CN1233216A - 由金属、塑料或类似材料制成的构件的装饰方法及其相关设备 - Google Patents
由金属、塑料或类似材料制成的构件的装饰方法及其相关设备 Download PDFInfo
- Publication number
- CN1233216A CN1233216A CN97198657A CN97198657A CN1233216A CN 1233216 A CN1233216 A CN 1233216A CN 97198657 A CN97198657 A CN 97198657A CN 97198657 A CN97198657 A CN 97198657A CN 1233216 A CN1233216 A CN 1233216A
- Authority
- CN
- China
- Prior art keywords
- layer
- mentioned
- ornament
- paint
- plastics
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
- B44C1/1733—Decalcomanias applied under pressure only, e.g. provided with a pressure sensitive adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/025—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet
- B41M5/035—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet by sublimation or volatilisation of pre-printed design, e.g. sublistatic
- B41M5/0358—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet by sublimation or volatilisation of pre-printed design, e.g. sublistatic characterised by the mechanisms or artifacts to obtain the transfer, e.g. the heating means, the pressure means or the transport means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
- B44C1/1712—Decalcomanias applied under heat and pressure, e.g. provided with a heat activable adhesive
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1023—Surface deformation only [e.g., embossing]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1039—Surface deformation only of sandwich or lamina [e.g., embossed panels]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1705—Lamina transferred to base from adhered flexible web or sheet type carrier
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1712—Indefinite or running length work
Abstract
用于装饰由塑料、合成材料或类似材料制成的构件(6)的方法包含:一个预处理步骤以对表面进行处理;一个可能有的预喷漆步骤;一个可能有的预热步骤;一个装饰步骤,通过至少一个旋转压辊(7-17)的作用而从一个带状弹性承载层(1,1a)上传递装饰物,该带状弹性承载层从一个第一卷筒开始连续展开,而该旋转压辊具有适宜形状并被加热且保持恒温;以及最后一个可能有的升华与固定步骤,从而实现装饰物的传递和色彩的聚合。用于实施该装饰方法的设备包含:一个第一卷筒,有一个弹性承载层(1,1a)从该第一卷筒上展开;至少一个旋转压辊(7-17),其形状与将被装饰的构件的形状一致,并且被加热并保持恒温;以及至少一个第二卷筒,用于在装饰物层与保护层被取下之后再缠绕弹性带材。
Description
本发明涉及一种装饰方法,用于给由金属、塑料、合成材料或类似材料制成的构件装饰上一种或多种色彩的几何图形、花纹、仿木图案或仿大理石图案及类似物。
本发明还涉及一种可以实施上述方法的设备。
现已知道,用作建筑构件,例如门窗、幕墙、阳台、护栏、市区设施及类似物的构件必须具有很高的抗老化性能,并且要通过根据建筑用品的国家和国际标准和/或质量标志规定中的各种测试。
现在已有一种方法用于制造大尺寸、多装饰样式的构件,该方法是相同申请人Verniciatura Industriale Veneta S.p.A于1996年2月15日提交的国际专利申请PCT/EP96/00656中的主题;该方法包括下面各步骤:将预先经过了预喷漆、阳极氧化等表面处理过程的制品缠绕在一个带有所需装饰物的传递承载层上;用一个由橡胶或类似材料制成的薄膜覆盖住缠绕在承载层中的构件;通过薄膜与缠绕在承载层中的构件之间的适宜的导管进行抽真空成形,由于预先嵌入了适宜的其他通道和出口,因此,这种抽真空成形会使得承载层贴紧在制品的表面形状上,还由于采用了适宜的从动装置使得薄膜施加的压力均匀;最后,整体加热,以实现图案传递和色彩聚合。因此,这种方法非常复杂和精细并且需要耗费较多的人力,尤其是将制品向传递承载层上缠绕的过程、为了确保在抽真空过程中的空气出口所采用的适宜装置以及为了获得均匀的压力而实施的永久性的从动装置。
本发明的一个目的是提供一种方法,以制造大尺寸构件,这种构件长度最大可达20米、以多样式被装饰、可以用于门窗以及室外设施、能满足质量要求、能抵抗各种气候的影响并耐老化、符合各种国际标准和质量标志规定。
本发明的另一个目的是提供一种方法,以较高的机械化过程和低人力耗费的方式制造构件,特别是由金属、铝及铝合金、塑料、合成材料(例如碳和/或玻璃纤维加强的树脂)制成的构件,构件上带有一种或多种色彩的装饰物,如几何、花纹、仿木图案或仿大理石图案,以及包含非常复杂的图案的装饰物,并且不会出现缺陷,如图案边缘变形、污损、色彩模糊和重叠等等。
本发明的另一个目的是提供一种设备,以实施上述构件的上述装饰方法。
下面将解释一种用于多样式装饰由金属、塑料、合成材料或类似材料制成的构件的方法,以使上述和其它目的以及相关优点更加清楚,根据本发明的这种方法包含下面各步骤:
-预处理,即对构件进行至少一种表面处理,例如脱脂、清洁、阳极氧化、中和、镀铬、磷酸铬处理、磷化、硝酸钴处理、用无铬制品或类似物处理、机械式抛光以及类似处理,
-可能有的预喷漆,即采用液体或粉末油漆,在上述预处理过的上述构件的表面上附加至少一个喷漆层,从而形成一个底漆层,
-可能有的预热,即将上述预喷漆过的构件加热到50-200℃,
-装饰,即通过至少一个旋转压辊上产生的温度和/或压力的作用,将一个从带状弹性承载层上传递下来的装饰物附加在上述预处理过以及可能预喷漆和预热过的构件的表面上,该承载层是从至少一个第一卷筒上产生的,而该压辊是由弹性从动的、具有适宜形状的、被加热并保持恒温的材料制成的,
-可能有的升华与固定,即将包含着上述装饰物的上述构件加热并在100至300℃之间保温1至30分钟,从而实现装饰物和/或图案与色彩聚合物的传递。
对于塑料、合成材料以及类似材料制成的构件来说,上述预喷漆步骤不总是必需的,这是因为上述构件的表面上可以带有预先固定的色彩以作为装饰物的底漆。
通过上述预喷漆,如果有的话,可以在构件上获得所需的底色,此外,还可以在构件上预加一个或多个保护底层,以防止在装饰过程中发生材料或色彩的模糊、污损或类似情况,通过这种方法还可以使图案获得最高的清晰度、避免色彩模糊和重叠、确保装饰物的最佳质量以及长时间的耐用性并能抵抗各种气候的影响。
根据本发明的一个实施例,上述装饰物通过一个薄胶水层而附加在上述预处理过以及可能预喷漆和预热过的构件的表面上,该胶水层与上述温度和/或压力的作用合作可以固定该装饰物。
根据本发明的另一个实施例,一个透明的装饰保护层也是通过温度和/或压力的联合作用而附加到上述预处理过以及可能预喷漆和预热过的构件的表面上所附着的装饰物上的。
经过上述可能有的升华和固定步骤,根据本发明的装饰过的构件还要经过进一步保护性处理,即附加一层透明油漆,可以是液体油漆,并随后在空气、热空气、红外线或紫外线炉中干燥。
根据本发明,上述带状弹性承载层是由一个由纸、织物、塑料或类似物制成的连续带材构成的,该连续带材在其要接触将被装饰的构件的那一侧上承载着将被传递的图案。
根据本发明的另一个实施例,上述带状弹性承载层是由一个由纸、织物、塑料或类似物制成的连续带材构成的,该连续带材在其要接触将被装饰的构件的那一侧上承载着一个第一薄胶水层和一个由装饰物或将被传递的图案构成的第二层。
根据本发明的另一个实施例,上述带状弹性承载层是由一个由纸、织物、塑料或类似物制成的连续带材构成的,该连续带材在其要接触将被装饰的构件的那一侧上承载着一个第一薄胶水层、一个由装饰物或将被传递的图案构成的第二层以及一个由透明的装饰保护薄膜构成的第三层。
作为示例,由意大利的Miroglio Tessile公司(地址:Strada Tagliata18,Alba(CN))生产的带状弹性承载层被证明特别优秀。
当将被装饰的构件在一个水平面上输送时(在链条或滚轮上),通过热量和压力的联合作用,装饰物会自动附加到构件上。由纸、织物、塑料或类似物制成的一个带材上承载着的装饰物被一个由硅材料制成的旋转压辊连续不断地压紧并传递到构件表面上。压辊被适当地加热,例如通过电阻。还通过电子装置控制其温度并精细地保持该温度恒定。如果装饰物上连接着一个胶水层和/或保护性油漆层的话,那么这些层也会被同一个压辊传递到构件上。
由可变形材料(塑料、玻璃纤维加强的合成材料等)制成的构件或由金属制成的具有易损伤或可损坏区域(厚度小、伸出翻边等)的构件也可以在其预加强过的特定区域进行装饰,该特定区域可通过适宜的垫片(木头、塑料、金属等制成的)加强。
如果将被装饰的构件较为复杂,那么可以有几个压辊同时工作。每个压辊适宜工作在构件横截面上的一个特定区域内,其形状与该局部装饰区域的形状一致。
