 (en) | CASTING OF METAL ARTICLES. | |
| CN1082959A (zh) | 反重力铸造的设备与方法 | |
| CN1168557C (zh) | 铸造金属空心铸件用的铸模和方法以及空心铸件 | |
| US4862945A (en) | Vacuum countergravity casting apparatus and method with backflow valve | |
| US5271451A (en) | Metal casting using a mold having attached risers | |
| US20190344337A1 (en) | Casting system | |
| KR101507153B1 (ko) | 서포트 입자를 압축밀집하는 방법 | |
| EP0234877A1 (en) | Method of and apparatus for casting | |
| EA006696B1 (ru) | Способ отливки объектов с использованием усовершенствованного узла литейного стержня ступицы | |
| EP3246114B1 (en) | Low-pressure casting method | |
| SE444124B (sv) | Sett att gjuta metall samt gaspermeabel form for genomforande av settet | |
| US20070277952A1 (en) | Rapid localized directional solidification of liquid or semi-solid material contained by media mold | |
| FR3044942A1 (fr) | Dispositif de noyautage pour fonderie par gravite | |
| JP2004306044A (ja) | 精密鋳造装置およびこれを用いる精密鋳造方法 | |
| JPH08238565A (ja) | 無機物と金属の複合板材の製造方法及びその装置 | |
| CN114147178A (zh) | 一种铝合金消失模铸造方法 | |
| JPH105974A (ja) | 鋳鉄歯車の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1067333 Country of ref document: HK |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: GR Ref document number: 1067333 Country of ref document: HK |
|
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20060621 Termination date: 20210814 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |