CN116323140A - 树脂制容器的制造方法、模具单元以及吹塑成型装置 - Google Patents
树脂制容器的制造方法、模具单元以及吹塑成型装置 Download PDFInfo
- Publication number
- CN116323140A CN116323140A CN202180063227.9A CN202180063227A CN116323140A CN 116323140 A CN116323140 A CN 116323140A CN 202180063227 A CN202180063227 A CN 202180063227A CN 116323140 A CN116323140 A CN 116323140A
- Authority
- CN
- China
- Prior art keywords
- layer
- mold
- preform
- injection molding
- blow molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
- B29C49/061—Injection blow-moulding with parison holding means displaceable between injection and blow stations
- B29C49/062—Injection blow-moulding with parison holding means displaceable between injection and blow stations following an arcuate path, e.g. rotary or oscillating-type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1615—The materials being injected at different moulding stations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1615—The materials being injected at different moulding stations
- B29C45/1625—Injecting parison-like articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/22—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor using multilayered preforms or parisons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1615—The materials being injected at different moulding stations
- B29C45/1625—Injecting parison-like articles
- B29C2045/1626—Injecting parison-like articles using a cooling station
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C2049/023—Combined blow-moulding and manufacture of the preform or the parison using inherent heat of the preform, i.e. 1 step blow moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/22—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor using multilayered preforms or parisons
- B29C2049/222—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor using multilayered preforms or parisons only parts of the preforms or parisons are layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3012—Preforms or parisons made of several components at flange portion
- B29C2949/3014—Preforms or parisons made of several components at flange portion partially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3016—Preforms or parisons made of several components at body portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/302—Preforms or parisons made of several components at bottom portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3032—Preforms or parisons made of several components having components being injected
- B29C2949/3034—Preforms or parisons made of several components having components being injected having two or more components being injected
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3086—Interaction between two or more components, e.g. type of or lack of bonding
- B29C2949/3094—Interaction between two or more components, e.g. type of or lack of bonding preform having at least partially loose components, e.g. at least partially loose layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/0055—Shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1615—The materials being injected at different moulding stations
- B29C45/1628—The materials being injected at different moulding stations using a mould carrier rotatable about an axis perpendicular to the opening and closing axis of the moulding stations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7158—Bottles
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
树脂制容器的制造方法包括:第一注射成型工序,用第一树脂材料注射成型有底筒状的预塑型坯的第一层;温度调整工序,将由第一注射成型工序制造的第一层收纳于温度调整用模具,进行第一层的温度调整,并且在第一层的底部形成开口部;第二注射成型工序,从开口部向第一层的内周侧注射第二树脂材料,在第一层的内周侧层叠第二层;以及吹塑成型工序,对由第二注射成型工序得到的多层的预塑型坯在具有注射成型时的保有热的状态下进行吹塑成型来制造树脂制容器。
Description
技术领域
本发明涉及树脂制容器的制造方法、模具单元以及吹塑成型装置。
背景技术
一直以来,树脂制容器被应用于各种用途,具有多个树脂层的树脂制容器也被各种实用化。例如,已知一种树脂制的剥离容器,其具有内层以及外层的双层结构,随着内容物的排出,内层从外层剥离。这种剥离容器也被称为分层瓶或无气瓶,例如用于酱油等调味液或化妆品的化妆液、洗发水或洗手液等液状洗剂、消毒/杀菌等中使用的液状药剂的容器。
目前,在这种剥离容器的制造中,一般利用挤出吹塑方式,而拉伸吹塑方式的利用少(参照专利文献1)。
现有技术文献
专利文献
专利文献1:日本专利第5267901号公报
发明内容
发明所要解决的课题
例如,从提高剥离容器的外观、尺寸精度、物性强度等、抑制无用的材料来降低环境负荷的观点出发,研究了在剥离容器的制造中,应用连续进行从注射成型工序到吹塑成型工序的1阶段方式的热型坯式的吹塑成型法。
然而,剥离容器若设计为满足水分阻隔性、阻气性等功能面、耐弯曲性(耐载荷性)、耐冲击性(落下强度)等物性面、外观设计面这样的要求,则有时外层用的树脂材料的熔点设定得比内层用的树脂材料的熔点高。在对双层结构的预塑型坯进行成型的注射成型工序中,若在形成内层后填充高温的外层的树脂材料,则与外层的树脂材料接触的内层的表面熔融而发生热变形。因此,应用热型坯式的吹塑成型法来制造剥离容器本身是极其困难的。
因此,本发明是鉴于这样的课题而完成的,其目的在于提供一种制造方法,按照外层、内层的顺序进行多个阶段的注射成型来成型预塑型坯,并且应用热型坯式的吹塑成型法来制造树脂制容器。
用于解决课题的技术方案
作为本发明的一个方式的树脂制容器的制造方法包括:第一注射成型工序,用第一树脂材料注射成型有底筒状的预塑型坯的第一层;温度调整工序,将由第一注射成型工序制造的第一层收纳于温度调整用模具中,进行第一层的温度调整,并且在第一层的底部形成开口部;第二注射成型工序,从开口部向第一层的内周侧注射第二树脂材料,在第一层的内周侧层叠第二层;以及吹塑成型工序,将由第二注射成型工序得到的多层的预塑型坯在具有注射成型时的保有热的状态下进行吹塑成型而制造树脂制容器。
发明效果
根据本发明的一个方式,能够按照外层、内层的顺序进行多个阶段的注射成型来成型预塑型坯,并且能够应用热型坯式的吹塑成型法来制造树脂制容器。
附图说明
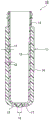
图1是本实施方式的多层结构的预塑型坯的纵剖视图。
图2是表示本实施方式的树脂制容器的示例的图。
图3是示意性表示本实施方式的吹塑成型装置的结构的图。
图4是表示第一注射成型部的结构例的图。
图5是表示第一温度调整部的第一例的模具单元的图。
图6是表示第一温度调整部的第二例的模具单元的图。
图7是表示第二注射成型部的结构例的图。
图8是表示容器的制造方法的工序的流程图。
具体实施方式
以下,参照附图对本发明的实施方式进行说明。在以下的实施方式中,作为基于使用多层结构的预塑型坯的热型坯式的吹塑成型法的容器的制造例,对制造剥离容器的情况进行说明。
在实施方式中,为了容易理解说明,对于本发明的主要部以外的结构、要素,简化或省略而进行说明。另外,在附图中,对相同的要素标注相同的符号。另外,附图所示的各要素的形状、尺寸等是示意性地表示的,并不表示实际的形状、尺寸等。
<预塑型坯的结构例>
首先,参照图1,对本实施方式所涉及的剥离容器用的预塑型坯的结构例进行说明。图1是本实施方式的预塑型坯10的纵剖视图。预塑型坯10的整体形状是一端侧开口、另一端侧封闭的有底圆筒形状。预塑型坯10具备:形成为圆筒状的主体部14;封闭主体部14的另一端侧的底部15;以及形成于主体部14的一端侧的开口的颈部13。
预塑型坯10具有在第一层(外层)11的内侧层叠有第二层(内层)12的双层结构。该第一层11和第二层12如后述那样通过2阶段的注射成型而分别由不同的热塑性的树脂材料形成。第一层11具有成型性、透明性优异的性质,由能够赋予容器所要求的耐弯曲性、耐冲击性的合成树脂构成。另一方面,第二层12由具有有助于容器的内容物的稳定的保管、内容物的劣化(氧化)的抑制的性质(例如,水分阻隔性、阻气性、耐热性、耐化学药品性)的合成树脂构成。另外,第一层11的树脂材料选择熔点比第二层12的树脂材料高的树脂材料。此外,第一层11也可以具备有助于内容物的稳定的保管、内容物的劣化的抑制的性质。而且,第一层11和第二层12也可以分别具备不同的性质。例如,也可以是第一层11由承担水分阻隔性的材料形成,第二层12由承担阻气性的材料形成。而且,第一层11和第二层12也可以由同种合成树脂构成(第一层11和第二层12的树脂材料的熔点也可以相同)。在该情况下,优选在第一层11和第二层12的至少一方中含有有助于内容物的稳定的保管、内容物的劣化(氧化)的抑制的添加剂。
以下,将第一层11的树脂材料也称为第一树脂材料,将第二层12的树脂材料也称为第二树脂材料。
第一树脂材料和第二树脂材料的组合可以根据剥离容器的规格适当选择。作为具体的材料的种类,例如,可举出PET(聚对苯二甲酸乙二醇酯)、PEN(聚萘二甲酸乙二醇酯)、PCTA(聚对苯二甲酸环己烷二甲醇酯)、Tritan(TRITAN(注册商标):伊士曼化学公司制的共聚酯)、PP(聚丙烯)、PE(聚乙烯)、PC(聚碳酸酯)、PES(聚醚砜)、PPSU(聚苯砜)、PS(聚苯乙烯)、COP/COC(环状烯烃系聚合物)、PMMA(聚甲基丙烯酸甲酯:丙烯酸)、PLA(聚乳酸)等。
作为一例,第一树脂材料为PET(聚对苯二甲酸乙二醇酯),第二树脂材料为PP(聚丙烯)。PP的熔点为160~170℃左右,PET的熔点比PP的熔点高,为245~260℃左右。
另外,在预塑型坯10的主体部14中,优选第一层11的厚度t1相对于第二层12的厚度t2之比(t1/t2)为1.5以上。从确保所成型的剥离容器的透明性的观点出发,该厚度之比优选为3.0以下。
另外,在预塑型坯10的底部15,在第一层11的底部的中心贯通第一层11而形成有开口部16。第一层11的开口部16被第二层12从内侧堵塞。另外,在预塑型坯10中,在开口部16的外侧形成有由第二层12构成的露出部。露出部的直径形成为比开口部16的直径大。
另外,在预塑型坯10的底部15形成有用于在剥离容器形成空气导入孔的凹部17。凹部17例如为圆形状,从预塑型坯10的底部15的中心沿径向空开间隔地至少形成1处,但也可以沿周向形成多个凹部17。容器的厚度方向上的凹部17的深度设定为至少凹部17贯通第一层11而使第二层12的表面在凹部17内露出的尺寸。
<剥离容器的结构例>
接着,参照图2,对本实施方式所涉及的树脂制的剥离容器20的结构例进行说明。图2是本实施方式的剥离容器20的纵剖视图。
剥离容器20是通过对预塑型坯10进行拉伸吹塑成型而得到的瓶形状的树脂制容器,例如,收纳例如酱油等调味液。此外,剥离容器20的用途也可以是收纳化妆品的化妆液、洗发水(液状洗剂)或消毒/杀菌液(药剂)等其他内容物。
剥离容器20与预塑型坯10同样地,具有在第一层11的内侧层叠有第二层12的双层结构。在剥离容器20的主体部22中,第一层11的厚度t11相对于第二层12的厚度t12之比(t11/t12)与预塑型坯10的主体部14中的厚度之比(t1/t2)大致相同。
剥离容器20具有:在上端具有开口的颈部21;从颈部21连续的圆筒状的主体部22;以及从主体部22连续的底部23。在剥离容器20的制造中,预塑型坯10的主体部14以及底部15因拉伸吹塑而膨胀,由此被赋形为剥离容器20的主体部22以及底部23。另外,在拉伸吹塑时,预塑型坯10的凹部17被拉伸,从而在剥离容器20的底部23形成贯通第一层11的空气导入孔24。此外,未图示的栓体以气密状态卡合于颈部21。栓体具备推压式的泵机构或阻断/抑制外部气体的流入的排出机构。通过使栓体与颈部21卡合,在内容物的排出时以外,能够抑制从颈部21向主体部22的外部气体的流入,从而能够抑制内容物的劣化(氧化)。而且,通过栓体,外部气体也不会从颈部21流入到第一层11与第二层12之间。
在剥离容器20中,在第二层12的内侧的空间中填充内容物。在剥离容器20中,当内容物从第二层12排出时,空气从空气导入孔24逐渐流入第一层11与第二层12之间,第一层11与第二层12剥离。由此,能够不使第二层12的内容物与空气接触地将容器内内容物所占的容积置换为空气,能够将填充在第二层12中的内容物排出到容器外。而且,在剥离容器20中,第二层12的容积根据内容物的消耗而自动地变小,在内容物变少时,能够使内容物集中在栓体的泵机构或排出机构侧。因此,在剥离容器20中,能够使不能排出的内容物的余量成为最小限度。
另外,在剥离容器20的底部23的中心,与预塑型坯10同样地形成有贯通第一层11的开口部25(非层叠部25、单层部25)。在开口部25,第二层12的材料堵塞开口部25而填充,在剥离容器20的底部23的开口部25附近,成为第二层12在第一层11的外侧露出的状态。该第二层12的露出部(鼓出部)向径向的外侧伸出,形成得比开口部25的直径大。剥离容器20的露出部是通过使预塑型坯10的露出部拉伸而形成的。在剥离容器20的开口部25中,第二层12露出于第一层11的外侧,从而第二层12部分地固定(卡止)于第一层11,抑制第二层12相对于第一层11的位置偏移。
<剥离容器的制造装置的说明>
图3是示意性表示本实施方式的吹塑成型装置的结构的图。本实施方式的吹塑成型装置30是容器的制造装置的一例,采用不将预塑型坯10冷却至室温而有效利用注射成型时的保有热(内部热量)对剥离容器20进行吹塑成型的热型坯方式(也称为1阶段方式或1步骤方式)。
吹塑成型装置30具备第一注射成型部31、第一温度调整部32、第二注射成型部33、第二温度调整部34、吹塑成型部35、取出部36以及输送机构37。第一注射成型部31、第一温度调整部32、第二注射成型部33、第二温度调整部34、吹塑成型部35以及取出部36配置在以输送机构37为中心每次旋转给定角度(例如60度)的位置。
(输送机构37)
输送机构37具备以图3的纸面垂直方向的轴为中心旋转的旋转板(移送板)37a。在旋转板37a上,保持预塑型坯10的颈部13(或剥离容器20的颈部21)的颈模37b(在图3中未图示)每隔给定角度分别配置有1个以上。输送机构37通过使旋转板37a旋转,将由颈模37b保持的预塑型坯10(或剥离容器20)按照第一注射成型部31、第一温度调整部32、第二注射成型部33、第二温度调整部34、吹塑成型部35、取出部36的顺序输送。此外,输送机构37也可以使旋转板37a升降,还进行第一注射成型部31、第二注射成型部33中的闭模、开模(脱模)的动作。
(第一注射成型部31)
第一注射成型部31具备腔模40、芯模41、热流道模42,与成型时输送的颈模37b协作,制造预塑型坯10的第一层11。腔模40由开口侧(上方侧)的第一腔模40A和底面侧(下方侧)的第二腔模40B构成。如图3所示,在第一注射成型部31上连接有向热流道模42供给第一树脂材料的第一注射装置38。腔模40和热流道模42以一体化的状态固定于吹塑成型装置30的机台。芯模41固定于芯模升降机构。
腔模40规定第一层11的外周的形状。第一腔模40A是面向腔模40的开口侧的模具,规定第一层11的主体部外周的形状。第二腔模40B是面向腔模40的底面侧的模具,规定第一层11的底部外周的形状。另外,热流道模42具有从第一注射装置38导入第一树脂材料的树脂供给部42a。芯模41是规定第一层11的内周侧的形状的模具,从上侧插入腔模40的内周侧。颈模37b规定预塑型坯10(第一层11)的颈部13的外形。在图4中,示出了腔模40被分割成第一腔模40A和第二腔模40B的示例,但腔模40也可以不被分割而一体地构成。
另外,腔模40的热流道模42也可以在内部具有能够沿轴向移动到接近芯模41的位置的未图示的阀销(开闭树脂供给部42a的棒状部件)。热流道模42的阀销例如在第一树脂材料填充到模空间之前收纳在热流道模42的内部,在第一树脂材料填充到模空间后,突出到比第二腔模40B的底面更接近芯模41的位置。
如图4所示,在第一注射成型部31中,将上述的腔模40、芯模41和输送机构37的颈模37b闭模而形成第一层11的模空间。然后,通过从上述的模空间的底部经由热流道模42流入第一树脂材料,在第一注射成型部31中制造预塑型坯10的第一层11。此外,在热流道模42具有上述的阀销的情况下,也可以在第一树脂材料流入第一层11的模空间后使阀销上升,移动至从第二腔模40B的底面突出并接近芯模41的位置。由此,能够将第一层11的底部中央成型为壁厚比周边部薄的薄膜状,因此能够更可靠地进行后述的第一温度调整部32中的开口部16的形成。
在面向第一层11的底部外周的第二腔模40B的上表面侧,在给定位置设置有第一突起部44。例如,第一突起部44为圆柱形状、圆锥状(锥形圆柱状)、方柱状、棱锥状,从树脂供给部42a所在的底部中央沿径向空开间隔地配置有至少1个。
第一突起部44的形状例如可以是沿轴向延长的肋形状等其他形状,也可以以底部中央为基准呈旋转对称地形成多个。另外,第一突起部44的数量也可以是多个。此时,各个第一突起部44也可以以中心轴为基准以点对称的位置关系配置。
如图4所示,第一突起部44从第一层11的底部外周面(或第二腔模40B的型腔基准面)的突出量h1是与第一层11的厚度大致相同的尺寸。因此,在将第一注射成型部31闭模时,第一突起部44的前端面向芯模41的表面(即,第一突起部44的前端配置于芯模41的表面附近)。由此,在第一注射成型部31的注射成型中,通过第一突起部44,在与预塑型坯10的凹部17对应的位置,在第一层11形成圆形等的凹部11a。第一层11的凹部11a可以贯通第一层11,也可以具备被芯模41和第一突起部44夹持而形成的薄膜。
另外,在进行了第一注射成型部31的开模时,输送机构37的颈模37b也不开放而维持原样不变保持并输送预塑型坯10的第一层11。利用第一注射成型部31同时成型的预塑型坯10的数量(即,利用吹塑成型装置30能够同时成型的剥离容器20的数量)可以适当设定。此外,在图3中,示出了同时输送4个预塑型坯的结构。
(第一温度调整部32)
第一温度调整部32具备后述的第一例的模具单元50a或第二例的模具单元50b的任一个。第一温度调整部32通过将具有注射成型后的保有热(处于高温状态)的预塑型坯10的第一层11收纳在保持为给定温度的模具单元50a、50b中来进行温度调整(第一层11被加热或冷却)。另外,第一温度调整部32还承担在被输送到第二注射成型部33之前将预塑型坯10的第一层11的温度分布调整为给定的状态的功能。
而且,第一温度调整部32在将预塑型坯10的第一层11收纳在模具单元50a、50b中时,在第一层11的底部中心形成开口部16。
图5是表示第一温度调整部32的第一例的模具单元50a的图。
第一例的模具单元50a具备腔模(罐模)51、芯模52a以及可动模53a。
腔模51是具有能够收纳由第一注射成型部31制造的预塑型坯10的第一层11的调温空间的模具。腔模51是沿着预塑型坯10的轴向被分割为上下3段的结构,从上依次具有上段模51a、中段模51b、下段模51c。腔模51的下段模51c载置于支承台56。另外,在面向预塑型坯10的底部15的下段模51c的底部中央和支承台56,沿轴向形成有供可动模53a插通的空间。
在上段模51a、中段模51b、下段模51c分别设置有加热器,或者在内部形成有温度调整介质(冷却介质)流动的流路(未图示)。因此,腔模51的温度通过加热器或温度调整介质被保持为给定的温度。此外,也可以通过变更上段模51a、中段模51b、下段模51c的加热器或温度调整介质的温度,使预塑型坯10的温度分布在轴向上变化。此外,设置有加热器的腔模以非接触方式加热预塑型坯10,设置有温度调整介质的流路的腔模与预塑型坯10接触进行调温或冷却。
芯模52a是能够相对于腔模51沿轴向移动的模具,插入到收纳于腔模51的第一层11的内侧。在芯模52a的内部形成或内置有温度调整介质(冷却介质)流动的流路(调温部件或冷却部件(未图示)),通过上述的温度调整介质,使芯模52a保持为给定的温度。另外,芯模52a的形状形成为与第一层11的内周面对应的形状。因此,在将芯模52a插入第一层11时,第一层的内周面与芯模52a的表面面接触而在两者之间高效地进行热交换。