在传递步骤完成之后,由纸、织物、塑料或类似物制成且包含装饰物的带材可以通过一个展开与再缠绕系统回收。在经过了可能有的升华与固定步骤之后,装饰过的构件将停留在一个空气循环、红外线或紫外线炉中,至此整个循环过程结束。在本步骤中,可以使构件表面上的油墨完全升华并完全固定。构件停留在炉中,并在100至300℃之间保温1至30分钟。
根据本发明的方法特别适于制造带有仿木图案或仿大理石图案的铝合金构件,这种铝合金构件包含一个构成底色的第一底漆层以及一个由装饰物构成的第二层。此外,根据构件的最终用途,构件上还可以包含一个由透明的装饰保护油漆薄膜构成的第三层。
下面将通过参考附图而对本发明进行解释,本发明的附图是非限制性的,附图包括:
图1简要显示了根据本发明的一种带状弹性承载层,
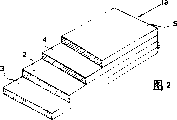
图2简要显示了另一种带状弹性承载层,
图3中分别简要显示了根据本发明的各装饰步骤的实施方式,在装饰步骤中既可以只采用一个旋转压辊(图a),也可以采用几个压辊(图b,c和d)。
请参考各图,带状弹性承载层1由一个易处理的连续带材5构成,带材5由纸、织物、塑料或类似材料制成并承载着将被传递的装饰物2。根据本发明的一个实施例,带状弹性承载层1a也是由一个易处理带材5构成的,带材5上承载着将被传递的装饰物2,在装饰物2的面向着将被装饰的构件的那个表面上带有一个胶水层3,以使由特殊的可升华的有机油墨构成的装饰物容易附着,在装饰物的另一个表面上带有一个透明油漆薄膜4,用于保护其下方的装饰物2。
弹性承载层1或1a从一个卷筒或类似物(未画出)上连续拉出并通过成形旋转压辊7-17而被压紧在将被装饰的构件6上,承载层的承载着装饰物或胶水的一侧表面面对着构件,如图中的横截面图所简示。如前所述,这些压辊已被适当地加热并保持恒温。压辊产生的热量与压力的双重作用有助于胶水3发挥作用,这样,装饰物层或装饰物与保护油漆的合成层将会附着到将被装饰的构件6的表面上,该构件被适宜形状的压辊压着而在水平面上沿着长度方向输送。由纸、织物、塑料制成的带材则会与胶水、装饰物以及可能有的保护性油漆层,再被缠绕到第二个再缠绕卷筒上,而装饰过的构件则进入下一个步骤中,即在空气循环、红外线或紫外线炉中升华和固定。
综上所述,用于实施根据本发明的装饰步骤的设备包含:
-一个将被装饰的构件,该构件可以沿着长度方向的轴线输送,
-至少一个第一卷筒,有一个带状弹性承载层缠绕在该卷筒上并从卷筒上开始展开,该承载层包含一个由纸、织物或塑料制成的带材、一个将被传递的装饰物层以及一个可能有的胶水层和/或一个透明的保护性油漆层或薄膜,
一至少一个旋转压辊,该压辊可以弹性从动,其形状与将被装饰的构件的外形一致,该压辊被加热并保持恒温,用以通过加热和/或压力的作用而将装饰物层和可能有的保护性油漆层传递到构件表面上,
-至少一个第二卷筒,在装饰物层和保护层被取下之后,由纸、织物、塑料制成的带材会再次被缠绕在该第二卷筒上。
Claims (14)
1.一种方法,用于多样式装饰由金属、塑料、合成材料或类似材料制成的构件,该方法的特征在于,包含以下各步骤:
-预处理,即对构件进行至少一种表面处理,例如脱脂、清洁、阳极氧化、中和、镀铬、磷酸铬处理、磷化、硝酸钴处理、用无铬制品或类似物处理、机械式抛光等,
-装饰,即通过至少一个旋转压辊上产生的温度和/或压力的作用,将一个从带状弹性承载层上传递下来的装饰物附加在上述预处理过的构件的表面上,该承载层是从至少一个第一卷筒上产生的,而该压辊是由弹性从动的、具有适宜形状的、被加热并保持恒温的材料制成的。
2.根据权利要求1的方法,其特征在于,还包含以下各步骤:
-预喷漆,即采用液体或粉末油漆,在上述预处理过的上述构件的表面上附加至少一个喷漆层,从而形成一个底漆层,
-预热,即将上述预喷漆过的构件加热到50-200℃,
-升华与固定,即将包含着上述装饰物的上述构件加热并在100至300℃之间保温1至30分钟。
3.根据权利要求1的方法,其特征在于,上述装饰物通过一个薄胶水层而附加到上述预处理过的构件的表面上,该胶水层与上述温度和/或压力的作用合作可以固定该装饰物。
4.根据权利要求1的方法,其特征在于,一个透明的装饰保护层也是通过温度和/或压力的联合作用而附加到上述预处理过的构件的表面上所附着的装饰物上的。
5.根据权利要求1或2的方法,其特征在于,上述构件在经过了上述装饰步骤和上述可能有的升华与固定步骤之后,还要经过进一步保护性处理,即附加一层透明油漆并随后在空气、热空气、红外线或紫外线炉中干燥。
6.根据权利要求5的方法,其特征在于,上述透明油漆是液体油漆。
7.根据权利要求1的方法,其特征在于,上述带状弹性承载层(1),根据本发明,是由一个由纸、织物、塑料或类似物制成的连续带材(5)构成的,该连续带材在其要接触将被装饰的构件的那一侧上承载着装饰物或将被传递的图案(2)。
8.根据权利要求1至6的方法,其特征在于,上述带状弹性承载层(1a)是由一个由纸、织物、塑料或类似物制成的连续带材(5)构成的,该连续带材在其要接触将被装饰的构件的那一侧上承载着一个第一薄胶水层(3)和一个由装饰物或将被传递的图案(2)构成的第二层。
9.根据权利要求1至6的方法,其特征在于,上述带状弹性承载层(1a)是由一个由纸、织物、塑料或类似物制成的连续带材(5)构成的,该连续带材在其要接触将被装饰的构件的那一侧上承载着一个第一薄胶水层(3)、一个由装饰物或将被传递的图案(2)构成的第二层以及一个由透明的装饰保护薄膜(4)构成的第三层。
10.根据权利要求1和2的方法,其特征在于,上述带状弹性承载层是由意大利Alba(CN)的Miroglio Tessile公司生产的承载层。
11.根据权利要求1和2的方法,其特征在于,由可变形塑料、合成材料或类似物制成的构件或具有易变形区的构件在其预加强过的特定区域进行装饰,该特定区域是通过木头、塑料、金属和类似材料垫片加强的。
12.带有仿木图案或仿大理石图案的铝合金构件,其特征在于,其包含一个构成底色的第一底漆层以及一个由装饰物构成的第二层。
13.根据权利要求12的铝合金构件,其特征在于,其包含一个由透明的装饰保护油漆薄膜构成的第三层。
14.一种用于实施根据权利要求1的装饰方法的设备,其特征在于,该设备包含:
-一个将被装饰的构件(6),该构件可以沿着长度方向的轴线输送,
-至少一个第一卷筒,有一个带状弹性承载层(1)缠绕在该卷筒上并从卷筒上开始展开,该承载层包含一个由纸、织物或塑料制成的带材(5)、一个将被传递的装饰物(2)以及一个可能有的胶水层(3)和/或一个透明的保护性油漆层或薄膜(4),
一至少一个旋转压辊(7-17),该压辊可以弹性从动,其形状与将被装饰的构件(6)的外形一致,该压辊被加热并保持恒温,用以通过加热和/或压力的作用而将装饰物层和可能有的保护性油漆层传递到构件表面上,
-至少一个第二卷筒,在装饰物层和保护层被取下之后,由纸、织物、塑料制成的带材会再次被缠绕在该第二卷筒上。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT96MI001793A IT1283836B1 (it) | 1996-08-28 | 1996-08-28 | Procedimento per decorare profilati metallici,in materiale plastico e simili e relativa apparecchiatura |
| ITMI96A001793 | 1996-08-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1233216A true CN1233216A (zh) | 1999-10-27 |
Family
ID=11374823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN97198657A Pending CN1233216A (zh) | 1996-08-28 | 1997-08-12 | 由金属、塑料或类似材料制成的构件的装饰方法及其相关设备 |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US6676792B1 (zh) |
| EP (1) | EP0921953B1 (zh) |
| JP (1) | JP2000516867A (zh) |
| CN (1) | CN1233216A (zh) |
| AT (1) | ATE203212T1 (zh) |
| AU (1) | AU730053B2 (zh) |
| CA (1) | CA2264539C (zh) |
| DE (1) | DE69705727T2 (zh) |
| ES (1) | ES2158549T3 (zh) |
| GR (1) | GR3036764T3 (zh) |
| IT (1) | IT1283836B1 (zh) |
| PT (1) | PT921953E (zh) |
| SI (1) | SI0921953T1 (zh) |
| WO (1) | WO1998008694A1 (zh) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1290267B1 (it) * | 1997-02-06 | 1998-10-22 | Viv Int Spa | Procedimento per la produzione di un supporto di trasferimento a colori sublimabili per decorare oggetti o manufatti metallici, |
| IT1305612B1 (it) * | 1998-04-30 | 2001-05-09 | Giovanni Bortolato | Macchina e procedimento per trasferire mediante sublimazionerappresentazioni grafiche su di un oggetto |
| US6635142B1 (en) | 1998-12-03 | 2003-10-21 | Akzo Nobel N.V. | Process for the preparation of a decorated substrate |
| DE60112363D1 (de) * | 2000-05-23 | 2005-09-08 | Akzo Nobel Coatings Int Bv | Herstellung eines dekorierten Substrats unter Verwendung einer thermisch vernetzbaren Beschichtungszusammensetzung |
| ES2178586B1 (es) * | 2000-12-22 | 2003-11-16 | Castellano Angel Sanchez | Procedimiento para la ornamentacion de objetos fabricados en materiales diversos por sublimacion. |