另外,在面向第一层11的底部15的芯模52a的前端中心,设置有朝向下侧沿轴向突出的圆锥形状的穿孔部(穿孔针)54。当芯模52a插入第一层11时,穿孔部54贯通第一层11的底部,承担在第一层11的底部中心形成开口部16的功能。
可动模53a是从下侧面向第一层11的底部中心的模具,可升降地插通于下段模51c以及支承台56。在可动模53a的表面形成有凹部55a,该凹部55a与芯模52a的穿孔部54的形状对应,在闭模时接受穿孔部54。
接着,参照图6对第二例的模具单元50b的结构进行说明。在第二例的模具单元50b的说明中,对与第一例的模具单元50a相同的结构,标注相同的符号并省略重复说明。
第二例的模具单元50b具备腔模(罐模)51、芯模52b以及可动模53b。
第二例的模具单元50b的芯模52b是能够相对于腔模51沿轴向移动的模具,插入收纳于腔模51的第一层11的内侧。在芯模52b的内部形成或内置有温度调整介质(冷却介质)流动的流路(未图示),通过上述的温度调整介质将芯模52b保持为给定的温度。另外,芯模52b的形状形成为与第一层11的内周面对应的形状。因此,当将芯模52b插入第一层11时,第一层的内周面与芯模52b的表面面接触而在两者之间高效地进行热交换。
另外,在面向第一层11的底部15的芯模52b的前端中心形成有凹部55b,该凹部55b与设置于可动模53b的后述的穿孔部54b的形状对应,在闭模时接受穿孔部54b。
可动模53b是从下侧面向第一层11的底部中心的模具,可升降地插通于下段模51c以及支承台56。在可动模53b设置有朝向上侧沿轴向突出的圆锥形状的穿孔部54b(穿孔针)。在可动模53b上升而闭模时,穿孔部54b贯通插入有芯模52b的状态的第一层11的底部15,承担在第一层11的底部中心形成开口部16的功能。
另外,图5、图6所示的模具单元50a、50b一边利用来自腔模51的放射热(辐射热)从外侧加热第一层11,一边使温度调整介质流动的芯模52a、52b接触,由此从内侧冷却第一层11。
在第二注射成型部33中,如后所述,第一层11的外侧通过与腔模60的接触而被冷却,温度降低。因此,为了抑制在吹塑成型时预塑型坯10难以膨胀,优选在第一温度调整部32中从外侧加热第一层11来确保保有热。
另外,在第二注射成型部33中,如后所述,由于第一层11的内侧被第二树脂材料加热,因此容易产生第一层11的白化。因此,优选在第一温度调整部32中从内侧冷却第一层11来抑制第一层11的白浊化(结晶化)。
(第二注射成型部33)
如图7所示,第二注射成型部33具备腔模60、芯模61、热流道模62,与成型时输送的颈模37b协作,在第一层11的内周部注射成型第二层12。腔模60由开口侧(上方侧)的第一腔模60A和底面侧(下方侧)的第二腔模60B构成。另外,如图3所示,在第二注射成型部33连接有向热流道模62供给第二树脂材料的第二注射装置39。
腔模60是收纳第一层11的模具。第一腔模60A是面向腔模60的开口侧的模具,收纳第一层11的主体部14。第二腔模60B是面向腔模60的底面侧的模具,收纳第一层11的底部15。另外,热流道模62具有从第二注射装置39导入第二树脂材料的树脂供给部62a。芯模61是规定第二层12的内周侧的形状的模具,从上侧插入到腔模60的内周侧。颈模37b规定预塑型坯10(第二层12)的颈部13的上部形状。此外,腔模60也可以不分割为第一腔模60A和第二腔模60B而一体地构成。
如图7所示,第二注射成型部33收纳由第一注射成型部31注射成型的预塑型坯10的第一层11。在将第二注射成型部33闭模的状态下,在第一层11的内周侧与芯模61的表面之间形成模空间。在第二注射成型部33中,通过从上述的模空间的底部经由热流道模62使第二树脂材料流入,从而形成在第一层11的内周侧层叠有第二层12的预塑型坯10。
另外,在面向第一层11的底部外周的第二腔模60B的上表面侧,在与第一注射成型部31的第一突起部44对应的给定位置,设置有与预塑型坯10的凹部17的形状对应的圆柱状等的第二突起部64。第二突起部64在第一层11收纳于第二注射成型部33时,插通于第一层11的凹部11a。
如图7所示,第二突起部64从第一层11的底部外周面(或第二腔模60B的型腔基准面)的突出量h2是比第一层11的厚度大的尺寸。即,第二突起部64的突出量h2大于第一突起部44的突出量h1(h2>h1)。因此,在将第二注射成型部33闭模时,第二突起部64的前端贯通第一层11的凹部11a而突出至第一层11的内周侧。通过在第二注射成型部33的第二腔模60B设置第二突起部64,能够在预塑型坯10的底部15形成凹部17。
另外,第二突起部64的突出量h2设定得比预塑型坯10的厚度小。即,在第二注射成型部33的注射成型中,由于第二树脂材料流入芯模61与第二突起部64之间,因此不会由于第二突起部64形成贯通第二层12的孔。
此外,在第二注射成型部33中,收纳第一层11的腔模60的模空间的轴向深度也可以比第一层11的轴向长度短。由此,在将第一层11收纳于腔模60时,第一层11的底部与腔模60的底面抵接而两者接触,能够抑制在第一层11的底部与腔模60之间产生间隙。另外,也可以在第二腔模60B的底部中央区域设置凹部形状的成型空间,在底部中央区域在第一层11与第二腔模60B之间形成微小的间隙,使得第二层12能够从第一层11的开口部16露出。
(第二温度调整部34)
第二温度调整部34进行由第二注射成型部33制造的预塑型坯10的均温化、偏温消除,将预塑型坯10的温度调整为适于最终吹塑的温度(例如约90℃~105℃)。另外,第二温度调整部34还承担对注射成型后的高温状态的预塑型坯10进行冷却的功能。而且,第二温度调整部34也可以具有加热预塑型坯10的功能。
(吹塑成型部35)
吹塑成型部35对由第二温度调整部34进行了温度调整的预塑型坯10进行吹塑成型,制造剥离容器20。