| CN1491811A (zh) * | 2002-10-21 | 2004-04-28 | 精细及绘图物品制造公司 | 对平面或复合面加标记的装饰方法 |
| FR2862567B1 (fr) * | 2003-06-24 | 2006-02-17 | Bernard Claveau | Procede et dispositif de marquage par sublimation d'objets allonges |
| US20050050824A1 (en) * | 2003-08-18 | 2005-03-10 | Warner William Kent | Garage door cladding system and method |
| PL1768966T3 (pl) | 2004-06-17 | 2012-08-31 | Infinity Discovery Inc | Związki i sposoby hamowania oddziaływania białek BCL z partnerami wiążącymi |
| ITBS20050150A1 (it) * | 2005-12-01 | 2007-06-02 | Z R Di Zambetti Romano | Macchina per la sublimazione |
| ITMI20060563A1 (it) | 2006-03-27 | 2007-09-28 | Paolo Checcucci | Forno per la decorazione a messo sublimazione d'inchiostri di profilati per infissi con la loro introduzione in detto forno a mezzo di una giostra rotativa |
| KR20100014621A (ko) * | 2007-03-26 | 2010-02-10 | 데막스츠 아게 | 필름에 점착된 장식부를 입체적 물체에 부착하는 장치 및 방법 |
| EP2014732A1 (en) | 2007-06-21 | 2009-01-14 | Hexion Specialty Chemicals Research Belgium S.A. | Thermosetting polyester for dye ink sublimation |
| EP2065218A1 (en) | 2007-11-30 | 2009-06-03 | DuPont Powder Coatings Ibérica, S.L. | Process of decoration of powder coated substrates |
| EP2161294A1 (en) | 2008-09-05 | 2010-03-10 | Hexion Specialty Chemicals Research Belgium S.A. | Hydroxyl polyester resins with high Tg |
| FR2958877B1 (fr) * | 2010-04-16 | 2012-11-09 | Saint Gobain | Procede et dispositif de fabrication d'un vitrage comportant un film decoratif et vitrage comportant un film decoratif. |
| CN102173275B (zh) * | 2010-12-30 | 2013-06-12 | 北京华通恒盛电气设备有限公司 | 一种电源柜面板彩色风景图案喷绘工艺 |
| FR2976518B1 (fr) * | 2011-06-16 | 2014-04-11 | Jean Noel Claveau | Equipement pour la decoration d'un profile. |
| US8852369B2 (en) * | 2011-10-31 | 2014-10-07 | All Print S.R.L. | Method and system of manufacturing multilayer coating for decoration of surfaces |
| CN104168799B (zh) | 2012-02-09 | 2017-10-03 | 品牌凹凸有限责任公司 | 具有改进握把的装饰性的可探测警告面板 |
| US9956704B2 (en) | 2012-04-19 | 2018-05-01 | Kohler Co. | Decorated rigid panel |
| US9895284B2 (en) | 2014-03-18 | 2018-02-20 | Brandbumps, Llc | Tactile warning surface mount panel for mounting on a preformed ground surface |