吹塑成型部35具备与剥离容器20的形状对应的一对分型模即吹塑腔模、底模、拉伸杆以及空气导入部件(均未图示)。吹塑成型部35一边拉伸预塑型坯10一边进行吹塑成型。由此,能够将预塑型坯10赋形为吹塑腔模的形状来制造剥离容器20。
(取出部36)
取出部36构成为,将由吹塑成型部35制造的剥离容器20的颈部21从颈模37b开放,将剥离容器20向吹塑成型装置30的外部取出。
<容器的制造方法的说明>
接着,对基于本实施方式的吹塑成型装置30的剥离容器20的制造方法进行说明。图8是表示容器10的制造方法的工序的流程图。
(步骤S101:第一注射成型工序)
首先,如图4所示,在第一注射成型部31中,从第一注射装置38向由腔模40、芯模41以及输送机构37的颈模37b形成的模空间注射第一树脂材料,成型预塑型坯10的第一层11。此时,通过第一突起部44,在第一层11的底部形成凹部11a。
之后,当第一注射成型部31开模时,输送机构37的旋转板37a旋转给定角度,保持于颈模37b的预塑型坯10的第一层11在包含注射成型时的保有热的状态下被输送到第一温度调整部32。
(步骤S102:第一温度调整工序)
接着,在第一温度调整部32中,预塑型坯10的第一层11被收纳在第一例的模具单元50a或第二例的模具单元50b中,进行第一层11的冷却和温度分布的调整(均温化、偏温消除)。
在采用第一例的模具单元50a的情况下,当将芯模52a插入第一层11的内侧时,设置于芯模52a的前端的穿孔部54a与第一层11的底部15接触。此时,当使可动模53a朝向第一层11上升时,第一层11被芯模52a顶推,从而穿孔部54a贯通第一层11的底部15,在第一层11的底部中心形成开口部16。
在采用第二例的模具单元50b的情况下,当将芯模52b插入第一层11的内侧时,芯模52b与第一层11的底部15的内表面接触。此时,当使可动模53b朝向第一层11上升时,可动模53b的穿孔部54a贯通第一层11的底部15,在第一层11的底部中心形成开口部16。
另外,第一温度调整部32中的第一层11具有注射成型时的保有热,处于比较容易变形的状态。因此,当在第一层11形成开口部16时,位于第一层11的底部中心的第一树脂材料被穿孔部54a、54b推开而与开口部16的周围的材料一体化。因此,在本实施方式中,在形成开口部16时不会产生废料。
然后,输送机构37的旋转板37a旋转给定角度,保持于颈模37b的预塑型坯10的第一层11被输送到第二注射成型部33。
(步骤S103:第二注射成型工序)
接着,使预塑型坯10的第一层11收纳于第二注射成型部33,进行第二层12的注射成型。
在第二注射成型部33中,如图7所示,在第一层11的内周侧与面向第一层11的内周的芯模61的表面之间形成模空间,从热流道模62向上述的模空间内填充第二树脂材料。此外,在注射成型时,第二树脂材料从第一层11的开口部16被向第一层11的内周侧引导。
在此,在第二注射成型部33中填充的第二树脂材料的温度被设定为比第一树脂材料的熔点低的温度。另外,在第二注射成型部33中填充第二树脂材料时的第一层11的表面温度被冷却至第二树脂材料的熔点以下的温度。
在第二注射成型部33中,腔模60面向第一层11的外周侧,第一层11的形状通过腔模60从外周侧保持。因此,即使第二树脂材料与第一层11接触,也能够抑制第一层11的热变形。
另外,在第二注射成型部33中,由于第二突起部64贯通并堵住第一层11的凹部11a,因此预塑型坯10的凹部17不会被第二树脂材料堵塞。另外,由于第二注射成型部33中的第二突起部64的前端突出至第一层的内周侧,因此通过第二突起部64形成的预塑型坯10的凹部17成为贯通第一层11而使第二层12的表面露出于凹部17内的形状。
另外,在第二注射成型部33中,收纳第一层11的腔模60的模空间的轴向深度比第一层11的轴向长度短。因此,第一层11的底部15与腔模60的底面抵接,抑制在第一层11的底部15与腔模60之间产生间隙。因此,第二树脂材料难以流入第一层11与腔模60之间,能够抑制第二树脂材料覆盖第一层11的外周的成型不良的发生。
如上所述,通过第一注射成型工序以及第二注射成型工序,制造在第一层11的内周侧层叠有第二层12的预塑型坯10。
然后,当第二注射成型部33开模时,输送机构37的旋转板37a旋转给定角度,保持于颈模37b的预塑型坯10在包含注射成型时的保有热的状态下被输送到第二温度调整部34。
(步骤S104:第二温度调整工序)
接着,使预塑型坯10收纳于第二温度调整部34,进行用于使预塑型坯10的温度接近适于最终吹塑的温度的温度调整。
然后,输送机构37的旋转板37a旋转给定角度,保持于颈模37b的温度调整后的预塑型坯10被输送到吹塑成型部35。
(步骤S105:吹塑成型工序)
接着,在吹塑成型部35中,进行剥离容器20的吹塑成型。
首先,将吹塑腔模闭模而将预塑型坯10收纳于模空间,通过使空气导入部件(吹塑芯)下降,使空气导入部件与预塑型坯10的颈部13抵接。然后,使拉伸杆下降而从内表面压住预塑型坯10的底部15,根据需要进行纵轴拉伸,同时从空气导入部件供给吹塑空气,由此对预塑型坯10进行横轴拉伸。由此,预塑型坯10以紧贴吹塑腔模的模空间的方式鼓出而被赋形,吹塑成型为剥离容器20。此外,在预塑型坯10比剥离容器20长的情况下,底模在吹塑腔模的闭模前在不与预塑型坯10的底部15接触的下方的位置待机,闭模后迅速上升到成型位置。
此外,在本实施方式中,通过对在底部15形成有凹部17的预塑型坯10进行吹塑成型,能够在剥离容器20中可靠地形成贯通第一层11并到达第二层12的表面的空气导入孔24。
(步骤S106:容器取出工序)
当吹塑成型结束时,吹塑腔模开模。由此,剥离容器20能够从吹塑成型部35移动。
接着,输送机构37的旋转板37a旋转给定角度,剥离容器20被输送到取出部36。在取出部36中,剥离容器20的颈部21从颈模37b开放,剥离容器20被向吹塑成型装置30的外部取出。
以上,剥离容器20的制造方法中的1个循环结束。之后,通过使输送机构37的旋转板37a旋转给定角度,反复进行上述的S101至S106的各工序。此外,在吹塑成型装置30运转时,并行地执行具有各1个工序的时间差的6组量的容器的制造。