| IT202200000026A1 (it) * | 2022-01-03 | 2023-07-03 | Breton Spa | Metodo per la realizzazione di lastre in materiale agglomerato lapideo o litoide ed aventi decorazioni e/o effetti cromatici, lastra così ottenuta ed intermedio di lavorazione di una lastra |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3574050A (en) * | 1962-08-21 | 1971-04-06 | Lowe Paper Co | Process for separating into its components and recovering for reuse plastic coated paper |
| US3340121A (en) * | 1963-12-20 | 1967-09-05 | Carl F Lawrenz | Method of applying decorative coatings to metal parts |
| US4086378A (en) * | 1975-02-20 | 1978-04-25 | Mcdonnell Douglas Corporation | Stiffened composite structural member and method of fabrication |
| GB1517832A (en) * | 1977-04-12 | 1978-07-12 | Reed International Ltd | Method of printing |
| DE3370817D1 (en) * | 1982-01-11 | 1987-05-14 | United States Gypsum Co | Metal article having three-dimensional wood grain and stainable coating |
| DE3325039C2 (de) * | 1983-07-11 | 1986-03-13 | Hoesch Ag, 4600 Dortmund | Vorrichtung zum kontinuierlichen Bedrucken von oberflächenveredelten Blechen und Bändern |
| MY101876A (en) * | 1986-01-14 | 1992-02-15 | Minnesota Mining & Mfg | Composite useful for paint transfer and methods of use and preparation thereof. |
| US4750965A (en) * | 1986-03-28 | 1988-06-14 | The Ingersoll Milling Machine Company | Adaptive control for tape laying head having natural path generation |
| JPH0688340B2 (ja) * | 1988-03-28 | 1994-11-09 | 新日本工機株式会社 | テープの自動貼付装置 |
| US5113786A (en) * | 1988-11-28 | 1992-05-19 | Clark Moulding Co., Inc. | Apparatus for producing an imitation stone finish |
| FR2641021A1 (en) * | 1988-12-26 | 1990-06-29 | Arnoux Daniel | Funeral monuments which are transparent and of lightweight construction, intended to shelter and protect the tombstones and the articles placed thereon |
| US5203941A (en) * | 1989-10-19 | 1993-04-20 | Avery Dennison Corporation | Process for manufacturing plastic siding panels with outdoor weatherable embossed surfaces |
| DE69031029T2 (de) * | 1989-10-19 | 1997-10-30 | Avery Dennison Corp | Verfahren zur herstellung von platten aus kunststoff mit aeusseren wetterfesten gepraegten und aeussere wetterfeste kunststoffplatten |
| IT1262122B (it) * | 1993-05-21 | 1996-06-19 | Ilcamdecor S R L | Procedimento per la produzione di foglio di rivestimento nobilitante decorato per elementi per mobili ed elementi rivestiti per contenitoridi mobili cosi' ottenuti |