另外,在吹塑成型装置30的结构上,第一注射成型工序、第一温度调整工序、第二注射成型工序、第二温度调整工序、吹塑成型工序以及容器取出工序的各时间分别为相同的长度。同样地,各工序间的输送时间也分别为相同的长度。
以下,对本实施方式的吹塑成型装置以及吹塑成型方法的效果进行说明。
在本实施方式中,在第一注射成型工序中,成型预塑型坯10的第一层11(外层),在第二注射成型工序中,从第一层11的开口部16在第一层11的内侧注射成型第二层12(内层)来制造双层结构的预塑型坯10。根据本实施方式,能够用熔点高的树脂材料先形成外层,然后用熔点比外层低的树脂材料来形成内层。即,在外层具有注射成型时的保有热的状态下连续地进行内层的注射成型,能够制造适于剥离容器20的规格的双层结构的预塑型坯10。在本实施方式中,由于在外层以及内层均具有注射成型时的保有热的状态下将双层结构的预塑型坯10脱模,因此能够得到适合于利用热型坯式的吹塑成型法制造剥离容器20时的预塑型坯10。
而且,在本实施方式中,在具有注射成型时的保有热的状态下,对上述的双层结构的预塑型坯10进行拉伸吹塑成型来制造剥离容器20。因此,在本实施方式中,通过热型坯式的吹塑成型法,能够制造外观美感、物性强度等优异的剥离容器20。与冷型坯式的吹塑成型相比,可以无需将本实施方式中制造的预塑型坯10冷却至常温附近,也不需要预塑型坯10的再加热的工序。因此,根据本实施方式,能够在比较短的时间内完成从预塑型坯10的注射成型到剥离容器20的吹塑成型的一系列的工序,能够以更短的周期制造剥离容器20。
另外,在本实施方式中,在第一注射成型工序与第二注射成型工序之间设置第一温度调整工序,在该第一温度调整工序中在第一层11形成开口部16。通过经过第一温度调整工序,能够缩短第一注射成型工序中的模具内的冷却时间,并且能够在成型第二层12之前抑制第一层11的偏温。另外,通过在第一温度调整工序中在第一层11形成开口部16,可以无需在注射模具内组装形成开口部16的机构,因此能够简化注射成型装置的结构。
本发明不限于上述实施方式,在不脱离本发明的主旨的范围内,可以进行各种改良以及设计的变更。
在上述实施方式中,对通过使用层叠结构的预塑型坯的热型坯式的吹塑成型法来制造剥离容器的情况进行了说明。但是,本发明的吹塑成型方法并不限于剥离容器的制造,也可以适用于其他的树脂制容器的制造。例如,在使用不同颜色的树脂材料并按照外层、内层的顺序进行注射成型来成型具有渐变或颜色区分图案的预塑型坯,并通过热型坯式的吹塑成型法来制造树脂制的装饰容器的情况下,也能够应用本发明。
此外,应该认为本次公开的实施方式在所有方面都是例示而不是限制性的。本发明的范围不是由上述说明而是由请求保护的范围来表示,意图包括与请求保护的范围等同的意思以及范围内的所有变更。例如,也可以适当增减吹塑成型装置30的成型工位数(例如省略第二温度调整部34、取出部36等而设为5个等)。另外,模具单元50a、50b也可以搭载于不具备吹塑成型部35的注射成型装置而用于成型剥离容器用预塑型坯的目的。
符号说明
10…预塑型坯,11…第一层,12…第二层,15…底部,16…开口部,20…剥离容器,30…吹塑成型装置,31…第一注射成型部,32…第一温度调整部,33…第二注射成型部,34…第二温度调整部,35…吹塑成型部,38…第一注射装置,39…第二注射装置,50a、50b…模具单元,51…腔模,52a、52b…芯模,53a、53b…可动模,54a、54b…穿孔部,55a、55b…凹部。
Claims (5)
1.一种树脂制容器的制造方法,其包括:
第一注射成型工序,用第一树脂材料注射成型有底筒状的预塑型坯的第一层;
温度调整工序,将由所述第一注射成型工序制造的所述第一层收纳于温度调整用模具中,进行所述第一层的温度调整,并且在所述第一层的底部形成开口部;
第二注射成型工序,从所述开口部向所述第一层的内周侧注射第二树脂材料,在所述第一层的内周侧层叠第二层;以及
吹塑成型工序,将由所述第二注射成型工序得到的多层的预塑型坯在具有注射成型时的保有热的状态下进行吹塑成型而制造树脂制容器。
2.一种模具单元,用于对注射成型的有底形状的树脂制的预塑型坯进行冷却,其具备:
芯模,其具有与所述预塑型坯的内部形状对应的外形,能够插入于所述预塑型坯的内部;
腔模,其收纳所述预塑型坯,并调整所述预塑型坯的温度;以及
可动部件,其面向所述预塑型坯的底部,
在所述芯模或所述可动部件的任一个上具有穿孔部,该穿孔部形成贯通所述预塑型坯的底部的开口。
3.根据权利要求2所述的模具单元,其中,
所述穿孔部从所述芯模的前端沿所述预塑型坯的轴向突出地形成,
所述可动部件具有接受所述穿孔部的凹部。
4.根据权利要求2所述的模具单元,其中,
所述穿孔部沿所述芯模的轴向突出而形成于所述可动部件,
所述芯模具有接受所述穿孔部的凹部。
5.一种吹塑成型装置,其具备:
第一注射成型部,其用第一树脂材料注射成型有底筒状的预塑型坯的第一层;
温度调整部,其具有权利要求2至4中任一项所述的模具单元,进行由所述第一注射成型部制造的所述第一层的温度调整,并且在所述第一层的底部形成开口部;
第二注射成型部,其从所述开口部向所述第一层的内周侧注射第二树脂材料,在所述第一层的内周层叠第二层;以及
吹塑成型部,其将由所述第二注射成型部得到的多层的预塑型坯在具有注射成型时的保有热的状态下进行吹塑成型而制造树脂制容器。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-131764 | 2020-08-03 | ||
| JP2020131764 | 2020-08-03 | ||
| PCT/JP2021/028666 WO2022030461A1 (ja) | 2020-08-03 | 2021-08-02 | 樹脂製容器の製造方法、金型ユニットおよびブロー成形装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN116323140A true CN116323140A (zh) | 2023-06-23 |
Family
ID=80118049