| ES2087817B1 (es) * | 1993-11-08 | 1997-03-16 | Palenzuela De Vega Fernando | Procedimiento para decorar y proteger superficies de perfiles y laminas de aleaciones de aluminio para interiores y exteriores de edificaciones en general. |
| DE4421559C2 (de) * | 1994-06-20 | 1998-05-20 | Osmetric Entwicklungs Und Prod | Verfahren zum Herstellen einer Beschichtung, die eine Struktur aufweist, auf einem Substrat sowie Beschichtung |
| IT1283238B1 (it) * | 1996-03-12 | 1998-04-16 | Me Tra Metallurg Trafilati All | Apparecchiatura atta a conferire a profilati metallici di alluminio, di metallo e simili, una colorazione e una decorazione |
-
1996
- 1996-08-28 IT IT96MI001793A patent/IT1283836B1/it active IP Right Grant
-
1997
- 1997-08-12 CN CN97198657A patent/CN1233216A/zh active Pending
- 1997-08-12 CA CA002264539A patent/CA2264539C/en not_active Expired - Lifetime
- 1997-08-12 ES ES97918974T patent/ES2158549T3/es not_active Expired - Lifetime
- 1997-08-12 AT AT97918974T patent/ATE203212T1/de not_active IP Right Cessation
- 1997-08-12 PT PT97918974T patent/PT921953E/pt unknown
- 1997-08-12 WO PCT/EP1997/004377 patent/WO1998008694A1/en active IP Right Grant
- 1997-08-12 AU AU42986/97A patent/AU730053B2/en not_active Ceased
- 1997-08-12 DE DE69705727T patent/DE69705727T2/de not_active Expired - Fee Related
- 1997-08-12 EP EP97918974A patent/EP0921953B1/en not_active Expired - Lifetime
- 1997-08-12 US US09/242,994 patent/US6676792B1/en not_active Expired - Lifetime
- 1997-08-12 SI SI9730183T patent/SI0921953T1/xx unknown
- 1997-08-12 JP JP10511224A patent/JP2000516867A/ja not_active Ceased
-
2001
- 2001-09-28 GR GR20010401622T patent/GR3036764T3/el unknown
-
2003
- 2003-10-21 US US10/690,427 patent/US20040079488A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CA2264539C (en) | 2005-02-15 |
| SI0921953T1 (zh) | 2001-12-31 |
| US6676792B1 (en) | 2004-01-13 |
| ITMI961793A0 (zh) | 1996-08-28 |
| PT921953E (pt) | 2001-12-28 |
| WO1998008694A1 (en) | 1998-03-05 |
| CA2264539A1 (en) | 1998-03-05 |
| AU4298697A (en) | 1998-03-19 |
| EP0921953A1 (en) | 1999-06-16 |
| ATE203212T1 (de) | 2001-08-15 |
| US20040079488A1 (en) | 2004-04-29 |
| JP2000516867A (ja) | 2000-12-19 |
| DE69705727D1 (de) | 2001-08-23 |
| EP0921953B1 (en) | 2001-07-18 |
| AU730053B2 (en) | 2001-02-22 |
| ES2158549T3 (es) | 2001-09-01 |
| ITMI961793A1 (it) | 1998-02-28 |
| GR3036764T3 (en) | 2001-12-31 |
| IT1283836B1 (it) | 1998-04-30 |
| DE69705727T2 (de) | 2001-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1233216A (zh) | 由金属、塑料或类似材料制成的构件的装饰方法及其相关设备 | |
| US6280820B1 (en) | Semi-finished wood simulating product and method | |
| AU2016256168B2 (en) | Method for producing structured surfaces and articles structured in such a way | |
| CA2468182A1 (en) | Articles and methods for applying color on surfaces | |
| US6335749B1 (en) | Process and apparatus for printing and decorating by means of sublimable inks | |
| GB2024657A (en) | Process and apparatus for the manufacture of a coated material and material produced thereby | |
| US5695587A (en) | Method of coating articles and a transfer film for coating articles | |
| US4177314A (en) | Method of printing paper | |
| WO2020210700A1 (en) | Mechanical embossing on pigmented organic sublimatable coating for both flat panels and extrusions | |
| BR9302378A (pt) | Processo para aplicar revestimento decorativo a substrato de vidro, substrato de vidro decorado e composição de tinta adesiva curável | |
| GR3030556T3 (en) | Substrates provided with several of coatings and process for producing such substrates | |
| KR20000012374A (ko) | 전사지 | |
| EP1132145B1 (en) | A method of manufacturing painted profiles from metallic strips and a corresponding machine | |
| EP2248677B9 (en) | Method of manufacturing multilayer coating for decoration of surfaces | |
| CN2185676Y (zh) | 镭射复合型材 | |
| SE9300562L (sv) | Förfarande för beläggning av en metallyta i tre steg, innefattande beläggning med en klorfri plastisol | |
| JPH04366634A (ja) | 塩化ビニル化粧金属板とその製造方法 | |
| JPH0699550A (ja) | 化粧板の製造方法 | |
| JPH04294141A (ja) | 厚塗り塗装感を有する化粧シートの製造方法 | |
| JP2000210906A (ja) | 化粧シ―トの製造方法及び化粧材の製造方法 | |
| MX9709858A (es) | Proceso de extrusion para recubrimientos protectores para usarse en paneles de forro para exteriores y similares. | |
| ITVR980100A1 (it) | Procedimento ed impianto per la decorazione di superfici metalliche eprodotti metallici cosi' decorati. | |
| CA2755636A1 (en) | Method and plant for manufacturing multilayer coating for decoration of surfaces | |
| TW261565B (en) | Process of coating wood board adhered with cloth surface |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1025078 Country of ref document: HK |