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202180063227.9A Pending CN116323140A (zh) | 2020-08-03 | 2021-08-02 | 树脂制容器的制造方法、模具单元以及吹塑成型装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230321889A1 (zh) |
| EP (1) | EP4190528A1 (zh) |
| JP (1) | JPWO2022030461A1 (zh) |
| CN (1) | CN116323140A (zh) |
| WO (1) | WO2022030461A1 (zh) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2931428B2 (ja) * | 1990-03-30 | 1999-08-09 | 株式会社青木固研究所 | 射出延伸吹込成形方法 |
| JP2000043126A (ja) * | 1998-07-31 | 2000-02-15 | Toppan Printing Co Ltd | 延伸ブロー成形用の二層構成プリフォーム |
| JP4037578B2 (ja) * | 1999-10-08 | 2008-01-23 | 大成化工株式会社 | 積層ボトルの製造方法、並びに、積層剥離容器の製造装置 |
| JP2002104362A (ja) * | 2000-09-29 | 2002-04-10 | Taisei Kako Co Ltd | 積層樹脂ボトル、並びに、積層樹脂成形品の製造方法 |
| JP5267901B2 (ja) | 2007-06-29 | 2013-08-21 | 株式会社吉野工業所 | ダイレクトブロー成形法による合成樹脂製二重容器 |
| KR102097674B1 (ko) * | 2017-10-19 | 2020-04-06 | 닛세이 에이. 에스. 비 기카이 가부시키가이샤 | 수지제 용기의 제조방법, 금형 유닛 및 성형기 |
| CN113302033B (zh) * | 2018-12-28 | 2024-03-26 | 日精Asb机械株式会社 | 吹塑成型装置、吹塑成型方法及模具单元 |
-
2021
- 2021-08-02 US US18/019,157 patent/US20230321889A1/en active Pending
- 2021-08-02 WO PCT/JP2021/028666 patent/WO2022030461A1/ja unknown
- 2021-08-02 CN CN202180063227.9A patent/CN116323140A/zh active Pending
- 2021-08-02 JP JP2022541546A patent/JPWO2022030461A1/ja active Pending
- 2021-08-02 EP EP21852928.7A patent/EP4190528A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022030461A1 (zh) | 2022-02-10 |
| WO2022030461A1 (ja) | 2022-02-10 |
| EP4190528A1 (en) | 2023-06-07 |
| US20230321889A1 (en) | 2023-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2008063726A2 (en) | Injection blow molding process and article | |
| WO2021206082A1 (ja) | 剥離容器の製造方法および製造装置 | |
| WO2019146701A1 (ja) | 樹脂製の容器部品の製造方法、金型ユニットおよびそれを備えるブロー成形機 | |
| CN116323140A (zh) | 树脂制容器的制造方法、模具单元以及吹塑成型装置 | |
| WO2024101420A1 (ja) | 剥離容器、プリフォーム、剥離容器の製造方法および製造装置 | |
| EP4257330A1 (en) | Method and apparatus for manufacturing resin container | |
| JP7447242B2 (ja) | 剥離容器の製造方法および製造装置 | |
| WO2023171603A1 (ja) | 樹脂製容器の製造方法、温度調整用金型ユニットおよび樹脂製容器の製造装置 | |
| US20230150710A1 (en) | Peeling container and method for manufacturing peeling container | |
| WO2022196658A1 (ja) | 樹脂製容器の製造方法および製造装置 | |
| WO2022014540A1 (ja) | 樹脂製容器の製造方法および製造装置 | |
| CN114901453B (zh) | 树脂制容器的制造方法及制造装置 | |
| US20230058743A1 (en) | Manufacturing method, manufacturing apparatus, and mold unit for resin container | |
| WO2022059695A1 (ja) | 樹脂製容器の製造方法および製造装置 | |
| JP7183379B2 (ja) | 容器の金型および容器の製造方法 | |
| CN114206584B (zh) | 树脂成形品的冷却用模具单元、吹塑成形装置、注射成形装置及方法 | |
| CN116761708A (zh) | 树脂制容器的制造方法以及制造装置 | |
| CN114945454A (zh) | 树脂制容器的制造方法、制造装置以及模具组件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |